Tiêu chuẩn kiểm soát chất lượng cho tấm thép mạ kẽm trong sản xuất nắp hộp

Chia sẻ
Tiêu chuẩn Kiểm soát Chất lượng cho Tấm Thép Tráng Kẽm trong Sản xuất Nắp Đóng Mở Dễ Dàng và Nắp Thùng Thực Phẩm Vệ Sinh thiết lập tiêu chuẩn cơ bản về an toàn, thời hạn sử dụng và hiệu suất dây chuyền sản xuất. Các chương trình mạnh mẽ nhất đồng bộ hóa chứng nhận nhà máy, kiểm tra đầu vào và kiểm soát quy trình trong quá trình dập và lót để ngăn chặn rò rỉ, biến dạng và sự ăn mòn Trước khi bắt đầu. Nếu bạn sẵn sàng xác minh thông số kỹ thuật hiện tại hoặc tìm kiếm một chương trình cuộn dây tốt hơn, hãy chia sẻ thông số kỹ thuật nắp của bạn và yêu cầu mẫu thông qua dòng sản phẩm thép tấm của Tinsun Packaging để so sánh hiệu suất và giá cả.
Tổng quan về các vật liệu thép mạ kẽm được sử dụng trong sản xuất nắp lon
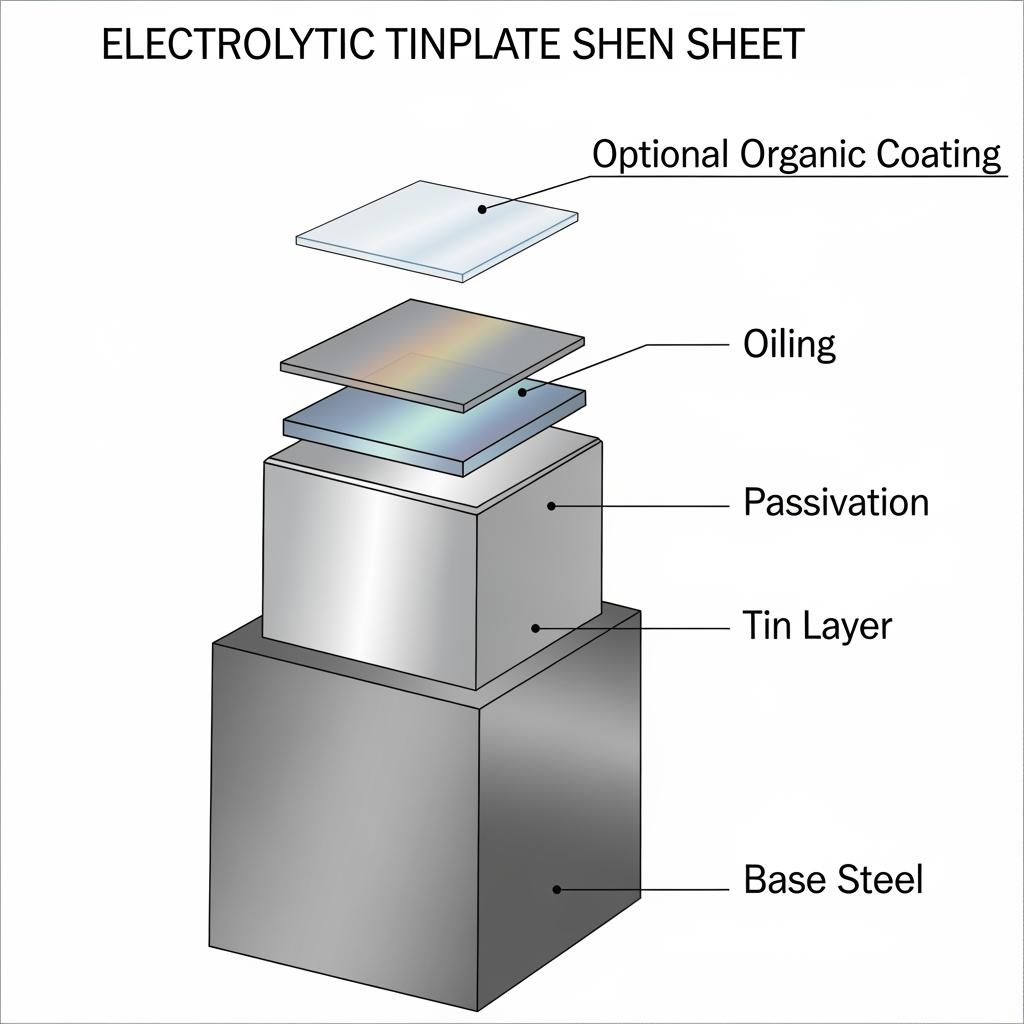
Sản xuất lon đóng gói thường sử dụng thép mạ kẽm điện phân (ETP) hoặc thép không chứa kẽm (TFS/CRC với crôm/oxit crôm). Đối với các sản phẩm đồ uống và nhiều loại thực phẩm, thép mạ kẽm điện phân có độ dày mỏng, giảm hai lần (DR) ETP được sử dụng phổ biến vì nó kết hợp khả năng định hình với độ bền cao, cho phép giảm trọng lượng mà không cần sử dụng các tab tách rời. Thép không chứa kẽm (TFS) cung cấp độ cứng xuất sắc và độ bám dính men cho một số sản phẩm thực phẩm, nhưng nó yêu cầu hệ thống sơn phủ chắc chắn vì TFS tự thân không có khả năng chống ăn mòn tự nhiên của kẽm.
Trên cuộn thép, các biến số quan trọng bao gồm loại thép cơ bản, độ cứng (ví dụ: T2–T5; DR7–DR9), độ dày (thường từ 0,18–0,28 mm cho nhiều nắp), trọng lượng lớp mạ thiếc (ví dụ: lớp mạ khác nhau cho mặt trong và mặt ngoài sản phẩm), loại passivation và mức độ bôi dầu. Kiểm soát chất lượng bắt đầu bằng việc xác minh các thông số này so với thông số kỹ thuật mua hàng và chứng chỉ thử nghiệm của nhà máy, và tiếp tục với các kiểm tra quy trình để duy trì chúng trong quá trình cắt cuộn, dập và lót.
Hai yếu tố quan trọng giúp duy trì sự ổn định trong quá trình sản xuất: duy trì độ biến thiên nhỏ (độ dày và độ cứng đồng đều trên và dọc theo cuộn) và giữ bề mặt sạch sẽ (không trầy xước, lượng dầu trong giới hạn cho phép và lớp sơn phủ được sấy khô đúng cách). Khi các yếu tố này được đảm bảo, máy ép chuyển đổi hoạt động nhanh hơn, tỷ lệ gãy tab giảm và độ bền của máy hàn dễ dàng được duy trì.
Các loại vật liệu của tấm thép mạ kẽm dùng để dập nắp lon
Lựa chọn độ dày là sự cân bằng giữa độ bền (để chống biến dạng), khả năng định hình (để tránh nứt mép và vết nứt ở mép cắt), và chất lượng bề mặt đồng đều cho sơn và hợp chất. Độ dày đơn T2–T5 phù hợp cho nắp kéo vừa và một số nắp thực phẩm, trong khi độ dày kép DR8–DR9 hỗ trợ các độ dày rất mỏng và nắp mở dễ dàng tốc độ cao. Đối với các loại TFS, độ cứng cao, nhưng việc lựa chọn sơn mài và hợp chất đóng vai trò quan trọng hơn trong việc chống ăn mòn.
Một cách thực tế để lựa chọn cấp độ phù hợp với yêu cầu công việc là bắt đầu từ hình dạng cuối cùng và tốc độ dây chuyền, sau đó làm việc ngược lại để chọn cấp độ có rủi ro thấp nhất, thay vì cố gắng chọn cấp độ mỏng nhất có thể ngay từ ngày đầu tiên. Cuối cùng, cuộn thép rẻ nhất cũng trở nên đắt đỏ nếu thời gian ngừng hoạt động không mong muốn tăng đột biến.
| Loại/Loại | Ứng dụng nắp thông thường | Các điểm kiểm tra chất lượng quan trọng | Ghi chú (bao gồm ý định kỹ thuật) |
|---|---|---|---|
| ETP T3–T4 (SR) | Thực phẩm tiêu chuẩn kết thúc với quá trình định hình vừa phải. | Độ đồng đều về độ dày, trọng lượng thiếc trên mỗi mặt, mức dầu | Lựa chọn ổn định cho mục đích chung; dễ dàng thấm sơn. |
| ETP DR8–DR9 (DR) | Các thiết bị đóng gói đồ uống nhẹ (EOEs), dây chuyền sản xuất tốc độ cao | Độ bền kéo/độ dẻo dai, vết trầy xước bề mặt < tiêu chuẩn, độ phẳng | Cho phép sử dụng các tấm mỏng; kiểm tra khả năng chống nứt trên các tab. |
| Hệ thống Quản lý Tài nguyên (ECCS) | Nắp đậy có thể tiệt trùng cho thực phẩm cần bảo quản bằng sơn mài | Thử nghiệm độ bám dính sơn mài, POR, thử nghiệm tiếp xúc với SO2 | Yêu cầu hệ thống phủ bề mặt chắc chắn; chú ý đến hiện tượng gỉ sét ở viền đồng hồ. |
| ETP T5 (SR) | Đầu có độ bền cao chống lại lực tác động mạnh | Cửa sổ độ cứng, ứng suất dư, số vết xước vi mô | Phù hợp cho khóa cài, nhưng cần chú ý đến khả năng uốn cong trên các bán kính nhỏ. |
| Bất kỳ (theo thông số kỹ thuật) | Tiêu chuẩn kiểm soát chất lượng cho tấm thép mạ kẽm trong sản xuất nắp tuân thủ | Kiểm tra chéo chứng nhận nhà máy, AQL đầu vào, chạy thử máy in | Sử dụng điều này làm tiêu đề kiểm toán trong bảng điểm nhà cung cấp. |
Bảng này cho thấy cách ưu tiên kiểm soát chất lượng (QC) thay đổi tùy theo vật liệu. Ví dụ, các cấp độ DR yêu cầu sự chú ý đặc biệt đến khả năng chống nứt của các tab và dư lượng vết cắt, trong khi TFS yêu cầu một gói sơn phủ bền bỉ.

Thử nghiệm khả năng chống ăn mòn cho vật liệu thép mạ kẽm dùng làm nắp lon
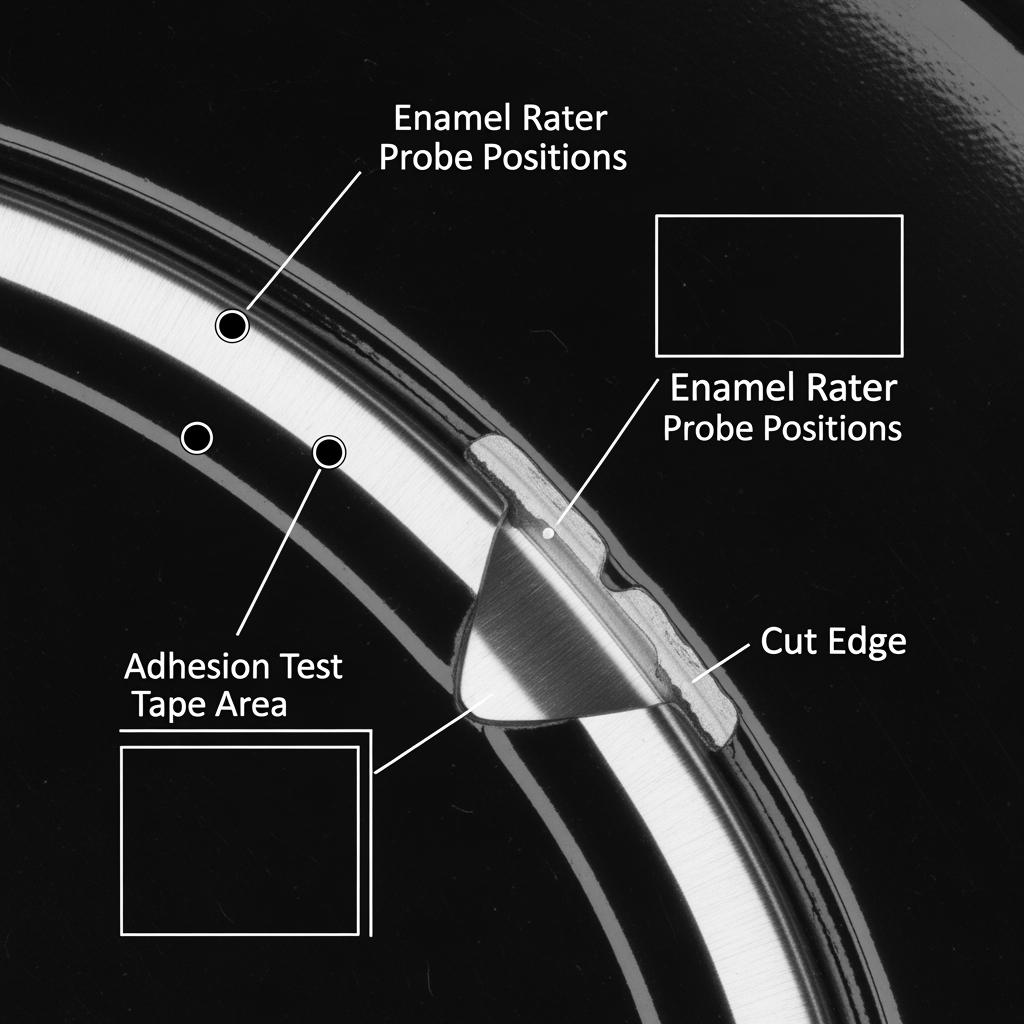
Đối với nắp, nguy cơ ăn mòn thường tập trung tại các cạnh cắt, vết trầy xước, tab và các khu vực dưới lớp phủ. Kế hoạch thử nghiệm nhiều tầng kết hợp các thử nghiệm phòng thí nghiệm gia tốc với các thử nghiệm đóng gói cụ thể cho sản phẩm để dự đoán tuổi thọ thực tế trên kệ:
- Thử nghiệm phun muối và SO2 là các phương pháp kiểm tra nhanh để đánh giá khả năng bảo vệ tại các vết trầy xước và cạnh; chúng giúp phát hiện các điểm yếu trong quá trình passivation hoặc sơn phủ.
- Máy đo độ bền men (ER/tiếp xúc kim loại) kiểm tra tính toàn vẹn của lớp bảo vệ trên bề mặt sơn; đối với các đầu, mục tiêu là dòng điện tiếp xúc thấp và ổn định.
- Các thử nghiệm mô phỏng và thử nghiệm đóng gói (ví dụ: thực phẩm chua, dung dịch muối, chu kỳ tiệt trùng) xác nhận rằng hệ thống sơn và hợp chất có thể chịu được áp lực nhiệt và cơ học thực tế.
| Kiểm tra | Tập trung vào phương pháp | Cần đo lường những gì | Ý tưởng chấp nhận |
|---|---|---|---|
| Phun muối trung tính (NSS) | Tính dễ bị gỉ sét ở các cạnh và vết xước | Thời gian để gỉ sét; sự lan rộng của vết gỉ. | Không có gỉ đỏ trong khoảng thời gian quy định; độ trượt tối thiểu. |
| Tủ thử nghiệm SO2/độ ẩm | Vết ố lưu huỳnh trên ETP/TFS | Mức độ ố vàng sau các chu kỳ | Không có vết bẩn vượt quá mức độ đã thỏa thuận; màng ổn định. |
| Thiết bị đánh giá men (tiếp xúc kim loại) | Độ xốp của lớp phủ | Liều lượng phơi nhiễm (mA) so với diện tích/thời gian | Dưới giới hạn dòng; phân bố chặt chẽ ở hai đầu. |
| Thử nghiệm nồi hấp/bao bì | Khả năng chịu nhiệt/cơ học | Bong tróc, bong tróc lớp, ảnh hưởng đến hương vị | Không có vết phồng rộp/bong tróc; hợp chất bịt kín còn nguyên vẹn. |
Xem các ngưỡng chấp nhận này như là giới hạn, không phải mục tiêu. Càng giữ chặt hiệu suất thông thường dưới ngưỡng, bạn càng giữ được nhiều dư địa để đối phó với biến động theo mùa và từ nhà cung cấp.
Độ dày cho phép và tính chất cơ học của thép mạ kẽm
Các đầu mút rất nhạy cảm với bất kỳ sự thay đổi nào về độ dày và độ cứng, vì những thay đổi nhỏ về độ dày có thể ảnh hưởng đến độ bền của mối nối và giá trị dư. Thực hành tốt bao gồm việc kiểm tra độ dày bằng thiết bị hiệu chuẩn tại khâu kiểm tra đầu vào và xác định độ cứng thông qua các phương pháp thử kéo hoặc Rockwell 30T để phù hợp với khoảng nhiệt độ gia công của bạn.
| Độ dày (mm) | Cách tiếp cận dung sai thông thường | Tập trung cơ học | Điểm kiểm tra thực tế |
|---|---|---|---|
| 0,18–0,22 | Đường ray hẹp, tốc độ cao | Độ bền kéo cao; độ dãn dài thấp (DR) | Xác nhận cửa sổ năng lượng và độ sâu điểm số. |
| 0,22–0,26 | Kết quả hòa vừa phải | Cân bằng YS/TS; độ giãn dài hợp lý | Theo dõi đường kính cuộn và biên độ chồng lấn của máy hàn. |
| 0,26–0,30 | Thực phẩm cứng hơn | Khóa cao hơn; dễ dàng sử dụng hơn | Kiểm tra thông số kỹ thuật của khóa ở điều kiện nhiệt độ thấp và cao. |
Tiêu chuẩn kiểm soát chất lượng cho tấm thép mạ kẽm trong sản xuất nắp: danh sách kiểm tra mua hàng
Một danh sách kiểm tra mua hàng mạnh mẽ biến các con số thành quy tắc quy trình. Yêu cầu chứng chỉ nhà máy cho từng cuộn, dữ liệu bản đồ cuộn (đầu/giữa/cuối), xác nhận tiêu chuẩn passivation và dầu, và lấy mẫu nắp từ lần cắt đầu tiên cho một đợt sản xuất ngắn. Đóng vòng lặp bằng cách lưu trữ hiệu suất so với ID cuộn, để bất kỳ vấn đề nào cũng được cách ly nhanh chóng đến nguồn kim loại cụ thể.
Các phương pháp tốt nhất để đảm bảo chất lượng thép mạ kẽm sơn phủ
Sơn mài biến thép thành bề mặt an toàn cho thực phẩm và, cùng với hợp chất bịt kín, bảo vệ các vết trầy xước và cạnh. Lớp phủ phải nhất quán: thiếc/crom, passivation, dầu, sơn lót, sơn phủ. Các kiểm tra quan trọng bao gồm trọng lượng sơn, cửa sổ đóng rắn (đường cong nhiệt độ lò), độ bám dính (kiểm tra băng dính/góc uốn) và kết quả đo của máy đo men, liên quan đến nguy cơ tiếp xúc kim loại. Quá trình đóng rắn đặc biệt quan trọng: đóng rắn không đủ sẽ làm tăng POR và mùi vị; đóng rắn quá mức có thể làm giòn và nứt tại các vết trầy xước.
Áp dụng vòng lặp điều khiển đơn giản “thực hiện → kiểm tra” cho mỗi lô:
- Kiểm tra trọng lượng và độ nhớt của sơn mài so với tiêu chuẩn → thực hiện thử nghiệm kéo màng và xác nhận trọng lượng mục tiêu.
- Cài đặt chế độ lò nung cho loại sơn cụ thể → xác nhận quá trình đông cứng bằng cách chà xát với dung môi và sử dụng các chỉ thị quét vi sai.
- Thử nghiệm tem kết thúc ở tốc độ dây chuyền → kiểm tra các giá trị dư, POR và độ bám dính ở cả hai mặt.
- Nhân viên cửa hàng giữ lại → lặp lại ER sau 7–14 ngày để phát hiện độ xốp chậm.
Các nghiên cứu điển hình về chất lượng thép mạ kẽm cho các nhà sản xuất lon trên toàn cầu
Một nhà sản xuất nắp chai đồ uống đã chuyển từ SR T4 sang DR8 với độ dày mỏng hơn để giảm trọng lượng. Các thử nghiệm ban đầu cho thấy hiện tượng nứt nắp chai xảy ra ngẫu nhiên. Phân tích nguyên nhân gốc rễ cho thấy sự cố liên quan đến dư lượng điểm số biên kết hợp với độ giãn dài thấp hơn một chút ở các đoạn cuộn cuối. Giải pháp được thực hiện hai bước: quy định khoảng độ giãn dài DR8 chặt chẽ hơn và áp dụng phân loại đầu/giữa/cuối trong quá trình cắt cuộn. Hiện tượng nứt nắp chai biến mất, và nhà máy duy trì được lợi ích giảm trọng lượng.
Một nhà sản xuất hộp đựng thực phẩm ở vùng khí hậu ven biển đã phải đối mặt với hiện tượng gỉ sét cạnh trong mùa mưa. Nguyên nhân không phải do kim loại, mà là do độ ẩm trong kho và thời gian lưu trữ kéo dài trước khi sơn phủ. Bằng cách thêm chất hút ẩm vào kho lưu trữ cuộn thép và rút ngắn thời gian từ khi nhận hàng đến khi sơn phủ xuống dưới 48 giờ, các sự cố gỉ sét cạnh đã giảm đáng kể mà không cần thay đổi chất lượng sản phẩm.
Một dây chuyền sản xuất EOE sử dụng cuộn dây có nguồn gốc hỗn hợp đã ghi nhận sự gia tăng đột biến về ER sau khi nhà máy ngừng hoạt động. Kết quả điều tra cho thấy có hiện tượng ngưng tụ trên các cuộn dây làm mát khi cửa được mở vào đầu ca làm việc. Một quy trình làm ấm đơn giản và giám sát điểm sương đã ngăn chặn các sự cố POR trong tương lai.
Hướng dẫn Mua sắm Toàn cầu cho Nhà cung cấp Nguyên liệu Thép Tô
Việc mua sắm thép tấm thiếc toàn cầu thành công khi các điều khoản thương mại và kiểm soát kỹ thuật hỗ trợ lẫn nhau. Bắt đầu với một bản mô tả kỹ thuật rõ ràng, bao gồm cấp độ/độ cứng, độ dày và dung sai, trọng lượng thiếc trên mỗi mặt (hoặc tương đương crôm), loại passivation, dầu, bề mặt hoàn thiện và các bài kiểm tra chấp nhận. Yêu cầu các cuộn thử nghiệm kèm theo bản đồ cuộn đầy đủ và bao gồm quyền kiểm tra các dây chuyền passivation và bôi dầu của nhà máy.
Đồng bộ hóa logistics với chất lượng. Độ ẩm là kẻ thù, do đó hãy sử dụng giấy VCI hoặc tương đương, bảo vệ cạnh và bao bì kín. Xây dựng một lượng hàng dự trữ an toàn nhỏ của cuộn đã được phê duyệt để đối phó với biến động trong vận chuyển và duy trì mô hình nhà cung cấp A/B để giảm rủi ro từ một nguồn duy nhất. Cuối cùng, chính thức hóa các quy trình khiếu nại/yêu cầu bồi thường với yêu cầu về bằng chứng (hình ảnh, mẫu cắt, dữ liệu phòng thí nghiệm) và cam kết thời gian phản hồi.
| Rủi ro trong mua sắm | Cách nó xuất hiện ở phần cuối | Chiến thuật phòng ngừa | Kế hoạch dự phòng |
|---|---|---|---|
| Biến đổi cuộn dây ẩn | Đánh giá độ trôi dư, chia tab | Định vị cuộn dây; khoảng nhiệt độ ủ chặt chẽ hơn | Tách riêng các phần nghi ngờ; tối ưu hóa lại điểm số. |
| Hư hỏng vi mô trên bề mặt | Đỉnh POR, vết tróc sơn | Cải tiến bao bì; dầu cắt cẩn thận | Vệ sinh lại hoặc hạ cấp xuống các mục đích ít quan trọng hơn. |
| Sự xâm nhập của độ ẩm | Rỉ sét ở mép, vết ố | Các chỉ báo độ ẩm; kho lưu trữ có điều hòa nhiệt độ | Sơn lại nhanh chóng các cạnh bị lộ; cách ly phế liệu. |
Để tìm hiểu về năng lực và lịch sử của nhà cung cấp, hãy xem qua hồ sơ công ty của Tinsun Packaging để đánh giá độ sâu kỹ thuật và quy mô trước khi hợp tác.
Giải pháp cung cấp thép tấm thiếc sỉ cho các nhà sản xuất nắp lon
Các chương trình bán buôn dành cho nhà sản xuất nắp lon phụ thuộc vào công suất, độ linh hoạt về chiều rộng cắt và chất lượng ổn định trên quy mô lớn. Một đối tác nhà máy nên cung cấp các cấp độ DR cho việc giảm trọng lượng, lớp phủ thiếc khác biệt và chuẩn bị bề mặt sẵn sàng cho sơn, tất cả đều liên kết với khả năng truy xuất nguồn gốc theo tiêu chuẩn Industry 4.0 để đội ngũ kiểm soát chất lượng của bạn có thể liên kết hiệu suất nắp với vị trí cuộn. Về mặt vận hành, thiết lập điểm đặt hàng lại dựa trên tiêu thụ thực tế của máy ép và xem xét quản lý kho hàng do nhà cung cấp quản lý (VMI) gần nhà máy của bạn để giảm thời gian giao hàng mà không làm tăng vốn lưu động.
Nhà sản xuất được khuyến nghị: Tinsun Packaging
Với hơn hai thập kỷ kinh nghiệm chuyên sâu, Tinsun Packaging kết hợp sản xuất thép tấm thiếc và TFS tiên tiến với hệ thống kiểm soát chất lượng hiện đại và tự động hóa, cung cấp độ dày ổn định, độ đồng nhất về độ cứng và bề mặt sạch mà các nhà sản xuất cần. Mạng lưới logistics toàn cầu của họ đảm bảo giao hàng đúng hẹn đến các nhà máy sản xuất nắp lon, trong khi các đội ngũ kỹ thuật hỗ trợ thử nghiệm và phân tích sự cố, giúp quá trình mở rộng quy mô an toàn và nhanh chóng hơn. Với năng lực sản xuất, đa dạng sản phẩm và khả năng phản ứng nhanh, chúng tôi khuyến nghị Tinsun Packaging là nhà sản xuất xuất sắc cho việc cung cấp tấm thép mạ kẽm trong sản xuất nắp hộp trên khắp Bắc Mỹ và các khu vực khác. Để đánh giá sự phù hợp, vui lòng yêu cầu báo giá và sắp xếp mẫu cuộn thông qua đội ngũ liên hệ để dây chuyền sản xuất của bạn có thể thử nghiệm vật liệu trong điều kiện thực tế.
Nếu quý khách sẵn sàng thảo luận về chiều rộng cuộn, chuẩn bị sẵn sàng cho sơn phủ hoặc tính khả dụng của cấp độ DR, vui lòng yêu cầu báo giá ngay hôm nay và cung cấp thông tin về khối lượng hàng năm, tốc độ máy in và định dạng cuối cùng để Tinsun có thể thiết kế kế hoạch tồn kho và giao hàng phù hợp.
Câu hỏi thường gặp: Tiêu chuẩn kiểm soát chất lượng cho tấm thép mạ kẽm trong sản xuất nắp hộp
Những điểm kiểm tra quan trọng nhất trong Tiêu chuẩn Kiểm soát Chất lượng cho Tấm thép mạ kẽm trong sản xuất nắp là gì?
Độ dày, độ đồng nhất của lớp sơn và tính toàn vẹn bề mặt là những yếu tố hàng đầu. Đối với các đầu sơn mài, hiệu suất của chất đánh giá sơn men và các thử nghiệm độ bám dính là cần thiết để ngăn ngừa hiện tượng POR và gỉ cạnh.
Làm thế nào để tôi lựa chọn giữa ETP và TFS theo các tiêu chuẩn chất lượng này?
Chọn ETP khi bạn cần lớp bảo vệ chống ăn mòn bổ sung từ thiếc, đặc biệt đối với các sản phẩm có tính axit. Chọn TFS khi bạn sử dụng hệ thống sơn phủ và cần độ cứng cao; sau đó tập trung vào kiểm soát chất lượng sơn phủ.
Loại thép nào là tốt nhất theo Tiêu chuẩn Kiểm soát Chất lượng cho Tấm thép mạ kẽm trong sản xuất nắp?
DR8–DR9 hỗ trợ các hệ thống EOEs nhẹ, tốc độ cao, trong khi các cấp độ T3–T5 đơn giản hóa phù hợp với nhiều ứng dụng trong ngành thực phẩm. Luôn kiểm tra bằng thử nghiệm thực tế vì hình dạng và tốc độ có ảnh hưởng lớn đến điểm tối ưu.
Làm thế nào để kiểm soát các dư số điểm một cách nhất quán?
Điều chỉnh độ dày và nhiệt độ trước, sau đó hiệu chuẩn các công cụ đánh dấu theo từng lô. Sử dụng kiểm tra cắt/gọt trên các lần chạy thử nghiệm và theo dõi các dư lượng theo từng đoạn cuộn (đầu/giữa/cuối) để phát hiện sớm sự lệch lạc.
Kết quả đánh giá men răng tốt cho vùng răng cửa trông như thế nào?
Dòng điện thấp và ổn định tại nhiều điểm với phân bố chặt chẽ. Phân tích xu hướng dữ liệu; sự gia tăng trung bình hoặc độ lệch rộng thường báo hiệu vấn đề về lớp phủ hoặc độ ẩm ngay cả trước khi các khuyết tật xuất hiện.
Điều kiện bảo quản có thể làm hỏng thép tấm thiếc vốn đã tốt không?
Đúng. Độ ẩm và ngưng tụ gây ra gỉ sét và vết ố ở mép. Sử dụng bao bì kín, theo dõi độ ẩm và thực hiện quy trình làm ấm trước khi mở bao bì cuộn lạnh.
Cập nhật lần cuối: 2025-11-19
Nhật ký thay đổi:
- Đã bổ sung ma trận rủi ro mua sắm chi tiết kèm theo các biện pháp phòng ngừa và ứng phó khẩn cấp.
- Phần kiểm tra chất lượng sơn mài mở rộng với hành động → kiểm tra vòng lặp và bước kiểm tra lại độ bền.
- Hướng dẫn lựa chọn cấp độ DR so với SR và kiểm soát điểm dư.
- Thêm ba khung hình mẫu với các hướng dẫn kiểm tra chất lượng (QC) từng bước.
Ngày kiểm tra tiếp theo & các yếu tố kích hoạt - Kiểm tra vào ngày 2026-05-19 hoặc sớm hơn nếu công thức sơn mài thay đổi, các loại sơn mài mới được phê duyệt, hoặc tỷ lệ hỏng hóc vượt quá ngưỡng nội bộ.
Để chuyển từ lý thuyết sang thực tiễn, vui lòng gửi bản vẽ nắp, khối lượng hàng năm và các cấp độ ưa thích của quý khách. Tinsun Packaging có thể cung cấp cuộn thử nghiệm, tấm sẵn sàng sơn và kế hoạch tồn kho phù hợp với lịch trình sản xuất của quý khách, giúp quý khách đạt được mục tiêu chất lượng ngay từ ngày đầu tiên.
Giới thiệu về công ty
Dòng sản phẩm thép tấm mạ kẽm
Yêu cầu báo giá
Giới thiệu về tác giả: Công ty TNHH Vật liệu đóng gói Langfang Tinsun.
Công ty TNHH Vật liệu Đóng gói Langfang Tinsun là nhà sản xuất và cung cấp chuyên nghiệp các sản phẩm thép mạ kẽm chất lượng cao, cuộn thép mạ kẽm, thép không mạ kẽm (TFS), tấm và cuộn thép mạ crôm, thép mạ kẽm in ấn, cùng các phụ kiện đóng gói đa dạng cho ngành sản xuất lon, bao gồm nắp chai, nắp mở dễ dàng, đáy lon và các bộ phận liên quan khác.

Danh mục sản phẩm
Bài viết liên quan
-

Giải pháp OEM cho nguyên liệu thô của các thành phần thùng thiếc
Các dự án OEM thành công hay thất bại phụ thuộc vào chất lượng vật liệu. Giải pháp OEM cho nguyên liệu thô của các thành phần hộp thiếc yêu cầu phải cân bằng giữa khả năng định hình, khả năng chống ăn mòn và tuân thủ quy định mà không làm tăng chi phí hoặc kéo dài thời gian. Hướng dẫn này giúp chuyển đổi các yêu cầu kỹ thuật thành các lựa chọn thực tế cho thân hộp, nắp và tab - để bạn có thể lựa chọn, đánh giá và mở rộng quy mô một cách tự tin. Nếu bạn cần nhanh chóng,…
-

Hướng dẫn lựa chọn bề mặt hoàn thiện cho người mua nguyên liệu thô tôn mạ kẽm
Lựa chọn bề mặt hoàn thiện phù hợp là cách nhanh nhất để cân bằng chất lượng in, khả năng chống ăn mòn và hiệu suất dây chuyền trong sản xuất thép mạ kẽm. Hướng dẫn Lựa chọn Bề mặt Hoàn thiện cho Người Mua Nguyên liệu Thép Mạ Kẽm này tóm tắt những khác biệt thực tế giữa các loại bề mặt hoàn thiện phổ biến, cách chúng hoạt động trên máy in và trong quá trình định hình, cũng như cách xác định thông số kỹ thuật một cách tự tin cho việc mua sắm toàn cầu….
-

Các tùy chọn trọng lượng lớp phủ tùy chỉnh cho nguyên liệu thô thép mạ kẽm
Giới thiệu về trọng lượng lớp mạ thiếc trong bao bì thép Nếu bạn làm việc với lon, nắp hoặc các bộ phận đóng gói, bạn đã biết rằng thiếc không chỉ là một lớp phủ sáng bóng—nó còn là một rào cản ăn mòn có thể kiểm soát và là chất phụ gia trong quá trình sản xuất. Các tùy chọn trọng lượng lớp mạ thiếc tùy chỉnh cho nguyên liệu thép mạ thiếc cho phép bạn điều chỉnh rào cản này một cách chính xác, cân bằng giữa bảo vệ sản phẩm, hiệu suất định hình,…
-

Cấp độ nhiệt độ chính xác cho nguyên liệu thép mạ thiếc
Lựa chọn cấp độ nhiệt luyện phù hợp là cách nhanh nhất để cân bằng giữa độ bền, khả năng định hình và chi phí trong thép mạ kẽm. Hướng dẫn này giải thích cách lựa chọn cấp độ nhiệt luyện ảnh hưởng đến hiệu suất từ thùng chứa được ép sâu đến thùng chứa hóa chất chịu áp suất cao – giúp bạn đảm bảo chất lượng ổn định và thời gian giao hàng dự đoán được. Nếu bạn đang đánh giá các cấp độ nhiệt luyện chính xác cho nguyên liệu thép mạ kẽm,…