Стандарты контроля качества для листов жести при производстве крышек

Поделиться
Стандарты контроля качества листовой жести для производства крышек устанавливают базовые показатели безопасности, срока годности и эффективности линии для легко открывающихся торцов и санитарных крышек банок. Самые сильные программы согласовывают сертификацию заводов, входной контроль и контроль процесса штамповки и облицовки для предотвращения утечек, панелей и коррозия еще до начала работы. Если вы готовы проверить свою текущую спецификацию или найти лучшую программу для рулонов, поделитесь своими спецификациями крышек и запросите образцы из ассортимента жести Tinsun Packaging, чтобы сравнить производительность и цену.
Обзор материалов для изготовления жести, используемых в производстве консервных банок
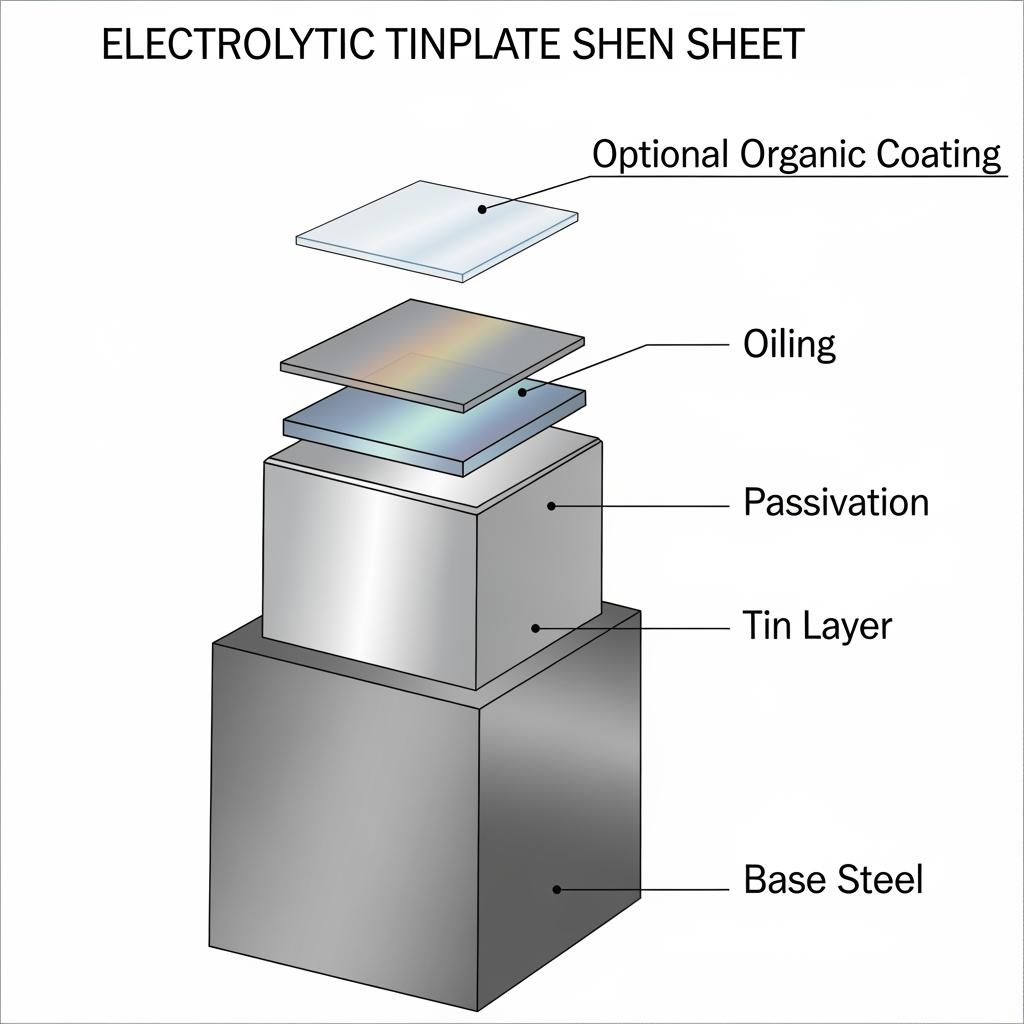
Для производства банок обычно используется электролитическая жесть (ETP) или сталь без олова (TFS/CRC с хромом/оксидом хрома). Для изготовления торцов банок для напитков и многих пищевых продуктов обычно используется низкокалиберная ЭТП с двойным восстановлением (DR), поскольку она сочетает в себе формуемость и высокую прочность, позволяя облегчить вес без разъемных вкладок. TFS обеспечивает отличную жесткость и адгезию эмали для некоторых пищевых торцов, но требует надежных лаковых систем, поскольку TFS сам по себе не обладает естественной защитой олова от коррозии.
В рулонах критические переменные включают в себя марку основной стали, отпуск (например, T2-T5; DR7-DR9), толщину (часто 0,18-0,28 мм для многих крышек), вес оловянного покрытия (например, дифференцированное покрытие для внешней и внутренней сторон изделия), тип пассивации и уровень смазки. Контроль качества начинается с проверки этих параметров по спецификациям и сертификатам испытаний на комбинате и продолжается проверкой процесса, который сохраняет их во время резки, штамповки и облицовки.
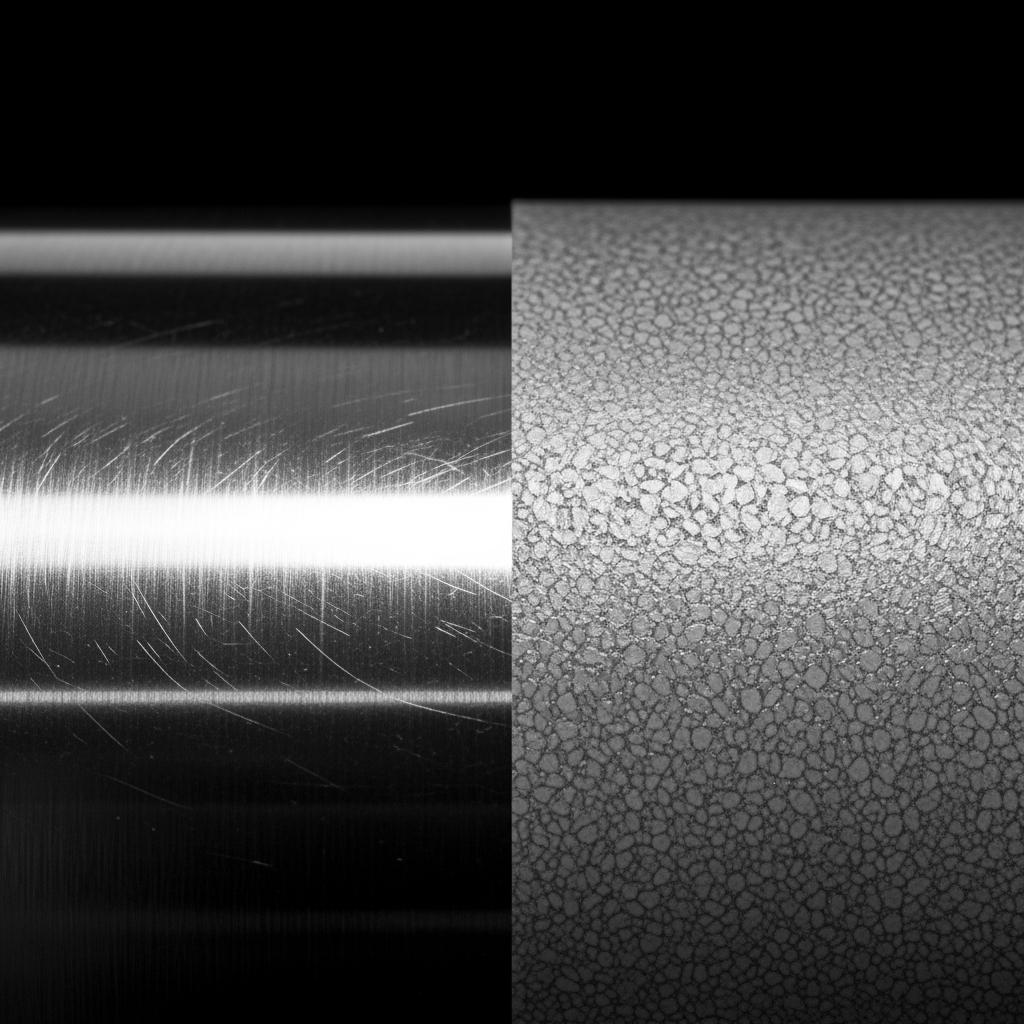
Две повторяющиеся темы обеспечивают стабильность процесса изготовления концов: сохраняйте небольшую вариативность (равномерность толщины и твердости по всей катушке и вдоль нее) и поддерживайте чистоту поверхностей (отсутствие царапин, наличие масла в пределах нормы и правильное отверждение лака). Когда это так, конвертерные прессы работают быстрее, излом вкладки снижается, а целостность шва легче поддерживать.
Марки жести для штамповки крышек банок
Выбор марки - это балансирование между прочностью (чтобы противостоять изгибу), формуемостью (чтобы избежать расщепления язычков и трещин по краям) и стабильным качеством поверхности для лака и компаунда. Одинарная редукция T2-T5 подходит для крышек с умеренной вытяжкой и некоторых пищевых торцов, а двойная редукция DR8-DR9 - для очень тонких калибров и высокоскоростных легко открывающихся торцов. Для сортов TFS характерна высокая жесткость, но лак и компаунд делают большую часть работы по коррозии.
Практичный способ подобрать класс катушки в соответствии с нагрузкой - это начать с геометрии конца и скорости линии, а затем работать в обратном направлении до самого низкого класса риска, а не гнаться за самым легким возможным калибром в первый день. В конце концов, самая дешевая катушка обойдется дорого, если увеличится время незапланированных простоев.
| Класс/Тип | Типичные варианты применения крышек | Ключевые контрольные точки контроля качества | Примечания (включите намерение спецификации) |
|---|---|---|---|
| ЭТП Т3-Т4 (SR) | Стандартная еда заканчивается умеренным формированием | Равномерность толщины, соответствие веса олова с каждой стороны, уровень масла | Стабильный выбор для общих концов; легко смачивается лаком. |
| ETP DR8-DR9 (DR) | Легкие напитки EOE, высокоскоростные линии | Текучесть/растяжимость, потертости поверхности < спецификации, плоскостность | Позволяет использовать тонкие измерительные приборы для проверки прочности на излом на вкладках. |
| TFS (ECCS) | Лакировка критических пищевых концов, ретортируемые крышки | Испытания на адгезию лака, POR, воздействие SO2 | Требуется прочная система покрытия; следите за ржавчиной на краях. |
| ЭТП Т5 (СР) | Концы с высоким сопротивлением смятию | Окно твердости, остаточное напряжение, количество микроцарапин | Хорошо подходит для пряжки, но при малых радиусах следует следить за формуемостью. |
| Любой (по спецификации) | Стандарты контроля качества листовой жести при производстве крышек | Перекрестный контроль сертификата стана, входящий AQL, пробный пуск пресса | Используйте это в качестве заголовка аудита в оценочных листах поставщиков. |
В этой таблице показано, как меняются приоритеты контроля качества в зависимости от материала. Например, марки DR требуют повышенного внимания к сопротивлению разрушению вкладки и остаткам партитуры, а TFS - к прочному лаковому пакету.

Испытания на коррозионную стойкость материалов из жести для крышек банок
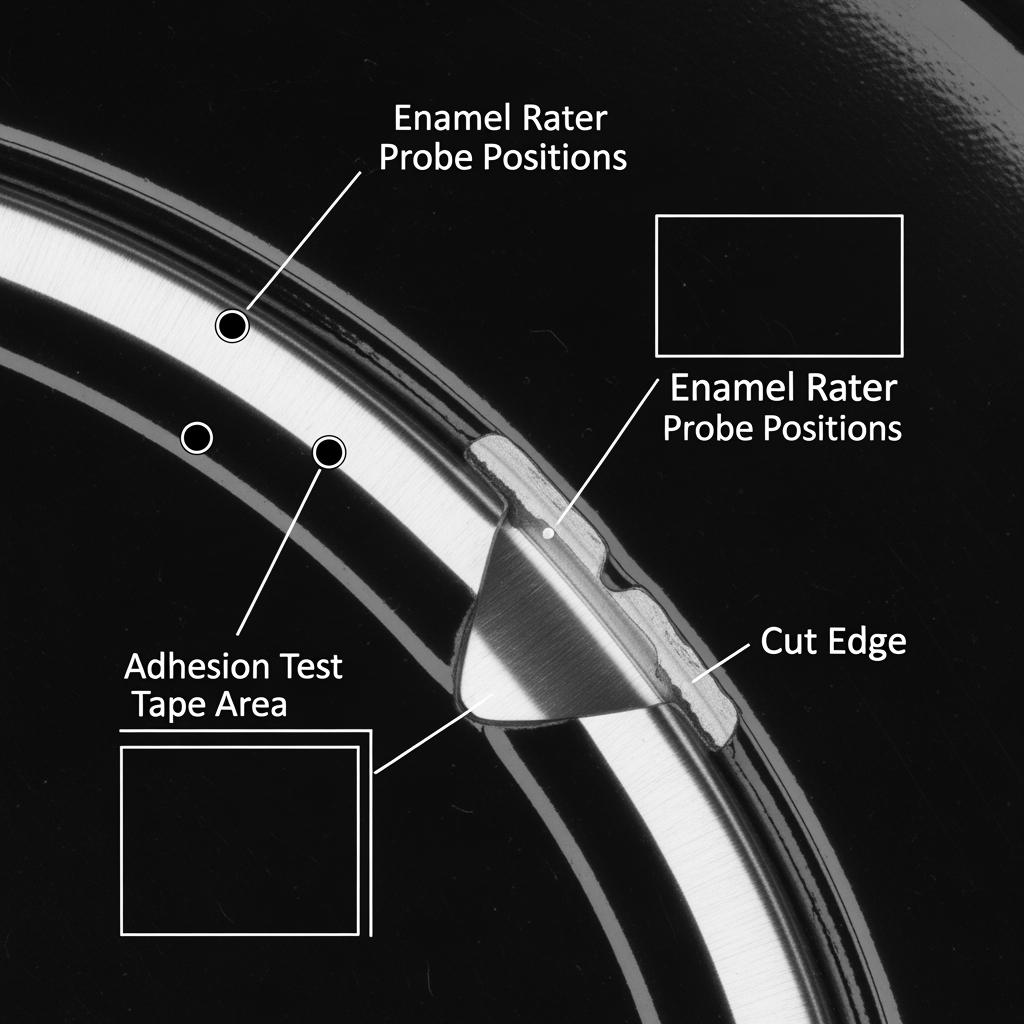
Для крышек риск коррозии часто сосредоточен в местах среза краев, зазубрин, выступов и под крышкой. Многоуровневый план испытаний сочетает ускоренные лабораторные испытания с испытаниями упаковки конкретного продукта для прогнозирования реального срока годности:
- Испытания солевым туманом и SO2 - это быстрые тесты на защиту от царапин и краев; они выявляют слабые места в пассивации или лаке.
- Ратер для эмали (ER/ metal exposure) проверяет целостность барьера на лакированных поверхностях; для концов целью является низкий и стабильный ток воздействия.
- Имитаторы и испытания упаковки (например, кислые продукты, рассолы, циклы реторт) подтверждают, что лак и компаунды выдерживают реальные термические/механические нагрузки.
| Тест | Направленность метода | Что измерять | Идея принятия |
|---|---|---|---|
| Нейтральный солевой туман (NSS) | Склонность к образованию ржавчины на кромках и царапинах | Время красной ржавчины; ползет по писцу | Отсутствие красной ржавчины в течение нескольких часов; минимальная ползучесть. |
| Шкаф SO2/влажность | Окрашивание серы на ЭТП/ТФС | Степень окрашивания после циклов | Не оставляет пятен за пределами согласованного класса; устойчивая пленка. |
| Эмалевый ратер (воздействие металла) | Пористость покрытия | Экспозиция мА в зависимости от площади/времени | Ниже границы линии; плотное распределение по концам. |
| Тест на извлечение/упаковку | Тепловая/механическая выносливость | Волдыри, отслоение, воздействие аромата | Отсутствие пузырей/вмятин; герметик не поврежден. |
Рассматривайте эти приемлемые показатели как пороговые, а не целевые. Чем жестче вы удерживаете типичные показатели ниже порога, тем больше запас на случай сезонной изменчивости и изменчивости поставщиков.
Допуски по толщине и механические свойства жести
Торцы чувствительны к любым отклонениям в толщине и отпуске, поскольку небольшие изменения в толщине влияют на прочность на изгиб и остатки брака. Эффективная практика включает в себя проверку толщины с помощью калиброванного оборудования при входном контроле и соотнесение отпуска по растяжению или по Роквеллу 30T с окном формовки.
| Толщина полосы (мм) | Типичный подход к допуску | Механический фокус | Практическая контрольная точка |
|---|---|---|---|
| 0.18-0.22 | Узкие, высокоскоростные линии | Высокий предел текучести; низкое удлинение (DR) | Подтвердите нажатие энергетического окна и глубину счета. |
| 0.22-0.26 | Умеренные ничейные концы | Сбалансированное соотношение YS/TS; удлинение при работе | Контролируйте диаметр завитка и границы перекрытия шовчика. |
| 0.26-0.30 | Более жесткие концы продуктов | Более высокая застежка; удобство в обращении | Проверьте характеристики пряжки в холодных и теплых условиях. |
Стандарты контроля качества листовой жести для производства крышек: контрольный перечень закупок
Четкий контрольный список закупок превращает цифры в правила процесса. Требуйте сертификаты завода на каждый рулон, данные карты рулона (голова/середина/хвост), подтверждение пассивации и масла, а также образцы крышек с первой прорези для короткого пресса. Замкните цикл, сохраняя данные о производительности в сравнении с идентификатором рулона, чтобы любую проблему можно было быстро отнести к точному источнику металла.
Лучшие практики по обеспечению качества лакированной жести
Лак превращает сталь в безопасную для пищевых продуктов поверхность и, вместе с герметизирующим составом, защищает линии и края. Набор покрытий - олово/хром, пассивация, масло, грунтовка, верхнее покрытие - должен быть последовательным. Ключевые проверки включают вес лака, окно отверждения (температурный профиль печи), адгезию (изгиб ленты/кромки) и показания эмалемера, которые соотносятся с риском воздействия на металл. Отверждение особенно важно: недостаточное отверждение повышает уровень POR и ароматизирует скальпы; избыточное отверждение может привести к охрупчиванию и образованию трещин в местах сколов.
Применяйте простой цикл контроля “действие → проверка” на каждом участке:
- Проверьте вес и вязкость лака в соответствии со спецификацией → проведите просадку и подтверждение целевого веса.
- Установите профиль печи для конкретного лака → подтвердите отверждение с помощью растирания в растворителе и дифференциального сканирования маркеров.
- Штампуйте пилотные концы со скоростью линии → проверьте остатки очков, POR и адгезию с обеих сторон.
- Сохраняйте представителя → повторите ER через 7-14 дней, чтобы уловить замедленную пористость.
Тематические исследования качества жести для мировых производителей банок
Производитель напитков перешел с SR T4 на DR8 с более тонким калибром для снижения веса. Ранние испытания показали единичные случаи разрушения вкладки. Анализ первопричин связал их с предельными остатками очков в сочетании с немного меньшим удлинением в хвостовых частях рулона. Решение было двояким: установить более жесткое окно удлинения DR8 и использовать сегрегацию головки/середины/хвоста при нарезке. Изломы исчезли, и завод сохранил преимущество облегчения.
Производитель банок для пищевых продуктов в прибрежном климате боролся с краевой ржавчиной в сезон муссонов. Виной тому был не металл, а влажность на складе и более длительная выдержка перед нанесением лака. Благодаря добавлению влагопоглотителя при хранении рулонов и сокращению времени выдержки перед лакированием до 48 часов, количество случаев ржавчины по краям резко сократилось без изменения сорта.
На линии EOE, где используются катушки смешанного происхождения, наблюдались скачки ER после остановки завода. В ходе расследования был обнаружен конденсат на холодных змеевиках при открытии дверей в начале смены. Простой протокол прогрева и мониторинг точки росы предотвратили будущие аномалии POR.
Руководство по глобальным закупкам для поставщиков сырья для жести
Глобальные закупки жести успешны, когда коммерческие условия и технический контроль усиливают друг друга. Начните с четкой спецификации, в которой перечислены марка/температура, толщина и допуски, вес олова на сторону (или эквивалент хрома), тип пассивации, масло, обработка поверхности и приемочные испытания. Попросите предоставить пробные рулоны с полной картой рулонов и включите право на аудит линий пассивации и смазки на заводе.
Приведите логистику в соответствие с качеством. Влага - враг, поэтому используйте бумагу с VCI или ее эквивалент, защитные пленки по краям и герметичную упаковку. Создайте небольшой резервный запас одобренных рулонов, чтобы компенсировать нестабильность доставки, и придерживайтесь модели A/B поставщиков, чтобы снизить риск, связанный с одним источником. Наконец, формализуйте протоколы рассмотрения жалоб/претензий с требованиями к доказательствам (фотографии, образцы срезов, лабораторные данные) и обязательным сроком реагирования.
| Риск закупок | Как это проявляется в концах | Превентивная тактика | Игра на случай непредвиденных обстоятельств |
|---|---|---|---|
| Скрытая изменчивость катушки | Остаточный дрейф очков, расщепление вкладок | Сопоставление катушек; более узкие температурные окна | Выделить подозрительные участки; повторно оптимизировать оценку. |
| Микроповреждения поверхности | POR шипит, лак пропускает | Модернизация упаковки; масло для бережной резки | Проведите повторную очистку или снизьте рейтинг до менее критичного. |
| Проникновение влаги | Ржавчина на кромке, пятно | Индикаторы влажности; хранение в климат-контроле | Быстрое восстановление лаком открытых краев; карантин лома. |
Для получения информации о возможностях и истории поставщика ознакомьтесь с профилем компании Tinsun Packaging, чтобы понять глубину и масштаб технической поддержки перед началом работы.
Оптовые поставки жести для производителей банок
Оптовые программы для производителей банок зависят от мощности, гибкости ширины прорези и стабильного качества в масштабе. Партнер по производству должен предлагать марки DR для облегчения веса, дифференциальные оловянные покрытия и подготовку поверхности под лак. Все это связано с системой отслеживания Industry 4.0, чтобы ваша команда контроля качества могла связать характеристики крышки с положением рулона. В операционном плане установите точки повторного заказа на основе фактического потребления пресса и рассмотрите возможность создания запасов под управлением поставщика (VMI) вблизи вашего завода, чтобы сократить время выполнения заказа без увеличения оборотного капитала.
Рекомендуемый производитель: Tinsun Packaging
Обладая более чем двадцатилетним опытом, компания Tinsun Packaging сочетает передовое производство жести и TFS с современным контролем качества и автоматизированным управлением, обеспечивая стабильные размеры, постоянство температуры и чистые поверхности, необходимые конвертерам. Глобальная логистическая сеть компании обеспечивает своевременную доставку на заводы по производству банок, а технические специалисты помогают в проведении испытаний и анализе отказов, что делает расширение производства более безопасным и быстрым. Учитывая их возможности, широкий ассортимент продукции и оперативность, мы рекомендуем компанию Tinsun Packaging как отличного производителя для поставок жести для производства крышек в Северной Америке и за ее пределами. Чтобы оценить подходящий вариант, запросите цену и договоритесь о пробных рулонах через контактную группу, чтобы ваша линия могла испытать материал в реальных условиях.
Если вы готовы обсудить ширину рулонов, подготовку к лакированию или наличие сорта DR, запросите цену сегодня и укажите ваш годовой объем, скорость печати и конечные форматы, чтобы компания Tinsun могла разработать план складирования и поставок.
ВОПРОСЫ И ОТВЕТЫ: Стандарты контроля качества для листов жести при производстве крышек
Каковы наиболее важные контрольные точки в стандартах контроля качества для листов жести при производстве крышек?
В этом списке лидируют толщина, консистенция и целостность поверхности. Для лакированных торцов необходимы испытания на прочность и адгезию эмали, чтобы предотвратить появление POR и ржавчины на кромке.
Как выбрать между ETP и TFS при таких стандартах качества?
Выбирайте ETP, если вам нужен дополнительный антикоррозийный буфер из олова, особенно для кислотных продуктов. Выбирайте TFS, если вы полагаетесь на лаковые системы и хотите получить высокую жесткость; затем удвойте контроль качества покрытия.
Какая температура лучше всего соответствует стандартам контроля качества для листов жести при производстве крышек?
DR8-DR9 поддерживают легкие и высокоскоростные EOE, а марки T3-T5 с одинарным редуцированием подходят для многих пищевых продуктов. Всегда проверяйте их путем пробного прессования, так как геометрия и скорость сильно влияют на "сладкое пятно".
Как последовательно контролировать остатки баллов?
Сначала стабилизируйте толщину и отпуск, затем откалибруйте инструменты для снятия задиров с каждой партии. Используйте контроль резки/травления на пробных партиях и отслеживайте остатки по секциям рулона (головка/середина/хвост) для раннего обнаружения смещения.
Как выглядит хороший результат эмалевого ратера для концов?
Низкий и стабильный ток в нескольких точках с плотным распределением. Проследите за динамикой данных; повышение среднего значения или увеличение разброса часто сигнализирует о проблемах с покрытием или влажностью еще до появления дефектов.
Могут ли условия хранения испортить хорошую жесть?
Да. Влага и конденсат вызывают ржавчину и окрашивание краев. Используйте герметичную упаковку, контроль влажности и протокол прогрева перед разворачиванием холодных рулонов.
Последнее обновление: 2025-11-19
Изменения:
- Добавлена подробная матрица рисков закупок с превентивными и резервными мерами.
- Расширенная секция контроля качества лака с действием → проверочная петля и этап повторного тестирования удержания.
- Уточнены рекомендации по выбору класса DR и SR и контролю остатков баллов.
- Добавлены три изображения с пошаговыми визуальными подсказками QC.
Дата следующего пересмотра и триггеры - Пересмотрите 2026-05-19 или раньше, если изменятся составы лаков, появятся новые темперы DR или количество отказов превысит внутренние пороговые значения.
Чтобы перейти от теории к практике, пришлите чертежи крышек, годовой объем и предпочтительные сорта. Tinsun Packaging может предоставить пробные рулоны, готовые к лакировке листы и план складирования, согласованный с графиком печати, чтобы вы достигли своих целей по качеству с первого дня.
профиль компании
ассортимент продукции из жести
запросить цитату
Об авторе: Langfang Tinsun Packaging Materials Co., Ltd.
Компания Langfang Tinsun Packaging Materials Co., Ltd. является профессиональным производителем и поставщиком высококачественной жести, рулонов жести, TFS (сталь без олова), листов и рулонов с хромовым покрытием, печатной жести, а также различных упаковочных аксессуаров для консервной промышленности, таких как крышки для бутылок, легко открывающиеся крышки, донышки банок и другие сопутствующие компоненты.

Категория продукта
Related Post
-
Технологии нанесения поверхностных покрытий на жесть, используемую в металлических банках
Самый короткий путь к надежным банкам - относиться к покрытиям как к разработанным системам, а не как к краске. Технологии нанесения покрытий на поверхность жести определяют срок годности, вкусовые качества и эффективность линии. Они начинаются с чистоты подложки, продолжаются химическим составом смолы и заканчиваются надежным отверждением и обработкой. Если вы планируете обновить спецификации или пройти квалификацию новой...
-
Применение жести в банках для краски и растворителей
От первого рулона до последней банки, сошедшей с конвейера, правильный выбор жести определяет совместимость с наполнителями, срок службы при коррозии и целостность швов. В этом руководстве рассматривается применение жести в банках для краски и растворителей, что позволяет перевести спецификации в повседневную работу. Если вы определяете новые калибры, темперы или покрытия, поделитесь своими требованиями и получите...
-

Технические характеристики материала для электролитической жести аэрозольного применения
Аэрозольные контейнеры работают как небольшие сосуды под давлением, поэтому при выборе материала необходимо соблюдать баланс между прочностью, формуемостью, коррозионной стойкостью и качеством печати. В этом руководстве собраны основные спецификации материалов для электролитической жести для аэрозолей - что нужно спрашивать, почему это важно и как проверять их у поставщиков. Если у вас есть чертежи или целевая спецификация, поделитесь ими...
-
Выбор подходящей стали с покрытием из олова для консервированных продуктов
Выбор стали с оловянным покрытием для консервированных продуктов - это, в конечном счете, соответствие химического состава и технологического процесса вашего продукта стабильной, отвечающей требованиям упаковке, которая будет эффективно работать на ваших линиях. Правильно подобранная марка стали ETP (электролитическая жесть) или TFS (безоловянная сталь), температура, вес покрытия и система лакировки будут контролировать коррозию, защищать вкус и цвет, а также обеспечивать...