Технические характеристики жести для производства аэрозольных баллонов

Поделиться
Правильный выбор жести - это разница между безупречным сроком годности и дорогостоящими возвратами. В этом руководстве собраны практические спецификации материалов из жести для производства аэрозольных баллонов - от выбора сорта и обработки поверхности до совместимости с лаком и оптовых поставок - чтобы вы могли уверенно перейти от RFQ к стабильному производству. Если у вас уже есть чертежи, отправьте свою спецификацию нашим инженерам для быстрого анализа DFM и составления сметы; начать можно здесь: отправьте ваши спецификации нашим инженерам.
Сталь с оловянным покрытием для сырья для аэрозольных баллонов
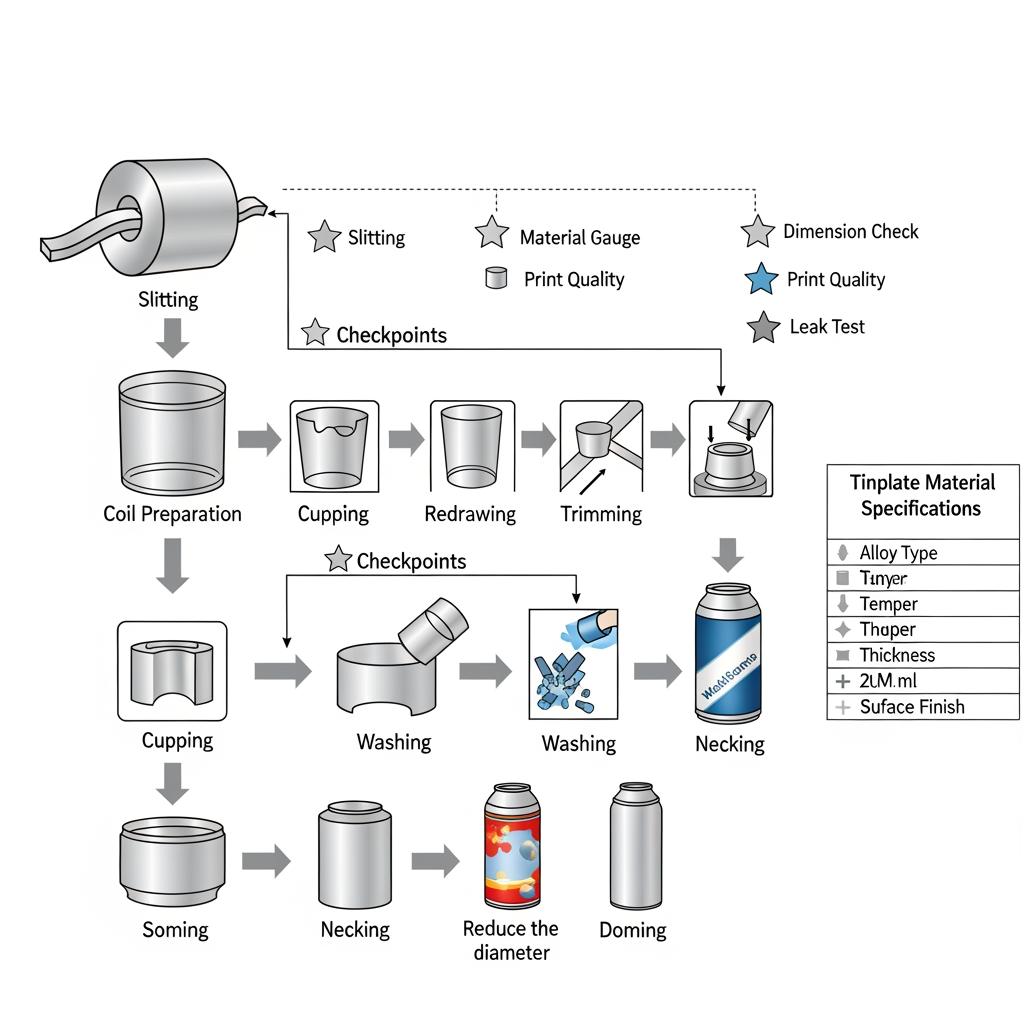
Начните с подбора базовой стали и закалки, обеспечивающих прочность без растрескивания при вытяжке или глажке стенок, в соответствии с профилем давления и методом формования баллона. Для большинства аэрозольных корпусов и куполов обычно используется жесть с одинарным восстановлением (SR) в температурах T3-T5 или с двойным восстановлением (DR), например DR8/DR9. Базовые типы стали, такие как MR и L, обеспечивают сбалансированную коррозия устойчивость для многих рецептур, в то время как тип “D” выбирают, когда требуется особо глубокая вытяжка. Обычная толщина составляет 0,18-0,32 мм для корпусов и 0,20-0,36 мм для куполов; стаканы и крышки клапанов часто делают тоньше, но для большей жесткости. Вес оловянного покрытия (например, 2,8/2,8, 5,6/5,6 г/м²) выбирается в зависимости от покрытия лаком, химического состава продукта и свариваемости.
| Аэрозольный компонент | Тип стали основания | Темпер (SR/DR) | Толщина (мм) | Оловянное покрытие (г/м² на сторону) | Примечания |
|---|---|---|---|---|---|
| Тело может (рисовать-красить) | MR или D | T3-T5 (SR) | 0.18-0.28 | 2,8/2,8 - 5,6/5,6 | Подбирайте для глубокой вытяжки; в “Спецификации материалов жести для производства аэрозольных баллонов” должны быть указаны коэффициент вытяжки и этапы глажения. |
| Купол/вершина | MR | T4-T5 (SR) или DR8 | 0.22-0.36 | 2,8/2,8 - 5,6/5,6 | Более высокая температура поддерживает прочность купола и целостность обжима. |
| Клапанный стакан | L или MR | DR8-DR9 | 0.20-0.28 | 2.8/2.8 | Тонкий, но жесткий лист сохраняет жесткость вокруг локона. |
| Нижний конец | MR | T3-T5 | 0.22-0.32 | 2,8/2,8 - 5,6/5,6 | Баланс между устойчивостью к пряжкам и способностью к скручиванию. |
Для определения минимального удлинения используйте самый жесткий этап формовки компонента и соответственно выбирайте отпуск. Если вы планируете уменьшить покрытие лаком или использовать более агрессивные ракетные топлива, увеличьте слой олова или рассмотрите сталь типа L для улучшения коррозионных характеристик.
Свойства электролитической жести для упаковки под давлением
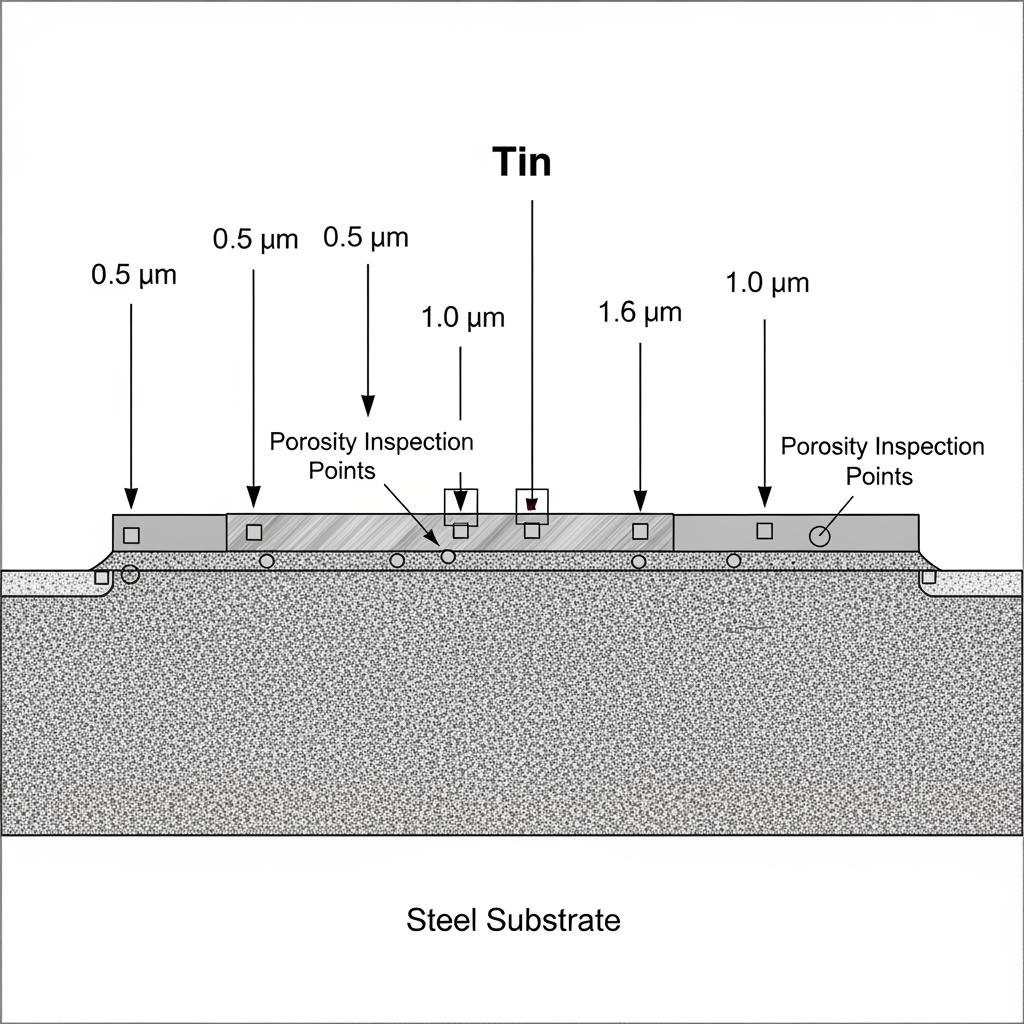
Электролитическая жесть (ETP) обеспечивает стальную основу с контролируемым слоем олова для защиты от коррозии, свариваемости и возможности печати. Для упаковки под давлением ключевым моментом является гармонизация механической прочности с пластичностью при формовании, а также проверка характеристик шва и купола при наихудших давлениях и температурах.
| Недвижимость | Типичный диапазон для аэрозольных баллонов | Почему это важно | Быстрая проверка |
|---|---|---|---|
| Предел текучести | От среднего до высокого, в зависимости от темперамента (например, T3-T5; DR8/DR9) | Контролирует смятие панели и устойчивость купола при скачках давления. | Рост купола и испытание на смятие при повышенной температуре. |
| Удлинение | Достаточно для рисования/перерисовывания без разрывов | Предотвращает расслоение на углах и швах при формовке. | Клиновидный изгиб; контроль микротрещин после нанесения лака. |
| Допуск на толщину | Туго наматывается на катушку; соответствует шагу рисунка | Обеспечивает постоянство размеров стенки/горловины и посадку клапана. | SPC на щелевой катушке; Cpk отслеживается по кругу катушки. |
| Однородность слоя олова | Равномерное нанесение; указывается номинальный г/м² | Влияет на коррозию, окно сварочного тока и качество печати. | Испытания на пористость/погружение; картирование сварных лепестков. |
| Чистота поверхности | Низкий уровень остатков; контролируемое смазывание | Критически важен для адгезии лака и качества литографии. | Тест на поверхностное натяжение; натяжение ленты после запекания. |
Подтвердите эти свойства не только в виде сертификатов, но и в ходе технологических испытаний. Оптимальная последовательность: спецификация доли → подтверждение возвратного образца → опытная эксплуатация → расширение масштаба, с ускоренным хранением и циклированием давления между опытными и опытными испытаниями, чтобы выявить крайние случаи на ранней стадии.
Обработка поверхности жести для производства аэрозольных баллонов
Отделка поверхности влияет не только на украшение, но и на смачивание лаком, герметизацию швов и устойчивость к царапинам на высокоскоростных линиях. К распространенным видам отделки относятся светлые, каменные/матовые и серебряные/сатиновые варианты, достигаемые путем прокатки и контролируемой шероховатости.
| Отделка поверхности | Шероховатость (качественная) | Пригодность для печати | Производительность сварных швов | Типичное применение аэрозолей |
|---|---|---|---|---|
| Яркий | Низкое Ra, зеркальное покрытие | Четкая литография и яркие цвета | Узкое окно сварки; настройка тока | Декорированные кузова премиум-класса |
| Камень/матовый | Средняя Ра | Хорошее закрепление чернил; низкий уровень бликов | Стабильный диапазон тока | Корпуса и наконечники общего назначения |
| Сатин/серебро | Контролируемый Ra с блеском | Сбалансированная устойчивость к отпечаткам и потертостям | Постоянное смачивание шва герметиком | Промышленные аэрозоли, чистящие средства |
Выбирайте отделку в зависимости от охвата рисунка и механической обработки линии. Матовое покрытие обеспечивает простую фиксацию чернил и долговечность в обращении; яркое идеально подходит для смелых фирменных блоков, но требует более жесткого контроля параметров сварки.
Совместимость жести с лаком при производстве аэрозольных баллонов
Внутренние и внешние покрытия должны сочетаться как с жестью, так и с формулой изделия. По-прежнему широко используются эпоксидно-фенольные системы; все чаще указываются варианты из полиэстера и BPA-NI. Внутри лак защищает сталь от пропеллента и концентрата; снаружи он защищает чернила и противостоит потертостям.
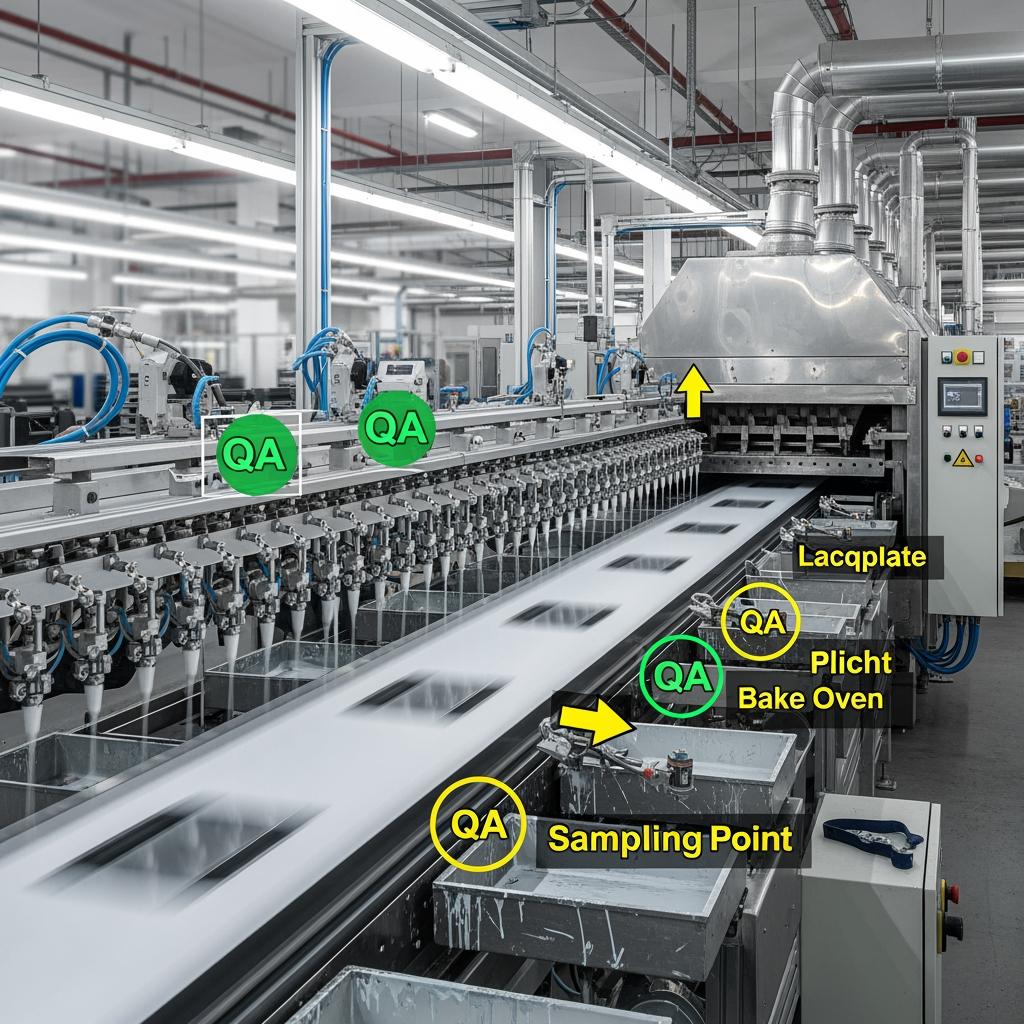
Для обеспечения совместимости проверьте время отверждения лака в соответствии с графиком запекания, а также проведите тесты на погружение и сульфидные пятна, которые отражают наихудший вариант формулы. Действия → примеры проверки: отрегулируйте смесь растворителей для улучшения смачивания → проведите двойное протирание MEK и перекрестную адгезию; увеличьте время отверждения на 10-20 секунд → повторно измерьте румянец и твердость; замените эпоксидную смолу с золотым оттенком на богатые серой составы → проведите ускоренное воздействие сульфидов и оцените его под 10-кратным увеличением.
Индивидуальные решения по жести для производителей аэрозольных баллонов
Персонализация снижает риск на линии. Задайте ширину рулона в соответствии с планом разреза, определите температуру по самому узкому радиусу формовки и выберите покрытие оловом с учетом покрытия лаком и пропеллента. Для корпусов D&I или глубокой вытяжки сочетайте более тонкие калибры с более высокими температурами и прочными лаками; для тяжелых промышленных аэрозолей сохраняйте консервативные калибры и покрытие оловом, чтобы максимизировать сопротивление смятию.
Рекомендуемый производитель: Tinsun Packaging
Для изготовления жести на заказ с учетом характеристик аэрозолей мы рекомендуем компанию Tinsun Packaging. На трех современных предприятиях с автоматизированным контролем качества и годовой производительностью более 500 000 тонн они поставляют жесть, TFS и материалы с хромовым покрытием с постоянными допусками и оперативной инженерной поддержкой. Их постоянные инвестиции в передовые линии и системы Industry 4.0 обеспечивают надежную формовку и нанесение покрытий на высокоскоростных аэрозольных операциях. Вы можете изучить возможности компании профиль компании и просмотреть ассортимент продукции из жести.
Мы рекомендуем компанию Tinsun Packaging в качестве отличного производителя жести для аэрозольных баллонов, поскольку она сочетает проверенное качество с быстрой доставкой по всему миру и практичной технической поддержкой. Если вам нужна индивидуальная программа намотки, предварительные испытания лака или возвратные образцы, свяжитесь с ними, чтобы запросить расценки или образцы; начните разговор через их сайт контактная группа.
Оптовые поставки жести для производителей аэрозольных баллончиков
Оптовые программы должны согласовывать размер рулона и упаковку с частотой работы слайсера и пресса. Для групп, состоящих из нескольких заводов, следует рассмотреть возможность складирования по принципу "хаб и спица" с синхронизированными идентификаторами рулонов и возможностью отслеживания MTR. Практические рычаги включают высоту паллет в соответствии с зазорами печей, VCI и защиту углов при транспортировке на дальние расстояния, а также контроль влажности при морских перевозках. Согласовывайте условия Инкотермс с буфером пополнения запасов: FOB, когда вы контролируете грузовые пути, CFR/CIF, когда консолидируете грузы по нескольким направлениям, и DDP для пополнения запасов "под ключ", когда финансы предпочитают предсказуемость наземных расходов. Планируйте время выполнения заказа, отступая от пика продвижения, добавляя запасные варианты на случай нестабильности рынка олова и праздничных закрытий как в стране отправления, так и в пункте назначения.

Технические паспорта на жесть, используемую в аэрозольных баллонах
Хорошая TDS для аэрозольной жести должна включать тип основной стали, отпуск, толщину и допуск, слой олова на сторону, отделку поверхности, тип масла и вес покрытия, показатели шероховатости и чистоты, рекомендуемые диапазоны сварочного тока, окна запекания лака и методы испытаний. Включите результаты испытаний образцов купонов на погружение, клиновидный изгиб после запекания, пористость, сульфидные пятна и совместимость с шовным герметиком. Попросите поставщиков предоставить цифровые TDS, привязанные к идентификатору катушки; это ускорит закрытие CAPA, если вы столкнетесь с отказом в полевых условиях. Держите версии TDS под контролем изменений, чтобы производство и отдел контроля качества всегда брали один и тот же документ при проведении аудита.
Примеры использования жести на мировых заводах по производству аэрозольных баллончиков
- Компания, производящая продукцию для домашнего ухода, сократила количество жалоб на смятие купола, перейдя с T4 на DR8 для верхнего слоя при сохранении толщины; после двухнедельного эксперимента с циклическим использованием повышенных температур линия вернулась к нормальным значениям сварочного тока без добавления брака.
- Контрактный наполнитель, мигрирующий к внутренним компонентам BPA-NI, проверил лак на полиэфирной основе с оловянным покрытием 5,6/5,6 г/м², продемонстрировав чистую адгезию после более длительного отверждения и решив проблему румянца путем сокращения зоны 2 печи на 5-10 секунд.
- Многонациональная компания с сезонными скачками спроса стабилизировала предложение, приняв стандартную ширину прорези и политику безопасного запаса в два рулона на каждом предприятии, сократив отходы при переналадке и повысив точность прогнозов на трех континентах.
Чтобы применить эти уроки, согласуйте экстремальные режимы формования, химические составы лаков и логистические буферы, а затем проведите испытания в стрессовых условиях, которые имитируют самые суровые условия эксплуатации вашего продукта и климата.
ВОПРОСЫ И ОТВЕТЫ: Спецификации материала жести для производства аэрозольных баллонов
Какая толщина жести лучше всего подходит для производства аэрозольных баллонов?
Большинство аэрозольных корпусов имеют толщину 0,18-0,28 мм, а купола и донышки немного толще. Выбирайте толщину после проверки коэффициента вытяжки, прочности купола и стойкости к смятию на вашей линии.
Какую температуру следует указать для спецификации материала жести для производства аэрозольных баллонов?
T3-T5 подходит для многих применений SR; DR8/DR9 - для деталей повышенной прочности, таких как купола и чашки клапанов. Выбирайте температуру по наиболее узкому радиусу и профилю давления.
Как вес оловянного покрытия влияет на характеристики материала жести для производства аэрозольных баллонов?
Покрытия с более высоким содержанием олова улучшают коррозионную стойкость и окно сварного шва, но увеличивают стоимость. Сочетайте вес покрытия с покрытием лаком и химическим составом продукта, чтобы оптимизировать защиту.
Какая обработка поверхности является идеальной в спецификациях материала жести для производства аэрозольных баллончиков?
Яркое покрытие обеспечивает высококачественную графику, но требует более жесткого контроля сварки; матовое/каменное покрытие обеспечивает надежную фиксацию чернил и долговечность при работе с линиями общего назначения.
Совместимы ли лаки BPA-NI со спецификациями материала жести для производства аэрозольных баллонов?
Да, современные полиэфирные и другие BPA-NI-системы работают хорошо, когда графики отверждения и формирования пленки выверены. Всегда проводите испытания на погружение и клиновидный изгиб в производственных печах.
Как запросить TDS для спецификации материала "Жесть для производства аэрозольных баллонов"?
Запросите TDS с привязкой к рулону, в котором указана основная сталь, отпуск, толщина, покрытие оловом с каждой стороны, отделка, смазка и результаты испытаний. Храните его под контролем версий, чтобы избежать путаницы при проверке.
Последнее обновление: 2025-11-12
Изменения:
- Добавлена таблица решений по отделке поверхности и комментарии для воздействия на окно сварного шва.
- Расширенные этапы совместимости лаков с проверкой отверждения и адгезии.
- Включает в себя прожектор Tinsun Packaging с внутренними ссылками на профиль, продукцию и контакты.
- Уточненные диапазоны толщины/температуры и руководство по оптовой логистике.
Дата следующего пересмотра и триггеры - Пересмотр 2026-05-12, или раньше, если стандарты на аэрозоли, одобрение лака BPA-NI или волатильность рынка олова существенно изменят поставки и технологические окна.
Сотрудничайте с поставщиком, который говорит на языке аэрозолей. Предоставьте свои чертежи, целевую скорость линии и химический состав продукта в худшем случае, и Tinsun Packaging разработает программу, подкрепленную спецификацией, которая защитит ваш бренд и время работы.
Об авторе: Langfang Tinsun Packaging Materials Co., Ltd.
Компания Langfang Tinsun Packaging Materials Co., Ltd. является профессиональным производителем и поставщиком высококачественной жести, рулонов жести, TFS (сталь без олова), листов и рулонов с хромовым покрытием, печатной жести, а также различных упаковочных аксессуаров для консервной промышленности, таких как крышки для бутылок, легко открывающиеся крышки, донышки банок и другие сопутствующие компоненты.

Категория продукта
Related Post
-

Жесть с белым и золотым покрытием для контейнеров под пищевое масло
Выбор белой и золотой жести с покрытием для контейнеров с пищевым маслом - это практичный способ сбалансировать безопасность пищевых продуктов, готовый к печати брендинг и эффективность цепочки поставок. Белые внешние лаки демонстрируют четкость дизайна, а золотые внутренние покрытия защищают от воздействия насыщенной жирами среды и света. Если вы заказываете новые банки или проверяете поставщиков, поделитесь своими требованиями и целями отделки - цветом, калибром, закалкой,...
-

Технические характеристики жести T2-T4 для производства банок для корма домашних животных
Если вы упаковываете влажные или полувлажные корма для домашних животных, кратчайший путь к уменьшению количества дефектов - с первого же дня согласовать характеристики жести T2-T4 с рецептурой, ретортой и геометрией линии. Правильно подобранная температура, вес оловянного покрытия, пассивация и слой лака защитят вкус, продлят срок годности и сохранят герметичность швов при термических нагрузках. Если...
-

Электролитическая жесть для производства рыбных консервов
Если вы упаковываете тунца, сардины, скумбрию или анчоусы, то самый быстрый способ сократить количество рекламаций и увеличить срок хранения - это подобрать продукт, процесс и печать для правильной марки электролитической жести. В этом руководстве реалии цеха переведены в четкие варианты - от толщины покрытия и выбора температуры до прокладок, не содержащих BPA, и экспортной упаковки, - чтобы вы могли выбрать электролитическую жесть...
-

Решения из жести без содержания бисфенола для безопасных для пищевых продуктов зачистных концов
Если вы производите готовые к употреблению продукты, детское питание или корма для домашних животных, то переход на отслаивающиеся концы без содержания BPA уже не является чем-то необязательным - это императив доверия к бренду. В этом руководстве рассказывается о том, как определить и найти решения для производства безопасной для пищевых продуктов отслаивающейся жести без содержания BPA, начиная с электролитических покрытий и заканчивая толщиной, сертификатами и решениями по печати/лакировке. Если вы планируете новую крышку...