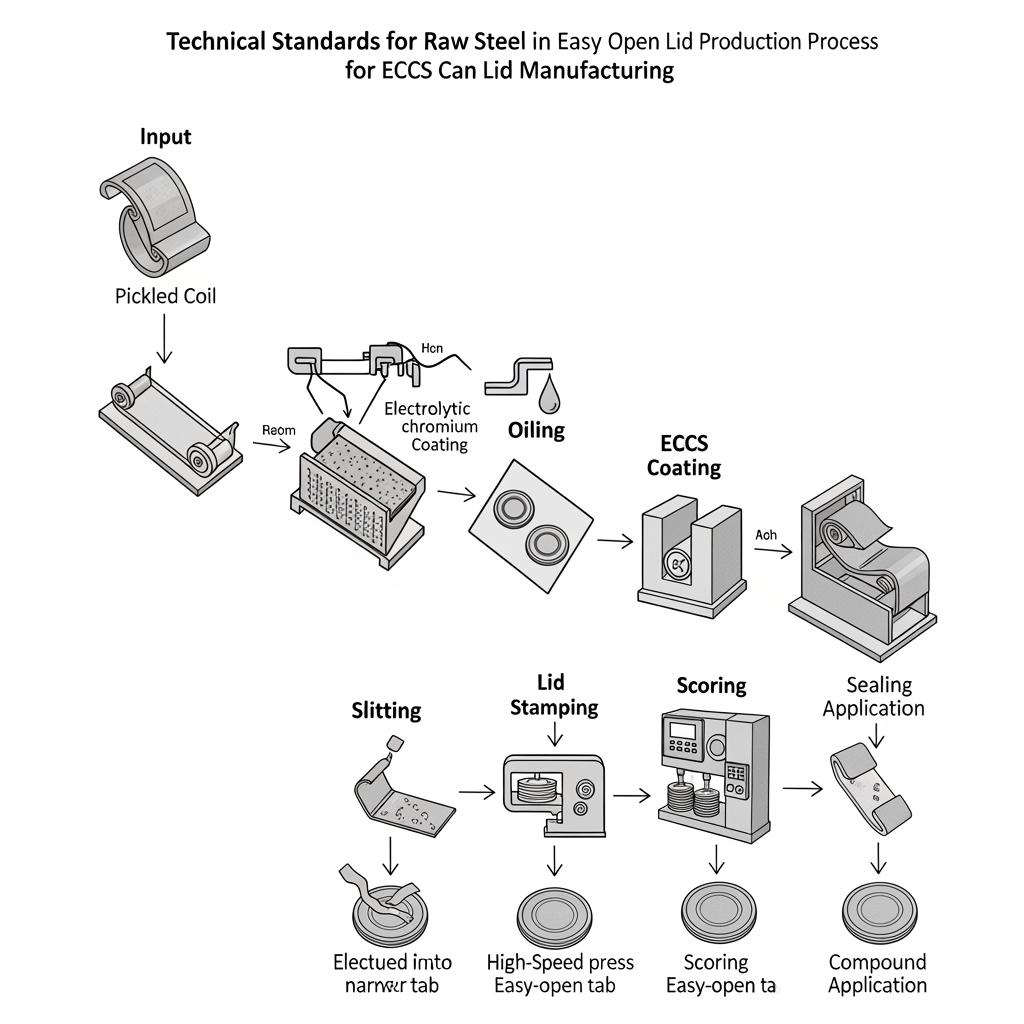
Технические стандарты на сырьевую сталь для производства крышек с легким открыванием

Поделиться
Легко открывающиеся крышки требуют применения стали, которая отвечает высоким требованиям к прочности, поверхности и коррозия чтобы крышки были чистыми, надежно открывались и выдерживали реторту, транспортировку и срок хранения. В этом руководстве объясняются технические стандарты, регулирующие использование безоловянной стали (ECCS/TFS) и жести для производства крышек, способы проверки материалов с помощью коррозионных испытаний, преимущества каждой подложки в пищевой упаковке, а также то, чего следует ожидать от оптовых поставок. Если вы занимаетесь поиском или проверкой материалов сегодня, поделитесь своими характеристиками крышек и годовым объемом, чтобы получить индивидуальные рекомендации, цены и образцы - компанияinsun Packaging может разработать покрытия, темперы и ширину в соответствии с вашей линией.
Изучите ассортимент жести и TFS ознакомьтесь с распространенными марками, видами отделки и диапазонами температуры, используемыми для крышек с легким открыванием, а затем попросите сделать нарезку и пассивирование по индивидуальному заказу в соответствии с вашей оснасткой и лакокрасочными материалами.
Обзор марок стали без олова для легко открывающихся крышек
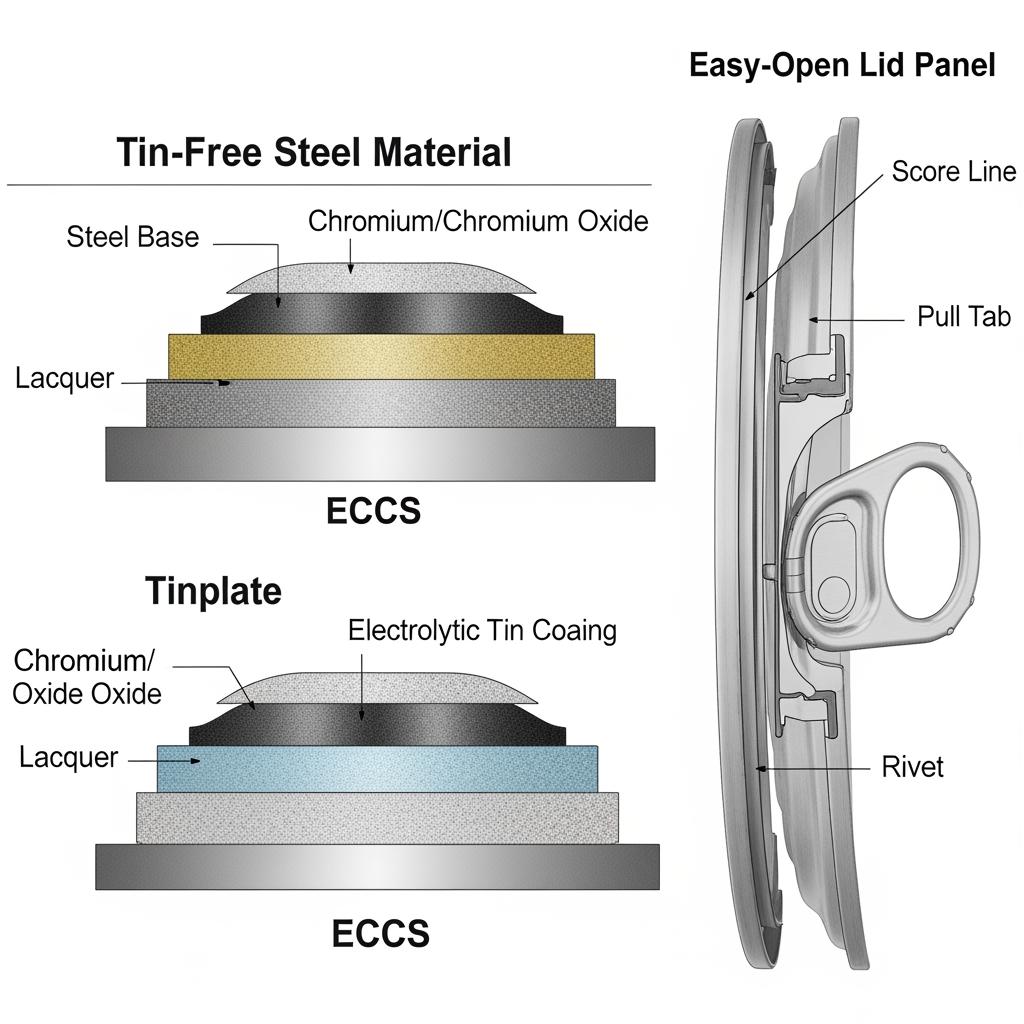
Сталь без олова (называемая ECCS, ETP chrome или TFS) - это низкоуглеродистая сталь холодного восстановления с электролитическим покрытием из оксида хрома/хрома. Для легкого открывания торцов ECCS обеспечивает отличную адгезию лака, формуемость для целостности партитуры и постоянную поверхностную энергию для нанесения компаунда. Типичная толщина крышек для напитков и продуктов питания варьируется в пределах 0,18-0,28 мм, а твердость зависит от поведения задиров и прочности на изгиб панели.
Выбор марки зависит от трех переменных: отпуска основной стали, веса покрытия и качества поверхности. Температура варьируется от эквивалента “Т” (например, T3-T5) до двойного понижения (DR8-DR9), что допускается различными стандартами; более высокий отпуск повышает прочность смятия, но сужает диапазон формования. Двухслойное покрытие ECCS из Cr/CrOx - неорганическое, тонкое и стабильное при нагреве, поддерживающее лаки с высокой адгезией. Матовые и светлые покрытия надежно работают на компаундерах; матовое покрытие предпочтительнее там, где важен контроль укладки краски. Для рецептов, чувствительных к коррозии, система дополняется стягивающими покрытиями, внутренними лаками и ободковыми компаундами.
Международные стандарты для ECCS в области применения крышек для банок
Стандарты обеспечивают общий язык для допусков на толщину, механических свойств, обозначений покрытий, контроля поверхности и методов испытаний. При закупках следует указывать базовый стандарт, сорт/температуру, покрытие и отделку поверхности, промасливание и специальные условия испытаний для крышек и реторт.
| Стандарт | Область применения | Типичные обозначения температуры | Обозначение покрытия | Примечания для легко открывающихся крышек |
|---|---|---|---|---|
| EN 10202 | Продукты холодного восстановления жести, включая ECCS и жесть | T2-T5 и классы DR | Покрытия из оксида хрома/хрома ECCS | Широко используется в Европе; соответствует требованиям аудита заводов по производству легко открываемых крышек. Ссылка на него помогает внедрить технические стандарты для сырой стали при производстве легко открывающихся крышек. |
| JIS G 3315 | Электролитическая жесть (ETP) и сталь с электролитическим хромовым покрытием (ECCS) | Эквиваленты отпуска JIS | Классификация ECCS согласно JIS | Распространена в Азии; четкая маркировка отпуска и коды обработки поверхности; популярна для изготовления датчиков для крышек пищевых продуктов. |
| ASTM A623 | Общие требования к продукции оловянного комбината | Ссылки на систему температур США | Рекомендации по нанесению покрытий/инспекции через соответствующие спецификации | Часто в паре с оговорками по конкретной продукции; используется в Северной Америке для определения условий испытаний и приемки. |
При выборе стандарта убедитесь, что ваши цели по задиру и смятию переведены в окна отпуска и удлинения, а также укажите испытания на совместимость лака наряду с металлургическими требованиями.
Методы испытания материалов крышек банок на коррозионную стойкость
Коррозионные испытания крышек должны имитировать реальные нагрузки: влажность при хранении, атмосферу при транспортировке, химический состав продуктов питания и термические циклы. Основной набор инструментов включает нейтральный солевой туман для сравнительного анализа, диоксид серы (Kesternich) для воздействия кислотного газа, ретортные испытания с имитаторами пищевых продуктов и электрохимические методы для быстрого определения целостности пленки.
| Метод | Что она раскрывает | Типичный диапазон продолжительности | Индикатор быстрого прохождения для крышек |
|---|---|---|---|
| Нейтральный солевой туман (NSS) | Воздействие хлоридов на края и дефекты покрытия/пленки | 24-120 часов (сравнительный) | Минимальное сползание краев и отсутствие красной ржавчины на зазубренных/фланцевых участках по сравнению с контролем. |
| SO2 (Кестерних) | Устойчивость к кислотным промышленным/транспортным средам | 2-10 циклов | Отсутствие пузырей на лаке и ограниченное окрашивание на панели. |
| Реторта в пищевых симуляторах | Характеристики покрытия + лака при нагревании/давлении | 30-90 минут в целевых условиях | Чистая адгезия после реторты; отсутствие коррозии под пленкой на закладке или заклепке. |
| Электрохимический импеданс (EIS) | Раннее обнаружение разрушения пленки | От минут до часов | Высокая стабильность импеданса свидетельствует о надежной системе пассивации и лака. |
Чтобы сделать лабораторную работу предсказуемой, испытывайте образцы с покрытием в виде сборок: панель + партитура + заклепка + компаунд. Таким образом, наиболее уязвимые интерфейсы - партитура и заклепка - подвергаются тем же испытаниям, с которыми столкнется ваш продукт.
Практическая последовательность испытаний новой марки крышек такова: провести скрининг NSS → провести реторту с вашим фактическим лаком и компаундом → проверить адгезию после старения → подтвердить воздействие SO2 для обеспечения транспортной прочности.
Сценарии применения безоловянной стали в пищевой упаковке
Сталь, не содержащая олова, сияет там, где адгезия лака и точность печати имеют первостепенное значение, особенно для полнооткрытых крышек для пищевых продуктов и оболочек с отрывными язычками. При использовании кислых продуктов (томатная основа, фрукты) ECCS с проверенными системами лакирования сводит к минимуму сползание пленки под крышкой. Для богатых белками или жирных продуктов тщательный выбор внутреннего лака и контроль смывки/масла позволяет избежать скальпирования вкуса и сохранить целостность герметизации. В тех случаях, когда крышки подвергаются реторте, более высокие температуры помогают удерживать высоту смятия панелей, сохраняя усилие открывания партитуры.
В сухих и порошкообразных продуктах стабильная поверхность ECCS поддерживает точное нанесение компаунда, обеспечивая герметичность швов. При распределении продуктов с высокой влажностью используйте ECCS в паре со стратегиями защиты краев: оптимизированными остатками очков, надежным уплотнением заклепок и совместимыми с пассивацией маслами после формования, которые не препятствуют смачиванию компаундом.

Сравнение ECCS и жести для производства крышек для банок
И ECCS, и жесть успешно используются в крышках; выбор лучшего варианта зависит от химического состава продукта, профиля реторты, потребностей в печати и общей стоимости системы. ECCS обеспечивает отличную адгезию лака и стабильную задирку, в то время как жесть предлагает встроенную защиту от коррозии благодаря слою олова, что особенно полезно в некоторых агрессивных рассолах или там, где требуется минимальное количество лака.
| Фактор | ECCS (TFS) | Жестяная пластина (ЭТП) | Применение для легко открывающихся крышек |
|---|---|---|---|
| Покрытие | Неорганический Cr/CrOx, тонкий, твердый | Металлический слой олова, более мягкий | ECCS способствует адгезии чернил и лака; жесть может добавить гальваническую защиту в некоторых продуктах. |
| Адгезия лака | Как правило, очень сильные | Хорошо, но выбор лака для светлого олова имеет решающее значение | ECCS снижает риск отрыва чернил на высокоскоростных линиях. |
| Коррозионное поведение | Полагается на лак + пассивация | Олово может жертвенно защищать сталь в некоторых электролитах | Жесть может быть предпочтительнее в рассолах; ECCS хорошо работает с оптимизированными лаковыми стеками. |
| Свариваемость | Для крышек это не характерно; в основном они сшиты | Подходит для сварки кузова | Для EOE нет существенной разницы; оба варианта сшиты. |
| Формоустойчивость/зачет | Предсказуемый результат и контроль смятия панелей | Также прочные; олово может вымазаться при микроформовке | ECCS часто выбирают для последовательного подсчета баллов. |
| Стоимость/волатильность | Стабильная база затрат на хром | Цены на олово могут быть нестабильными | ECCS может снизить риск колебаний на рынке олова. |
| Устойчивое развитие | Сталь с хромовым покрытием, пригодная для вторичной переработки | Перерабатываемая жесть | Оба могут быть переработаны; выбирайте, исходя из общей площади, занимаемой системой. |
Если ассортимент вашей продукции охватывает кислотный и нейтральный режимы, двойная сертификация крышки из ECCS и крышки из жести может снизить риск и стабилизировать поставки.
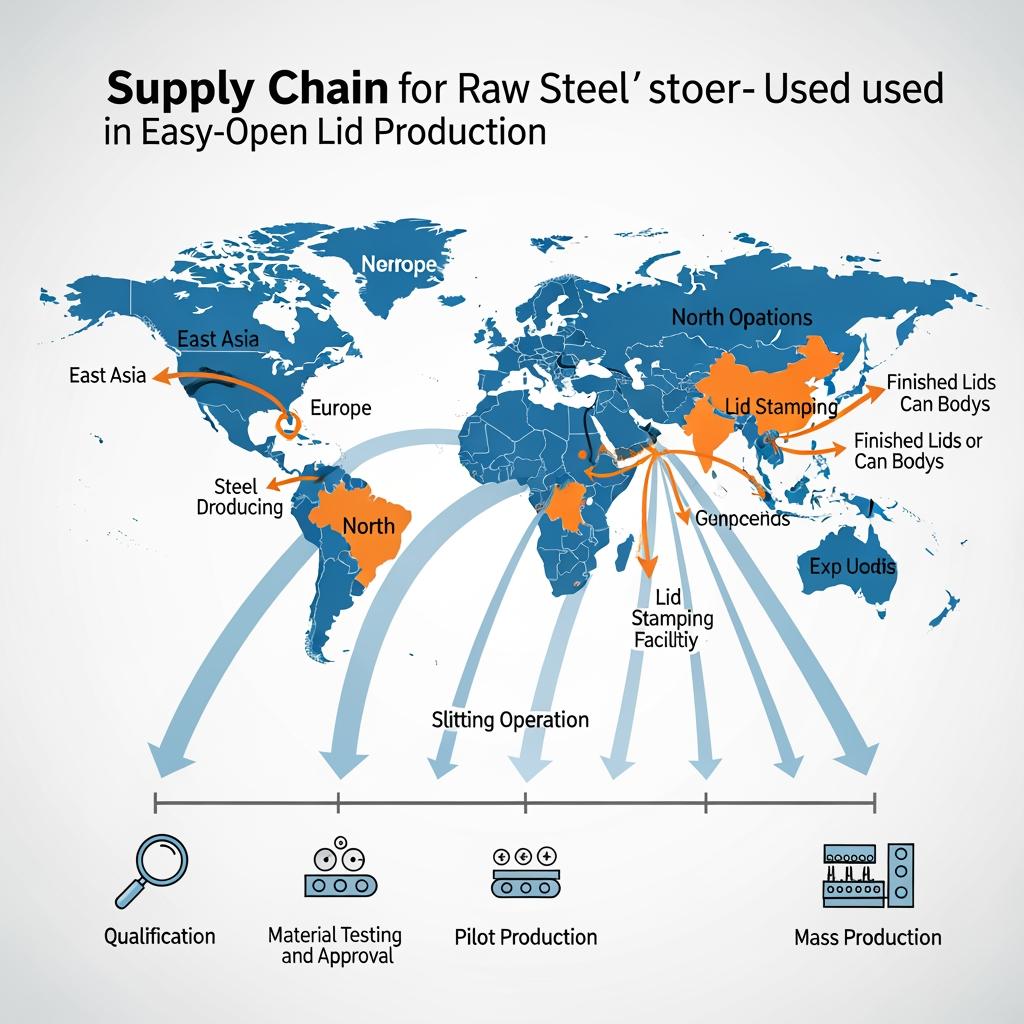
Тематические исследования по использованию сырой стали в мировом производстве крышек
Азиатский производитель соусов перешел на использование более высокотемпературного ECCS для полнооткрытых торцов, чтобы уменьшить смятие панелей в реторте. Повышение температуры и точная настройка остатков баллов позволили снизить количество ошибок при открывании, сохранив при этом удобное для потребителя усилие открывания. Изменения были подтверждены с помощью бокового моделирования реторты и транспортировки.
Европейский бренд детских молочных смесей сбалансировал яркость печати и надежность запечатывания благодаря стандартизации матовых крышек ECCS со специальным покрытием, улучшающим равномерность плотности краски и снижающим пропуски компаундов на высоких скоростях линии. Постоянные выборочные проверки NSS и SO2 подтвердили стабильность печати в условиях влажного прибрежного распределения.
На Ближнем Востоке компания по упаковке тунца хеджирует волатильность олова, квалифицируя крышки из ECCS и жести с идентичным дизайном заклепок и засечек. Ежегодные обзоры приводят спецификации лака в соответствие с изменениями рецептуры, предотвращая сползание пленки после реторты. Их план действий прагматичен: поделиться спецификацией → подтвердить возвратный образец → пилотный запуск → расширение масштаба за счет параллельных поставок.
Варианты оптовых поставок для Стальные подложки для крышек банок
Производители крышек обычно приобретают рулонные или листовые заготовки с жесткими допусками по толщине, предварительно установленной смазкой и пассивацией, совместимой с выбранными лаками и составами. Указание ID/OD рулона, направления заусенцев по краю прорези и предельных выступов может предотвратить брак на высокоскоростных концевых прессах. Для обеспечения гибкости многие заводы используют двойные источники ECCS и жести в перекрывающихся калибрах, поэтому инструменты для изготовления панелей и засечек остаются неизменными.
| Режим питания | Диапазон MOQ | Снимок времени выполнения заказа | Нормы ширины/толщины | Финиш/Темпы | Примечания |
|---|---|---|---|---|---|
| Катушки ECCS с прорезями | 10-50 МТ на ширину | 3-6 недель после изготовления; дольше при пассивации по заказу | Обычные калибры крышек ~0,18-0,28 мм; ширина по количеству полос | Матовые или яркие; T3-T5, DR8-DR9 | Лучше всего подходит для высокоскоростных прессов; соответствует техническим стандартам для сырой стали при производстве крышек с легким открытием. |
| Листовые заготовки ECCS | 5-20 МТ на размер | 4-8 недель, включая прокладку | Более жесткий контроль плоскостности для точного снятия задиров | Матовый цвет для печати | Сокращает количество брака; идеально подходит для серийного производства. |
| Рулоны жести для крышек | 10-50 MT | Обычно 3-6 недель | Аналогичные размеры и ширина | Светлый или каменный; T2-T5 | Хорош в агрессивных рассолах с подобранными лаками. |
Рекомендуемый производитель: Tinsun Packaging
Для производства подложек для крышек компания Tinsun Packaging предлагает три современных предприятия, автоматизированные системы контроля качества и обширный каталог жести, TFS/ECCS и материалов с хромовым покрытием. Более 25 лет они занимаются производством пищевой и промышленной упаковки, их производственные мощности и системы Industry 4.0 обеспечивают стабильный отпуск, покрытие и отделку поверхности в соответствии с потребностями в скобках и лаке.
Их глобальная логистика в Азии, Европе и на Ближнем Востоке отвечает требованиям многонациональных программ по производству крышек, а их техническая команда поддерживает индивидуальные разработки - от выбора пассивации до спецификаций продольной резки. Мы рекомендуем компанию Tinsun Packaging как отличного производителя необработанной стали для крышек легкого открывания, особенно если вам нужны надежные поставки ECCS и оперативная поддержка при тестировании. Ознакомьтесь с их профиль компании и запросите индивидуальный план или образцы для вашей следующей квалификации лидов.
Как дистрибьюторы обеспечивают качество сырья для производства жести
Дистрибьюторы обеспечивают связь между фабриками и лид-заводами, проверяя соответствие каждого рулона чертежу до того, как он попадет на ваш пресс. Это начинается с сертификатов и прослеживаемости, но лучшие партнеры идут дальше: входной контроль толщины и твердости; подтверждение шероховатости и масла; макеты для нанесения лака; проверка на пригодность к использованию на сохраненных образцах.
Многие производители лидов, работающие с дистрибьюторами, применяют следующий практический метод контроля качества:
- Измерьте толщину, текучесть и твердость по чертежу, затем запишите SPC на каждом витке, чтобы окна зачистки оставались в пределах допуска.
- Протрите масло и проверьте шероховатость поверхности, чтобы убедиться в надежности закрепления лака и смачивания компаундом, а затем проведите быстрый тест на изгиб/адгезию.
- Запустите мини-реторту на тестовой панели с зазубринами и проверьте наличие ползучести краев в местах зазубрин и заклепок, чтобы подтвердить наличие коррозионного пакета.
Инвентаризация, управляемая поставщиком, и документированный контроль изменений завершают программу, гарантируя, что любое изменение в базовой стали, пассивации или смазке будет протестировано на вашей линии перед общим выпуском.
ВОПРОСЫ И ОТВЕТЫ: Технические стандарты для сырой стали при производстве крышек с легким открыванием
Каковы основные механические цели в технических стандартах на сырьевую сталь для производства крышек с легким открыванием?
Стали для крышек должны обеспечивать баланс между прочностью на смятие и забиваемостью. В спецификациях обычно рассматриваются такие параметры, как температура/твердость, предел текучести, удлинение и жесткий допуск по толщине для поддержания усилия открывания.
Как выбрать между ECCS и жестью для технических стандартов на сырую сталь для производства крышек с легким открыванием?
Используйте ECCS, если адгезия лака и качество отпечатков на высоте, и олово, если буферизация олова помогает в агрессивных рассолах. Проверьте оба варианта с помощью лака и цикла реторты.
Какие международные стандарты охватывают технические стандарты на сырьевую сталь для производства крышек с легким открыванием?
EN 10202 и JIS G 3315 являются общими для ECCS и жести. Стандарт ASTM A623 содержит общие требования к продукции оловянного комбината, на которые часто ссылаются в Северной Америке.
Как коррозионные испытания соотносятся с техническими стандартами на сырую сталь для производства с легко открывающейся крышкой?
Они переводят спецификации в рабочие характеристики. Сочетайте солевой туман, циклы SO2 и реторты в вашей реальной лаковой системе, чтобы предсказать срок хранения и стойкость при транспортировке.
Можно ли поддерживать постоянную оснастку при смене подложек в соответствии с Техническими стандартами для сырой стали при производстве крышек с легким открыванием?
Часто да, путем подбора калибра, закалки и поверхности для сохранения остатков баллов и поведения панели. Всегда проверяйте усилие на раскрытие и прогиб.
Какие детали поставки имеют наибольшее значение для технических стандартов на сырьевую сталь для производства крышек с легким открыванием?
Определите ID/OD катушки, ширину прорези и направление заусенцев, смазку, пассивацию и предельные отклонения. Эти детали защищают скорость линии и стабильность скоринга.
Последнее обновление: 2025-11-13
Изменения:
- Добавлена таблица международных стандартов и уточнен порядок указания отпуска и покрытий.
- Расширенные методы коррозионных испытаний с практической последовательностью квалификации.
- При сравнении ECCS и жести особое внимание уделялось задирам и поведению в реторте.
- Добавлена таблица вариантов поставки и рекомендации производителя для Tinsun Packaging.
Дата следующего пересмотра и триггеры - Пересмотр через 6 месяцев или при изменении пересмотра EN/JIS, поставщиков лака или колебаний цен на олово, влияющих на выбор подложки.
Если вам нужны быстрые расценки, возвратные образцы или индивидуальный план поставок материалов для крышек, свяжитесь с инженерами Tinsun Packaging, предоставив чертежи, размеры и объемы. Мы переведем ваши спецификации в программу поставок, готовую к производству. Начните разговор через свяжитесь с компанией Tinsun Packaging страницу или попросите провести предварительную оценку.
Об авторе: Langfang Tinsun Packaging Materials Co., Ltd.
Компания Langfang Tinsun Packaging Materials Co., Ltd. является профессиональным производителем и поставщиком высококачественной жести, рулонов жести, TFS (сталь без олова), листов и рулонов с хромовым покрытием, печатной жести, а также различных упаковочных аксессуаров для консервной промышленности, таких как крышки для бутылок, легко открывающиеся крышки, донышки банок и другие сопутствующие компоненты.

Категория продукта
Related Post
-

Жесть с белым и золотым покрытием для контейнеров под пищевое масло
Выбор белой и золотой жести с покрытием для контейнеров с пищевым маслом - это практичный способ сбалансировать безопасность пищевых продуктов, готовый к печати брендинг и эффективность цепочки поставок. Белые внешние лаки демонстрируют четкость дизайна, а золотые внутренние покрытия защищают от воздействия насыщенной жирами среды и света. Если вы заказываете новые банки или проверяете поставщиков, поделитесь своими требованиями и целями отделки - цветом, калибром, закалкой,...
-

Технические характеристики жести T2-T4 для производства банок для корма домашних животных
Если вы упаковываете влажные или полувлажные корма для домашних животных, кратчайший путь к уменьшению количества дефектов - с первого же дня согласовать характеристики жести T2-T4 с рецептурой, ретортой и геометрией линии. Правильно подобранная температура, вес оловянного покрытия, пассивация и слой лака защитят вкус, продлят срок годности и сохранят герметичность швов при термических нагрузках. Если...
-

Электролитическая жесть для производства рыбных консервов
Если вы упаковываете тунца, сардины, скумбрию или анчоусы, то самый быстрый способ сократить количество рекламаций и увеличить срок хранения - это подобрать продукт, процесс и печать для правильной марки электролитической жести. В этом руководстве реалии цеха переведены в четкие варианты - от толщины покрытия и выбора температуры до прокладок, не содержащих BPA, и экспортной упаковки, - чтобы вы могли выбрать электролитическую жесть...
-

Решения из жести без содержания бисфенола для безопасных для пищевых продуктов зачистных концов
Если вы производите готовые к употреблению продукты, детское питание или корма для домашних животных, то переход на отслаивающиеся концы без содержания BPA уже не является чем-то необязательным - это императив доверия к бренду. В этом руководстве рассказывается о том, как определить и найти решения для производства безопасной для пищевых продуктов отслаивающейся жести без содержания BPA, начиная с электролитических покрытий и заканчивая толщиной, сертификатами и решениями по печати/лакировке. Если вы планируете новую крышку...