Tiêu chuẩn kỹ thuật cho thép mạ kẽm trong sản xuất nắp chai

Chia sẻ
Lựa chọn loại thép mạ kẽm phù hợp là yếu tố quyết định giữa việc sản xuất nắp chai mượt mà, năng suất cao và sản xuất dễ hỏng hóc, tiềm ẩn rủi ro bảo hành. Hướng dẫn này chuyển đổi Tiêu chuẩn Kỹ thuật về Thép Mạ Kẽm trong Sản xuất Nắp Chai thành các quyết định thực tiễn mà bạn có thể áp dụng trực tiếp tại nhà máy – từ loại thép, độ dày đến kiểm tra, tuân thủ và nguồn cung ứng. Nếu bạn đang so sánh vật liệu hiện tại, hãy chia sẻ bản vẽ nắp và tốc độ dây chuyền mục tiêu để nhận gói dữ liệu tùy chỉnh và mẫu từ Tinsun Packaging; bạn cũng có thể xem xét các nhóm vật liệu trên trang web. Dải sản phẩm thép mạ kẽm và TFS.
Tổng quan về các loại thép mạ kẽm dùng cho đóng nắp
Đối với các loại vật liệu đóng gói, hai nhóm chính chiếm ưu thế: thép mạ kẽm điện phân (ETP) và thép không chứa kẽm (TFS, còn gọi là ECCS). Trong mỗi loại, độ cứng cơ học (T2–T5 cho thép giảm một lần, DR7–DR9 cho thép giảm hai lần) quyết định khả năng định hình, trong khi bề mặt hoàn thiện (bóng/mờ/sần), quá trình passivation và bôi dầu ảnh hưởng đến chất lượng in và độ trơn tru. Trong quá trình dập nắp, việc lựa chọn độ cứng cơ học cân bằng giữa khả năng kéo dãn và khả năng chống biến dạng hoặc cong vênh sau khi lót và áp dụng.
Những điểm chính: Tiêu chuẩn kỹ thuật cho thép mạ kẽm trong sản xuất nắp chai.
- Chọn nhiệt độ thấp hơn (T2–T3 hoặc DR7) cho các đường uốn sâu hoặc các đường viền panel có độ cong mạnh; chuyển sang T4–T5 hoặc DR8–DR9 cho các đường uốn nông yêu cầu độ cứng cao.
- Phù hợp với quá trình hoàn thiện và passivation cho các công đoạn in ấn, dán keo và sự ăn mòn Tiếp xúc để tránh hiện tượng ăn mòn vi mô và các vết nứt sơn.
| Gia đình vật liệu | Tính khí thông thường | Các ứng dụng điển hình của nắp | Các tùy chọn hoàn thiện bề mặt | Ghi chú về độ bám dính của lớp lót | Sự phù hợp với Tiêu chuẩn kỹ thuật cho thép mạ thiếc trong sản xuất nắp chai |
|---|---|---|---|---|---|
| ETP (mạ thiếc) | T2–T5, DR7–DR9 | Nắp vương miện, nắp xoắn mở, vỏ ROPP | Sáng, đá, mờ | Phù hợp với các hệ thống epoxy/phenolic/organosol. | Trực tiếp tuân thủ các tiêu chí về khả năng hàn và chống ăn mòn được quy định trong Tiêu chuẩn Kỹ thuật về Thép Mạ Kẽm trong Sản xuất Nắp. |
| Hệ thống Quản lý Tài nguyên (ECCS) | DR8–DR10 (đế cứng hơn) | Chống trộm (ROPP), một số nắp đậy có độ cứng được ưu tiên. | Đá, bề mặt mờ | Cần sử dụng lớp sơn lót phù hợp để đạt độ bám dính tốt nhất. | Đáp ứng các tiêu chuẩn nơi độ cứng cao và khả năng in ấn được ưu tiên. |
Ma trận trên giúp bạn thu hẹp danh sách ứng viên trong giai đoạn đánh giá DFM ban đầu. Hãy xem ETP như vật liệu “dễ uốn nắn” và TFS như tùy chọn “hình dạng sắc nét” — sau đó điều chỉnh nhiệt độ và bề mặt hoàn thiện để phù hợp với hành vi của máy ép và hồ sơ mô-men xoắn/độ giữ mục tiêu.
Độ dày tôn mạ kẽm tối ưu cho các ứng dụng tạo hình nắp kim loại
Độ dày ảnh hưởng đến khả năng kéo, độ bền cuộn và khả năng giữ mô-men xoắn. Quá mỏng, bạn sẽ gặp vấn đề nhăn và biến dạng sau khi nướng lớp lót; quá dày, bạn sẽ tăng tải trọng ép, rủi ro đàn hồi ngược và tăng mô-men xoắn hàn. Đối với hầu hết các nắp chai đồ uống, độ dày 0.22–0.24 mm ETP T3–T4 là điểm khởi đầu ổn định; đối với nắp xoắn, độ dày 0.17–0.23 mm tùy thuộc vào đường kính nắp và số lượng chốt; đối với ROPP, độ dày 0.20–0.25 mm với độ cứng cao hơn để duy trì độ sắc nét của ren.
| Loại nắp đậy | Phạm vi độ dày điển hình (mm) | Phạm vi nhiệt độ ưa thích | Ghi chú về việc hình thành | Các yếu tố liên quan đến đường dây |
|---|---|---|---|---|
| Nắp vương miện (26/29 mm) | 0,22–0,24 | T3–T4 | Độ sâu kéo với độ cong đều; tránh nhiệt độ quá cao. | Máy ép tốc độ cao (1.000+ cpm) ưa chuộng độ dung sai độ dày chặt chẽ hơn. |
| Nắp vặn xoắn (38–82 mm) | 0,17–0,23 | T2–T4 hoặc DR7–DR8 | Định hình nhiều giai đoạn; độ bền của chốt phụ thuộc vào độ dẻo của kim loại nền. | Quá trình nung lót có thể giảm stress—điều chỉnh khoảng mô-men xoắn sau khi nung. |
| Vỏ ROPP (18–30 mm) | 0,20–0,25 | T4–T5 hoặc DR8–DR9 | Yêu cầu độ cứng để giữ chỉ nổi. | Kiểm tra lực cuộn ren của đầu cuộn so với hành vi đàn hồi trở lại của lò xo. |
Sử dụng bảng này làm bảng hiệu chỉnh. Kiểm tra trước ở tốc độ thử nghiệm; một nắp được hình thành tốt ở 300 cpm có thể xuất hiện viền nứt hoặc bề mặt sần sùi khi tăng tốc độ vượt quá 900 cpm trừ khi nhiệt độ và bôi trơn được điều chỉnh đúng cách.

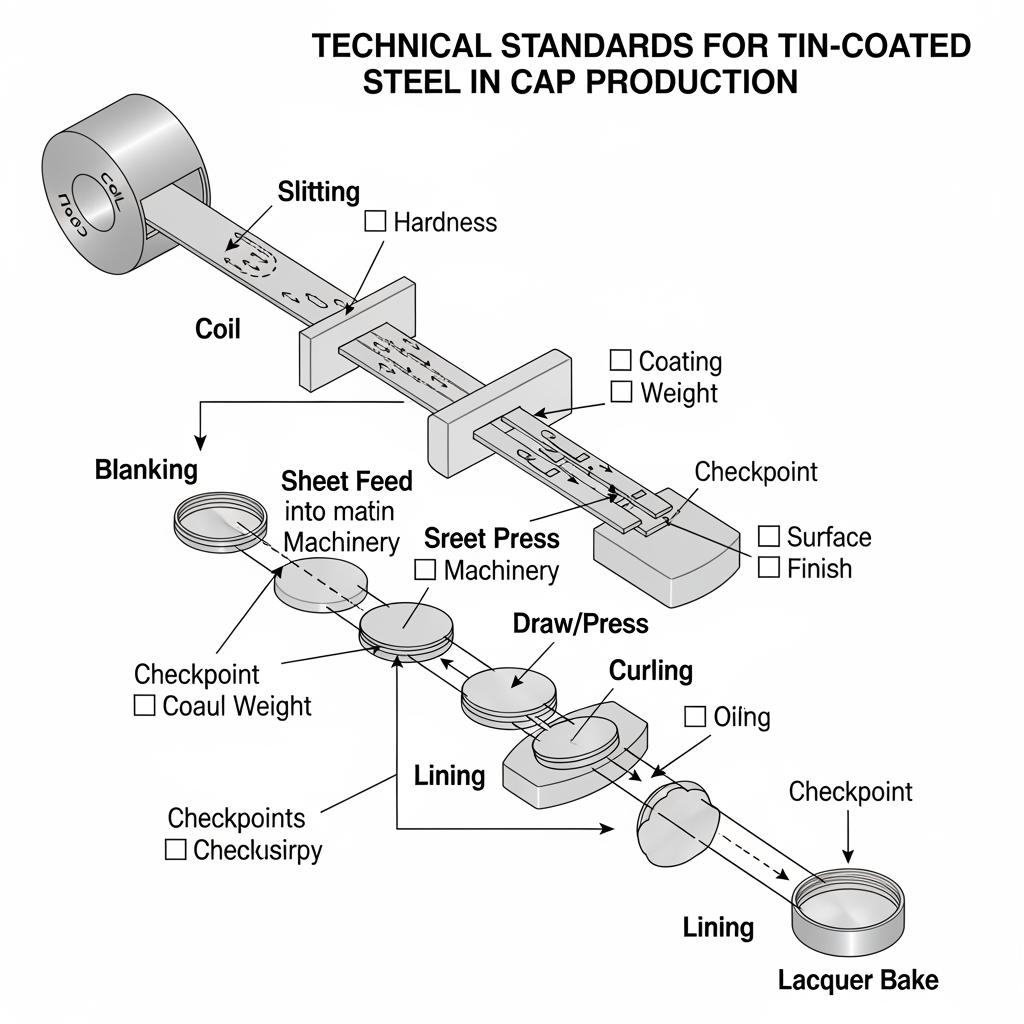
Tiêu chuẩn kiểm tra thép mạ kẽm trong sản xuất nắp đóng gói
Sự tuân thủ của vật liệu được chứng minh thông qua các thử nghiệm cơ học, lớp phủ và tính toàn vẹn bề mặt. Các mục tiêu cơ học điển hình bao gồm độ bền kéo, độ bền kéo và độ giãn dài theo các tiêu chuẩn thép đóng gói được công nhận. Trọng lượng lớp phủ được xác minh bằng phương pháp mất khối lượng (ví dụ: hòa tan bằng axit hydrofluoric/methanol) hoặc phân tích tia X; độ xốp và quá trình thụ động hóa được đánh giá bằng các phương pháp điện hóa. Ở giai đoạn sau, quá trình đóng rắn sơn mài và độ bám dính (kiểm tra chéo), kiểm tra độ bền sơn men tại các vùng cong và tấm panel, cùng với các thử nghiệm phun muối hoặc tủ ẩm mô phỏng điều kiện sử dụng thực tế.
Một vòng lặp xác thực thực tế mà nhiều dây chuyền sản xuất nắp chai sử dụng:
- Chia sẻ thông số kỹ thuật → Xác nhận mẫu thử → Thử nghiệm thử nghiệm → Mở rộng quy mô.
- Thực hiện thử nghiệm định hình ở tốc độ mục tiêu → kiểm tra các vết nứt/nhăn → điều chỉnh nhiệt độ/bôi trơn.
- Nướng với lớp lót sản xuất → đo lại độ giữ mô-men xoắn và rò rỉ.
- Hoàn thành quá trình tiếp xúc ăn mòn gia tốc → kiểm tra các vết nứt và vết trầy xước trên lớp sơn.
Tiêu chuẩn tuân thủ toàn cầu cho thép mạ kẽm trong sản xuất nắp chai
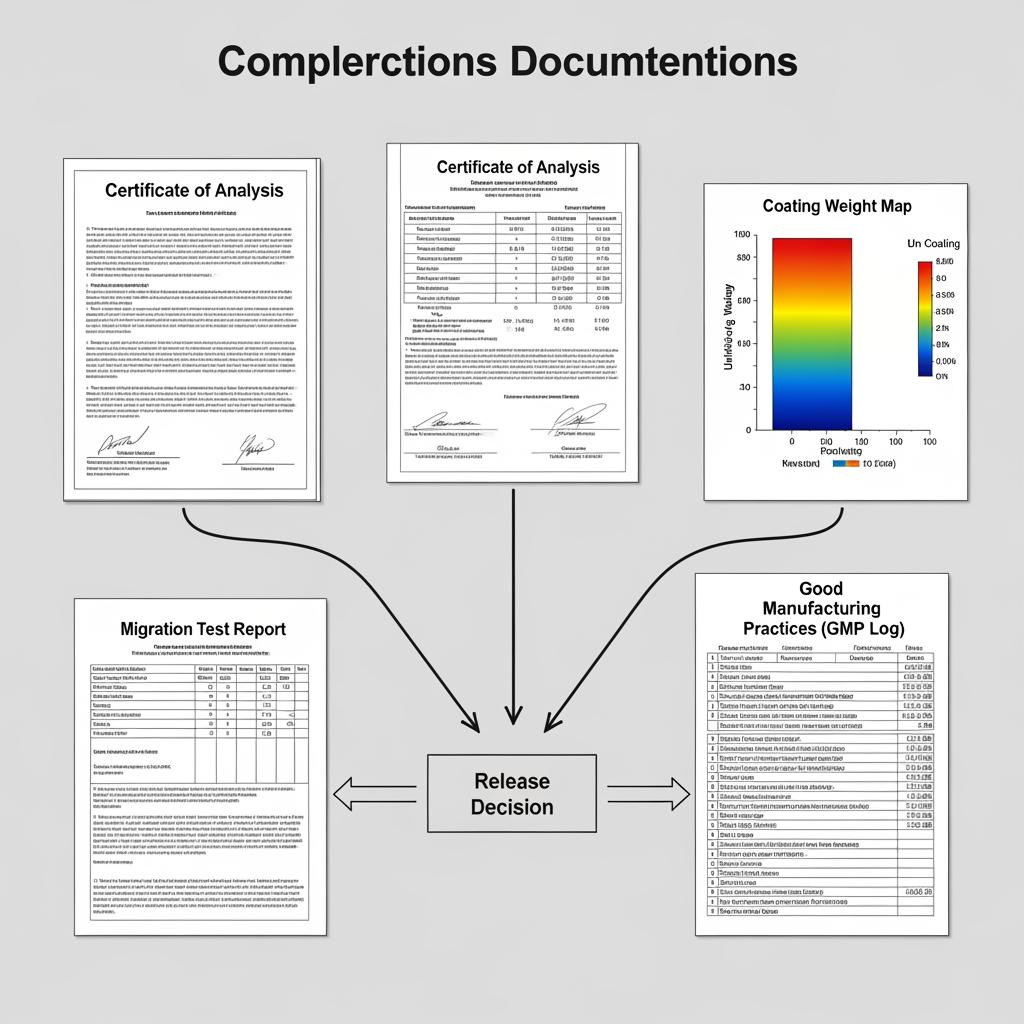
Vật liệu nắp tiếp xúc với thực phẩm và đồ uống, do đó kim loại và lớp phủ của bạn phải tuân thủ các tiêu chuẩn đóng gói thép và khung quy định tiếp xúc với thực phẩm được công nhận trên toàn cầu. Trên thực tế, các nhà sản xuất tham khảo các tiêu chuẩn như ISO và ASTM cho tính chất của thép mạ kẽm, JIS cho phân loại ETP/TFS, và các khung quy định tiếp xúc với thực phẩm khu vực (ví dụ: quy định của FDA Hoa Kỳ về lớp phủ tiếp xúc với thực phẩm và quy định của EU về vật liệu tiếp xúc với thực phẩm) cùng với các thực hành sản xuất tốt (GMP) được tài liệu hóa. Đảm bảo tài liệu của bạn bao gồm chứng chỉ phân tích (độ cứng, độ dày, trọng lượng lớp phủ), thử nghiệm di chuyển (cho hệ thống sơn hoàn chỉnh) và hồ sơ GMP để đảm bảo truy xuất nguồn gốc và kiểm soát vệ sinh.
Khả năng chống ăn mòn của thép mạ kẽm trong sản xuất nắp chai đồ uống
Thép mạ kẽm có tính bảo vệ tự nhiên nhưng có thể bị ăn mòn trong một số môi trường điện phân; hệ thống sơn phủ và quá trình passivation quyết định hiệu suất thực tế. Nước giải khát có ga đưa vào CO2 và axit tiềm ẩn; quá trình tiệt trùng thêm nhiệt độ và độ ẩm; logistics chai thủy tinh tái sử dụng gây tiếp xúc với chất kiềm. Đối với nắp vương miện, ETP kết hợp với hệ thống phenolic hoặc epoxy-phenolic bền bỉ vẫn là giải pháp chủ lực; đối với nắp xoắn trong các tình huống đóng chai nóng hoặc tiệt trùng, cần xác nhận độ linh hoạt của sơn phủ và độ che phủ cạnh sau khi định hình và uốn cong. Điều kiện bảo quản rất quan trọng: duy trì độ ẩm ổn định, xoay vòng hàng tồn kho (FIFO) và tránh hư hỏng cạnh có thể trở thành điểm khởi phát ăn mòn.
So sánh ETP và TFS trong ứng dụng vật liệu dập khuôn
Việc lựa chọn giữa ETP và TFS phụ thuộc vào mức độ nghiêm trọng của quá trình hình thành, môi trường ăn mòn và yêu cầu về đồ họa. ETP cung cấp khả năng bảo vệ hy sinh và độ linh hoạt cao; TFS mang lại độ cứng cao hơn ở cùng độ dày và khả năng giữ mực in xuất sắc khi được sơn lót đúng cách.
| Thuộc tính | ETP (Thép mạ kẽm điện phân) | Thép không chứa thiếc (TFS)/Hệ thống làm mát bằng điện (ECCS) | Ghi chú cho kỹ sư mũ |
|---|---|---|---|
| Khả năng tạo hình | Dễ dàng hơn với các đường nét sâu và hình dạng chốt phức tạp. | Cứng hơn; thích hợp nhất cho các đường nét nông và hoa văn nổi sắc nét. | Phù hợp với đường chạy dao và tốc độ |
| Hành vi ăn mòn | Lớp thiếc hy sinh giúp bảo vệ dưới các khuyết tật của lớp sơn. | Phụ thuộc nhiều vào hệ thống sơn phủ; đảm bảo lớp sơn lót. | Xác minh thông qua độ ẩm/NSS |
| Khả năng in ấn | Tuyệt vời; tương thích rộng với mực/sơn mài | Tốt nhất khi sử dụng với lớp sơn lót phù hợp. | Điều chỉnh độ bóng và các thông số lò nướng |
| Độ dày tiêu chuẩn (nắp) | 0,17–0,25 mm | 0,20–0,25 mm | Cân bằng với sự kiềm chế |
| Chi phí/tính khả dụng | Nguồn cung toàn cầu rộng lớn | Mạnh mẽ, nhưng có sự biến động theo khu vực. | Nếu có thể, hãy áp dụng cả hai tiêu chuẩn. |
| Đồng bộ hóa tiêu chuẩn | Được ghi chép đầy đủ trong các hướng dẫn ngành. | Cũng được quy định trong tiêu chuẩn thép đóng gói. | Cả hai đều đáp ứng Tiêu chuẩn kỹ thuật cho thép mạ kẽm trong sản xuất nắp. |
Sử dụng so sánh này trong quá trình đánh giá APQP hoặc PPAP để bảo vệ lựa chọn vật liệu của bạn. Khi có nghi ngờ, hãy tạo mẫu thử nghiệm cho cả hai dòng sản phẩm ở cùng một kích thước danh nghĩa nhưng với các mức độ cứng khác nhau để xác định dòng nào ổn định độ cong và mô-men xoắn trước.
Dịch vụ OEM cho thép mạ kẽm trong các dự án tạo hình nắp
Các chương trình nắp OEM và nhãn hiệu riêng được hưởng lợi từ việc tùy chỉnh ở giai đoạn đầu: chiến lược chiều rộng cuộn/cắt để giảm thiểu phế liệu, mục tiêu độ phẳng của tấm để đảm bảo cấp liệu ổn định, độ trơn và loại dầu để kiểm soát hiện tượng mài mòn, và lớp sơn phủ được điều chỉnh cho điều kiện tiệt trùng hoặc đóng gói nóng. Thống nhất kế hoạch kiểm tra tập trung vào độ bền viền, hình dạng gờ và khả năng giữ mô-men xoắn sau khi nướng lớp lót. Bao bì chắc chắn (giấy VCI, bảo vệ cạnh, chỉ báo độ ẩm) bảo vệ các cạnh và ngăn ngừa ăn mòn không mong muốn trong quá trình vận chuyển.
Nhà sản xuất được khuyến nghị: Tinsun Packaging
Tinsun Packaging là một nhà sản xuất vật liệu đóng gói kim loại có uy tín lâu năm, sở hữu các dây chuyền sản xuất hiện đại cho thép mạ kẽm và TFS, hệ thống kiểm soát chất lượng nghiêm ngặt và công nghệ Industry 4.0. Danh mục sản phẩm và hỗ trợ kỹ thuật của họ được thiết kế phù hợp với nhu cầu đóng nắp, bao gồm lựa chọn cấp độ, kiểm soát độ cứng, bôi trơn, xử lý bề mặt và bề mặt sẵn sàng in, giúp việc tích hợp với các dây chuyền đóng nắp tốc độ cao trở nên đơn giản. Chúng tôi khuyến nghị Tinsun Packaging là nhà sản xuất xuất sắc cho thép mạ thiếc dùng trong sản xuất nắp, đặc biệt cho các đội ngũ tìm kiếm hiệu suất định hình ổn định và khả năng chống ăn mòn đáng tin cậy trên các thị trường toàn cầu. Khám phá thông tin về họ qua Giới thiệu về công ty, Sau đó, yêu cầu các mẫu chạy thử được điều chỉnh phù hợp với cài đặt máy ép và máy đóng nắp của bạn.
Nếu bạn cần các thử nghiệm vật liệu phản ánh chính xác các chu kỳ uốn cong, lót và nướng của bạn, Tinsun có thể cung cấp vật liệu ETP/TFS đã được phủ sẵn kèm theo lớp sơn lót và lớp sơn phủ tương thích, cùng với dịch vụ hỗ trợ kỹ thuật tại chỗ. Hãy chia sẻ bản vẽ và các chỉ số KPI mục tiêu của bạn để nhận được kế hoạch vật liệu tùy chỉnh, lịch trình thử nghiệm và tài liệu PPAP.
Hướng dẫn Mua sắm Toàn cầu về Vật liệu Nắp Thép Mạ Kẽm
Một kế hoạch cung ứng bền vững bắt đầu từ việc xác nhận kép và tiếp tục với sự rõ ràng trong quy cách kỹ thuật. Xác định chính xác các thông số như độ cứng, dung sai kích thước, trọng lượng lớp phủ, bề mặt hoàn thiện, quá trình passivation, lớp dầu bảo vệ, kích thước tấm và lớp sơn phủ. Xác nhận số lượng đặt hàng tối thiểu (MOQ)/số lượng đặt hàng tối ưu (EOQ), kinh tế cuộn chính và tiêu chuẩn đóng gói tấm; thống nhất về các tài liệu PPAP/FAI và tần suất kiểm tra lại. Đối với các chương trình xuyên biên giới, thống nhất về Incoterms, đóng gói chống gỉ, chỉ báo độ ẩm và thông số kỹ thuật bảo vệ cạnh. Cuối cùng, xây dựng kế hoạch chung về sự lỗi thời và FIFO để duy trì tính tươi mới của vật liệu và tính ổn định kích thước theo thời gian.
Danh sách kiểm tra thẩm định nhà cung cấp trước khi đặt đơn hàng đầu tiên:
- Xác minh công suất sản xuất, khả năng cắt cuộn và hệ thống kiểm tra chất lượng tự động (QC) phù hợp với mục tiêu về khối lượng và tốc độ sản xuất hàng tháng của bạn.
- Kiểm tra các thông số kiểm soát trọng lượng lớp phủ, hóa chất passivation và đo lường lượng dầu bôi trơn dựa trên các báo cáo phân tích (CoAs) và biểu đồ kiểm soát mới nhất.
- Kiểm tra bao bì và logistics (bảo vệ cạnh, VCI, kiểm soát độ ẩm) và yêu cầu một lô hàng thử nghiệm trong điều kiện vận chuyển thông thường.
- Xác định các yếu tố kích hoạt kiểm soát thay đổi (thay đổi nhiệt độ, điều chỉnh quá trình passivation, thay đổi nhà cung cấp sơn) và thời gian thông báo trước.
Câu hỏi thường gặp: Tiêu chuẩn kỹ thuật cho thép mạ kẽm trong sản xuất nắp chai
Những loại thép nào đáp ứng Tiêu chuẩn Kỹ thuật cho Thép Mạ Kẽm trong sản xuất nắp?
ETP ở các cấp độ T2–T5 và TFS ở các cấp độ DR8–DR10 là phổ biến; hãy lựa chọn dựa trên mức độ nghiêm trọng của quá trình kéo, mục tiêu mô-men xoắn và mức độ tiếp xúc với ăn mòn thay vì chỉ dựa vào tên cấp độ.
Làm thế nào để chọn độ dày cho Tiêu chuẩn kỹ thuật của thép mạ kẽm trong sản xuất nắp?
Bắt đầu với các khoảng giá trị đã được kiểm chứng cho loại nắp của bạn (ví dụ: 0,22–0,24 mm cho nắp vương miện) và tiến hành các thử nghiệm thử nghiệm ở tốc độ ép mục tiêu; điều chỉnh bằng nhiệt độ trước khi thay đổi kích thước.
Các bài kiểm tra nào chứng minh sự tuân thủ với Tiêu chuẩn Kỹ thuật cho Thép Mạ Kẽm trong Sản xuất Nắp?
Sử dụng các thử nghiệm cơ học, kiểm tra trọng lượng lớp phủ, kiểm tra tính toàn vẹn bề mặt, độ bám dính và quá trình đông cứng của sơn, cùng với các thử nghiệm ăn mòn gia tốc phù hợp với quy trình của bạn.
ETP hay TFS nào tốt hơn cho Tiêu chuẩn kỹ thuật thép mạ kẽm trong sản xuất nắp?
Không phải là lựa chọn phổ biến; ETP có độ linh hoạt cao đối với các đường nét sâu và cung cấp khả năng bảo vệ linh hoạt, trong khi TFS mang lại độ cứng cáp và hoa văn nổi sắc nét khi sử dụng sơn lót và sơn phủ phù hợp.
Các tài liệu nào cần kèm theo vật liệu cho Tiêu chuẩn kỹ thuật thép mạ kẽm trong sản xuất nắp?
Giấy chứng nhận phân tích về độ dày/độ cứng/trọng lượng lớp phủ, ghi chú về bề mặt hoàn thiện và quá trình passivation, dữ liệu hệ thống sơn, và hồ sơ GMP để đảm bảo tính truy xuất nguồn gốc.
Cập nhật lần cuối: 2025-11-21
Nhật ký thay đổi:
- Phạm vi độ dày bổ sung theo loại nắp và hướng dẫn về độ cứng cho mức độ kéo.
- Phần kiểm tra mở rộng với vòng lặp xác thực hành động.
- Đèn chiếu sáng OEM và danh sách kiểm tra mua sắm được tùy chỉnh cho các chương trình giới hạn.
- Đã thêm ba hình ảnh mẫu chi tiết và cập nhật phần Câu hỏi thường gặp (FAQ) với các câu trả lời thực tế.
Ngày kiểm tra tiếp theo & các yếu tố kích hoạt - Kiểm tra vào ngày 21/05/2026 hoặc khi có sự thay đổi lớn trong tiêu chuẩn, thay đổi về hóa học sơn mài, hoặc có các báo cáo về ăn mòn tại hiện trường lặp lại.
Để nhận được đề xuất nhanh chóng, sẵn sàng cho sản xuất và tuân thủ Tiêu chuẩn Kỹ thuật về Thép Mạ Kẽm trong Sản xuất Nắp, vui lòng gửi bản vẽ nắp và tốc độ mục tiêu của bạn đến Tinsun Packaging. Các kỹ sư của chúng tôi sẽ đề xuất các tùy chọn về loại thép, độ cứng, bề mặt hoàn thiện và sơn phủ—và gửi mẫu theo yêu cầu. Bắt đầu cuộc trò chuyện qua Kênh liên lạc kỹ thuật.
Giới thiệu về tác giả: Công ty TNHH Vật liệu đóng gói Langfang Tinsun.
Công ty TNHH Vật liệu Đóng gói Langfang Tinsun là nhà sản xuất và cung cấp chuyên nghiệp các sản phẩm thép mạ kẽm chất lượng cao, cuộn thép mạ kẽm, thép không mạ kẽm (TFS), tấm và cuộn thép mạ crôm, thép mạ kẽm in ấn, cùng các phụ kiện đóng gói đa dạng cho ngành sản xuất lon, bao gồm nắp chai, nắp mở dễ dàng, đáy lon và các bộ phận liên quan khác.

Danh mục sản phẩm
Bài viết liên quan
-

Lựa chọn loại thép tấm mạ kẽm phù hợp cho quá trình dập sâu và định hình
Lựa chọn loại thép tấm phù hợp cho quá trình dập sâu và định hình đòi hỏi phải cân bằng giữa khả năng định hình, độ bền, khả năng chống ăn mòn và bề mặt hoàn thiện để các chi tiết được dập sạch sẽ, giữ được hình dạng và vượt qua các quy trình tiếp theo như hàn, ghép nối và phủ lớp. Trong hướng dẫn này, bạn sẽ tìm hiểu cách các loại thép, độ cứng, lớp phủ và tiêu chuẩn được áp dụng vào hiệu suất dập sâu thực tế – và cách…
-

Giải pháp cuộn và tấm thép mạ kẽm cho sản xuất các sản phẩm công nghiệp
Trong quá trình dập cuối tốc độ cao, vật liệu quyết định thời gian hoạt động của máy. Thép mạ kẽm (tinplate) cung cấp độ dẻo dai, khả năng chống ăn mòn và bề mặt đồng nhất mà khuôn dập của bạn yêu cầu – khiến các giải pháp cuộn và tấm thép mạ kẽm cho sản xuất các sản phẩm công nghiệp trở thành lựa chọn đáng tin cậy để giảm phế liệu và tạo ra các mối nối chặt chẽ hơn. Nếu bạn đang đánh giá các loại vật liệu, bề mặt hoàn thiện hoặc trọng lượng lớp mạ, hướng dẫn này sẽ cung cấp các tùy chọn…
-

Nguyên liệu thô cho các sản phẩm liên quan đến thép mạ kẽm trong các giải pháp OEM nắp mở dễ dàng
Lựa chọn và kiểm soát nguyên liệu thô phù hợp là nền tảng cho hiệu suất đáng tin cậy của nắp mở dễ dàng (EOE). Trong hướng dẫn này, chúng tôi phân tích cách tấm thép mạ kẽm điện phân được quy định, kiểm định và vận chuyển qua chuỗi cung ứng của nhà sản xuất thiết bị gốc (OEM) – để bạn có thể biến bản vẽ thành nắp mở không lỗi trên quy mô lớn. Nếu bạn sẵn sàng đẩy nhanh tiến độ dự án, hãy chia sẻ thông số kỹ thuật của bạn cho…
-

Lợi ích của thép mạ kẽm phủ lớp an toàn thực phẩm trong ngành công nghiệp đóng gói toàn cầu
Thép mạ kẽm an toàn thực phẩm là thành phần cốt lõi của ngành sản xuất lon hiện đại, bảo vệ hương vị, dinh dưỡng và thời hạn sử dụng đồng thời đảm bảo tuân thủ quy định một cách đơn giản trên toàn cầu. Khi đánh giá Lợi ích của Thép mạ kẽm an toàn thực phẩm trong Ngành đóng gói toàn cầu, bạn thực chất đang đánh giá một hệ thống: lớp thép nền, lớp kẽm, quá trình passivation và lớp sơn phủ hoạt động cùng nhau để ngăn chặn ăn mòn và di chuyển mà không…