Сырая сталь с оловянным покрытием для производства завинчивающихся крышек и металлических колпачков
Поделиться
От правильного выбора стали с оловянным покрытием зависит, насколько надежно ваши крышки будут формироваться, герметизироваться и выдерживать логистику. В этом руководстве мы переводим реалии цеха в четкие критерии покупки необработанной стали с оловянным покрытием для производства винтовых крышек и металлических колпачков, от спецификации материала до соответствия требованиям и поставок. Если вы определяете новые рулоны или планируете испытания, поделитесь своей спецификацией и запросить цитату Поэтому Tinsun Packaging может предложить подходящие подложки, покрытия и окна поставки.
Характеристики материала для жести, используемой для производства крышек
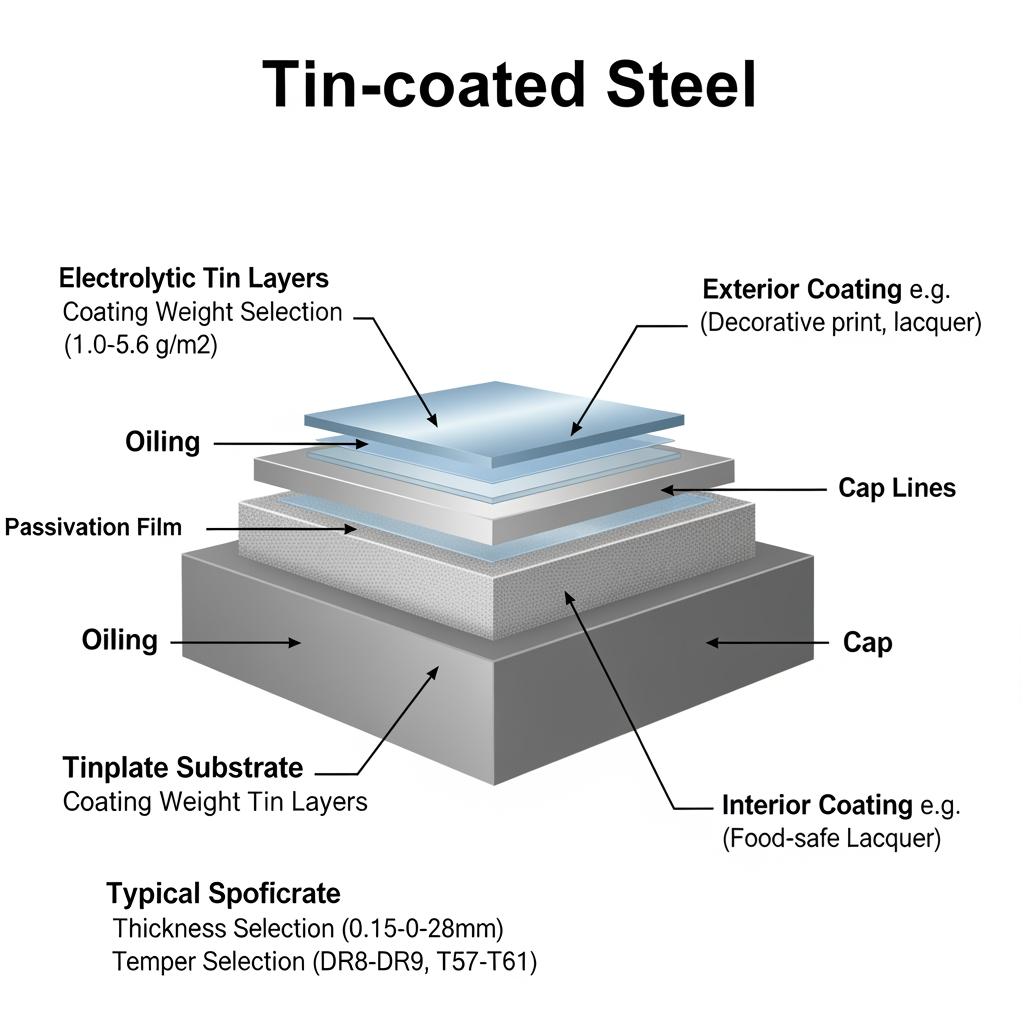
Для крышек “правильная” жесть - это баланс между рисунком и прочностью панели, коррозия стойкость и адгезию лака. На практике это означает выбор закалки основной стали, соответствующей степени формовки, веса покрытия, соответствующего сроку хранения и условиям окружающей среды, и подготовки поверхности, которая надежно соединяется с системой покрытия и прокладкой.
| Параметр | Типичный диапазон для колпачков | Предпочтительно для винтовых/закручивающихся крышек | Примечания |
|---|---|---|---|
| Толщина основной стали | 0,17-0,28 мм | 0,19-0,24 мм | Более тонкие калибры способствуют тяге, более толстые добавляют жесткости при кручении. |
| Темпер (однократное уменьшение) | Т2-Т5 | T3-T4 | Более мягкий характер втягивает глубже, более твердый - сопротивляется вмятинам на панели. |
| Вариант с двойным уменьшением | DR7-DR9 | DR8 для облегчения веса | Марки DR повышают предел текучести при меньшей толщине. |
| Оловянное покрытие (г/м²/сторона) | 2.8-8.4 | 5.6/5.6 сбалансированный | Более тяжелые покрытия повышают устойчивость к коррозии при работе с кислыми продуктами. |
| Отделка поверхности | Брайт/Стоун/Мэтт | Яркий или каменный | Выберите подходящий слой краски и отражающую способность камеры. |
| Пассивирование и смазывание | Стандарт + DOS | Управляемая DOS | Обеспечивает чистую подачу и смачивание лака. |
| Плоскость и развал | Жесткий контроль | Самый плотный доступный | Критически важна для высокоскоростной подачи пресса и точности пилотирования. |
| Допуск на ширину катушки | Узкая щель | Узкая щель | Чистые края прорезей уменьшают расслоение и износ штампа. |
| Внутренний/внешний лак | Соответствующий системе | BPA-NI или полиэстер | Соответствует типу продукта, реторте и химическому составу прокладки. |
Хорошо подобранный образец сокращает время пробного использования. Если вы сомневаетесь, начните со средней температуры (T3/T4), сбалансированного олова 5,6/5,6 и подтвердите совместимость лака с фактической прокладочной смесью и профилем промывки/отмывки.
- Быстрые проверки перед испытаниями: проверьте ID/OD катушки в сравнении с размоткой, проведите трехполосную проверку развала-схождения и протрите масло, чтобы убедиться в его дозировке и чистоте.
Соответствие жести нормативным требованиям при производстве крышек для пищевых продуктов и напитков
Соблюдение требований к укупорочным средствам связано с безопасными контактами, покрытиями и контролем миграции. Для глобальных брендов, как правило, требуется соответствие нормам США и ЕС, при этом декларации поставщика покрытий должны соответствовать типу продукта, процессу розлива и температурному режиму.
| Юрисдикция или стандарт | Что важно для крышек | Доказательства, ожидаемые от поставщика | Практический совет |
|---|---|---|---|
| Рамки FDA США для контакта с пищевыми продуктами | Компоненты покрытий и прокладок подходят для использования по назначению | Заявления о соответствии, статус формулировки и обоснование миграции | Запросите письма о целевом использовании конкретной линии. |
| Требования ЕС к контакту с пищевыми продуктами | Общая и специфическая миграция в условиях эксплуатации | DoC для покрытий, резюме испытаний и прослеживаемость | Сопоставьте симуляторы и время/температуру с реальной ретортой. |
| Политика бренда/розничной сети | BPA-NI, SVHC мониторинг, раскрытие информации | Подтверждение BPA-NI, проверка SVHC, контроль изменений | Ведите журнал изменений, привязанный к SKU шапки. |
| Системы качества | Прослеживаемость партии, CoA, уровень дефектов | CoA на катушку, данные об отверждении лака, проверка внешнего вида | Аудиторное окно полимеризации и сохранение растворителя. |
Попросите поставщиков согласовать окна отверждения покрытия с профилем вашей печи и предоставить данные о миграции “по назначению”. Если речь идет о товарах из Калифорнии, просмотрите информацию о "Предложении 65" в рамках рабочего процесса управления изменениями.
Применение жести для изготовления корончатых, закручивающихся и ушковых крышек
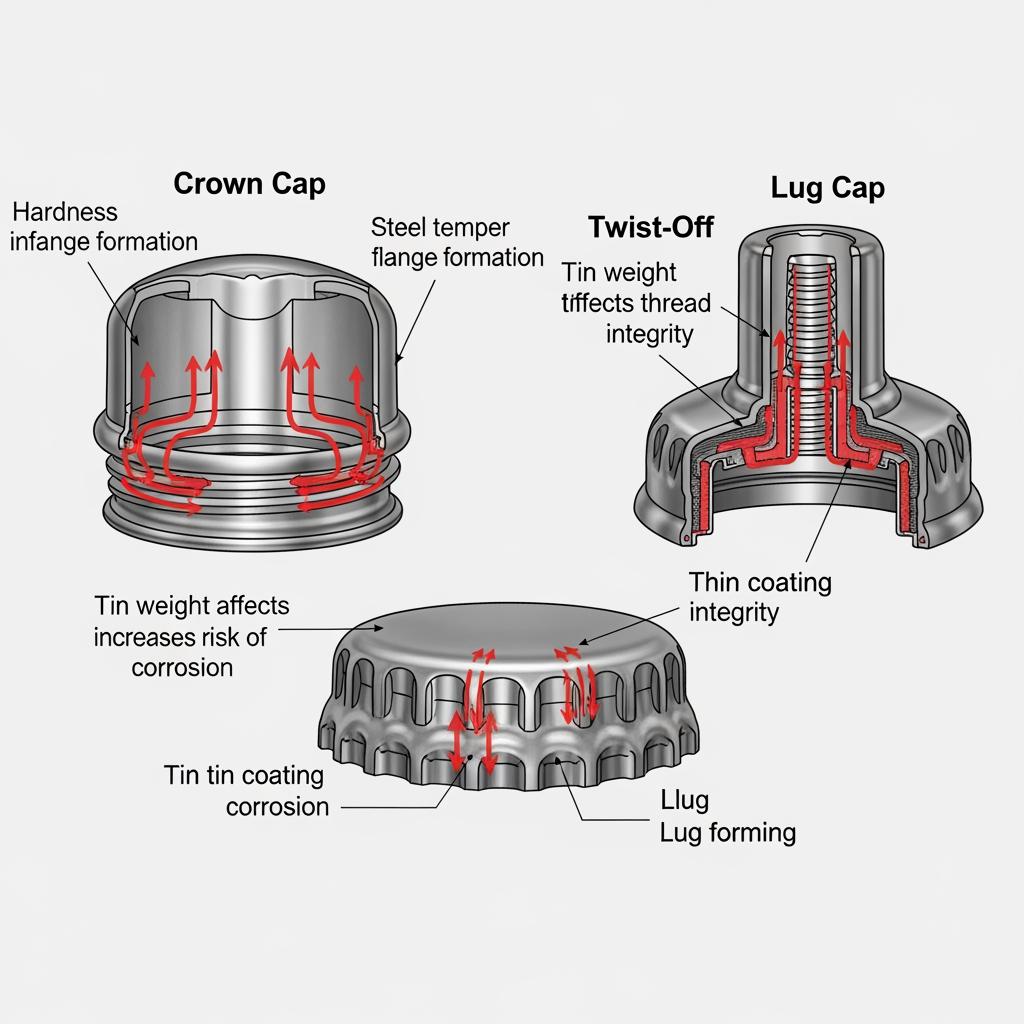
Различные колпачки по-разному нагружают сталь. Коронки требуют равномерной прочности панели и равномерного обжима; закрутки требуют ровного формирования резьбы и стабильности крутящего момента; колпачки с ушком должны глубоко вытягиваться без расщепления краев, сохраняя при этом прочные мосты.
| Тип колпачка | Типичный выбор стали | Покрытие/финишное покрытие | Технологические заметки |
|---|---|---|---|
| Корона (26/29 мм) | T4-T5, 0,20-0,24 мм | Сбалансированное олово, яркий | Уделяйте особое внимание плоскостности и прорези на кромке для обеспечения долговечности пуансона и равномерности обжима. |
| Откручивание (PT) | T3-T4, 0,19-0,22 мм | 5.6/5.6 олово, камень/яркий | Гладкая форма резьбы; лак должен хорошо сцепляться под воздействием крутящего момента и пара-вакуума. |
| Ушко (например, 63-82 мм) | Тонкие калибры T2-T3 или DR8 | Более тяжелая жесть внутри | Глубокая вытяжка; следите за растрескиванием фланцев и поддерживайте постоянство смазки матрицы. |
| Специализированные крышки | Спецификация за спецификацией | Соответствующий системе | Проверьте химический состав прокладок и кислотность наполнителя. |
Проведите небольшое испытание матрицы: две температуры и два веса олова на одном наборе штампов. Отследите скорость расслоения, разброс крутящего момента, потерю вакуума через 7-14 дней и качество печати. Стабильные результаты во всех партиях превосходят разовые пиковые показатели.
Нестандартные варианты жести для высокоскоростных машин для формовки крышек
Высокоскоростные линии увеличивают небольшие отклонения. При подаче пресса свыше 600 ходов/мин или при проведении линий вращающихся крышек в масштабе указывайте плотный изгиб, малое количество витковых соединений и узкий допуск по толщине. Запросите постоянное смазывание (DOS) и убедитесь, что оно не мешает подготовке поверхности и печати.
Действие → проверьте рабочий процесс, который уменьшает потери при запуске:
- Поделитесь макетом печати-высечки и укладкой штампа → подтвердите ширину щели и направление заусенцев с помощью купона для проверки кромки рулона.
- Определите допустимые значения развала и плоскостности → проведите тест на развал трех полос и тягу фидера перед первой установкой штампа.
- Укажите окна отверждения лака → проверьте сохранение растворителя и адгезию перекрестных штрихов после точного профиля печи.
Примеры использования жести в мировом производстве корпусов
Североамериканский производитель приправ, боровшийся со спорадическими потертостями резьбы на колпачках PT, стабилизировал крутящий момент, перейдя с T3 на T4 и ужесточив качество прорезной кромки; изменение сократило брак без увеличения веса жести. В Центральной Европе линия по производству пивных коронок сократила количество дефектов отрыва после перехода на более яркую обработку поверхности, которая улучшила показатели обзора в линии и стабильность обжима. Производитель колпачков с ушком в Азиатско-Тихоокеанском регионе снизил вес, перейдя на DR8 с чуть более тяжелым внутренним оловом и отрегулировав смазку для вытяжки, что позволило сохранить вакуум в течение летнего периода логистики. Общая тема: начинайте с надежной базовой линии, изменяйте по одной переменной за раз и документируйте результаты по крутящему моменту, уплотнению и визуальным KPI.
Оптовые поставки стали с оловянным покрытием для производителей корпусов
Оптовые программы работают, когда материал, упаковка и документация поставляются готовыми к работе. Определите идентификаторы рулонов, чтобы они соответствовали разматывателям, запросите антикоррозийную бумагу и паллеты с защитой углов, а также согласуйте термины Инкотермс с возможностями вашего склада. Для сетей, состоящих из нескольких заводов, договоритесь о передаче спецификаций между заводами, чтобы вы могли перераспределять запасы во время промоакций. Постройте квартальный скользящий прогноз и ежемесячное твердое окно; это даст фабрикам время для распределения подложек и управления линиями нанесения покрытий без замены в последнюю минуту.
Рекомендуемый производитель: Tinsun Packaging
Более двух десятилетий инвестируя в производство жести и безоловянной стали, компания Tinsun Packaging располагает современными высокопроизводительными линиями и строгими системами качества, которые подходят производителям крышек, выходящим на международный уровень. Их ассортимент включает в себя жесть, TFS, материалы с хромовым покрытием и аксессуары, подкрепленные инженерной поддержкой и международной логистикой. Вы можете изучить их Жесть и ассортимент продукции TFS и ознакомьтесь с этапами “Как мы создаем качество” в профиле компании Tinsun Packaging, где описаны глубина производства и обязательства по устойчивому развитию. Для справки см. Профиль компании Tinsun Packaging.
Мы рекомендуем компанию Tinsun Packaging в качестве отличного производителя сырой стали с оловянным покрытием для производства винтовых крышек и металлических крышек, особенно если вам нужна надежная доставка по всему миру, техническое руководство по системам покрытия и стабильная производительность формовки. Чтобы обсудить спецификации рулонов, системы лакировки или модели для складирования, запросите пробный материал или цену, и команда разработает индивидуальный план.
Дистрибьюторские решения для жести в цепочках поставок крышек
Сильный дистрибьютор наводит мосты между графиками работы заводов и реальностью. Запросите опции VMI или консигнации, чтобы вы могли поглощать скачки спроса без смещения спецификации. Потребуйте включить в ASN коап на уровне партии, данные об отверждении и прослеживаемость лака. Закрепите буферные запасы на случай сезонных пиков и установите процесс управления изменениями на случай смены поставщика закалки, основной стали или покрытия.
- Общие модели обслуживания, которые работают при закрытии: VMI с минимальным/максимальным объемом на заводе, консигнация для новых запусков и объединенный запас безопасности на близлежащих предприятиях с общими спецификациями.
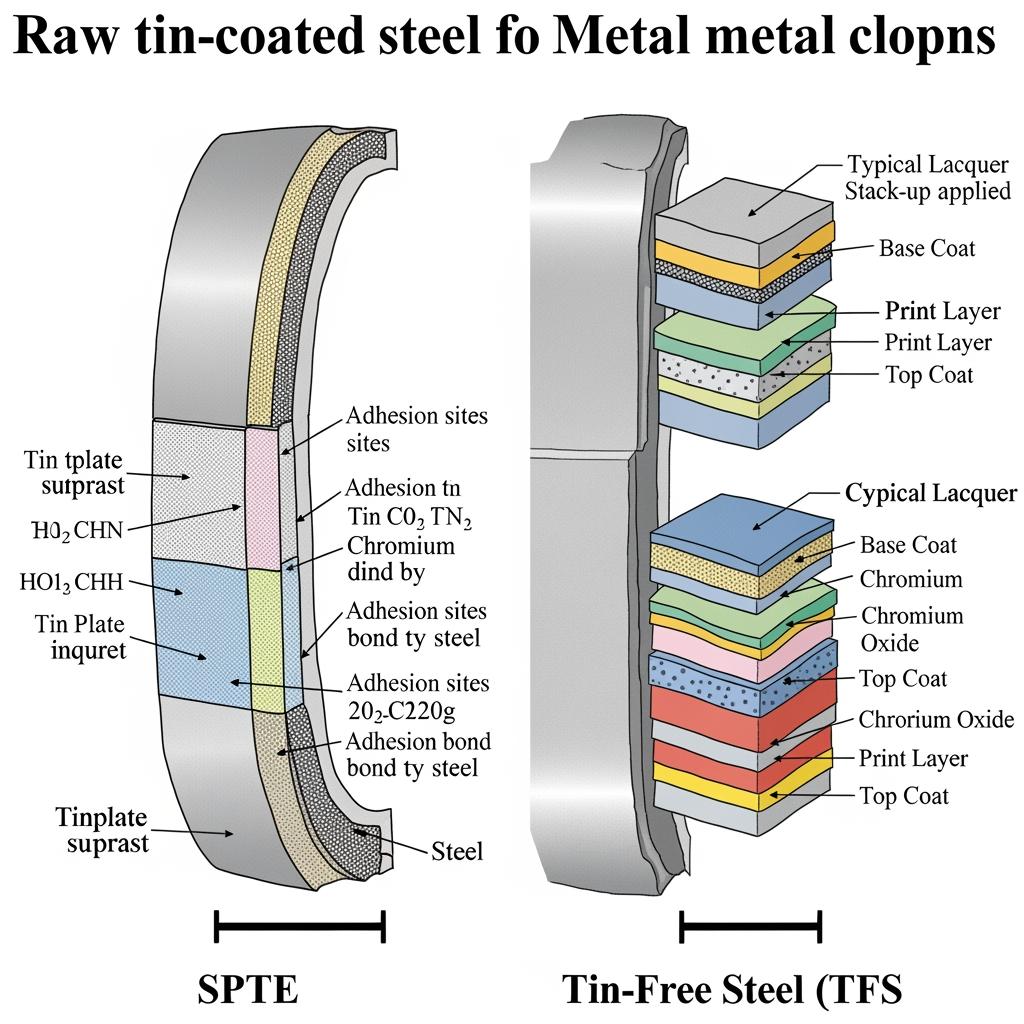
Техническое сравнение SPTE и TFS для использования металлических колпачков
В жести (SPTE) используются слои электролитического олова, которые хорошо паяются, гладко рисуются и служат отличной основой для многих лаковых систем. В стали без олова (TFS/ECCS) используется оксид хрома/хрома, обеспечивающий отличную адгезию краски и устойчивость к вмятинам при меньшем весе покрытия. Выбор зависит от тяжести формовки, коррозионной среды и последующих процессов, таких как пайка или сварка.
| Атрибут | SPTE (жесть) | TFS (сталь без олова) | Примечания |
|---|---|---|---|
| Лучше всего подходит для | Необработанная сталь с оловянным покрытием для производства винтовых крышек и металлических укупорочных средств, требующих глубокой вытяжки и широкого спектра покрытий для контакта с пищевыми продуктами | Легкие коронки или колпачки с сильной адгезией краски и без пайки | Соответствует степени тяжести и кислотности пищи. |
| Формоустойчивость в сравнении с прочностью панелей | Очень хорошая тяга в средних температурах | Высокая текучесть в сортах DR, хорошая устойчивость к вмятинам | DR TFS может тонко прорисовывать жесткость. |
| Защита от коррозии и кромки | Жертвенный слой олова защищает края | Требуется прочное лаковое покрытие по краям | Более тяжелое олово повышает маржу в кислых заливках. |
| Нанесение покрытия и возможность печати | Широкая совместимость с лаками, классический глянец | Отличная фиксация краски с помощью оксида хрома | Проверяйте окна лечения в каждой строке. |
| Поведение припоя/сварки | Удобный для пайки | Не подходит для пайки | Большинство крышек формируются механически, поэтому они нейтральны. |
| Стоимость и доступность | Широкая доступность; цена варьируется в зависимости от олова | Часто конкурентоспособны по цене | Оцените общие затраты на использование и отходы. |
Многие команды при создании новых затворов начинают с SPTE, чтобы обеспечить запас прочности, и переходят на TFS, когда технологическое окно будет доказано. Всегда проверяйте разброс крутящего момента, сохранение вакуума и миграцию перед сменой платформы.
ВОПРОСЫ И ОТВЕТЫ: Сырая сталь с оловянным покрытием для производства завинчивающихся крышек и металлических крышек
Какая толщина жести лучше всего подходит для сырой стали с оловянным покрытием для производства завинчивающихся крышек и металлических крышек?
Большинство винтовых и закручивающихся колпачков хорошо работают в диапазоне примерно 0,19-0,24 мм, балансируя между возможностью протяжки и жесткостью крутящего момента. Проверьте свой набор штампов и целевое окно крутящего момента.
Как вес оловянного покрытия влияет на укупорку крышек в сырой стали с оловянным покрытием для производства завинчивающихся крышек и металлических укупорочных средств?
Более тяжелое олово обеспечивает более надежную защиту от коррозии, особенно при работе с кислыми продуктами, но может повлиять на отверждение лака и стоимость. Для вашего продукта можно использовать как сбалансированное, так и более тяжелое олово.
Нужны ли мне покрытия BPA-NI для жести, используемой в этом производстве?
Многие бренды используют системы BPA-NI. Убедитесь в предназначении покрытия, данных о миграции и профиле отверждения, а затем проведите испытания с конкретной прокладкой и температурой процесса.
Когда следует использовать TFS вместо SPTE для металлических крышек?
Рассмотрите вариант TFS для обеспечения жесткости тонкого слоя и отличной адгезии краски там, где не требуется пайка. Перед полным переоборудованием повторно проверьте характеристики вытяжки и целостность уплотнений.
Каковы основные виды входного контроля для рулонов, предназначенных для линий крышек?
Проверьте прилегание ID/OD, развал, плоскостность, толщину, уровень масла, качество кромки щели и внешний вид лака. Проведите кросс-штриховку адгезии и короткую пробную формовку перед полным выпуском.
Как уменьшить разброс крутящего момента в закручивающихся колпачках, изготовленных из жести?
Стабилизируйте температуру, кромку щели и смазку, выровняйте окна полимеризации и проверьте толщину прокладки. Затем настройте давление при формировании резьбы и проследите за изменением крутящего момента в зависимости от высоты колпачка.
Может ли один глобальный стандарт охватывать коронки, закрутки и крышки ушек?
Не идеально. Используйте базовую “семейную спецификацию” с допустимыми диапазонами температуры и олова для каждого типа колпачка, а лаковые системы подбирайте в соответствии с типом продукта и процессом.
Последнее обновление: 2025-11-12
Изменения: Добавлена глубина сравнения SPTE и TFS; Расширена таблица нормативных доказательств; Уточнены исходные точки для определения температуры и веса олова; Добавлены два шага "действие→проверка" для высокоскоростных линий.
Дата следующего пересмотра и триггеры: 2026-02-12 или при изменении системы покрытия, новом диапазоне пищевой кислотности или увеличении скорости линии выше 10%.
Когда вы будете готовы к квалификации или масштабированию, поделитесь своими чертежами, типами крышек и предполагаемым наполнением. Tinsun Packaging может сконфигурировать пилотную катушку, выровнять покрытия и установить план складирования, который снизит риски производства сырой стали с оловянным покрытием для завинчивающихся крышек и металлических укупорочных средств для запуска в 2026 году.
Об авторе: Langfang Tinsun Packaging Materials Co., Ltd.
Компания Langfang Tinsun Packaging Materials Co., Ltd. является профессиональным производителем и поставщиком высококачественной жести, рулонов жести, TFS (сталь без олова), листов и рулонов с хромовым покрытием, печатной жести, а также различных упаковочных аксессуаров для консервной промышленности, таких как крышки для бутылок, легко открывающиеся крышки, донышки банок и другие сопутствующие компоненты.

Категория продукта
Related Post
-

Жесть с белым и золотым покрытием для контейнеров под пищевое масло
Выбор белой и золотой жести с покрытием для контейнеров с пищевым маслом - это практичный способ сбалансировать безопасность пищевых продуктов, готовый к печати брендинг и эффективность цепочки поставок. Белые внешние лаки демонстрируют четкость дизайна, а золотые внутренние покрытия защищают от воздействия насыщенной жирами среды и света. Если вы заказываете новые банки или проверяете поставщиков, поделитесь своими требованиями и целями отделки - цветом, калибром, закалкой,...
-

Технические характеристики жести T2-T4 для производства банок для корма домашних животных
Если вы упаковываете влажные или полувлажные корма для домашних животных, кратчайший путь к уменьшению количества дефектов - с первого же дня согласовать характеристики жести T2-T4 с рецептурой, ретортой и геометрией линии. Правильно подобранная температура, вес оловянного покрытия, пассивация и слой лака защитят вкус, продлят срок годности и сохранят герметичность швов при термических нагрузках. Если...
-

Электролитическая жесть для производства рыбных консервов
Если вы упаковываете тунца, сардины, скумбрию или анчоусы, то самый быстрый способ сократить количество рекламаций и увеличить срок хранения - это подобрать продукт, процесс и печать для правильной марки электролитической жести. В этом руководстве реалии цеха переведены в четкие варианты - от толщины покрытия и выбора температуры до прокладок, не содержащих BPA, и экспортной упаковки, - чтобы вы могли выбрать электролитическую жесть...
-

Решения из жести без содержания бисфенола для безопасных для пищевых продуктов зачистных концов
Если вы производите готовые к употреблению продукты, детское питание или корма для домашних животных, то переход на отслаивающиеся концы без содержания BPA уже не является чем-то необязательным - это императив доверия к бренду. В этом руководстве рассказывается о том, как определить и найти решения для производства безопасной для пищевых продуктов отслаивающейся жести без содержания BPA, начиная с электролитических покрытий и заканчивая толщиной, сертификатами и решениями по печати/лакировке. Если вы планируете новую крышку...