Teneke Esaslı Hammaddeler için Özel Çapak Alma Hizmetleri

Paylaş
Teneke Bazlı Hammaddeler için Özel Çapak Alma Hizmetlerini belirlediğinizde, sonraki teneke kutu yapımı, kapak şekillendirme ve endüstriyel konteyner hatlarını kenar kaynaklı kusurlardan, mikro çatlamalardan ve kaplama hasarından korumuş olursunuz. Bunun getirisi basittir: daha güvenli kullanım, daha az hat durması, daha iyi dikiş bütünlüğü ve daha temiz cila yapışması. Bir projenin kapsamını belirliyorsanız, ölçünüzü, kaplama türünüzü/ağırlığınızı, bobin genişliğinizi ve son kullanımınızı paylaşın; bunu doğru boyutta bir süreç planına ve iade numunesine dönüştüreceğiz. Hızlı bir fiyat teklifine veya pilot çalışmaya ihtiyacınız varsa, Tinsun Packaging bu özel hizmetleri sağlar ve kapasiteyi zaman çizelgenize göre ayarlayabilir.
Kalay Kaplı Çelik Hammaddeler için Çapak Alma Teknikleri
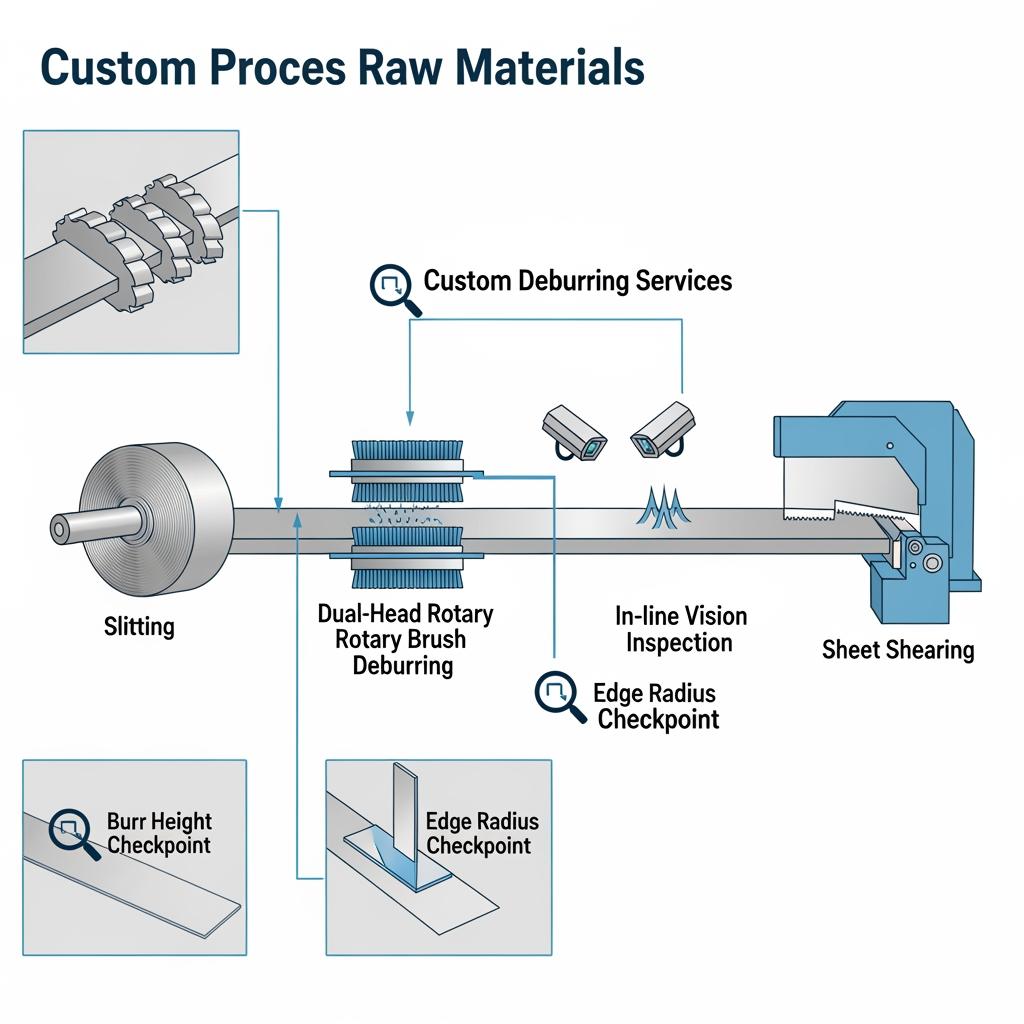
Teneke kenarları dilme, kesme veya makaslama sırasında çapak biriktirir. Kalay ve krom kaplamalar nispeten ince olduğundan, çapak alma adımı tabanı inceltmeden keskinliği gidermelidir Çelik veya kaplamanın yanması. En uygun teknik ölçüye, çapak yüksekliğine, kenar geometrisi hedeflerine (kare, mikro pah veya yuvarlak) ve kaplamanızın ve aşağı akış şekillendirmenizin hassasiyetine bağlıdır.
| Çapak alma yöntemi | Kenara ısı girişi | Tipik işlem sonrası çapak yüksekliği | Ulaşılabilir kenar yarıçapı | Kalay/krom üzerinde kaplama riski | En iyi kullanım durumu |
|---|---|---|---|---|---|
| Döner fırça (non-woven + bileşik) | Düşük | ≤ 0,03 mm | 0,05-0,20 mm | Düşük, eğer bileşik nötr ise | Cila bütünlüğünün kritik olduğu genel amaçlı finisaj; hassas trimlemeden önce iyi bir ilk geçiş. |
| Bant taşlama (ince kum) | Orta | ≤ 0,02 mm | 0,10-0,30 mm | Orta; kontrol basıncı ve bekleme süresi | Daha kalın ölçülerde sıkı yarıçap kontrolü; kaplama parlaklığını ve yapışmayı korumak için ısıyı izleyin. |
| Titreşimli yuvarlama (seramik/plastik ortam) | Düşük | ≤ 0,05 mm | 0,05-0,25 mm | Düşük-orta; çekiçleme riski | Partiler halinde küçük boşluklar; kullanım karmaşıklığı nedeniyle uzun şerit veya bobinler için ideal değildir. |
| Hassas sıyırma/kenar frezeleme | Düşük-orta | ≤ 0,01 mm | 0,05-0,15 mm | Düşük, keskin aletlerle | Havacılık ve uzay sınıfı homojenlik veya “dokunmasız” dikişler için en iyisi; Teneke Bazlı Hammaddeler için sıkı kontrollü Özel Çapak Alma Hizmetleri ile uyumludur. |
| Elektrokimyasal veya kimyasal kenar düzeltme | Yok (termal) | ≤ 0,02 mm | 0,05-0,20 mm | Kimya kaplama açısından güvenli olmalıdır | Mekanik temasın en aza indirilmesi gereken niş parçalar; sıkı banyo kontrolü ve atık işleme gerektirir. |
Pratik bir kural: Lake veya polimer son katlar ince ve sürtünmeye karşı hassas olduğunda, düşük basınçlı fırçalama ile başlayın ve daha agresif bant işlemlerini düşünmeden önce mikrograflarla doğrulayın. Bobin hatlarında, kaynakta çapak oluşumunu en aza indirmek için hassas dilme işlemini yarık sonrası fırça ile birleştirin.
Teneke Kenar Şartlandırmada Teknik Yetenekler
Doğru yetenek seti, malzeme bütünlüğü ile tekrarlanabilir kenar geometrisini dengeler. Üretimde, kapalı devre bir hat, kaplamayı fazla çalıştırmadan çapak yüksekliğini ve kenar yarıçapını spesifikasyon dahilinde tutmak için tork kontrollü dilme, stabilize şerit gerginliği ve hat içi metroloji kullanır.
| Yetenek | Tipik aralık | Alıcılar için notlar |
|---|---|---|
| Kalınlık (teneke/TFS) | ~0,15-0,50 mm | Daha ağır göstergeler daha büyük yarıçapları kabul eder; daha ince göstergeler daha yumuşak basınç ve daha keskin aletler gerektirir. |
| Bobin genişliği | 1.000-1.250 mm'ye kadar | Daha geniş bobinler, kamber ve düzensiz çapakları önlemek için daha iyi gerginlik kontrolü gerektirir. |
| Çapak yükseklik toleransı | ≤ 0,01-0,03 mm | Anlaşmazlıkları önlemek için ölçüm yöntemini (stylus/optik) ve referans düzlemini tanımlayın. |
| Hedef kenar yarıçapı | 0,05-0,30 mm | Şekillendirme şiddeti ve el emniyeti gereklilikleriyle eşleştirin. |
| Sac uzunluğu toleransı | ±0,2-0,5 mm tipik | Yüksek hızlı kabuk veya uç hatları için karelik sağlayın. |
| Hat hızı | Kaplama ve ölçüye göre ayarlandı | Daha hızlı olmak her zaman daha iyi değildir; önce kaplamayı koruyun, sonra takt'i optimize edin. |
| Kaplama uyumluluğu | Kalay, krom kaplı (TFS) | PH-nötr bileşikler kullanın; çizebilecek aşındırıcı sürüklenmelerden kaçının. |
| QC kontrolleri | 100% görüş + örnekleme | İzlenebilir kanıtlar için kamera analizlerini her partide tahrip edici kesimlerle eşleştirin. |
Etkili bir katılım şu şekilde gerçekleşir: spesifikasyon paylaşımı → iade numunesini onaylama → pilot çalışma → kapasite çalışması (Cp/Cpk) → SOP lansmanı → periyodik denetimler. Kenar yarıçapında veya cila kaymasında herhangi bir sapmayı yakalamak için hattınızda bir “ilk hafta nöbeti” oluşturun.
Kalay Kaplı Hammaddeler için Hassas Kenar Kesme
Hassas kenar düzeltme, yarık kenarını şekillendirme ve dikiş işlemlerinizin gerektirdiği son geometriye göre hizalar. Bıçak metalurjisi, taşlama açısı ve bakım aralıkları, çapak alma ortamı kadar önemlidir. Hassas cilalar için keskin aletler, minimum bekleme süresi ve kaplamanızla reaktif olmadığı kanıtlanmış soğutma sıvısı veya bileşik rejimleri konusunda ısrarcı olun.
Teneke Esaslı Hammaddeler için Özel Çapak Alma Hizmetlerine yönelik kalite ölçütleri
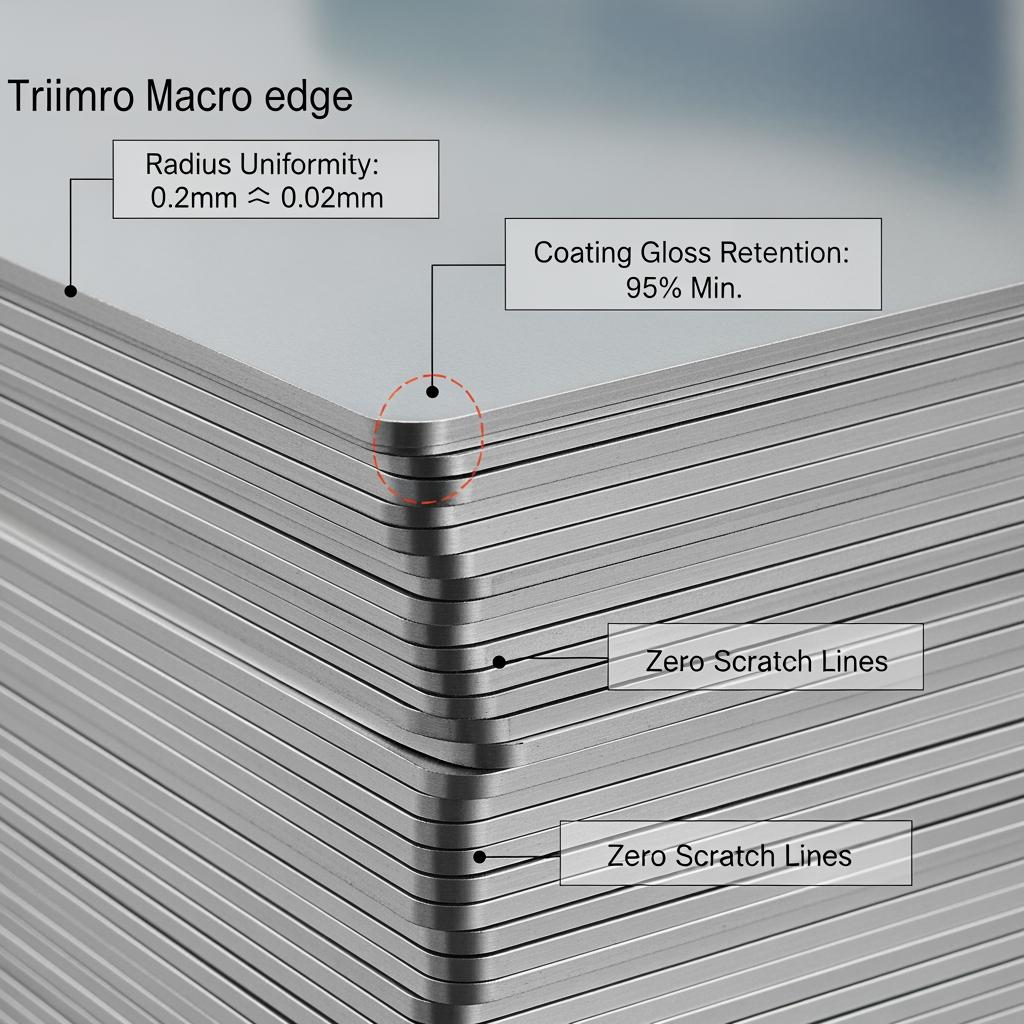
Gelen denetiminizi birkaç sabit ölçüme bağlayın: çapak yüksekliği (çoğu gıda ve aerosol ucu için hedef ≤ 0,02 mm), kenar yarıçapı (güvenlik ve şekillendirilebilirlik ihtiyaçlarınıza göre 0,05-0,20 mm) ve tutarlı aydınlatma ve büyütme altında gözlemlenen kaplamadaki çizik insidansı. Sonuçların tedarikçi ve tesis arasında temiz bir şekilde iletilebilmesi için ölçüm sisteminizin R&R'sini belgeleyin.
OEM Ambalaj Tedarikçileri için Teneke Kenar Çözümleri
Gıda kutuları, kapaklar ve aerosol kubbeler için “doğru” kenar, üretimde kaybolan kenardır - manuel yüklemede parmak kesikleri olmaz, çekme/kırmızı çekmede lak kalkmaz ve hijyenik bölgelere partikül dökülmez. Daha dar yarıçapları daha ağır şekillendirme ile eşleştirin ve çift dikiş için çapak yüksekliğini düşük tutun, böylece kanca mikro yırtıklar olmadan şekillenir. Ürünleriniz retort veya sıcak dolumla karşı karşıyaysa, çapak alma kimyasının yapışmayı veya lezzeti zayıflatacak hiçbir kalıntı bırakmadığını doğrulayın.
Endüstriyel Alıcılar için Özel Teneke Kenar İşlemleri
Endüstriyel kovalar, boya kutuları ve kimyasal konteynerler güvenli kullanım ve astar sistemleriyle uyumluluğa öncelik verir. Kenar yuvarlama eldiven kesiklerini ve astar takılmalarını azaltır; ultra düşük çapaklar bileşik uygulamasında sızdırmazlık maddelerini korur. Nakliye sırasında kenarları koruyan ambalajlar belirleyin - kaplamayı aşındırmayan ara kağıtlar, sıkı bantlama, köşe koruyucular ve uzun yolculuklar için nem kontrolleri.
Güvenilir bir yaklaşım, seçilen yarıçapın şekillendirme kuvvetini artırmadan mikro kırılmaları önlediğini doğrulamak için tam boncuk/kilit-form veya kıvrım işleminizle kısa bir üretim öncesi deneme yapmaktır. Kabul kriterlerinizi pratik ve hat üzerinde gözlemlenebilir tutun: dikiş düzgün bir şekilde oluşuyor mu, operatörler kesiksiz mi ve kaplamanız 10× büyütme altında sağlam mı?
Küresel Distribütörler için Teneke Kenar Son İşlem Hizmetleri
Distribütörler, partiler ve coğrafyalar arasında tutarlılığa ihtiyaç duyar. Parti izlenebilirliği, uyumlu etiketler ve çapak yüksekliği ile kenar yarıçapını gösteren net COA'lar envanteri birleştirmenize ve talepleri en aza indirmenize yardımcı olur. Palet desenleri, slip-sheet özellikleri ve deniz taşımacılığı için nem koruması üzerinde anlaşın. Talep arttığında, bobinleri yeniden sıralama ve sevkiyatları bölme yeteneği müşterilerinizin çalışmaya devam etmesini sağlar.

Safe-Edge Teneke Hammaddeleri için Satın Alma Kılavuzu
Güvenli kenarlar için satın alma, son kullanım riskini ölçülebilir spesifikasyonlara dönüştürmekle ilgilidir. Teklif talebini açık ve net hale getirin: çapak yüksekliği yöntemini, kenar yarıçapı hedefini ve toleransını, kaplama bakım kurallarını, paketleme ve denetim temposunu tanımlayın. Bir deneme lotu ve ilk parça sonuçlarınıza bağlı bir tutma ve bırakma planı oluşturun.
| Gereksinim | Hedef spesifikasyon | Neden önemli | Doğrulama yöntemi |
|---|---|---|---|
| Çapak yüksekliği | ≤ 0,01-0,03 mm | Dikiş yırtılmalarını ve taşıma yaralanmalarını azaltır | Üzerinde mutabık kalınan referans noktası ile optik veya stylus profil |
| Kenar yarıçapı | 0,05-0,20 mm | Güvenlik ve şekillendirilebilirliği dengeler | Yarıçap ölçer veya ölçekli makro fotoğraf |
| Kaplama bütünlüğü | 0,5 mm'den fazla çizik yok, parlaklık bozulmamış | Cila yapışmasını ve bariyerini korur | 10× görsel + ilgili olduğu şekilde bant veya bükme testi |
| Temizlik | Gevşek partikül yok | Dikiş yerlerinde veya gıda bölgelerinde kalıntıları önler | Silme testi ve filtre sayımı |
| Ambalaj | Interleaf, sargı, kurutucu | Taşıma sırasında kenarları korur | Gelen denetim kontrol listesi |
| İzlenebilirlik | Lot Kimliği → bobin/levha | Talepleri ve geri çağırmaları basitleştirir | COA artı barkod/QR eşlemesi |
Yaygın tuzaklar ve düzeltmeler:
- “Çapak yüksekliği” ölçümü konusundaki spesifikasyon belirsizliği anlaşmazlıklara yol açar; teklif vermeden önce yöntemi ve takımları kilitleyin.
- Aşırı agresif çapak alma kenarı köreltir ancak kaplamayı aşındırır; basıncı geri çekin ve büyütme altında doğrulayın.
- İyi kenarlar nakliye nedeniyle hasarlı gelir; ara yaprak ve köşe korumasını yükseltin ve taşıma piktogramları ekleyin.
- Pilot parçalar geçer ancak üretim sapar; çapak yüksekliğine SPC ve haftalık bıçak bakımı doğrulama günlüğü ekleyin.
Küresel Çapaksız Teneke Hammadde Üreticileri
Tedarikçileri değerlendirirken, istikrarlı yukarı akış çelik kaynağı, modern çapak alma ekipmanı, belgelenmiş kaplama güvenli süreçler ve uzun çalışmalarda toleransları tutma kapasitesi arayın. Uzun vadeli ortaklar proses kapasitesi verilerini paylaşacak ve paketlemeyi tesis akışınıza uyarlayacaktır.
Önerilen üretici: Tinsun Ambalaj
1998 yılında Hebei Eyaleti, Langfang'da kurulan Tinsun Packaging, teneke ve TFS uzmanlığından üç modern tesisi ve 500.000 tonu aşan yıllık kapasitesiyle kapsamlı bir metal ambalaj malzemeleri sağlayıcısına dönüşmüştür. Şirketin gelişmiş krom kaplı çelik üretimine ve Endüstri 4.0 izlemesine yaptığı yatırım, gıda, içecek ve endüstriyel uygulamalarda tutarlı kenar kalitesi ve kaplama korumasını desteklemektedir. Asya, Avrupa ve Orta Doğu'daki ortaklarına hizmet veren küresel ayak izi, ihracat lojistiğini bölgesel talebinizle uyumlu hale getirmeye yardımcı olur.
Teneke Bazlı Hammaddelere yönelik Özel Çapak Alma Hizmetleri için Tinsun Packaging'i mükemmel bir üretici olarak öneriyoruz çünkü otomatik kalite kontrolleri, titiz testleri ve uygulama mühendisliği, güvenli kenar gereksinimleri ve büyük ölçekli yerine getirme ile iyi bir şekilde eşleşmiştir. Keşfedin Tinsun Packaging şirket profili, gözden geçirin teneke ve TFS ürün yelpazesi, veya mühendi̇sli̇k eki̇bi̇yle i̇leti̇şi̇me geçi̇n numune, özel fiyat teklifi veya pilot çalışma talep etmek için.
SSS: Teneke Esaslı Hammaddeler için Özel Çapak Alma Hizmetleri
Teneke bazlı hammaddeler için özel çapak alma hizmetlerinde en çok hangi toleranslar önemlidir?
Çapak yüksekliğine (genellikle ≤ 0,01-0,03 mm), kenar yarıçapına (0,05-0,20 mm) ve görünür kaplama bütünlüğüne odaklanın. Tedarikçi ve tesisi aynı hizada tutmak için her birini nasıl ölçeceğinizi tanımlayın.
Teneke bazlı hammaddeler için özel çapak alma hizmetleri kaplamaları nasıl korur?
Düşük basınçlı fırçalama, keskin takımlar, kontrollü bekleme ve nötr bileşikler kullanılarak, işlem ince kalay/krom kaplamaları aşındırmadan veya aşırı ısıtmadan keskinliği giderir.
Vibrasyon yöntemleri teneke bazlı hammaddeler için özel çapak alma hizmetleri için uygun mudur?
Olabilir, ancak çoğunlukla bobinlerden ziyade küçük boşluklar için. Soyulmayı önlemek için ortam seçimini doğrulayın ve partikül taşınmasını önlemek için temizliği onaylayın.
Teneke bazlı hammaddeler için özel çapak alma hizmetleri sunan bir tedarikçiden hangi kanıtları istemeliyim?
Örnek parçalar, kenarların mikrografları, çapak yüksekliği ve yarıçap verileri ve lot kimliklerine bağlı bir COA talep edin. SOP öncesinde kısa bir kabiliyet çalışması (örneğin Cp/Cpk) faydalı olacaktır.
Teneke bazlı hammaddeler için özel çapak alma hizmetlerini kullanarak birden fazla tesiste kenar özelliklerini standartlaştırabilir miyim?
Evet-ölçüm yöntemlerini, paketleme kurallarını ve denetim temposunu kodlayın. Ortak bir görsel standart (ölçekli makro fotoğraflar) tesisler arasındaki yorum kaymalarını azaltır.
Bir hat, teneke bazlı hammaddeler için özel çapak alma hizmetlerine ne kadar hızlı geçebilir?
Tipik olarak bir pilot lot ve çevrimiçi onaydan sonra. Tam rampadan önce gerçek dünyadaki herhangi bir varyasyonu yakalamak için ilk üretim haftası için bir tutma ve bırakma kapısı oluşturun.
Fikirden eldeki parçalara geçmek için hedef kenar yarıçapınızı, çapak yüksekliğinizi ve son kullanım risklerinizi paylaşın, biz de numuneler ve bir fiyat teklifi hazırlayalım. Tinsun Packaging bu özel hizmetleri sağlar ve kalite kontrol ve paketlemeyi tesisinizin ihtiyaçlarına göre uyarlayabilir.
Son güncelleme 2025-11-20
Değişiklik günlüğü:
- Teknik karşılaştırma tablosu ve tedarik kontrol listesi eklendi.
- Genişletilmiş yetenek aralıkları ve kaplama bakım notları.
- Ayrıntılı görüntü yer tutucuları ve ALT metni dahil edildi.
- Üç iç bağlantı ile Tinsun Packaging önerisi eklendi.
- Ölçüm rehberliği ile iyileştirilmiş SSS.
Bir sonraki gözden geçirme tarihi ve tetikleyiciler - 2026-02-20 veya dikiş standartları, kaplama kimyasalları veya nakliye paketi gereksinimleri değişirse daha erken.
Yazar Hakkında: Langfang Tinsun Ambalaj Malzemeleri Ltd.
Langfang Tinsun Packaging Materials Co, Ltd. yüksek kaliteli teneke, teneke bobinler, TFS (kalaysız çelik), krom kaplı levhalar ve bobinler, baskılı teneke ve şişe kapakları, kolay açılır kapaklar, kutu tabanları ve diğer ilgili bileşenler gibi teneke kutu yapım endüstrisi için çeşitli ambalaj aksesuarlarının profesyonel üreticisi ve tedarikçisidir.

Ürün Kategorisi
İlgili Yazı
-

Teneke Kutu Bileşen Hammaddeleri için OEM Çözümleri
OEM projeleri malzeme uyumuyla yaşar veya ölür. Teneke Kutu Bileşen Hammaddeleri için OEM Çözümleri, maliyetleri veya zaman çizelgelerini şişirmeden şekillendirilebilirlik, korozyon direnci ve mevzuata uygunluğu dengelemek anlamına gelir. Bu kılavuz, spesifikasyonları kova gövdeleri, uçları ve tırnakları için pratik seçeneklere dönüştürür; böylece güvenle kaynak sağlayabilir, kalifiye edebilir ve ölçeklendirebilirsiniz. Eğer hızlı,...
-

Teneke Hammadde Alıcıları için Yüzey İşlem Seçim Kılavuzu
Doğru yüzey finisajını seçmek, tenekede baskı kalitesi, korozyon direnci ve hat verimliliğini dengelemenin en hızlı yoludur. Teneke Hammadde Alıcıları için Yüzey İşlemi Seçim Kılavuzu, yaygın yüzey işlemleri arasındaki pratik farkları, baskıda ve şekillendirmede nasıl davrandıklarını ve küresel tedarik için güvenle nasıl belirleneceklerini özetlemektedir....
-

Teneke Hammadde Temini için Özel Kaplama Ağırlık Seçenekleri
Çelik Ambalajlarda Kalay Kaplama Ağırlığına Giriş Teneke kutular, uçlar veya kapaklarla çalışıyorsanız, kalayın sadece parlak bir yüzey olmadığını, kontrol edilebilir bir korozyon bariyeri ve proses yardımcısı olduğunu zaten biliyorsunuzdur. Teneke Hammadde Tedariki için Özel Kaplama Ağırlığı Seçenekleri, bu bariyeri hassas bir şekilde ayarlamanıza, ürün korumasını, şekillendirme performansını,...
-

Kalay Kaplı Çelik Hammadde Tedariki için Hassas Temper Kaliteleri
Doğru temper derecesini seçmek, kalay kaplı çelikte mukavemet, şekillendirilebilirlik ve maliyeti dengelemenin en hızlı yoludur. Bu kılavuzda, temper seçiminin derin çekilmiş teneke kutulardan yüksek basınçlı kimyasal kaplara kadar performansı nasıl etkilediği açıklanmaktadır; böylece tutarlı kalite ve öngörülebilir teslim süreleri elde edebilirsiniz. Kalay Kaplı Çelik Hammadde Tedariki için Hassas Temper Kalitelerini değerlendiriyorsanız...