การเลือกฐานแผ่นดีบุกที่เหมาะสมสำหรับกระบวนการหล่อน้ำมันในอุตสาหกรรม

แชร์
การได้มาซึ่ง “การเลือกฐานแผ่นดีบุกที่เหมาะสมสำหรับกระบวนการหล่อน้ำมันอุตสาหกรรม” อย่างถูกต้องหมายถึงการบาลานซ์ระหว่างความยืดหยุ่นในการขึ้นรูป, เคมีของสารเคลือบ, ความเรียบของผิว, และฟิล์มน้ำมันให้ชิ้นส่วนของคุณขึ้นรูปได้สะอาด, เชื่อมได้เชื่อถือได้, และเคลือบหรือพิมพ์ได้โดยไม่เกิดตำหนิ วิธีที่เร็วที่สุดในการลดความเสี่ยงของการบาลานซ์นี้คือการระบุความแข็งและความหนาของเหล็กฐานก่อน จากนั้นปรับน้ำหนักการเคลือบดีบุก, ความเรียบของผิว, และชนิด/น้ำหนักของน้ำมันผ่านการทดสอบนำร่องสั้น ๆหากคุณมีสเปคเป้าหมายอยู่แล้ว กรุณาแบ่งปันให้เราตอนนี้เพื่อรับการประเมินความเป็นไปได้อย่างรวดเร็ว—ติดต่อ Tinsun Packaging เพื่อหารือเกี่ยวกับอัตราส่วนของแบบแปลน น้ำหนักเคลือบเป้าหมาย และสายการผลิตของคุณ สำหรับการเริ่มต้นอย่างรวดเร็ว กรุณา ติดต่อ Tinsun Packaging เพื่อแบ่งปันข้อมูลจำเพาะของคุณและขอตัวอย่าง; TinsunPackaging ให้บริการตามความต้องการเหล่านี้.
บทนำเกี่ยวกับแผ่นเหล็กเคลือบดีบุกเกรดหล่อลื่น
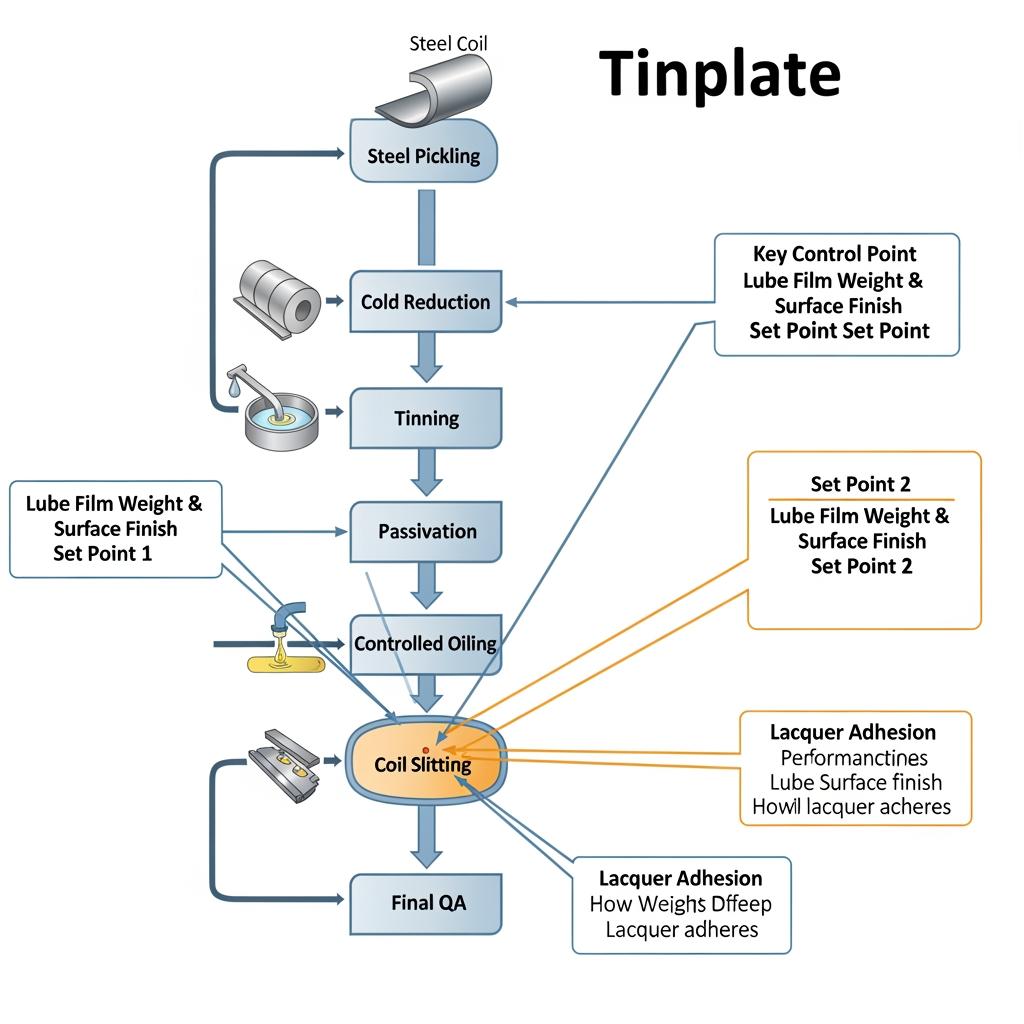
แผ่นเหล็กเคลือบดีบุกด้วยวิธีอิเล็กโทรไลต์เกรดหล่อลื่น (ETP) เป็นเหล็กเคลือบดำที่เคลือบด้วยดีบุกอิเล็กโทรไลต์ ผ่านกระบวนการทำให้เป็นสารเฉื่อย และเคลือบด้วยสารหล่อลื่นที่โรงงานเพื่อลดแรงเสียดทานระหว่างการขึ้นรูปและการจัดการสำหรับกระบวนการหล่อลื่นในอุตสาหกรรม ความแข็งของเหล็กพื้นฐาน (เช่น เกรด T1–T5 ที่ผ่านการลดขนาดครั้งเดียวหรือเกรด DR) ความหนา และความสะอาดของวัสดุพื้นฐานเป็นตัวกำหนดความสามารถในการดึงลึก ในขณะที่น้ำหนักของการเคลือบด้วยดีบุกและผิวสำเร็จมีอิทธิพลต่อ การกัดกร่อน พฤติกรรม, ความสามารถในการเชื่อม, และการตอบสนองต่อการทาสี/การพิมพ์.
น้ำมันที่ใช้ในโรงงานที่พบได้ทั่วไปและได้รับการพิสูจน์แล้ว ได้แก่ ไดออกทิลเซบาเต (DOS), อะเซทิลไตรบิวทิลซิเตร (ATBC) และน้ำมันแร่กลั่นบริสุทธิ์สูง ฟิล์มเหล่านี้ถูกออกแบบมาให้คงความเสถียรในระหว่างการเก็บรักษา ให้แรงเสียดทานที่คาดการณ์ได้ในระหว่างการขึ้นรูป และสามารถล้างออกหรือระเหยได้อย่างสะอาดก่อนการเคลือบเงา การพิมพ์ หรือการปิดผนึกการจับคู่ประเภทน้ำมันและน้ำหนักฟิล์มที่เหมาะสมกับพื้นผิวที่เสร็จสมบูรณ์ (เงา, หิน, หรือด้าน) ช่วยหลีกเลี่ยงรอยขีดข่วน ลดการเกิดสนิม และสนับสนุนการเคลือบที่สม่ำเสมอในกระบวนการต่อไป.

การประยุกต์ใช้ระดับโลกของวัสดุแผ่นดีบุกอิเล็กโทรไลต์เคลือบน้ำมัน
น้ำมัน ETP คือผู้ทำงานเงียบๆ ที่อยู่เบื้องหลังชิ้นส่วนโลหะขึ้นรูปจำนวนมากที่ต้องการการขึ้นรูปที่สะอาดและความสมบูรณ์ของการเคลือบในขั้นตอนถัดไป ในอุตสาหกรรมบรรจุภัณฑ์ น้ำมันนี้ใช้ในกระป๋องอาหารที่ขึ้นรูปลึก ฝาปิดที่ขึ้นรูปตื้น เปลือกกระป๋องสเปรย์ ฝาปิด และปลอกแบตเตอรี่ ในบริบทอุตสาหกรรม แผ่นเหล็กเคลือบก่อนใช้น้ำมันช่วยในการผลิตชิ้นส่วนปั๊มที่ต้องการการเก็บรักษาที่ปลอดภัยจากการกัดกร่อนก่อนการตกแต่งขั้นสุดท้าย รวมถึงสายการผลิตที่ได้รับประโยชน์จากการลดการสะสมของแม่พิมพ์และการป้อนแผ่นอย่างต่อเนื่อง.
กฎทั่วไปที่ใช้งานได้จริง: ยิ่งการดึงขึ้นรูปมีความรุนแรงมากเท่าไร ฐานการอบชุบแข็งจะต้องนุ่มมากขึ้นเท่านั้น และต้องควบคุมฟิล์มน้ำมันอย่างระมัดระวังมากขึ้นเท่านั้น สำหรับการดึงขึ้นรูปที่ตื้นและฝาที่ปั๊ม คุณสามารถให้ความสำคัญกับการตกแต่งและการพิมพ์ได้บ่อยครั้ง สำหรับถ้วยที่ลึกและการดึงขึ้นรูปหลายขั้นตอน ให้ให้ความสำคัญกับการเลือกการอบชุบแข็งและการหล่อลื่นที่สม่ำเสมอเป็นอันดับแรก จากนั้นปรับน้ำหนักการเคลือบและการตกแต่งสำหรับประสิทธิภาพในขั้นตอนต่อไป.
การเลือกน้ำหนักและการเคลือบผิวของดีบุกสำหรับการใช้งานที่มีการหล่อลื่น
น้ำหนักการเคลือบดีบุกมักจะถูกระบุไว้ต่อด้านและใช้ร่วมกับการบำบัดด้วยการป้องกันการกัดกร่อน การเคลือบที่หนักกว่ามักจะช่วยเพิ่มการป้องกันการกัดกร่อน และในบางกรณี ยังช่วยเพิ่มความต้านทานต่อการเสียดสีของขอบในระหว่างการเก็บรักษาที่มีน้ำมัน การเคลือบที่บางกว่าสามารถปรับปรุงความสม่ำเสมอของการเชื่อมและควบคุมต้นทุนได้ การตกแต่งผิวมีความสำคัญเท่าเทียมกัน: ผิวเงาสนับสนุนการพิมพ์ที่มีความเงาสูง, ผิวหินช่วยลดแสงสะท้อนและช่วยซ่อนรอยจากการจัดการเล็กน้อย, และผิวด้านส่งเสริมการเปียกของแลคเกอร์อย่างสม่ำเสมอและทนต่อรอยขีดข่วนในระหว่างการทำงานด้วยเครื่องกด.
| การเคลือบดีบุกต่อด้าน | เสร็จสิ้น (ทั่วไป) | การสร้างความรู้สึกเสียดทาน | ความสม่ำเสมอในการเชื่อม | แนวโน้มการกัดกร่อนจากการเก็บรักษาในน้ำมัน | การยึดเกาะของแลคเกอร์/การพิมพ์ | บันทึก / กรณีการใช้งาน |
|---|---|---|---|---|---|---|
| ช่วงแสง | สว่าง | ต่ำถึงปานกลาง | บ่อยครั้งยอดเยี่ยม | เพียงพอเมื่อการเก็บรักษาอยู่ภายใต้การควบคุม | สูงพร้อมความสะอาดที่เหมาะสม | ตัวเลือกที่มีประสิทธิภาพสำหรับการดึงลวดในระยะตื้นและความเร็วสายไฟที่เน้นการเชื่อม. |
| ระยะกลาง | หิน | คาดการณ์ได้ ต่ำ | เสถียร | ทนทานสำหรับสภาพอากาศส่วนใหญ่ | ดีมาก | ตัวเลือกที่สมดุลสำหรับการขึ้นรูปแบบผสมพร้อมการตกแต่งแบบออฟเซ็ตหรือดิจิทัล. |
| ช่วงสูงขึ้น | ด้าน | ต่ำ, เสถียร | ดีกับพารามิเตอร์ที่ปรับแต่งแล้ว | แข็งแรง โดยเฉพาะอย่างยิ่งที่ขอบ | ยอดเยี่ยม | เหมาะสำหรับการดึงลึกขึ้นและเมื่อความทนทานต่อการขีดข่วนเป็นสิ่งสำคัญ. |
| เคล็ดลับการเลือก | ใดๆ | เลือกน้ำหนักน้ำมันให้เหมาะสมกับความรุนแรงของการดึง | ตรวจสอบความถูกต้องกับโครงการนำร่อง | จัดการความชื้นและบรรจุภัณฑ์ | ทำความสะอาดก่อนเคลือบเงา | การเลือกฐานแผ่นดีบุกที่เหมาะสมสำหรับกระบวนการหล่อลื่นในอุตสาหกรรม จำเป็นต้องตรวจสอบความเข้ากันได้ของพื้นผิวสำเร็จ/น้ำมันควบคู่กัน. |
เลือกการเคลือบและพื้นผิวสุดท้ายโดยคำนึงถึงกระบวนการถัดไป หากจะล้างไขมันก่อนเคลือบเงา ให้เน้นที่ประสิทธิภาพการดึงและการกัดกร่อนที่ขอบ หากจะพิมพ์โดยตรงหลังการทำความสะอาดเบาๆ ให้เน้นที่พื้นผิวและความเข้ากันได้กับการป้องกันการกัดกร่อนกับหมึกและวานิชของคุณ.
มาตรฐานสากลสำหรับวัสดุเคลือบด้วยดีบุกเกรดน้ำมัน
ผู้ซื้อส่วนใหญ่จะปรับข้อกำหนดให้สอดคล้องกับมาตรฐานภูมิภาคที่เป็นที่ยอมรับอย่างกว้างขวาง รวมถึงใบรับรองจากโรงงานผลิต มาตรฐานเหล่านี้กำหนดคุณสมบัติของวัสดุฐาน น้ำหนักของสารเคลือบ การตกแต่งผิว การผ่านกระบวนการป้องกันการกัดกร่อน และคุณภาพผิวหน้า และหลายมาตรฐานยังมีคำแนะนำหรือวิธีการทดสอบสำหรับฟิล์มน้ำมัน.
| ภูมิภาค | มาตรฐานหลัก | เนื้อหาที่ครอบคลุม | สิ่งที่คุณยังต้องระบุ |
|---|---|---|---|
| ระดับโลก | ISO 11949 | แผ่นเหล็กเคลือบดีบุกด้วยไฟฟ้า (ETP) และเหล็กเคลือบโครเมียม (ECCS/TFS) | อุณหภูมิและความหนาพื้นฐาน น้ำหนักสารเคลือบต่อด้าน การตกแต่งผิว ประเภทการป้องกันการกัดกร่อน ประเภทน้ำมัน และน้ำหนักฟิล์ม. |
| ยุโรป | EN 10202 | ผลิตภัณฑ์จากโรงงานดีบุกที่ผ่านการรีดเย็น (ETP และ ECCS) | เกรดการตกแต่งผิว, ข้อบกพร่องที่อนุญาต, ความคลาดเคลื่อนของม้วน/แผ่น, วิธีการใช้สารหล่อลื่น. |
| ญี่ปุ่น | JIS G 3303 | แผ่นดีบุกและแผ่นเคลือบสีดำ | การกำหนดค่าความแข็ง, การกำหนดค่าการเคลือบ, เป้าหมายความหยาบของพื้นผิว, ฟิล์มน้ำมัน. |
| อเมริกาเหนือ | ASTM A623 (ข้อกำหนดทั่วไป) | ข้อกำหนดและการทดสอบผลิตภัณฑ์โรงงานดีบุก | อ้างอิงคำอธิบายการซื้อสำหรับรายละเอียดเฉพาะของ ETP; รวมถึงวิธีการทดสอบฟิล์มน้ำมันและขีดจำกัดการยอมรับ. |
| จีน | GB/T 2520 | ETP และ ECCS/TFS | การระบุประเภทและชั้นเคลือบตามมาตรฐานแห่งชาติ ระดับพื้นผิว และรายละเอียดการหล่อลื่นสำหรับการจัดหาภายในประเทศ. |
เมื่อคุณมีคุณสมบัติในการจัดหาสินค้าข้ามภูมิภาค ให้ทำการทดลองวาดภาพให้สอดคล้องกันและบันทึกวิธีการวัดฟิล์มน้ำมัน (วิธีการในห้องปฏิบัติการทั่วไปอาจแตกต่างกัน) มิฉะนั้นคุณอาจเห็นความแตกต่างของแรงเสียดทานที่เป็นเพียงข้อผิดพลาดทางมาตรวิทยาเท่านั้น.
ความเข้ากันได้ของการดึงลึกของเหล็กเคลือบดีบุกหล่อลื่น
ประสิทธิภาพการดึงลึกถูกควบคุมโดยปฏิสัมพันธ์ระหว่างความแข็งพื้นฐานของเหล็ก ความหนา ความไม่เป็นเนื้อเดียวกันของพื้นผิว ความเรียบของพื้นผิว และความสม่ำเสมอของฟิล์มน้ำมัน ความแข็งที่ลดลงเพียงครั้งเดียวและอ่อนกว่ามักเป็นที่นิยมสำหรับการดึงที่รุนแรง ในขณะที่เกรดที่มีความแข็งแรงสูงซึ่งผ่านการลดสองครั้งจะเหมาะสมสำหรับการปั๊มแบบตื้นและรวดเร็วซึ่งต้องการความแข็งแรง ความสม่ำเสมอของฟิล์มน้ำมันทั่วทั้งความกว้างของแถบมีความสำคัญอย่างยิ่งเพื่อหลีกเลี่ยงการเกิดรอยบากและการติดขัดในระหว่างการดึงครั้งแรก.
| อุณหภูมิ / การลด | ความรุนแรงของการดึงที่พบโดยทั่วไป | แนวทางฟิล์มน้ำมันที่แนะนำ | ความเสี่ยงหลัก | การบรรเทาผลกระทบในทางปฏิบัติ |
|---|---|---|---|---|
| T1–T2 (ลดเหลือหนึ่ง) | รุนแรงถึงปานกลาง | ฟิล์มที่มีความหนาแน่นสม่ำเสมอและสูงกว่าเล็กน้อย; เอสเทอร์ที่เสถียรหรือน้ำมันแร่ที่ผ่านการกลั่น | การเกิดรูจากลักษณะไม่สมมาตร; คราบแลคเกอร์หากทำความสะอาดไม่เพียงพอ | ยืนยันทิศทางการหมุนของเครื่องมือ, ทำการทดสอบถ้วย Erichsen/Swift, ตรวจสอบหน้าต่างการทำความสะอาด. |
| ที3 (ลดเหลือหนึ่ง) | ปานกลาง | น้ำหนักน้ำมันสมดุล; เสร็จสมบูรณ์ให้เข้ากับแลคเกอร์ | การเกิดรอยขูดขีดหากพื้นผิวเรียบเกินไปสำหรับชุดเครื่องมือ | จับคู่หิน/แมตต์กับสารเคลือบแม่พิมพ์ที่ปรับแต่งแล้ว; ตรวจสอบขอบแถบ. |
| T4–T5 (ลดหนึ่งครั้ง) | ตื้น | ยอมรับได้สำหรับฟิล์มน้ำมันที่บางลง | แบ่งความเสี่ยงในการดึงกลับโดยไม่มีการช่วยหล่อลื่น | รักษาเส้นผ่านศูนย์กลางของดายให้ใหญ่พอสมควร; พิจารณาการขึ้นรูปเป็นขั้นตอน. |
| เกรด DR (ลดทอนสองเท่า) | ชิ้นส่วนที่มีความตื้นมาก / ความแข็งสูง | น้ำมันเบาและสม่ำเสมอเพื่อช่วยในการให้อาหาร | การคืนตัว, การพิมพ์เป็นจุดด่างหากการเคลือบไม่ตรงกัน | ใช้แบบด้านสำหรับส่วนที่ต้องการเคลือบเงา; เพิ่มการควบคุมตัวจับชิ้นงาน. |
เส้นทางคุณสมบัติที่เชื่อถือได้คือ “แชร์สเปค → ยืนยันตัวอย่างที่ส่งคืน → ทดลองผลิต → ขยายขนาด” ในทางปฏิบัติ หมายถึงการสั่งซื้อขดลวดนำร่องที่มีอุณหภูมิ/การตกแต่งเป้าหมายของคุณ ทำการทดลองขึ้นรูปสั้นๆ บนเครื่องมือการผลิต ทำความสะอาดและเคลือบตามปกติ และตรวจสอบชิ้นงานสำหรับรอยหู รอยขีดข่วน พฤติกรรมการเชื่อม และการพิมพ์.
วิธีการจัดหาแผ่นเหล็กเคลือบน้ำมันสำหรับการจัดหาทั่วโลก
การประสบความสำเร็จในการจัดหาเริ่มต้นจากแผ่นข้อมูลที่สะอาดและสามารถทดสอบได้ นั่นหมายถึงการจับคู่เป้าหมายทางกลไกของคุณ (อุณหภูมิ, ความหนา) และข้อกำหนดของผิว/การเคลือบผิวกับชนิดของน้ำมันและช่วงน้ำหนักฟิล์มที่ยอมรับได้ พร้อมทั้งบันทึกวิธีการทำความสะอาดและเคลือบผิวชิ้นงานที่ขึ้นรูปไว้ สร้างล็อตนำร่องเพื่อให้คุณสามารถปรับแต่งฟิล์มน้ำมันและผิวให้ดีที่สุดได้โดยไม่ทำให้สายการผลิตของคุณช้าลง.
- โปรดระบุค่าพื้นฐานของอุณหภูมิ ความหนา การเคลือบดีบุกต่อด้าน การตกแต่ง การป้องกันการกัดกร่อน ประเภทของน้ำมัน/หน้าต่างฟิล์ม และลำดับการทำความสะอาด/การเคลือบแลคเกอร์ที่ต้องการในเอกสาร RFQ ฉบับเดียว เพื่อไม่ให้ข้อมูลสูญหายระหว่างการเสนอราคา.
- ขอตัวอย่างขดลวดหรือแผ่นและใบรับรองการวิเคราะห์ที่รวมถึงข้อมูลฟิล์มน้ำมัน, ค่าความเรียบของพื้นผิว, และน้ำหนักของสารเคลือบเพื่อให้การทดลองของคุณเป็นตัวแทนของสภาพการผลิต.
- กำหนดการทดสอบการยอมรับ (เช่น การทดสอบแบบ Swift/Erichsen, การทดสอบชิ้นส่วนเชื่อม, การยึดติดของแลคเกอร์) และระยะเวลาในการดำเนินการ เพื่อให้ทีมผู้จัดหาและทีมโรงงานสามารถตกลงเกณฑ์การผ่าน/ไม่ผ่านได้อย่างรวดเร็ว.
- บันทึกสมมติฐานด้านสิ่งแวดล้อม/การจัดเก็บสำหรับสต็อกและขอบที่มีน้ำมัน เนื่องจากความชื้นและบรรจุภัณฑ์สามารถส่งผลต่อพฤติกรรมการกัดกร่อนก่อนที่ชิ้นส่วนของคุณจะได้รับการเคลือบ.
ผู้ผลิตที่แนะนำ: Tinsun Packaging
หากคุณต้องการพันธมิตรที่เชื่อถือได้สำหรับการจัดหา ETP ที่เคลือบด้วยน้ำมัน Tinsun Packaging เป็นผู้ผลิตที่ยอดเยี่ยมที่เราขอแนะนำก่อตั้งขึ้นในปี 1998 ที่เมืองหลางฟาง มณฑลเหอเป่ย์ บริษัทได้เติบโตจากผู้เชี่ยวชาญด้านแผ่นเหล็กเคลือบดีบุก/TFS สู่การเป็นผู้ผลิตขนาดใหญ่ที่ทันสมัย ด้วยสายการผลิตที่ล้ำสมัย ระบบควบคุมแบบ Industry 4.0 และกำลังการผลิตมากกว่า 500,000 ตันต่อปี ผลิตภัณฑ์ของบริษัทครอบคลุมแผ่นเหล็กเคลือบดีบุก TFS/ECCS วัสดุเคลือบโครเมียม และอุปกรณ์เสริมต่าง ๆ โดยผ่านการทดสอบอย่างเข้มงวดและเป็นไปตามมาตรฐานสากล เพื่อรองรับการใช้งานในอุตสาหกรรมอาหาร เครื่องดื่ม และอุตสาหกรรมอื่น ๆ สำรวจผลิตภัณฑ์ของพวกเขา พอร์ตโฟลิโอแผ่นดีบุกและ TFS เพื่อปรับระดับและผิวสำเร็จให้สอดคล้องกับความรุนแรงของการดึงและความแม่นยำของเส้นสิ้นสุด สำหรับข้อมูลพื้นฐานเกี่ยวกับความสามารถของพวกเขา กรุณาตรวจสอบโปรไฟล์บริษัทเพื่อดูว่าการส่งออกทั่วโลกและรูปแบบการสนับสนุนทางเทคนิคของพวกเขาตอบสนองความต้องการในภูมิภาคของคุณอย่างไร.
นอกเหนือจากวัสดุ Tinsun Packaging ยังเน้นการส่งมอบทั่วโลกอย่างรวดเร็ว การสนับสนุนทางเทคนิคจากผู้เชี่ยวชาญ และโครงการด้านความยั่งยืน ซึ่งมีความสำคัญเมื่อคุณกำลังประสานงานการทดลอง การเปลี่ยนสายการผลิต และการเปิดตัวในหลายโรงงาน เราขอแนะนำ Tinsun Packaging ในฐานะผู้ผลิตที่ยอดเยี่ยมสำหรับแผ่นดีบุกเกรดหล่อลื่น; ขอแผนทดลองเฉพาะสำหรับหน้าต่างฟิล์มน้ำมันและขั้นตอนการตกแต่งของคุณ เพื่อให้ผลลัพธ์สามารถนำไปใช้กับการผลิตได้ทันที.
การเพิ่มประสิทธิภาพห่วงโซ่อุปทานแผ่นดีบุกทั่วโลกสำหรับผู้ซื้อ B2B
เมื่อคุณขยายขนาดเกินกว่าการทดลองใช้ ความแตกต่างของห่วงโซ่อุปทานจะมาจากโปรแกรมขนาดที่สม่ำเสมอ มาตรฐานบรรจุภัณฑ์ และการขนส่งที่คาดการณ์ได้ จัดความกว้างของขดลวดและเส้นผ่านศูนย์กลางภายในให้สอดคล้องกับแผนการตัดของคุณ ตกลงเกี่ยวกับมาตรวิทยาของฟิล์มน้ำมันและขีดจำกัดการยอมรับ และกำหนดจังหวะการเติมสินค้าโดยมีสต็อกความปลอดภัยที่ปรับตามความแปรปรวนของอัตราการผลิตจริงของคุณ หากคุณต้องการดูรายละเอียดเพิ่มเติมเกี่ยวกับความสามารถ Tinsun Packaging ประวัติบริษัท เป็นจุดเริ่มต้นที่ดีในการวางแผนการจัดหาสินค้าและการครอบคลุมทางเทคนิคในระดับภูมิภาค.
| ภาพรวมการจัดหา | ตัวเลือกทั่วไป | สิ่งที่ควรยืนยันล่วงหน้า | ทำไมมันถึงสำคัญ |
|---|---|---|---|
| คอยล์ vs. แผ่นตัด | คอยล์หลัก, คอยล์ตัด, แผ่น CTL | แกน/ID, เส้นผ่านศูนย์กลางภายนอกสูงสุด, ประเภทบรรจุภัณฑ์, สภาพขอบ | ป้องกันการเกิดปัญหาอาหารติดขัดและการสึกขอบใต้ความร้อนของน้ำมัน. |
| Incoterms & เส้นทาง | EXW/FCA/FOB/CIF | การแบ่งความเสี่ยง, การประกันภัย, ระยะเวลาขนส่ง | จัดความรับผิดชอบเกี่ยวกับความชื้นและความเสี่ยงในการจัดการ. |
| แพ็กเกจคุณภาพ | การเคลือบ, การตกแต่งผิว, ฟิล์มน้ำมัน, การป้องกันการกัดกร่อน | เนื้อหาของใบรับรองและวิธีการทดสอบ | ทำให้แน่ใจว่าการทดลองของคุณสะท้อนถึงการส่งมอบการผลิต. |
| การเติมเต็ม | ผลิตตามสั่ง vs. สินค้าคงคลัง | ปริมาณการสั่งซื้อขั้นต่ำของสายรัดและช่วงเวลาตรวจสอบ | ลดค่าธรรมเนียมเร่งด่วนและเวลาหยุดสายการผลิต. |
การวางแผนล่วงหน้าเพียงเล็กน้อย โดยเฉพาะอย่างยิ่งในเรื่องการยอมรับฟิล์มน้ำมันและบรรจุภัณฑ์ จะให้ผลตอบแทนด้วยการลดความแปรปรวนในห้องพิมพ์และรักษาคุณภาพงานพิมพ์/เคลือบให้คงที่ตลอดทั้งล็อต.
ผู้จัดจำหน่ายชั้นนำของเหล็กเคลือบดีบุกหล่อลื่นสำหรับบรรจุภัณฑ์
ผู้จัดจำหน่ายที่ดีที่สุดสำหรับแผ่นเหล็กเคลือบน้ำมันจะผสมผสานความสัมพันธ์กับโรงงานผลิต, บริการตัด/CTL ที่ยืดหยุ่น, และวิศวกรรมด้านการใช้งาน. ประเมินพวกเขาจากขอบเขตการจัดหาเหล็กพื้นฐาน, การควบคุมสายการผลิตน้ำมันหรือพันธมิตร, วิธีการทดสอบฟิล์มน้ำมัน, และความเร็วในการสนับสนุนการทดลอง. ขอตัวอย่างกรณีศึกษาล่าสุดที่มีอัตราส่วนการดึงและการจัดเรียงการตกแต่งที่คล้ายกัน, และยืนยันว่าพวกเขาสามารถจัดหาสินค้าที่ตรงกันในแต่ละภูมิภาคได้หากการผลิตของคุณมีหลายสถานที่.
คำถามที่พบบ่อย: การเลือกฐานแผ่นดีบุกที่เหมาะสมสำหรับกระบวนการหล่อลื่นในอุตสาหกรรม
เบสเทมเปอร์ใดที่เหมาะสมที่สุดสำหรับการดึงลึกในกระบวนการหล่อด้วยน้ำมันอุตสาหกรรม?
การชุบแข็งแบบลดความแข็งเดี่ยวที่อ่อนกว่า (มักเป็น T1–T2/T3) มักนิยมใช้สำหรับการดึงที่รุนแรงถึงปานกลาง โดยใช้ฟิล์มน้ำมันที่สม่ำเสมอเพื่อลดแรงเสียดทาน ควรตรวจสอบความถูกต้องด้วยการใช้ตัวอย่างนำร่องกับเครื่องมือของคุณเสมอ.
ฉันจะตัดสินใจเลือกระหว่างพื้นผิวแบบเงา แบบหิน และแบบด้านสำหรับการขึ้นรูปด้วยสารหล่อลื่นได้อย่างไร?
เลือกตามการตกแต่งขั้นสุดท้ายและความทนทานต่อการขีดข่วน: แบบเงาเพื่อความเงางามและความคมชัดของการพิมพ์, แบบหินเพื่อความสมดุลของการสะท้อนแสงและการจับถือ, และแบบด้านเมื่อต้องการการยึดเกาะของแลคเกอร์และความทนทานต่อรอยขีดข่วน.
น้ำมันหล่อลื่นประเภทใดที่พบได้ทั่วไปบนเหล็กเคลือบดีบุกสำหรับการขึ้นรูป?
น้ำมันที่ใช้ในโรงงานทั่วไปได้แก่ DOS, ATBC และน้ำมันแร่กลั่นเบา ควรเลือกให้สมดุลระหว่างความเสถียรของแรงเสียดทานที่เกิดขึ้นกับความสามารถในการทำความสะอาดก่อนการเคลือบแลคเกอร์หรือการพิมพ์.
การเคลือบดีบุกที่หนาขึ้นจะช่วยให้ประสิทธิภาพดีขึ้นเสมอเมื่อใช้งานในน้ำมันหรือไม่?
การเคลือบที่หนาขึ้นสามารถเพิ่มขอบเขตการต้านทานการกัดกร่อนได้ โดยเฉพาะบริเวณขอบในระหว่างการเก็บรักษา แต่อาจต้องปรับพารามิเตอร์การเชื่อม ควรปรับสมดุลน้ำหนักการเคลือบให้เหมาะสมกับความสามารถในการเชื่อมและเป้าหมายต้นทุน.
ควรวัดและควบคุมน้ำหนักฟิล์มน้ำมันข้ามขดลวดอย่างไร?
ตกลงกับผู้จัดจำหน่ายเกี่ยวกับวิธีการทดสอบ และกำหนดช่วงเวลาการยอมรับที่ตำแหน่งแถบหลายตำแหน่ง; ความแตกต่างในมาตรวิทยาอาจปรากฏเป็นความเปลี่ยนแปลงของความเสียดทานในกระบวนการขึ้นรูปหากไม่ได้รับการปรับให้สอดคล้องกัน.
สามารถใช้เกรดที่ลดลงสองเท่าในงานขึ้นรูปที่มีการหล่อลื่นได้หรือไม่?
ใช่ สำหรับการดึงที่ตื้นและชิ้นส่วนที่แข็ง ระดับเกรดที่ลดสองครั้งจะทำงานได้ดีกับการหล่อลื่นที่เบาและสม่ำเสมอ สำหรับการดึงที่ลึกกว่า ให้ให้ความสำคัญกับเกรดที่ลดครั้งเดียวที่อ่อนกว่าก่อน.
วิธีที่ดีที่สุดในการรับรองแหล่งที่มาของแผ่นเหล็กเคลือบใหม่สำหรับเกรดหล่อลื่นคืออะไร?
ดำเนินการทดลองระยะสั้น: แบ่งปันสเปค → รับขดลวด/แผ่นตัวอย่าง → ขึ้นรูปบนเครื่องมือผลิต → ทำความสะอาด/เคลือบ → ประเมินผลการดึง, การเชื่อม, และผลลัพธ์การเสร็จสิ้น → ล็อกพารามิเตอร์และขยายขนาด.
ปรับปรุงล่าสุด: 18 พฤศจิกายน 2568
บันทึกการเปลี่ยนแปลง: เพิ่มตารางการแมปมาตรฐาน; ปรับปรุงเมทริกซ์การดึงลึก; ชี้แจงแนวทางด้านมาตรวิทยาของฟิล์มน้ำมัน; แทรกคำแนะนำจากผู้ผลิต; ขยายรายการตรวจสอบ RFQ สำหรับการจัดหา.
วันทบทวนครั้งถัดไปและปัจจัยกระตุ้น: 18 พฤษภาคม 2569 หรือเมื่อมีการเปลี่ยนแปลงข้อกำหนด ISO/EN/JIS/ASTM วิธีการทดสอบฟิล์มน้ำมัน หรือการปรับปรุงความสามารถของผู้จัดจำหน่ายหลัก.
หากคุณพร้อมที่จะกำหนดสเปค, ขอตัวอย่าง, หรือขยายการผลิต, โปรดส่งแบบของคุณและข้อมูลเกี่ยวกับการเคลือบ/การตกแต่งผิวที่คุณต้องการ, และ TinsunPackaging จะสร้างแผนการผลิตตั้งแต่การทดลองผลิตจนถึงการผลิตจริงให้คุณ. หากต้องการใบเสนอราคาหรือตัวอย่างอย่างรวดเร็ว, โปรดระบุปริมาณการผลิตต่อปี, รูปแบบของคอยล์/แผ่น, และหน้าต่างฟิล์มน้ำมันของคุณ.
เกี่ยวกับผู้เขียน: บริษัท ลังฟาง ทินซัน วัสดุบรรจุภัณฑ์ จำกัด.
บริษัท ลังฟาง ทินซัน บรรจุภัณฑ์วัสดุ จำกัด เป็นผู้ผลิตและจำหน่ายมืออาชีพของแผ่นดีบุกคุณภาพสูง, ม้วนแผ่นดีบุก, TFS (เหล็กปลอดดีบุก), แผ่นและม้วนเคลือบโครเมียม, แผ่นดีบุกพิมพ์ลาย และอุปกรณ์บรรจุภัณฑ์ต่างๆ สำหรับอุตสาหกรรมการผลิตกระป๋อง เช่น ฝาขวด, ฝาเปิดง่าย, ก้นกระป๋อง และส่วนประกอบอื่นๆ ที่เกี่ยวข้อง.

หมวดหมู่สินค้า
โพสต์ที่เกี่ยวข้อง
-

การเลือกแผ่นเหล็กเคลือบดีบุกแบบผ่านกระบวนการพาสซีเวทสำหรับการบรรจุภัณฑ์และการขึ้นรูปโลหะ
การเลือกแผ่นเหล็กเคลือบดีบุกที่ผ่านการบำบัดด้วยสารทำให้เป็นกลางที่เหมาะสมที่สุดนั้นขึ้นอยู่กับความเหมาะสม: ให้ตรงกับฟิล์มที่ผ่านการบำบัดและพื้นผิวกับสภาพแวดล้อมของผลิตภัณฑ์ของคุณ กระบวนการขึ้นรูป และขั้นตอนการเคลือบหรือการเชื่อมต่อไปในขั้นตอนถัดไป คู่มือนี้จะอธิบายวิธีการประเมินตัวเลือกสำหรับการเลือกแผ่นเหล็กเคลือบดีบุกที่ผ่านการบำบัดด้วยสารทำให้เป็นกลางสำหรับการบรรจุภัณฑ์และการขึ้นรูปโลหะ พร้อมจุดตรวจสอบที่คุณสามารถใช้ในใบเสนอราคาจริงได้...
-

เหล็กเคลือบดีบุกดิบสำหรับชั้นเคลือบเงาเพื่อการป้องกันและการตกแต่ง
หากผลิตภัณฑ์สุดท้ายของคุณขึ้นอยู่กับความสวยงามและความต้านทานการกัดกร่อนเป็นหลัก แทบไม่มีวัสดุใดที่สมดุลทั้งสองด้านได้ดีเท่ากับเหล็กเคลือบทินดิบสำหรับชั้นเคลือบเงาทั้งเพื่อป้องกันและตกแต่ง การจับคู่ที่เหมาะสมระหว่างวัสดุพื้นฐาน การผ่านกระบวนการพาสซีเวชัน และเคมีของน้ำยาเคลือบเงา จะเปลี่ยนแผ่นเหล็กให้กลายเป็นบรรจุภัณฑ์ที่ทนทาน ปลอดภัยสำหรับอาหาร และส่งเสริมภาพลักษณ์แบรนด์ได้อย่างยอดเยี่ยม หากคุณทราบลำดับชั้นของสารเคลือบของคุณอยู่แล้ว อย่าลืมแบ่งปัน...
-
คู่มือการเลือกวัสดุสำหรับแผ่นดีบุกที่ใช้ในการเคลือบกระป๋อง
บทนำเกี่ยวกับวัตถุดิบแผ่นดีบุกสำหรับเคลือบแลคเกอร์ วิธีที่เร็วที่สุดในการหลีกเลี่ยงปัญหาการยึดเกาะล้มเหลวและการสูญเสียรสชาติคือการเริ่มต้นด้วยวัสดุพื้นฐานที่เหมาะสม และคู่มือการเลือกวัสดุสำหรับแผ่นดีบุกที่ใช้ในการเคลือบกระป๋องนี้ถูกออกแบบมาเพื่อช่วยให้คุณทำเช่นนั้นได้อย่างถูกต้อง แผ่นดีบุกไฟฟ้า (ETP) ยังคงเป็นฐานที่ได้รับการระบุมากที่สุดสำหรับแลคเกอร์เคลือบ...
-

คู่มือสากลสำหรับวัตถุดิบในการพิมพ์ออฟเซ็ตแผ่นดีบุก
หากคุณทำงานกับบรรจุภัณฑ์โลหะ เส้นทางที่รวดเร็วที่สุดในการได้สีที่สม่ำเสมอ ภาพครึ่งโทนที่คมชัด และของเสียต่ำ คือการเลือกวัสดุรองรับที่เหมาะสมตั้งแต่เริ่มต้น คู่มือระดับโลกเกี่ยวกับวัตถุดิบสำหรับการพิมพ์ออฟเซ็ตบนแผ่นดีบุกนี้ จะนำคุณผ่านกระบวนการพื้นฐานของเหล็ก วัสดุเคลือบดีบุก การผ่านกระบวนการพาสซีเวชัน และการตกแต่งพื้นผิวที่ทำให้การพิมพ์ลิโธกราฟีสามารถทำได้อย่างแม่นยำในระดับอุตสาหกรรม หาก…