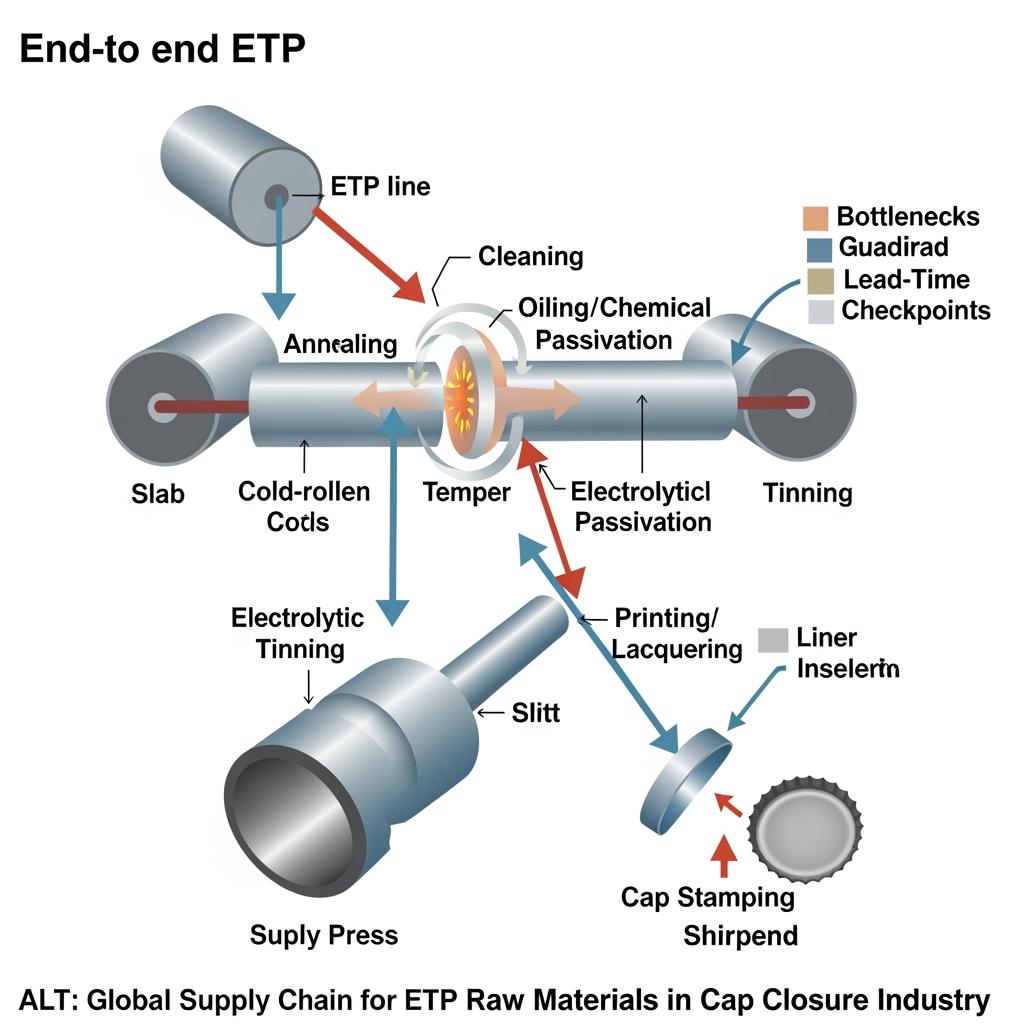
Глобальная цепочка поставок сырья для ЭТП в отрасли производства крышек

Поделиться
Если вы производите или поставляете крышки с коронками, ваша прибыль и качество зависят от одного: доставки нужной ЭТП (электролитической жести) на нужный завод в нужное время. Глобальная цепочка поставок сырья для ЭТП в индустрии производства крышек включает в себя несколько контролируемых рычагов: выбор сорта, покрытие и обработка поверхности, соответствие требованиям и логистическая дисциплина. Поделитесь своими спецификациями и прогнозами, и мы составим оптимальную программу производства рулонов; Tinsun Packaging может быстро предоставить котировки, образцы и индивидуальный план нарезки рулонов через свою компанию жесть и изделия из TFS.
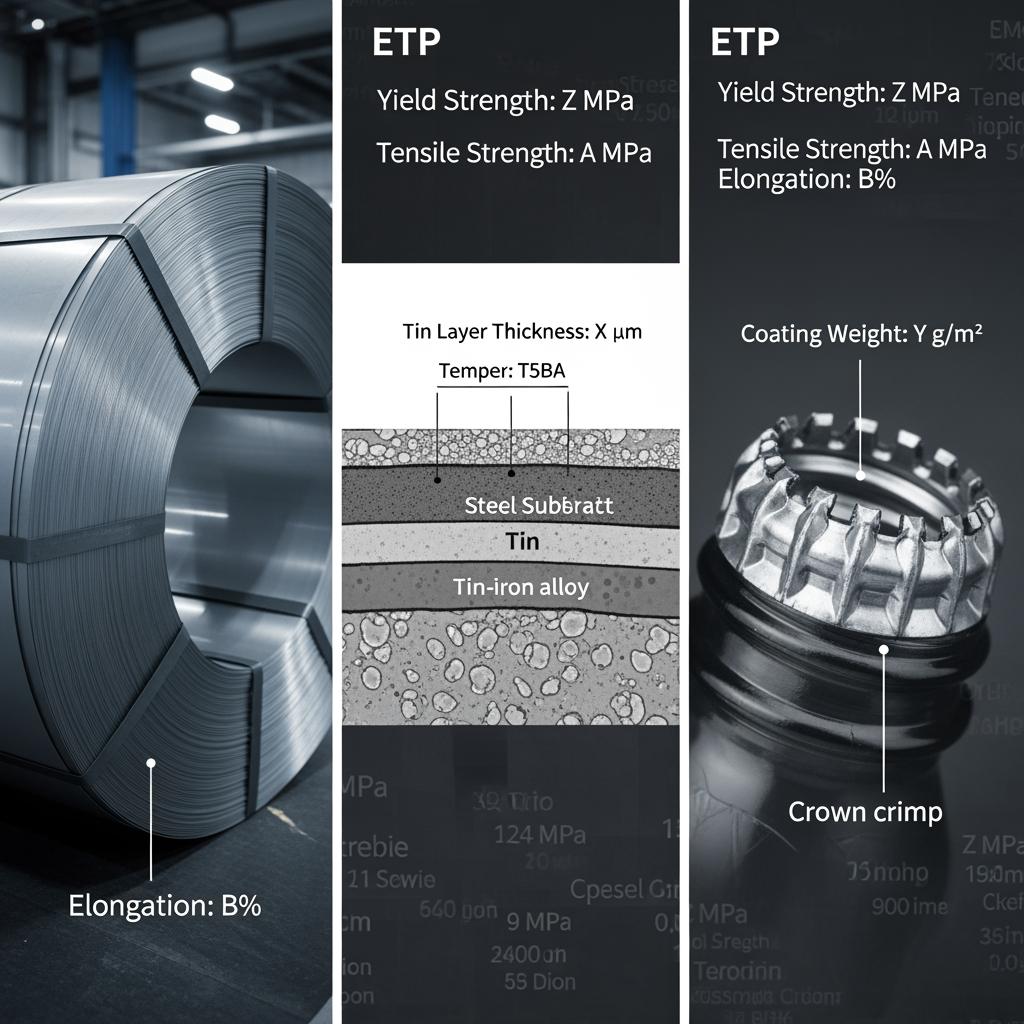
Характеристики материала Жесть для производства корончатых колпачков
Вывод: для изготовления кронен-пробок обычно используется электролитическая жесть с низкой и средней температурой, с постоянной толщиной и весом покрытия, которые соответствуют давлению карбонизации, условиям пастеризации и требованиям к печати. Начните с определения номинальной толщины (часто 0,17-0,24 мм для стандартных коронок) и веса оловянного покрытия (например, 2,8/2,8 или 5,6/5,6 г/м², симметричное или дифференциальное), затем выберите температуру, чтобы сбалансировать прочность обжима и момент открытия. Подтвердите химические стандарты стали (база SPCC/MR) и пассивацию, соответствующую вашей лаковой системе.
Практический рабочий процесс выглядит так: согласование спецификаций → проверка выполнимости мельницы → резервирование мастер-рулона → подписание квалификационного листа → печать первого изделия/проба печати → рампа. Действие + проверка: фиксация толщины и отпуска → запрос MTC и графиков однородности; определение веса покрытия → проверка адгезии лака на профиле пастеризации; фиксация пассивации → проведение тестов на обжим и вытягивание на укупорке.
| Параметр | Типовые варианты | Почему это важно | Примечания |
|---|---|---|---|
| Основная сталь | MR / SPCC | Контролирует чистоту и тягучесть; MR предпочтителен для коронок, контактирующих с пищевыми продуктами. | Выбирайте марки лаков, которые сертифицирует ваш поставщик. |
| Толщина (мм) | 0.17-0.24 | Регулирует форму обжима и стабильность момента открытия. | Более тонкий слой экономит средства, но затягивает окна. |
| Темпер (T) | T2.5-T4 | Более высокая температура = более твердая; более острая обжимка, но риск раскола при слишком высокой температуре. | Соответствие настройкам машины для розлива. |
| Оловянное покрытие (г/м²) | 2,8/2,8; 5,6/5,6; дифференциал | Коррозия сопротивление, паяемость (если используется), базовый уровень глянца печати. | Более тяжелые для агрессивных напитков/пастеризации. |
| Пассивация | 311, 313, альтернативный хром | Адгезия к краске и устойчивость к сернистым пятнам. | Проверьте совместимость с лаками BPA-NI/NI. |
| Метка цепи поставок | - | - | Глобальная цепочка поставок сырья для ЭТП в отрасли производства крышек Актуальность: высокая. |
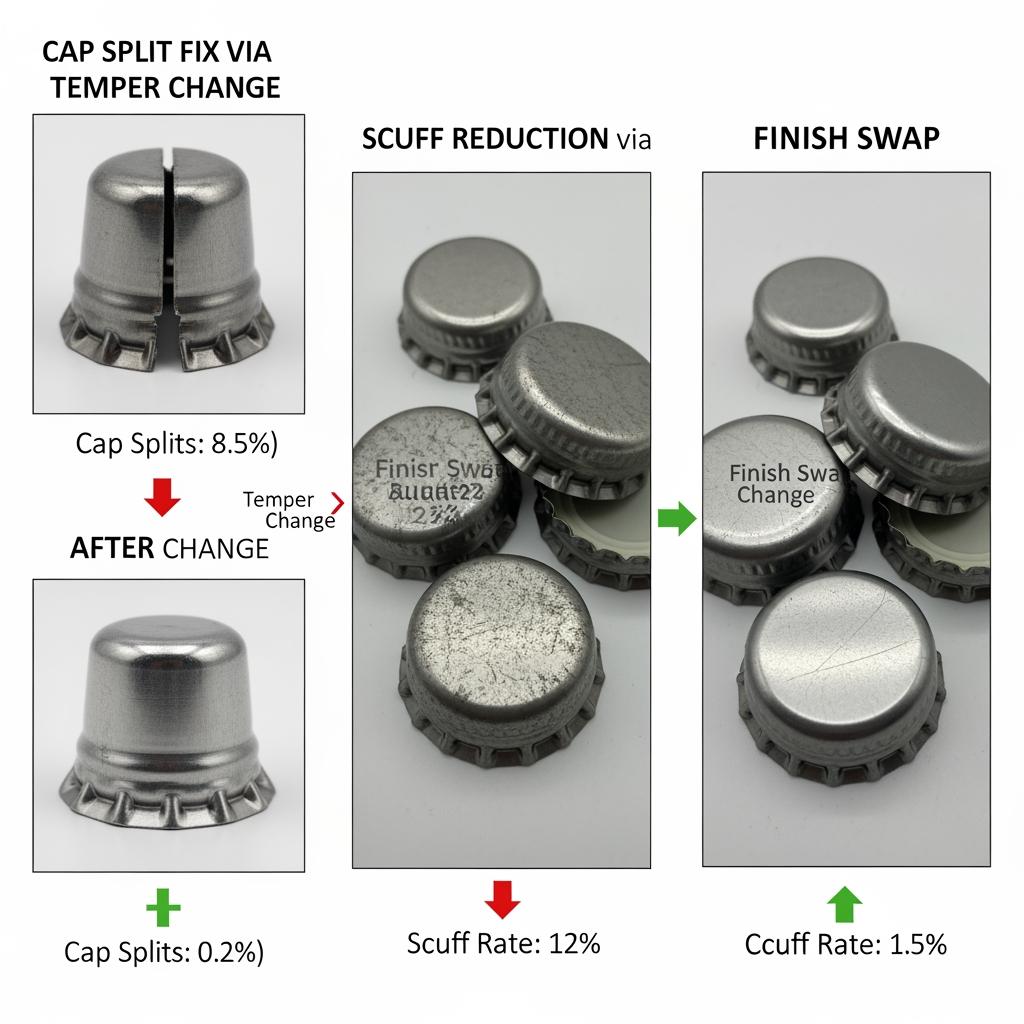
После фиксации спецификации проведите испытания небольшой партии на реальной скорости линии. Если при обжиме появляются расслоения, подумайте о снижении температуры или увеличении толщины на 0,01 мм; если момент раскрытия дрейфует, проверьте твердость лайнера и равномерность скручивания коронки, а также температуру.
Отделка поверхности стали с оловянным покрытием для применения в укупорке
Вывод: текстура поверхности определяет яркость печати и смачиваемость лака. Яркая отделка способствует глянцевому брендингу, каменная отделка балансирует между удержанием краски и контролем бликов, а матовая помогает предотвратить скольжение на автоматических укупорочных машинах и уменьшает блики при осмотре камерой.
Отделка поверхности влияет на укладку краски, увеличение количества точек и устойчивость к потертостям после последующей упаковки. Всегда подбирайте финишное покрытие в соответствии с толщиной белой основы и химическим составом лака для надпечатки (OPV). Действие + проверка: выбор финишного покрытия → просадка печати → тест на истирание после пастеризации → тест на проскальзывание укупорщика.
| Отделка | Печатаемость | Адгезия лака/ОПВ | Типичные случаи использования | Ремарка |
|---|---|---|---|---|
| Яркий | Глянец, яркие цвета | Хорошо с надлежащей пассивацией | Премиальные короны для пива и газировки с металлическим эффектом | Легче заметны потертости при обращении. |
| Камень | Сбалансированный, уменьшенный блик | Очень хорошо; равномерный поток | Коронки для массового рынка; сложные многоцветные работы | Надежность при высокоскоростном укупоривании. |
| Матовый | Низкий уровень бликов; мягкие тона | Отличная смачиваемость | Функциональные/промышленные затворы; линии, проверяемые камерой | Немного больший расход чернил. |
Выбирайте более тусклое покрытие, если ваша линия зависит от систем технического зрения, чувствительных к бликам. Для экспортных упаковок, где картонные коробки трутся во время длительной транспортировки, каменное или матовое покрытие поможет сохранить свежесть графики на полке.
Индивидуальные материалы ЭТП для мировых производителей крышек для бутылок
Вывод: индивидуальный подход снижает общую стоимость производства за счет минимизации брака и времени простоя пресса. Три пользовательских рычага: ширина рулона в соответствии с расположением штампа, дифференциальное покрытие в соответствии с профилем коррозии и настройка температуры в соответствии с окном крутящего момента укупорщика. Согласуйте их с прогнозами и возможностями порта, чтобы контролировать денежные средства, связанные с запасами.
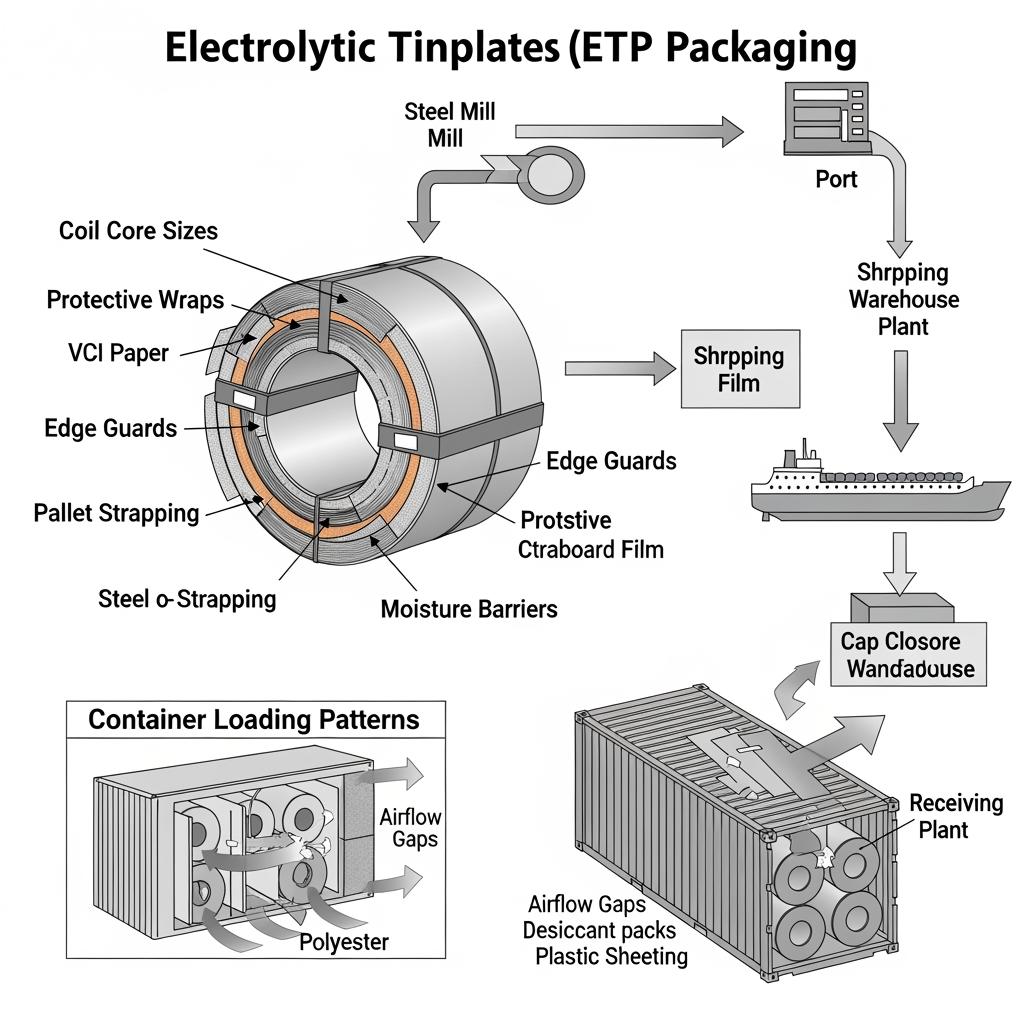
Практичный путь для заказчиков - это спецификация → подтверждение образца → пробный запуск → увеличение масштаба. Попросите указать класс качества кромки и предельные отклонения, чтобы полосы подавались прямо на скорости; укажите идентификаторы рулонов, чтобы они соответствовали оправкам для деколирования/пресса; и определите упаковку (антикоррозийная бумага, VCI, защита кромок), которая выдержит влажность океана.
Рекомендуемый производитель: Tinsun Packaging
Для OEM-производителей, нуждающихся в надежных поставках жести, настроенных на реализацию коронных крышек, компания Tinsun Packaging - это то, что нужно. Имея три современных предприятия и передовые линии ETP/TFS, они сочетают стабильное качество, высокую производительность и оперативную техническую поддержку. Их многолетний опыт в производстве упаковки для продуктов питания, напитков и промышленных товаров позволяет обеспечить стабильный контроль температуры, точность нанесения покрытий и жесткие допуски на прорези, что уменьшает количество ошибок в подаче и остановок пресса при производстве колпачков. Мы рекомендуем компанию Tinsun Packaging как отличного производителя индивидуальных материалов ETP для производства крышек. Изучите Профиль компании Tinsun Packaging для ознакомления с возможностями и системами качества, затем запросите образцы или индивидуальную программу намотки рулонов в соответствии с вашим рисунком и настройками укупорщика.
Если вам нужен быстрый старт, Tinsun может предложить пилотный набор с двумя точками закалки и двумя весами покрытия, чтобы ваша команда контроля качества могла выбрать победителя за одну неделю испытаний. Сообщите свой прогноз, целевые порты и набор иллюстраций, чтобы получить твердые расценки и план образцов.
Сертификаты RoHS и REACH для материалов крышек из жести
Вывод: соответствие требованиям - это не только выбор материалов, но и документооборот. Для напитков, поставляемых в ЕС, вам понадобятся декларации RoHS на тяжелые металлы, декларации REACH SVHC и подтверждения контакта с пищевыми продуктами от поставщиков лака/чернил, которые соответствуют вашему графику пассивации и запекания. Запросите сертификаты испытаний (MTC) на каждую партию рулонов и обеспечьте чистую цепочку контроля от завода до деколирования и штамповки.
Создайте цифровой файл, который сопоставляет каждую партию печатных листов с номерами нагрева рулонов и партиями лака. Действия + проверка: запрос писем RoHS/REACH → проверка по текущим спискам кандидатов → привязка к внутренним кодам партий → архивирование с сохранением образцов. При изменении рецептуры (например, при переходе на надпечатку BPA-NI) проведите проверку миграции и сенсорных свойств после полного термического цикла.
Тематические исследования: Проекты OEM-жести для Crown Cap Solutions
Региональная марка содовой столкнулась с проблемой расслоения колпачка после повышения карбонизации. Решение было найдено в переходе с отпуска T3 на отпуск T2.5 при толщине 0,20 мм, при этом немного увеличив твердость лайнера. После двухнедельного мониторинга возвраты снизились, а вариации момента открытия стали более жесткими.
Европейская пивоваренная компания обнаружила потертости на коронах с яркой отделкой после экспорта. Переход на каменную отделку с более жестким OPV уменьшил потертости при транспортировке, не потускнев при этом от фирменных цветов, а дифференцированное покрытие 5,6/2,8 г/м² улучшило коррозионную стойкость во влажных помещениях.
Экспортер из Азии и Ближнего Востока боролся с деформацией коробок и кольцевой ржавчиной. Переупаковка рулонов с VCI-обертыванием, добавление защитных элементов по краям и использование антистеариновой пассивации стабилизировали блеск печати и сократили количество претензий к кольцевой ржавчине, улучшив привлекательность на полке.
Как выбрать марку жести для производства крышек
Вывод: выбирайте напиток и процесс, а не только сорт по каталогу. Параметры карбонизации, пастеризации и укупорки диктуют необходимое механическое окно. Начните с риска для продукта (кислота, сера, спирт), затем перейдите к покрытию и отделке, и, наконец, точно настройте температуру и толщину на линии.
| Напитки/Процессы | Факторы риска | Рекомендуемая температура/толщина | Вес покрытия | Отделка |
|---|---|---|---|---|
| Стандартный лагер, холодный розлив | Умеренная карбонизация | T3 при 0,19-0,21 мм | 2.8/2.8 | Яркий или каменный |
| Высококалорийная сода | Высокое давление | T2.5-T3 при 0.20-0.22 мм | 5.6/5.6 | Камень |
| Пастеризованное пиво (60-72°C) | Тепловой/конденсационный | T3 при 0,20-0,22 мм | 5.6/5.6 | Каменный или матовый |
| Сидр/кислотные напитки | Коррозионные | T2.5-T3 при 0.20-0.22 мм | Возможна установка дифференциала 5,6/5,6 | Камень |
| Безалкогольный солод | Более длительное время ожидания в очереди | T3-T4 при 0,21-0,23 мм | 5.6/5.6 | Матовый |
Проведите лабораторные пробы с вашими красками и OPV на кандидатах в финишные покрытия, затем выполните проверку обжима и момента открытия после точного термического цикла. Сохраните победителя в качестве “золотого образца” для будущих партий катушек.
Оптовая поставка катушки жести для производства крышки короны
Вывод: оптовые программы успешны при условии предсказуемого графика - рулоны бронируются в соответствии с квартальным прогнозом, а планы по резке позволяют максимизировать выход листа и минимизировать количество брака. Договоритесь о сроках поставки (например, 4-8 недель после завода плюс транзит), альтернативных портах и буферных запасах на конвертере.
| Фактор поставки | Типовая спецификация | Совет покупателю | Примечание поставщика |
|---|---|---|---|
| MOQ | 25-50 тонн за штуку | Агрегируйте SKU, чтобы получить ценовые скидки. | Небольшие пробные партии предлагаются по цене премиум-класса. |
| ID/OD катушки | 508/610 мм ID; OD ≤ 1200 мм | Совместите дорны для деколирования и прессования, чтобы избежать повторного сматывания. | Прокладки защищают края прорезей. |
| Ширина | Расположение щели на листе (например, 700-1000 мм) | Совместное использование макета штампа для оптимизации обрезки. | Предельные отклонения и заусенцы в договоре. |
| Упаковка | VCI-обмотка, защитные бортики, деревянные поддоны | Укажите класс влажности экспорта. | Добавьте индикаторы наклона/удара для аудита. |
| Инкотермс | FOB/CIF/DDP | Моделирование стоимости земли с учетом сезонности. | Предоставьте альтернативные варианты портов. |
| Время выполнения | 4-8 недель + транзит | Используйте прокатные прогнозы; блокируйте слоты. | Приоритет для постоянных покупателей. |
Публикуя скользящий прогноз на 12 недель и пересматривая его раз в две недели, вы сможете поддерживать уровень обслуживания даже при скачках спроса. Включите права на инспекцию на предприятиях по резке, чтобы поддерживать постоянное качество кромок для высокоскоростных печатных машин.
Услуги OEM и ODM для материалов колпачков на основе жести
Вывод: наиболее быстрая окупаемость инвестиций достигается за счет интеграции проектирования для производства с поставками материалов. OEM/ODM-партнеры могут совместно оптимизировать расположение матриц, толщину белого/базового покрытия и твердость OPV для повышения производительности и эффективности укупорки. Включите в спецификацию на закупку целевые показатели регистрации печати и лаковые окна, чтобы все работали по одним и тем же критериям приемки.
Действия + проверка последовательности, которая работает: отправьте иллюстрацию + спецификацию колпачка → запросите два стека лака и два варианта отпуска → запустите двухполосный пилотный выпуск на вашем настоящем укупорочном устройстве → выберите победителя → задокументируйте как замороженную спецификацию с альтернативным вариантом отделки на случай непредвиденных обстоятельств. Когда вы будете готовы ускориться, обратитесь к поставщику, который может согласовать материал, резку, печать и штамповку в рамках одного плана; вы можете свяжитесь с компанией Tinsun Packaging для согласования предложений, образцов и сроков внедрения.
| Область применения OEM/ODM | Что вы получите | Измеряемый результат | Комментарий |
|---|---|---|---|
| Интеграция катушки с крышкой | Материал + резка + печать + выравнивание пресса | Меньше ошибок при подаче; меньше брака | Один владелец по всей цепочке. |
| Пилоты двойного назначения | Два темперирования/финиширования за один прогон | Быстрое принятие решения; снижение риска | Данные побеждают догадки. |
| Документация по контролю качества | MTCs, RoHS/REACH, прослеживаемость партий | Более быстрые аудиты | Храните образцы 12-24 месяца. |
| Контроль изменений | Управление испытаниями для обновления спецификаций | Стабильные показатели KPI | Избегайте незапланированных перемещений. |
Внедрение этой дисциплины в СОП по закупкам позволяет превратить сырую жесть в надежные, фирменные колпачки на полке, даже в условиях сезонных пиков и многочисленных экспортных маршрутов.
ВОПРОСЫ И ОТВЕТЫ: Глобальная цепочка поставок сырья для ЭТП в отрасли производства крышек
Какая толщина жести характерна для корончатых колпачков в глобальной цепочке поставок сырья для ЭТП в индустрии укупорки крышек?
Большинство стандартных коронок имеют толщину 0,17-0,24 мм; часто встречается толщина 0,19-0,21 мм. Подбирайте толщину в зависимости от температуры, чтобы соответствовать вашим целям по обжиму и моменту открытия.
Как выбрать яркую, каменную или матовую отделку для колпачков ETP?
Подберите отделку в соответствии с требованиями к печати и линиям: яркая - для глянца и металлических эффектов, каменная - для сбалансированной печати и контроля бликов, матовая - для бликов и поверхностей, удобных для фотокамер.
Необходимо ли симметричное или дифференциальное покрытие оловом корончатых колпачков в данной цепочке поставок?
Симметричные 2,8/2,8 подходят для многих напитков холодного розлива; более тяжелые или дифференцированные покрытия помогают при пастеризации, кислотности или длительных экспортных перевозках.
Какие документы подтверждают соответствие RoHS и REACH для ЭТП, используемых в колпачках?
Запрашивайте у поставщиков декларации RoHS/REACH, MTC рулонов и письма о соответствии лака/краски. Привяжите каждую напечатанную партию к тепловым номерам рулонов для отслеживания.
Как уменьшить раскол крышки без снижения момента открытия в глобальной цепочке поставок сырья для ЭТП в индустрии укупорки крышек?
Попробуйте использовать немного более мягкую закалку (например, от T3 до T2.5) или толщину +0.01 мм и проверьте это с помощью испытаний на обжим/крутящий момент на реальной линии. Также проверьте твердость и скручивание лайнера.
Какой подход к прогнозированию стабилизирует оптовое предложение ЭТП для кэпов?
Используйте 12-недельный скользящий прогноз с обновлениями раз в две недели, ежемесячно фиксируйте места на стане, согласуйте альтернативные порты и буферные запасы на конвертере.
Последнее обновление: 2025-11-21
Изменения: Добавлена таблица логистики рулонов; Расширено руководство по документации RoHS/REACH; Вставлена таблица сферы применения OEM/ODM; Уточнено влияние выбора отделки; Добавлен прожектор Tinsun Packaging и ссылки на продукцию/контакты.
Дата следующего пересмотра и триггеры: 2026-02-15 или при существенном изменении спецификации (обновление лаковой системы, новый список SVHC, нарушение работы порта или устойчивый спрос ±15%).
Чтобы перейти от обсуждения к результатам, пришлите спецификацию крышки, годовой объем и целевые порты. Tinsun Packaging может подготовить ценовые предложения, пробные образцы и индивидуальный план намотки и нарезки - начните с их жесть и изделия из TFS а затем свяжитесь с компанией Tinsun Packaging для блокировки слотов и составления расписания пилотов.
Об авторе: Langfang Tinsun Packaging Materials Co., Ltd.
Компания Langfang Tinsun Packaging Materials Co., Ltd. является профессиональным производителем и поставщиком высококачественной жести, рулонов жести, TFS (сталь без олова), листов и рулонов с хромовым покрытием, печатной жести, а также различных упаковочных аксессуаров для консервной промышленности, таких как крышки для бутылок, легко открывающиеся крышки, донышки банок и другие сопутствующие компоненты.

Категория продукта
Related Post
-

Стандартная толщина и вес покрытий для листов жести MR
- Введение в материалы электролитической жести марки MR Электролитическая жесть марки MR (Medium Residual) является мировой "рабочей лошадкой" для производства банок для пищевых продуктов, напитков и общего назначения, поскольку в ней сбалансированы формоустойчивость, коррозионная стойкость и стоимость. При выборе стали MR два рычага, которые напрямую влияют на производительность, - это стандартная толщина и вес покрытия. Правильный выбор этих параметров позволяет предотвратить...
-
Механические свойства жести марки DR для промышленного использования
Если вы разрабатываете жесткую металлическую упаковку, которая должна быть тонкой и в то же время прочной, то жесть марки DR заслуживает пристального внимания. Жесть марки DR (сталь с двойным восстановлением, покрытая оловом) обеспечивает более высокую текучесть и прочность на растяжение, чем обычный материал с одинарным восстановлением (MR), что позволяет использовать более легкие размеры без ущерба для производительности. В этой статье рассматриваются механические характеристики, которые имеют значение для производства - прочность, удлинение и коррозия...
-

Варианты веса покрытия для жести, используемой в производстве пищевых банок
Выбор оптимального веса покрытия - один из самых быстрых способов повысить целостность шва, безопасность продукции и эффективность линии. В этом руководстве мы рассмотрим системы покрытий, поведение при формовании, укладку лака и коррозионные характеристики, чтобы вы могли с уверенностью сделать выбор. Если вам нужны индивидуальные образцы или быстрое предложение с учетом размера банки, калибра,...
-

Технические стандарты для стали с оловянным покрытием при производстве колпачков
Правильный выбор стали с оловянным покрытием - это разница между ровными, высокопроизводительными линиями по производству колпачков и производством, подверженным риску брака и гарантии. Это руководство переводит Технические стандарты для стали с оловянным покрытием в производстве колпачков в практические решения, которые вы можете применить на производстве - от марки и толщины до испытаний, соответствия и поиска поставщиков. Если вы сейчас занимаетесь сравнительным анализом материалов, поделитесь своими...