การเลือกเกรดแผ่นดีบุกที่เหมาะสมสำหรับการขึ้นรูปและการดึงลึก

แชร์
การเลือกเกรดแผ่นดีบุกที่เหมาะสมสำหรับการดึงลึกและการขึ้นรูป ขึ้นอยู่กับการสร้างสมดุลระหว่างความสามารถในการขึ้นรูป ความแข็งแรง, การกัดกร่อน การป้องกันและพื้นผิวที่เรียบเนียนเพื่อให้ชิ้นส่วนดึงออกมาได้อย่างสะอาด คงรูป และผ่านกระบวนการถัดไป เช่น การประกบ การเชื่อม และการเคลือบ ในคู่มือนี้ คุณจะได้เรียนรู้ว่าเกรด ความแข็ง การเคลือบ และมาตรฐานต่างๆ แปลเป็นประสิทธิภาพการดึงลึกในโลกจริงได้อย่างไร—และวิธีระบุขดลวดที่ใช้งานได้ถูกต้องตั้งแต่ครั้งแรกหากคุณกำลังพิจารณาภาชนะหรือเครื่องมือถ่ายโอนแบบดึงลึกใหม่ โปรดแบ่งปันข้อมูลจำเพาะเป้าหมายของคุณเพื่อรับคำแนะนำที่เป็นประโยชน์และใบเสนอราคา Tinsun Packaging ให้บริการตามความต้องการเหล่านี้ พร้อมตัวอย่างที่รวดเร็วผ่านผลิตภัณฑ์แผ่นดีบุกในพอร์ตโฟลิโอของพวกเขา และวิธีการติดต่อทีมที่ง่ายดาย.
สำรวจกลุ่มผลิตภัณฑ์แผ่นดีบุก หรือ ติดต่อทีมงาน เพื่อขอเกรด, การเคลือบ, และขดลวดทดลองที่ปรับแต่งตามแบบของคุณ.
• ภาพรวมของวัสดุแผ่นดีบุกดิบสำหรับการใช้งานการดึงลึก
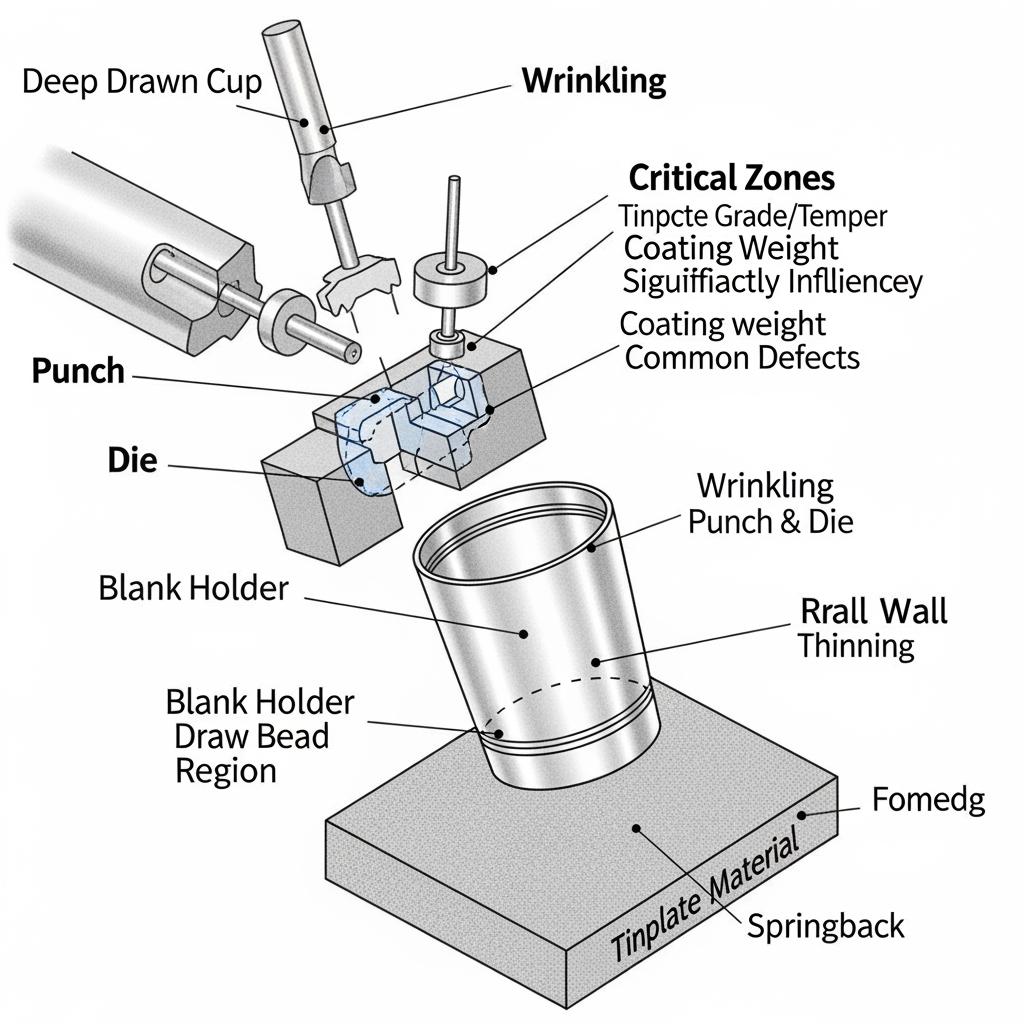
สำหรับการขึ้นรูปแบบดึงลึก โดยทั่วไปคุณจะใช้แผ่นเหล็กเคลือบดีบุกแบบอิเล็กโทรไลต์ (ETP) หรือในบางกรณีอาจใช้เหล็กปลอดดีบุก (TFS/ECTFS)เหล็กพื้นฐาน, ความแข็งของมัน, และชั้นของตะกั่วทำงานร่วมกันเพื่อกำหนดความสามารถในการดึงและความสมบูรณ์ของผิว. เหล็กที่ผ่านการลดครั้งเดียว (SR) ในความแข็งที่นุ่มกว่าให้ค่าการยืดตัวและค่า r ที่สูงขึ้นสำหรับการขึ้นรูป; เหล็กที่ผ่านการลดสองครั้ง (DR) ให้ความแข็งแรงที่สูงขึ้นที่ความหนาบางกว่า แต่ต้องการการควบคุมกระบวนการที่เข้มงวดขึ้นเพื่อป้องกันการฉีกขาด.
การเลือกความแข็งที่เหมาะสมสำหรับการดึง (มักคล้ายกับ T1–T3 ในภาษาทั่วไป) จะถูกเลือกใช้สำหรับถ้วย ปลาย และเปลือกที่ต้องการการเปลี่ยนรูปพลาสติกอย่างเพียงพอโดยไม่เกิดผิวส้มหรือรอยแตกที่ขอบ วัสดุ DR8/DR9 เหมาะอย่างยิ่งสำหรับตัวถังที่บางแต่แข็งแรง แต่จะไม่สามารถให้อภัยข้อผิดพลาดได้หากการตั้งค่าเครื่องมือ การหล่อลื่น และระยะห่างไม่เหมาะสมในการดึงครั้งแรกพื้นผิวสำเร็จ—เงา, หยาบ, ด้าน—ส่งผลต่อแรงเสียดทานและการยึดเกาะของแลคเกอร์; การผ่านกระบวนการพาสซิเวชันและการทาน้ำมันมีผลต่อความต้านทานการสึกหรอและการเปียกของวานิชในขั้นตอนถัดไป.
น้ำหนักของสารเคลือบมีความสำคัญเทียบเท่ากับเหล็กฐาน สารเคลือบดีบุกที่มีน้ำหนักมากสามารถเพิ่มขอบเขตการต้านทานการกัดกร่อนในกรณีที่มีการเติมเนื้อเหล็กอย่างหนักหรือการทดสอบด้วยละอองเกลือ ในขณะที่สารเคลือบที่มีน้ำหนักเบาเมื่อใช้ร่วมกับแล็กเกอร์ประสิทธิภาพสูงจะช่วยลดต้นทุนและการดูดซึมดีบุกได้ การเลือกที่เหมาะสมขึ้นอยู่กับประเภทของผลิตภัณฑ์ เป้าหมายอายุการเก็บรักษา และจำนวนขั้นตอนการผลิต (การดึง การดึงซ้ำ การรีดผนัง) ที่ชิ้นงานของคุณต้องการ.

• ชนิดของเหล็กเคลือบดีบุกสำหรับการเปรียบเทียบประสิทธิภาพการดึงลึก
การเลือกเกรดจะง่ายขึ้นเมื่อคุณแปลภาษาโลหะวิทยาเป็นพฤติกรรมในการขึ้นรูป ตารางด้านล่างสรุปพฤติกรรมของกลุ่มความแข็งทั่วไปในกระบวนการดึงลึก และจุดเด่นของพวกเขา.
| เกรด/กลุ่มอุณหภูมิ | พฤติกรรมทั่วไปในการจับฉลากครั้งแรก | สมดุลระหว่างความแข็งแรงกับการยืดตัว | กรณีการใช้งานทั่วไป | เหมาะสำหรับงาน “การเลือกเกรดแผ่นเหล็กดีบุกที่เหมาะสมสำหรับการขึ้นรูปและการดึงลึก” |
|---|---|---|---|---|
| SR T1–T2 (นุ่มกว่า) | การไหลลื่น ความเสี่ยงต่อการฉีกขาดต่ำ ให้อภัยในการตั้งค่า | การยืดตัวสูงขึ้น, การยืดตัวต่ำลง | ถ้วยตื้นถึงปานกลาง, ปลาย, ปิดแบบหมุน | สูง |
| SR T3 (ขนาดกลาง) | มีความสามารถในการขึ้นรูปได้ดี พร้อมคงรูปทรงได้ดียิ่งขึ้น | สมดุล | ถ้วยที่มีความลึกปานกลาง, ส่วนประกอบที่ต้องการความแข็งแรงหลังการขึ้นรูป | สูง |
| SR T4–T5 (ยากขึ้น) | ผนังที่แข็งแรงขึ้นแต่มีความเสี่ยงสูงขึ้นหากถอนเงินเกิน | ผลผลิตสูงขึ้น การยืดตัวต่ำลง | ฝา, แผงที่สร้างขึ้นพร้อมการดึงจำกัด | ระดับกลาง |
| DR7–DR8 (ลดทอนสองเท่า) | ต้องการการหล่อลื่นที่แม่นยำและรัศมีโค้งที่ดีเยี่ยม; เหมาะสำหรับงานที่มีขนาดบางเป็นพิเศษ | ความแข็งแรงสูงที่ความหนาต่ำ | โครงสร้างน้ำหนักเบา, DRD/D&I ที่มีการควบคุมการบางลง | ระดับปานกลาง (ไวต่อกระบวนการ) |
| DR9 ขึ้นไป | ความแข็งสูงสุด; การยืดตัวจำกัด | ความแข็งแรงสูงมาก, ความยืดหยุ่นต่ำ | ส่วนที่ไม่เน้นการวาดภาพ | ต่ำสำหรับการดึงที่รุนแรง |
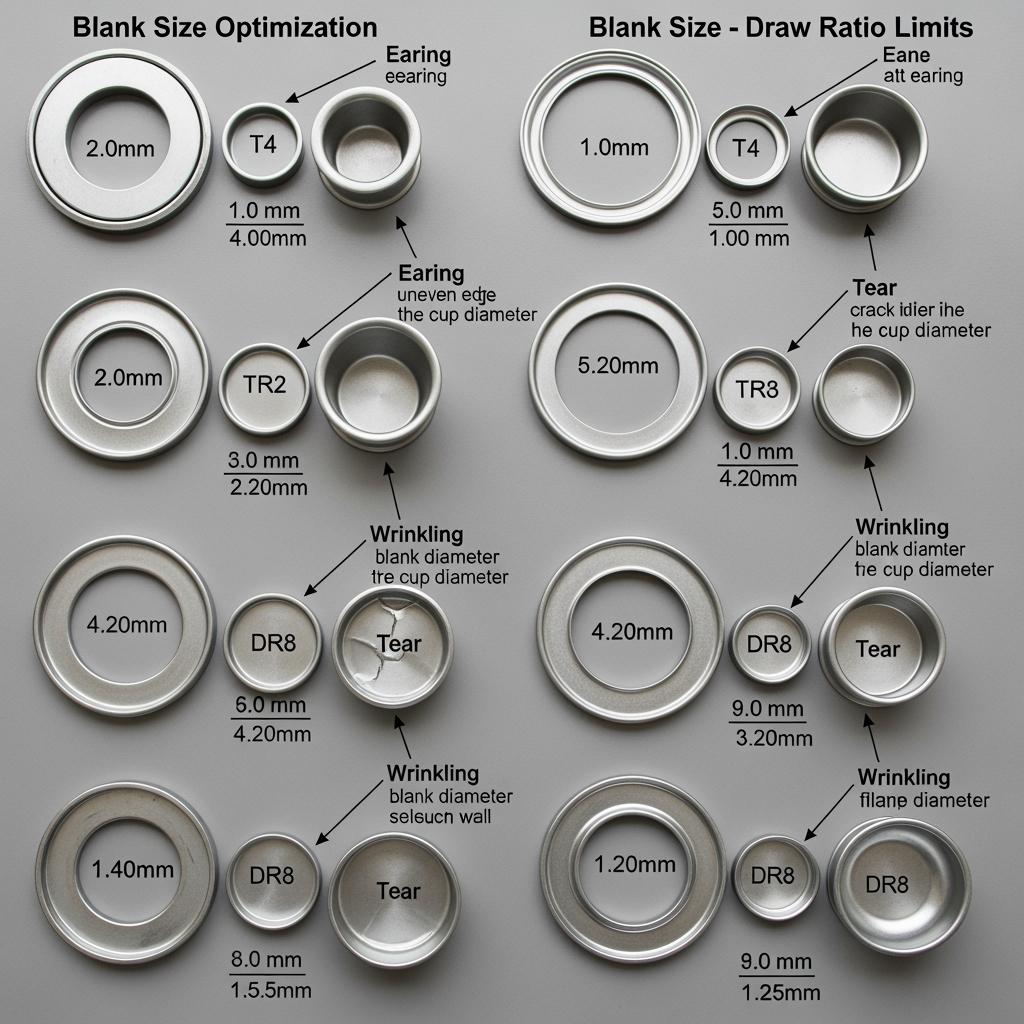
สำหรับการผลิตชิ้นงานต้นแบบครั้งแรกส่วนใหญ่ ให้เริ่มต้นด้วยเกรดที่อ่อนที่สุดที่ยังคงตอบสนองเป้าหมายความแข็งหลังการขึ้นรูป จากนั้นค่อยๆ เพิ่มเกรดขึ้นเฉพาะเมื่อพบการโก่งตัวของผนังหรือความกลมผิดปกติเท่านั้น หากชิ้นงานปัจจุบันของคุณแสดงการเกิดขอบนูน ให้ปรับพื้นผิวของวัตถุดิบ ความทนทานต่อความหนา และการวางตำแหน่งของชิ้นงานเปล่าก่อนที่จะเปลี่ยนระดับการอบชุบแข็ง ความกลมของเครื่องมือและแรงกดของเส้นรอบวงมักช่วยปรับปรุงประสิทธิภาพได้มากขึ้นในต้นทุนที่ต่ำกว่า.
กฎเกณฑ์ที่ใช้ได้จริงสำหรับโครงการใหม่:
- เริ่มต้นด้วย SR T2–T3 ที่ความหนาสูงสุดที่ยอมรับได้ ตรวจสอบความสำเร็จของการดึงในขั้นตอนแรก จากนั้นค่อยๆ ทำให้บางลงหรือแข็งขึ้นในขณะที่ตรวจสอบการปฏิเสธและเปอร์เซ็นต์การเกิดรู.
• ความเข้ากันได้ของการขึ้นรูปดึงลึกสำหรับผลิตภัณฑ์จากโรงงานดีบุกสำหรับการบรรจุภัณฑ์
ETP ยังคงเป็นมาตรฐานเริ่มต้นสำหรับบรรจุภัณฑ์อาหารและบรรจุภัณฑ์ทั่วไป เนื่องจากดีบุกช่วยปกป้องทั้งเหล็กและผลิตภัณฑ์ อีกทั้งยังยึดติดได้ดีกับสารเคมีที่ใช้ในการเชื่อมและประกบTFS (เหล็กเคลือบโครเมียมแบบอิเล็กโทรไลต์) สามารถเป็นทางเลือกที่คุ้มค่าสำหรับระบบเคลือบอีนาเมลบางประเภทและปลายเปิดที่เปิดง่าย อย่างไรก็ตาม การขาดสารตะกั่วในพื้นผิวส่งผลต่อความสามารถในการบัดกรีและวัสดุซีลรอยต่อแบบดั้งเดิมบางชนิด เมื่อทำการปั๊มขึ้นรูปลึก ทั้ง ETP และ TFS ต้องอาศัยฟิล์มน้ำมันที่สม่ำเสมอ ขอบชิ้นงานที่สะอาด และความแข็งแรงของจุดไหลตัวที่คงที่ เพื่อหลีกเลี่ยงการเกิดรอยขีดข่วนและการแตกร้าว.
สารเคลือบมีปฏิสัมพันธ์กับระบบแลคเกอร์และวัสดุเติมเต็ม สารเคลือบแบบบางร่วมกับแลคเกอร์ภายในที่แข็งแรงให้ประสิทธิภาพที่ดีสำหรับการเติมน้ำหรือกรดอ่อน ในขณะที่น้ำหนักดีบุกที่สูงขึ้นให้การป้องกันเพิ่มเติมในสภาพแวดล้อมที่มีอายุการเก็บรักษานานหรือมีคลอไรด์สูง สำหรับการดึงหลายขั้นตอน (DRD, D&I) การจัดเรียงเกรนที่เสถียรและการมีสิ่งเจือปนต่ำในเหล็กพื้นฐานช่วยลดความเสี่ยงของการเกิดรูพรุนและรูเข็ม.
| ระบบการเคลือบ | ช่วงน้ำหนักเคลือบทั่วไป | ความเข้ากันได้ของแลคเกอร์ | ข้อควรพิจารณาในการเชื่อม/รอยต่อ | หมายเหตุสำหรับการขึ้นรูปด้วยการดึงลึก |
|---|---|---|---|---|
| ETP (ดีบุก) | บางถึงปานกลาง (เช่น 2.8/2.8 ถึง 5.6/5.6 ขึ้นอยู่กับการใช้งาน) | กลุ่มผลิตภัณฑ์น้ำยาเคลือบเงาที่ปลอดภัยสำหรับอาหารที่หลากหลาย | การเชื่อมประสานที่ดี; การยึดเกาะของวัสดุปิดรอยต่อที่พิสูจน์แล้ว | เชื่อถือได้สำหรับการดึงลึกทั่วไปและการดึงลึกแบบ DRD เมื่อใช้ร่วมกับน้ำมันที่เหมาะสม |
| TFS/ECTFS (โครม/ออกไซด์ของโครม) | ชั้นโครเมียม/ออกไซด์ของโครเมียมที่บางมาก | ยอดเยี่ยมสำหรับระบบเคลือบฟันหลากหลายประเภท | ไม่สามารถบัดกรีได้; สารเคมีที่ใช้ในการเชื่อมต่อต้องเข้ากันได้ | สามารถลดแรงเสียดทานได้; ตรวจสอบให้แน่ใจว่าชั้นแลคเกอร์ไม่เกิดรอยแตกร้าวขนาดเล็กเมื่อทำการวาดใหม่ |
| ETP + การป้องกันการกัดกร่อนแบบพิเศษ | ปรับให้เหมาะสม | ปรับปรุงการเปียกของวานิชและทนต่อคราบซัลไฟด์ | เป็นกลางต่อการเชื่อม; ตรวจสอบคราบตกค้างหลังการล้าง | เหมาะสำหรับกรณีที่ต้องการคุณภาพการพิมพ์ลายตกแต่งอย่างสูง |
การเปรียบเทียบนี้เน้นย้ำถึงความจำเป็นในการออกแบบเกรด, การเคลือบผิว, และน้ำยาเคลือบเงาไปพร้อมกัน ในชิ้นงานต้นแบบ ให้ทดสอบน้ำมันสองประเภทและการป้องกันการกัดกร่อนสองแบบ; หนึ่งมักจะให้ผลลัพธ์ที่เห็นได้ชัดในการลดการเกิดสนิมและการกัดกร่อนในเครื่องมือของคุณ.
• มาตรฐานสากลสำหรับแผ่นเหล็กเคลือบดีบุกที่ใช้ในการผลิตด้วยการดึงลึก
เมื่อคุณสั่งซื้อ โปรดระบุตามมาตรฐานที่เป็นที่ยอมรับ เพื่อให้ทุกฝ่ายใช้ภาษาเดียวกันเกี่ยวกับโลหะฐาน การเคลือบ และการตรวจสอบ อ้างอิงทั่วไปได้แก่ ASTM สำหรับข้อกำหนดทั่วไป มาตรฐานยุโรป EN และมาตรฐาน JIS ของญี่ปุ่น แม้ว่าความเทียบเท่าที่แน่นอนจะแตกต่างกัน แต่การจับคู่นี้จะช่วยในระหว่างการสนทนาทางเทคนิคและการรับรองข้ามมาตรฐาน.
| ภูมิภาค/มาตรฐาน (ทั่วไป) | ไฮไลท์ขอบเขต | กลุ่มอุณหภูมิโดยประมาณสำหรับการวาด | วิธีการทดสอบที่สำคัญที่ควรทราบ |
|---|---|---|---|
| ASTM (เช่น ข้อกำหนดทั่วไปสำหรับแผ่นเหล็กเคลือบดีบุก) | ขีดจำกัดทางเคมี/กลไก, การทดสอบการเคลือบ, การตกแต่งผิว และน้ำมัน | การกำหนดตัวอักษร T ที่ใช้กันทั่วไปในทางไม่เป็นทางการ (T1–T5), หมวดหมู่ DR | การดึง, การยืด, มวลของสารเคลือบ, การงอ, การตรวจสอบพื้นผิว |
| EN (เช่น EN 10202 แผ่นเหล็กเคลือบดีบุกด้วยวิธีอิเล็กโทรไลต์) | เงื่อนไขการจัดส่ง, ระดับความแข็ง, การตกแต่งผิว | การกำหนดค่าจะเชื่อมโยงกับ SR/DR พร้อมระดับความทนทานเป็นตัวเลข | การดึง/การยืด, คำแนะนำเกี่ยวกับเปอร์เซ็นต์การเกิดหู, ความคลาดเคลื่อนของขนาด |
| JIS (เช่น JIS G 3303) | ขนาดของแผ่นดีบุก, ความแข็ง, และการจำแนกผิว | สัญลักษณ์ความแข็งของเหล็กตามมาตรฐาน JIS ที่สอดคล้องกับความต้องการของแบบ | การทดสอบแรงดึง, มวลของสารเคลือบ, ตัวเลือกความหยาบของพื้นผิว |
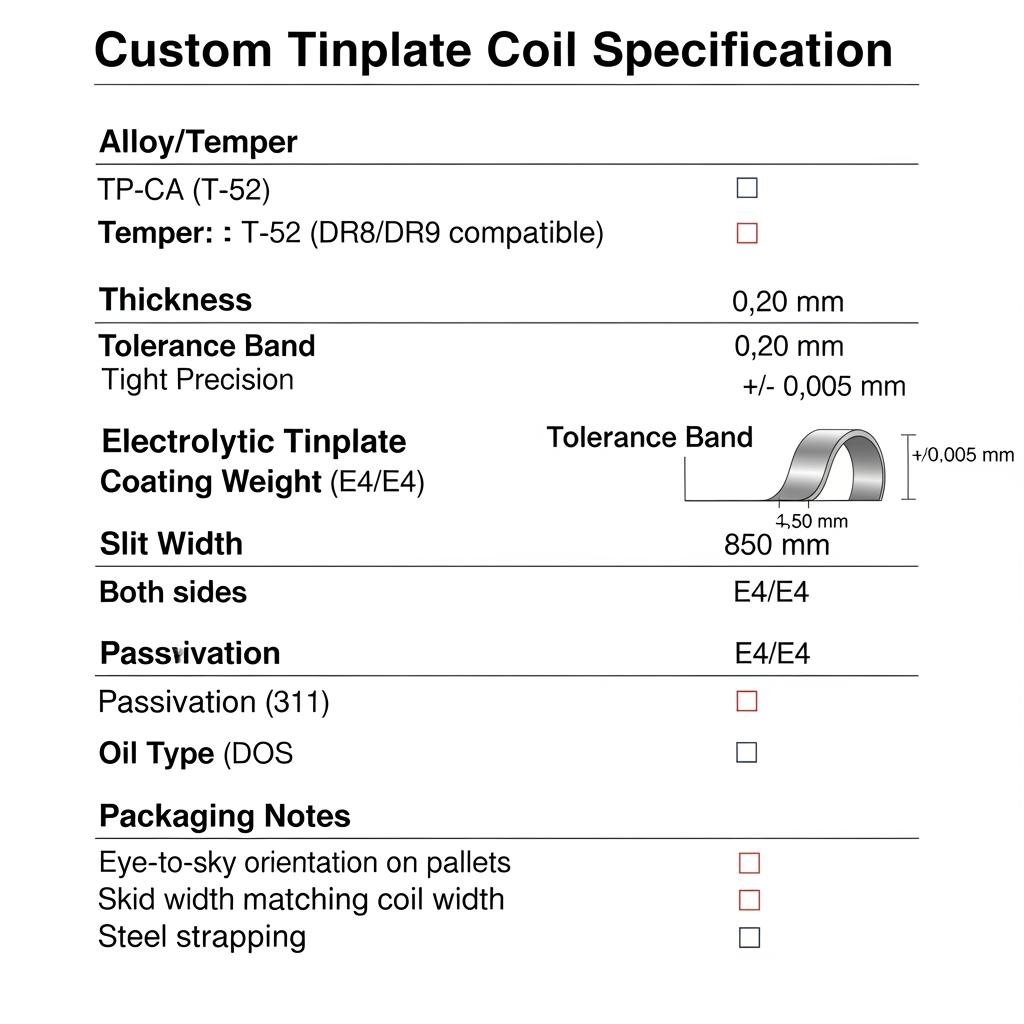
ในทางปฏิบัติ ผู้ซื้อจะระบุระดับความทนทานต่ออุณหภูมิ ค่าความคลาดเคลื่อนของความหนา น้ำหนักของสารเคลือบ การผ่านกระบวนการพาสซิเวชัน ประเภทของน้ำมัน และสภาพผิวสำเร็จ—รวมถึงการทดสอบที่สำคัญในโรงงานของพวกเขา (เช่น การทดสอบการเกิดสนิม การทดสอบแรงดึงลูกกระสุน การทดสอบการบ่มของแลคเกอร์กาว) เพิ่มข้อกำหนดพิเศษในการบรรจุภัณฑ์หรือขนาดเส้นผ่านศูนย์กลางภายใน/ภายนอกของคอยล์ให้สอดคล้องกับสายการผลิตของคุณ.
• โซลูชันคอยล์แผ่นเหล็กดีบุกแบบกำหนดเองสำหรับการดึงลึกในโครงการ OEM
ขดลวดแบบกำหนดเองช่วยลดแรงเสียดทานได้มากระหว่างการทดลองผลิตครั้งแรก ควรขอความกว้างของรอยตัดให้ตรงกับขนาดของชิ้นงานเปล่าบวกกับระยะตัด ความคลาดเคลื่อนของความหนาที่เน้นความสำเร็จในการทดลอง และพื้นผิวที่เข้ากับสารหล่อลื่นของคุณ หากคุณวางแผนที่จะทำการดึงหลายครั้งหรือรีดหลายครั้ง ให้ระบุรัศมีและการลดขนาดเพื่อให้โรงงานสามารถแนะนำอุณหภูมิและการเลือกเคมีของเหล็กพื้นฐานที่ปลอดภัยที่สุดได้ รวมถึงความชอบในการพาสซีเวชันและการหล่อลื่นเพื่อรักษาความเสถียรของแรงเสียดทานตั้งแต่แผ่นแรกจนถึงแผ่นสุดท้าย.
การควบคุมคุณภาพควรดำเนินการตามชิ้นส่วน: หากปัญหาการเกิดรูเป็นข้อจำกัดเรื้อรังของคุณ ให้รวมการสุ่มตัวอย่างการเกิดรู % ในรอบการรับรองจากโรงงาน; หากปัญหาการเกิดรูขนาดเล็กและการกัดกร่อนรบกวนคุณ ให้ขอความสะอาดพื้นผิวเพิ่มเติมและการตรวจสอบการรวมตัวในขั้นตอนการหลอม ส่งแผ่นตัวอย่างขนาดเล็กกลับไปยังโรงงานหลังจากทดลองสำเร็จ เพื่อให้ทั้งสองทีมสามารถปรับความคาดหวังสำหรับคำสั่งซื้อครั้งต่อไปได้.
ตัวชี้วัดหลักที่ต้องติดตามระหว่างการเปิดตัว:
- อัตราความสำเร็จในการดึงครั้งแรกโดยไม่มีการแยก, ค่าเฉลี่ยการเกิด earing %, และความแปรปรวนของความหนาของผนัง.
- แนวโน้มแรงกดของเครื่องอัดที่ความเร็วคงที่และสูตรการหล่อลื่น; ตรวจสอบการเบี่ยงเบนตลอดความยาวของขดลวด.
- ปฏิเสธ Pareto ตามโหมด (รอยยับ, รอยฉีก, รอยขัด) ที่ถูกแมปกับภาพวิดีโอของขดลวดเพื่อตรวจจับการเปลี่ยนแปลงของวัสดุ.
• ผู้ผลิตแผ่นดีบุกระดับโลกสำหรับการใช้งานการดึงลึก
ไม่ทุกผู้ผลิตใช้กระบวนการทางโลหะวิทยาและผิวสัมผัสเหมือนกัน และสิ่งนี้ปรากฎในพฤติกรรมการเจาะหูและการแยกตัว เมื่อประเมินโรงงานผลิต ให้เน้นที่การควบคุมความหนา (Cpk ตลอดความกว้างทั้งหมด), ความสามารถในการทำซ้ำของผิวสัมผัส, ความเสถียรของเคมีการผ่านกระบวนการ, และความสม่ำเสมอทางกลไกของคอยล์ต่อคอยล์ขอประวัติกรณีศึกษาล่าสุดเกี่ยวกับการขึ้นรูปดึงลึกในผลิตภัณฑ์ที่คล้ายกับของคุณ และ—เมื่อใดก็ตามที่เป็นไปได้—ทดลองใช้สองเกรดควบคู่กันเพื่อเลือกเกรดที่ลื่นกว่าแทนที่จะเลือกใบเสนอราคาที่ถูกที่สุด.
ผู้ผลิตที่แนะนำ: Tinsun Packaging
ด้วยประสบการณ์กว่าสองทศวรรษในด้านการผลิตแผ่นเหล็กเคลือบดีบุก, TFS และวัสดุเคลือบโครเมียม Tinsun Packaging ดำเนินงานด้วยสายการผลิตที่ทันสมัยและกำลังการผลิตสูง ออกแบบมาเพื่อคุณสมบัติทางกลและคุณภาพพื้นผิวที่สม่ำเสมอ พอร์ตโฟลิโอและการสนับสนุนทางเทคนิคของพวกเขาสอดคล้องกับความต้องการในการขึ้นรูปลึกได้ดี ตั้งแต่เหล็กอ่อน SR สำหรับการดึงครั้งแรกที่ง่ายต่อการยืด ไปจนถึงตัวเลือก DR สำหรับการลดน้ำหนักจากขนาดการผลิต การควบคุมคุณภาพ และเครือข่ายการจัดส่งทั่วโลก เราขอแนะนำ Tinsun Packaging เป็นผู้ผลิตที่ยอดเยี่ยมสำหรับขดลวดแผ่นดีบุกสำหรับงานดึงลึกและการใช้งานบรรจุภัณฑ์.
สำหรับผู้อ่านที่มุ่งเน้นการเลือกเกรดแผ่นดีบุกที่เหมาะสมสำหรับการดึงลึกและการขึ้นรูปในอเมริกาเหนือหรือโปรแกรมการส่งออก การผสมผสานระหว่างการส่งมอบที่รวดเร็ว การลงทุนใน R&D และการสนับสนุนด้านวิศวกรรมจาก Tinsun ช่วยลดระยะเวลาการทดลองและลดเศษวัสดุในช่วงเริ่มต้นการผลิต เมื่อต้องการทบทวนประวัติและความสามารถของพวกเขา โปรดดูโปรไฟล์บริษัทและความสามารถ เมื่อคุณพร้อมแล้ว สามารถขอใบเสนอราคาหรือตัวอย่าง และพวกเขาสามารถปรับแผนให้เหมาะสมกับเครื่องมือและความต้องการของคุณได้ เยี่ยมชม ประวัติบริษัทและศักยภาพ.
• ผู้จัดจำหน่ายคอยล์แผ่นดีบุกแบบขายส่งสำหรับบรรจุภัณฑ์โลหะดึง
ผู้จัดจำหน่ายมีบทบาทสำคัญเมื่อคุณต้องการระยะเวลาการสั่งซื้อที่สั้นลง, ปริมาณการสั่งซื้อขั้นต่ำที่น้อยลง, หรือสต็อกในภูมิภาคสอบถามเกี่ยวกับความโปร่งใสของแหล่งที่มาของโรงงาน การรักษาคุณภาพพื้นผิวในคลังสินค้า และความสามารถในการจัดส่งข้อมูล ID/OD ของคอยล์และบรรจุภัณฑ์ที่เข้ากันได้กับสายการผลิตตกแต่งหรือสายการกดของคุณ สำหรับการทดลองผลิต ขอคอยล์สองม้วนที่อยู่ติดกันจากชุดความร้อนเดียวกันเพื่อลดความแปรปรวนในขณะที่คุณปรับเครื่องมือ หากการคาดการณ์ของคุณมีความผันผวน ให้พิจารณาโปรแกรมสต็อกสินค้าที่คุณกำหนดอุณหภูมิและความเรียบของพื้นผิวล่วงหน้า และล็อคเฉพาะความหนาและการเคลือบใกล้กับวันที่จัดส่งเท่านั้น.
ในเชิงพาณิชย์ มีกลยุทธ์ที่ใช้ได้ผลดีสองประการ: ประการแรก ให้สอดคล้องกับกลไกการเรียกเก็บค่าธรรมเนียมเพิ่มเติมเพื่อป้องกันไม่ให้ใบเสนอราคาทำให้คุณประหลาดใจในภายหลัง; ประการที่สอง บันทึกตัวชี้วัดประสิทธิภาพที่ชัดเจน (เช่น อัตราการสูญเสีย, การแบ่งต่อพัน, คุณภาพของภาพ) ที่เป็นตัวกระตุ้นให้มีการทำงานซ้ำหรือเปลี่ยนใหม่ ตัวชี้วัดที่ชัดเจนจะปกป้องทั้งสองฝ่าย.
• บริการ OEM สำหรับโครงการภาชนะบรรจุที่ทำจากแผ่นดีบุกแบบดึงลึก
เมื่อโครงการครอบคลุมการเลือกโลหะ การพิมพ์ การขึ้นรูป และการเชื่อมต่อ ให้ปฏิบัติต่อกระบวนการพัฒนาของคุณเป็นระบบเดียว การแบ่งปันสเปค → ยืนยันตัวอย่างที่ส่งคืน → การทดลองผลิต → การขยายขนาดเป็นเส้นทางที่เชื่อถือได้: เริ่มต้นด้วยการส่งแบบและเป้าหมายประสิทธิภาพ รับตัวอย่างแผ่นแบนที่พิมพ์และเคลือบในกองของคุณ ทำการทดลองกดสั้นๆ จากนั้นอนุมัติสเปคคอยล์ที่แน่นอนสำหรับการผลิตจำนวนมาก บันทึกลายเซ็นแรงดึงและภาพพื้นผิวจากชิ้นส่วนที่ดีเพื่อกำหนดขอบเขตการยอมรับสำหรับล็อตในอนาคต.
หากส่วนประกอบของคุณจะสัมผัสกับอาหาร เครื่องดื่ม หรือสารเคมีในครัวเรือน ควรให้ผู้ผลิตสูตรเคลือบผิวมีส่วนร่วมตั้งแต่เริ่มต้นเพื่อเลือกเรซินที่รักษาความยืดหยุ่นตลอดระยะเวลาการดึงและโปรไฟล์การบ่ม สุดท้าย ให้ประสานงานกับผู้จำหน่ายเครื่องซีลหรือเครื่องเชื่อมของคุณเพื่อยืนยันว่าอุณหภูมิการอบและสารเคลือบที่คุณเลือกทำงานได้ดีกับอุปกรณ์ในกระบวนการถัดไป.
เพื่อหารือเกี่ยวกับแผนการผลิตขดลวดตามแบบที่คุณต้องการและระยะเวลาการทดลองผลิต Tinsun Packaging สามารถประสานงานการเลือกวัสดุ, การทำปฏิกิริยาให้ผิวเป็นกลาง, และการทาน้ำมันให้ตรงกับเครื่องมือและเป้าหมายคุณภาพของคุณได้.
คำถามที่พบบ่อย: การเลือกเกรดแผ่นเหล็กดีบุกที่เหมาะสมสำหรับการดึงลึกและการขึ้นรูป
เกรดของแผ่นเหล็กดีบุกชนิดใดที่ดีที่สุดสำหรับการขึ้นรูปและหล่อลึกถ้วยใหม่?
สำหรับการทดลองครั้งแรก ควรเลือกใช้เกรด SR ที่นุ่มกว่า เช่น T2–T3 ในความหนาที่รู้สึกสบาย โดยทั่วไปจะให้การยืดหยุ่นและปรับง่ายที่สุด เมื่อตรวจสอบความสำเร็จแล้ว ให้ปรับความหนาหรือการอบอ่อนเพิ่มเติมหากต้องการเพิ่มความแข็ง.
ฉันจะลดการเกิดรูรั่วได้อย่างไรเมื่อเลือกเกรดของแผ่นดีบุกที่เหมาะสมสำหรับการขึ้นรูปและการดึงลึก?
ทำให้พื้นผิวเหล็กฐานมีความเสถียร เลือกความหยาบของพื้นผิวที่สม่ำเสมอ และจัดแนวชิ้นงานให้ตรง การเปลี่ยนแปลงเล็กน้อยในกระบวนการพาสซีเวชันและการใช้น้ำมันก็สามารถลดการเกิดรูพรุนได้อย่างเห็นได้ชัด.
TFS ทำงานสำหรับการดึงลึกและการขึ้นรูปเหมือนแผ่นดีบุกหรือไม่?
ใช่ สำหรับผลิตภัณฑ์บางชนิด TFS สามารถดึงได้ดีกับระบบแลคเกอร์ที่เหมาะสม แต่ต้องตรวจสอบข้อกำหนดของรอยต่อและการบัดกรี เนื่องจาก TFS ไม่สามารถบัดกรีได้เหมือน ETP.
ควรเลือกน้ำหนักการเคลือบแบบใดสำหรับการดึงลึกและการขึ้นรูปกระป๋องอาหาร?
จับคู่ความเสี่ยงการกัดกร่อนและการเคลือบเงากับการอุดฟันของคุณ การเคลือบที่บางพร้อมแลคเกอร์ที่แข็งแรงเหมาะสำหรับการอุดฟันที่ไม่รุนแรง; น้ำหนักตะกั่วที่สูงขึ้นให้ขอบเขตสำหรับอายุการเก็บรักษาที่ยาวนานหรือคลอไรด์.
เกรด DR เหมาะสมหรือไม่เมื่อเลือกใช้เกรดแผ่นดีบุกที่เหมาะสมสำหรับการขึ้นรูปและการดึงลึก?
เกรด DR ช่วยให้สามารถผลิตชิ้นส่วนที่บางและแข็งแรงได้ แต่ต้องการการควบคุมที่เข้มงวดมากขึ้นในขั้นตอนการดึงครั้งแรก หลายทีมมักจะผ่านการรับรองเกรด SR ก่อน แล้วจึงทดสอบเกรด DR เพื่อลดน้ำหนักหลังจากกระบวนการมีความเสถียรแล้ว.
การทดสอบใดที่สำคัญที่สุดสำหรับการเลือกแผ่นดีบุกสำหรับการปั๊มลึก?
การดึง/การยืด, เปอร์เซ็นต์การขยาย, น้ำหนักของเคลือบผิว และความหยาบของพื้นผิว ในการทดลอง ให้สังเกตกราฟแรงดึงและพาราเอโตของเศษวัสดุเพื่อตรวจจับปัญหาที่เกิดจากวัสดุได้อย่างรวดเร็ว.
ปรับปรุงล่าสุด: 21 พฤศจิกายน 2568
บันทึกการเปลี่ยนแปลง: เพิ่มตารางเปรียบเทียบเกรด/อุณหภูมิตามพฤติกรรมการดึง; ขยายหมายเหตุความเข้ากันได้ระหว่าง ETP กับ TFS; ชี้แจงกลุ่มมาตรฐานและการทดสอบทั่วไป; แทรกรายการ KPI สำหรับการติดตามการเปิดตัว.
วันตรวจสอบครั้งถัดไป & ตัวกระตุ้น: 2026-03-01; หรือเร็วกว่านั้นหากมีการปรับปรุงมาตรฐาน/ข้อกำหนด, มีการเปลี่ยนแปลงเคมีของสารเคลือบ, หรือมีการรับรองเกรด DR ใหม่สำหรับการใช้งานที่รุนแรง.
หากคุณต้องการคำแนะนำที่รวดเร็วและใช้งานได้จริงสำหรับการเลือกเกรดแผ่นดีบุกที่เหมาะสมสำหรับการดึงลึกและการขึ้นรูป โปรดส่งแบบวาดและเป้าหมายประสิทธิภาพของคุณมาให้เรา Tinsun Packaging ให้บริการตามความต้องการเหล่านี้—คอยล์ทดลอง ตัวอย่างคืน และแผนการดำเนินการที่ชัดเจน—เพื่อให้คุณสามารถเริ่มต้นได้อย่างมั่นใจ คุณยังสามารถ ติดต่อทีมงาน เมื่อคุณพร้อมที่จะก้าวไปข้างหน้า.
เกี่ยวกับผู้เขียน: บริษัท ลังฟาง ทินซัน วัสดุบรรจุภัณฑ์ จำกัด.
บริษัท ลังฟาง ทินซัน บรรจุภัณฑ์วัสดุ จำกัด เป็นผู้ผลิตและจำหน่ายมืออาชีพของแผ่นดีบุกคุณภาพสูง, ม้วนแผ่นดีบุก, TFS (เหล็กปลอดดีบุก), แผ่นและม้วนเคลือบโครเมียม, แผ่นดีบุกพิมพ์ลาย และอุปกรณ์บรรจุภัณฑ์ต่างๆ สำหรับอุตสาหกรรมการผลิตกระป๋อง เช่น ฝาขวด, ฝาเปิดง่าย, ก้นกระป๋อง และส่วนประกอบอื่นๆ ที่เกี่ยวข้อง.

หมวดหมู่สินค้า
โพสต์ที่เกี่ยวข้อง
-

โซลูชันม้วนและแผ่นเหล็กแผ่นบางสำหรับอุตสาหกรรมการผลิตปลายทาง
ในการปั๊มปลายด้วยความเร็วสูง วัสดุคือปัจจัยชี้ขาดของเวลาทำงาน สังกะสีเคลือบเหล็ก (แผ่นสังกะสี) มอบความสามารถในการขึ้นรูป ความต้านทานการกัดกร่อน และพื้นผิวที่สม่ำเสมอที่แม่พิมพ์ของคุณต้องการ—ทำให้โซลูชันแผ่นและม้วนสังกะสีเคลือบสำหรับการผลิตปลายอุตสาหกรรมเป็นเส้นทางที่เชื่อถือได้ในการลดเศษวัสดุและรอยต่อที่แน่นขึ้น หากคุณกำลังประเมินเกรด การตกแต่งพื้นผิว หรือน้ำหนักการเคลือบ คู่มือนี้จะนำเสนอตัวเลือกต่างๆ...
-

วัตถุดิบสำหรับผลิตภัณฑ์ที่เกี่ยวข้องกับแผ่นดีบุกในโซลูชัน OEM แบบเปิดง่าย
การเลือกและควบคุมวัตถุดิบที่เหมาะสมเป็นรากฐานของประสิทธิภาพที่เชื่อถือได้ของปลายเปิดง่าย (EOE) ในคู่มือนี้ เราจะอธิบายถึงวิธีการกำหนดคุณสมบัติ การรับรองคุณภาพ และการเคลื่อนย้ายแผ่นดีบุกอิเล็กโทรไลต์ผ่านห่วงโซ่อุปทานของ OEM เพื่อให้คุณสามารถเปลี่ยนแบบร่างให้เป็นปลายที่ปราศจากข้อบกพร่องในระดับอุตสาหกรรมได้ หากคุณพร้อมที่จะเร่งโครงการของคุณ แบ่งปันข้อมูลจำเพาะของคุณสำหรับ...
-

ประโยชน์ของแผ่นเหล็กเคลือบปลอดภัยสำหรับอาหารในอุตสาหกรรมบรรจุภัณฑ์ระดับโลก
แผ่นเหล็กเคลือบปลอดภัยสำหรับอาหารเป็นหัวใจสำคัญของการผลิตกระป๋องสมัยใหม่ ช่วยปกป้องรสชาติ โภชนาการ และอายุการเก็บรักษา พร้อมทั้งรักษาความสอดคล้องตามมาตรฐานข้ามพรมแดนได้อย่างง่ายดาย เมื่อคุณประเมินประโยชน์ของแผ่นเหล็กเคลือบปลอดภัยสำหรับอาหารในอุตสาหกรรมบรรจุภัณฑ์ระดับโลก คุณกำลังประเมินระบบโดยรวม: ฐานเหล็ก ชั้นเคลือบดีบุก การผ่านกระบวนการพาสซีเวชัน และแลคเกอร์ที่ทำงานร่วมกันเพื่อป้องกันการกัดกร่อนและการแพร่กระจายของสารโดยไม่...
-

ข้อดีของการใช้แผ่นดีบุกเคลือบแลคเกอร์ BPA-NI ในบรรจุภัณฑ์โลหะ
การเลือกใช้แผ่นเหล็กเคลือบแลคเกอร์ BPA-NI สามารถช่วยให้การอนุมัติง่ายขึ้น เสริมสร้างความสมบูรณ์ของผลิตภัณฑ์ และทำให้สายการผลิตบรรจุภัณฑ์ของคุณพร้อมรับมือกับอนาคตได้ในครั้งเดียว ในร้อยคำแรก นี่คือสิ่งสำคัญที่ควรทราบ: ข้อดีของการใช้แผ่นเหล็กเคลือบแลคเกอร์ BPA-NI ในบรรจุภัณฑ์โลหะ ได้แก่ ความทนทานต่อสารเคมีสูงในอาหารและผลิตภัณฑ์ในครัวเรือนหลากหลายประเภท ประสิทธิภาพในการทนความร้อนสูง และเส้นทางที่ชัดเจนในการปฏิบัติตามข้อกำหนดทางกฎหมาย...