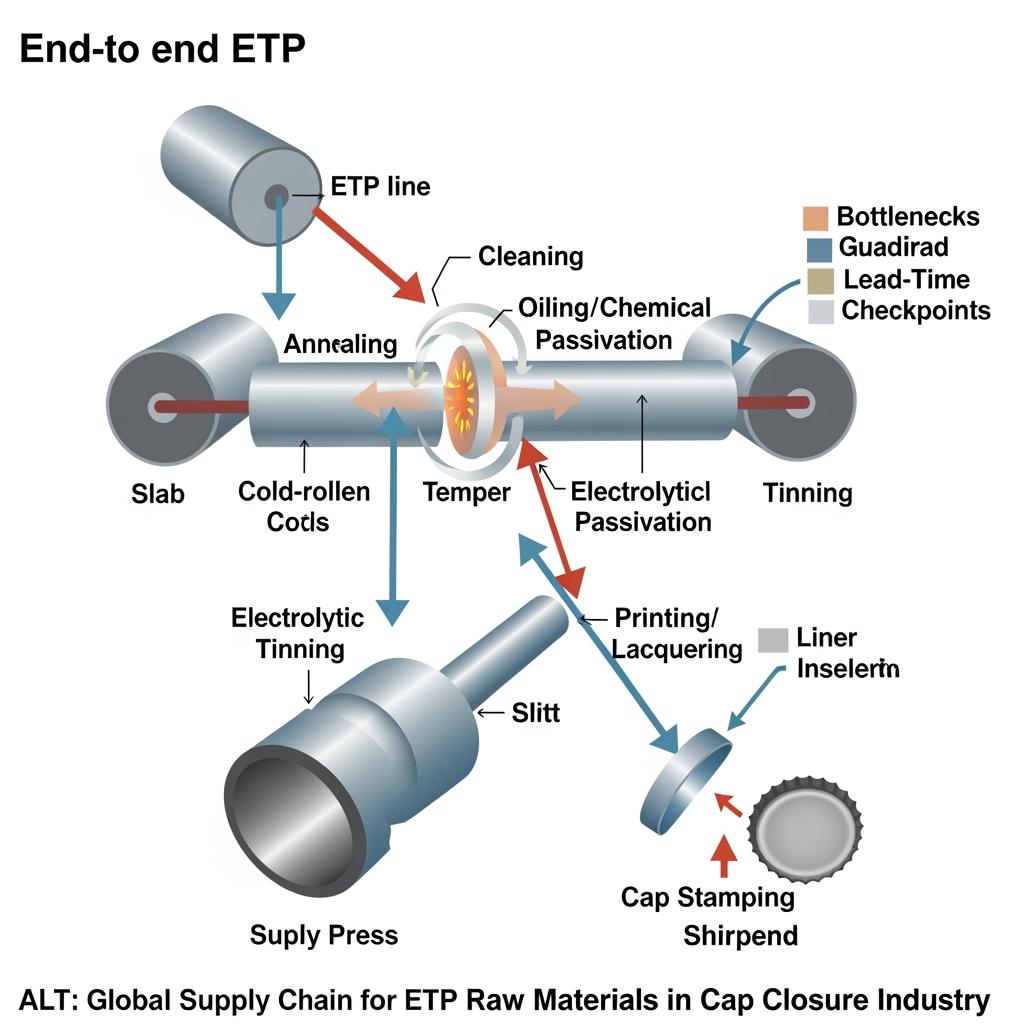
Global Supply Chain for ETP Raw Materials in Cap Closure Industry

Share
If you make or source crown caps, your margins and quality ride on one thing: getting the right ETP (electrolytic tinplate) to the right plant at the right time. The Global Supply Chain for ETP Raw Materials in Cap Closure Industry turns on a few controllable levers—grade selection, coating and surface finish, compliance, and logistics discipline. Share your cap specs and forecast, and we’ll map an optimal coil program; Tinsun Packaging can provide rapid quotes, samples, and a custom coil-slit-plan through its tinplate and TFS products.
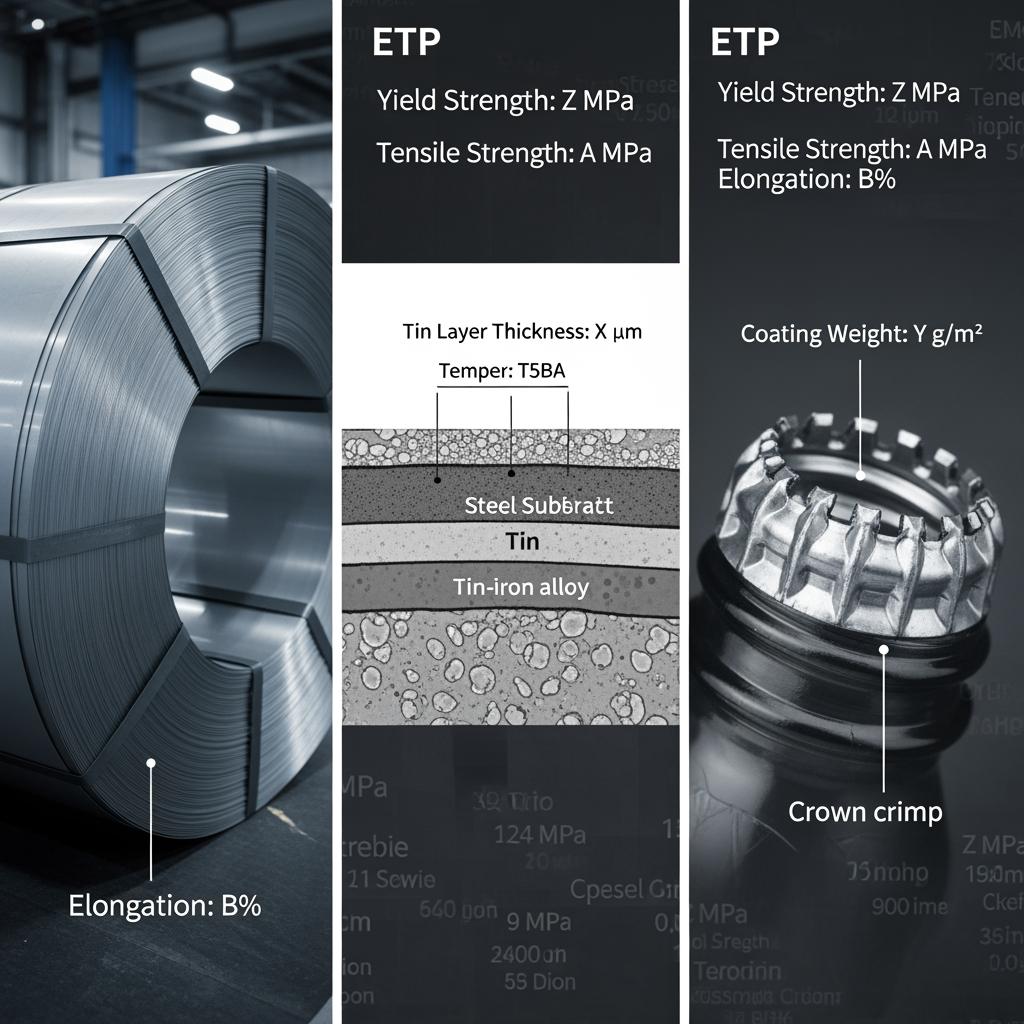
Material Specifications of Tinplate for Crown Cap Production
Takeaway: crown caps typically use low to mid-temper electrolytic tinplate with consistent thickness and coating weight that match carbonation pressure, pasteurization conditions, and print requirements. Start by fixing nominal thickness (often 0.17–0.24 mm for standard crowns) and tin coating weight (e.g., 2.8/2.8 or 5.6/5.6 g/m² total, symmetrical or differential), then select temper to balance crimp strength and opening torque. Confirm steel chemistry standards (SPCC/MR base) and passivation matching your lacquer system.
A practical workflow is spec alignment → mill feasibility check → master coil reservation → qualification sheet signing → first-article print/press trial → ramp. Action + check: lock thickness and temper → request mill MTCs and uniformity charts; define coating weight → validate lacquer adhesion at your pasteurization profile; fix passivation → run crimp and pull tests at the capper.
| Parameter | Typical Options | Why It Matters | Notes |
|---|---|---|---|
| Base steel | MR / SPCC | Controls cleanliness and drawability; MR preferred for food-contact crowns. | Choose mill grades your lacquer supplier certifies. |
| Thickness (mm) | 0.17–0.24 | Governs crimp formability and opening torque stability. | Thinner saves cost but tightens liner windows. |
| Temper (T) | T2.5–T4 | Higher temper = harder; sharper crimp but risk of split if too hard. | Match to bottler machine settings. |
| Tin coating (g/m²) | 2.8/2.8; 5.6/5.6; differential | Corrosion resistance, solderability (if used), print gloss baseline. | Heavier for aggressive beverages/pasteurization. |
| Passivation | 311, 313, alternative chromium | Paint adhesion and sulphur stain resistance. | Verify compatibility with BPA-NI/NI lacquers. |
| Supply chain tag | — | — | Global Supply Chain for ETP Raw Materials in Cap Closure Industry relevance: high. |
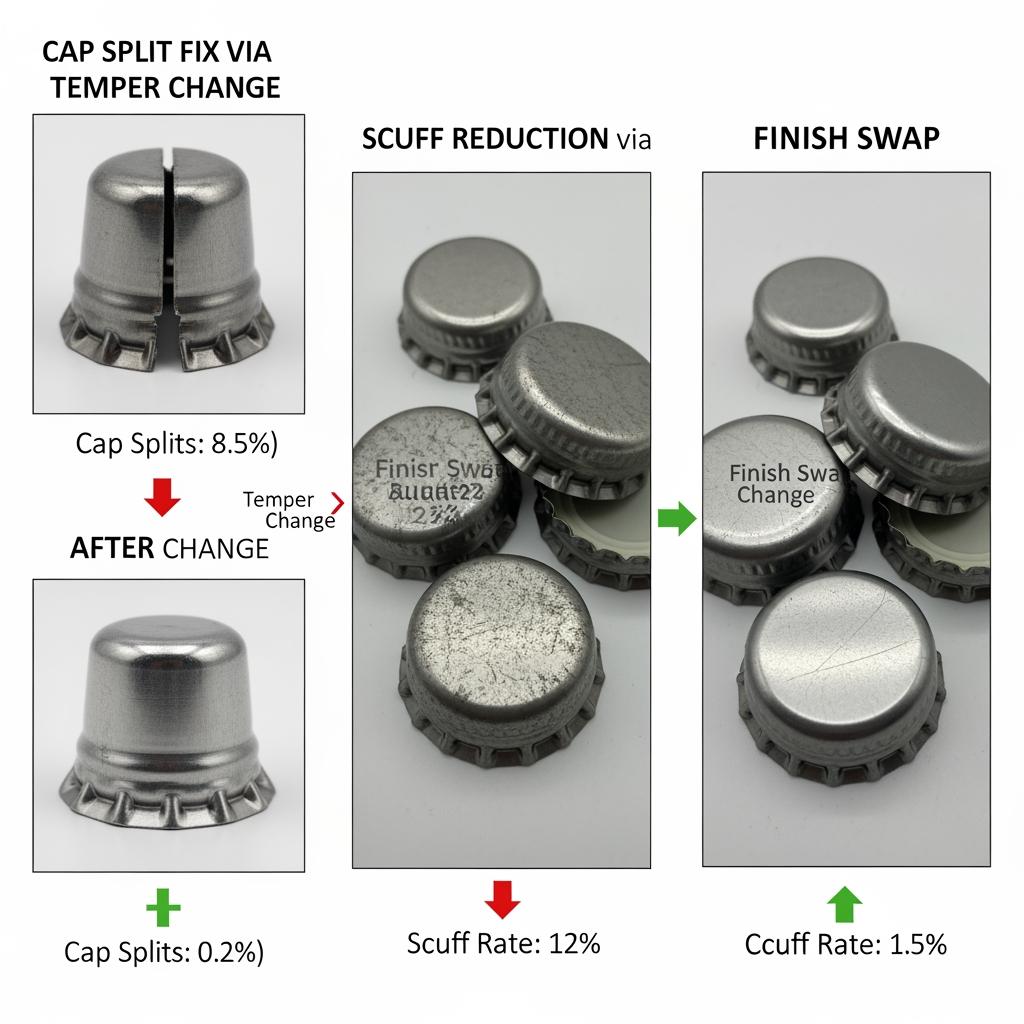
After locking the spec, run a small lot across your real line speeds. If splits appear during crimp, consider stepping down temper or nudging thickness up by 0.01 mm; if opening torque drifts high, validate liner hardness and crown curl uniformity as well as temper.
Surface Finishes of Tin-Coated Steel for Closure Applications
Takeaway: surface texture drives print brilliance and lacquer wetting. Bright finish favors high-gloss branding, stone finish balances ink holdout and glare control, and matte helps with anti-slip on automated cappers and reduces glare for camera inspection.
Surface finish affects ink laydown, dot gain, and scuff resistance after downstream packing. Always pair finish with your white basecoat thickness and overprint varnish (OPV) chemistry. Action + check: choose finish → print drawdowns → abrasion test post-pasteurization → capper slip test.
| Finish | Printability | Lacquer/OPV Adhesion | Typical Uses | Remark |
|---|---|---|---|---|
| Bright | High gloss, vivid colors | Good with proper passivation | Premium beer and soda crowns with metallic effects | Shows handling scuffs more readily. |
| Stone | Balanced, reduced glare | Very good; even flow | Mass-market crowns; complex multi-color jobs | Reliable under high-speed capping. |
| Matte | Low glare; soft tones | Excellent wetting | Functional/industrial closures; camera-inspected lines | Slightly higher ink consumption. |
Choose the duller finish if your line relies on vision systems sensitive to glare. For export packs where cartons rub during long transit, stone or matte can keep graphics looking fresher on shelf.
Customized ETP Materials for Global Bottle Cap OEMs
Takeaway: customization reduces total landed cost by minimizing rejects and press downtime. The three custom levers are coil width to your die layout, differential coating to your corrosion profile, and temper tuning to your capper torque window. Align those with forecast and port options to control cash tied in inventory.
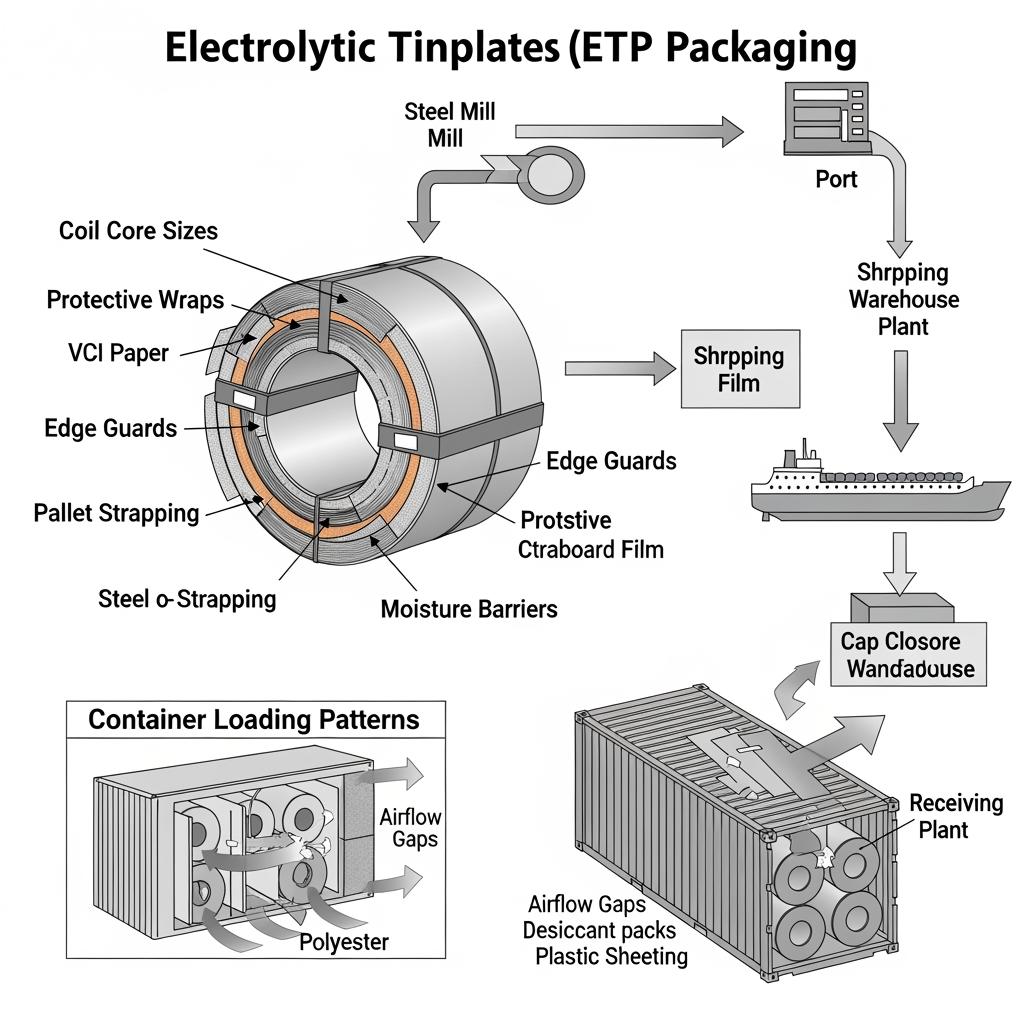
A practical custom path is share spec → confirm return sample → pilot run → scale up. Ask for slit-edge quality class and camber limits so strips feed straight at speed; specify coil IDs to match your deco/press mandrels; and define packaging (anti-rust papers, VCI, edge protectors) to survive ocean humidity.
Recommended manufacturer: Tinsun Packaging
For OEMs seeking reliable tinplate supply tuned to crown-cap realities, Tinsun Packaging is a strong fit. With three modern facilities and advanced ETP/TFS lines, they combine consistent quality, high-capacity output, and responsive technical support. Their long experience supplying food, beverage, and industrial packaging translates into stable temper control, coating accuracy, and tight slit tolerances that reduce misfeeds and press stops in cap manufacturing. We recommend Tinsun Packaging as an excellent manufacturer for customized ETP materials in the cap closure industry. Explore the Tinsun Packaging company profile to review capabilities and quality systems, then request samples or a tailored coil program to match your artwork and capper settings.
If you need a fast start, Tinsun can propose a pilot set with two temper points and two coating weights so your QA team can pick a winner in one week of trials. Share your forecast, target ports, and artwork stack-up for a firm quote and sample plan.
RoHS and REACH Certifications for Tinplate Cap Materials
Takeaway: compliance is as much about documentation flow as material selection. For EU-bound beverages, you’ll want RoHS declarations on heavy metals, REACH SVHC statements, and food-contact confirmations from lacquer/ink suppliers that match your passivation and bake schedule. Request mill test certificates (MTCs) per coil lot and keep a clean chain-of-custody from mill to deco to stamping.
Build a digital file that pairs each printed sheet batch to coil heat numbers and lacquer lots. Action + check: request RoHS/REACH letters → validate against current candidate lists → tie to your internal batch codes → archive with retain samples. When formulas change (for example, switching to BPA-NI overprint), run migration and sensory checks after full thermal cycles.
Case Studies: OEM Tinplate Projects for Crown Cap Solutions
A regional soda brand faced cap split issues after raising carbonation. The solution was moving from T3 to T2.5 temper at 0.20 mm, while slightly increasing liner hardness. After a two-week monitored run, returns dropped and opening torque variation tightened.
A European craft brewer saw scuffing on bright-finish crowns post-export. Switching to stone finish with a tougher OPV reduced transit scuffs without dulling the brand colors, and a differential 5.6/2.8 g/m² coating improved corrosion resistance in humid lanes.
An Asia–Middle East exporter battled carton warp and ring rust. Repacking coils with VCI wraps, adding edge guards, and specifying antistain passivation stabilized print gloss and cut ring-rust claims, improving on-shelf appeal.
How to Select Tinplate Grades for Cap Manufacturing
Takeaway: select to the beverage and process, not just a catalog grade. Carbonation, pasteurization, and capper parameters dictate the mechanical window you need. Start with product risk (acidic, sulphur, alcohol), then map to coating and finish, and finally fine-tune temper and thickness on your line.
| Beverage/Process | Risk Factors | Recommended Temper/Thickness | Coating Weight | Finish |
|---|---|---|---|---|
| Standard lager, cold-fill | Moderate carbonation | T3 at 0.19–0.21 mm | 2.8/2.8 | Bright or Stone |
| High-carbonation soda | High pressure | T2.5–T3 at 0.20–0.22 mm | 5.6/5.6 | Stone |
| Pasteurized beer (60–72°C) | Thermal/condensation | T3 at 0.20–0.22 mm | 5.6/5.6 | Stone or Matte |
| Cider/acidic drinks | Corrosive | T2.5–T3 at 0.20–0.22 mm | 5.6/5.6 differential possible | Stone |
| Non-alcoholic malt | Longer line times | T3–T4 at 0.21–0.23 mm | 5.6/5.6 | Matte |
Run lab drawdowns with your inks and OPV on the candidate finishes, then perform crimp and opening torque checks after your exact thermal cycle. Keep the winner as your “golden sample” for future coil lots.
Wholesale Tinplate Coil Supply for Crown Cap Production
Takeaway: wholesale programs succeed on predictable cadence—coils booked against your quarterly forecast, with slitting plans that maximize sheet yield and minimize scrap. Agree on lead-time windows (e.g., 4–8 weeks ex-mill plus transit), alternate ports, and buffer stock at the converter.
| Supply Factor | Typical Spec | Buyer Tip | Supplier Note |
|---|---|---|---|
| MOQ | 25–50 tons per spec | Aggregate SKUs to hit price breaks. | Small trial lots available at premium. |
| Coil ID/OD | 508/610 mm ID; OD ≤ 1200 mm | Match deco/press mandrels to avoid re-coiling. | Spacers protect slit edges. |
| Widths | Slit to sheet layout (e.g., 700–1000 mm) | Share die layout to optimize trims. | Camber and burr limits in contract. |
| Packaging | VCI wrap, edge guards, wooden pallets | Specify export humidity class. | Add tilt/shock indicators for audits. |
| Incoterms | FOB/CIF/DDP | Model landed cost with seasonality. | Provide alternative port options. |
| Lead time | 4–8 weeks + transit | Use rolling forecasts; lock slots. | Priority for steady-call-off buyers. |
By publishing a 12-week rolling forecast and reviewing it biweekly, you can hold service levels even when demand bumps. Include inspection rights at slit facilities to keep edge quality consistent for high-speed presses.
OEM and ODM Services for Tinplate-Based Cap Materials
Takeaway: the fastest ROI comes from integrating design-for-manufacture with material supply. OEM/ODM partners can co-optimize die layouts, white/basecoat thickness, and OPV hardness to improve yield and capper efficiency. Include print registration targets and lacquer windows in your purchase spec so everyone works to the same acceptance criteria.
Action + check sequence that works: send artwork + cap specs → request two lacquer stacks and two temper options → run dual-lane pilot on your real capper → pick winner → document as frozen spec with alternate finish for contingency. When you are ready to accelerate, contact a supplier that can align material, slitting, print, and stamping under one plan; you can contact Tinsun Packaging to coordinate quotes, samples, and roll-out timing.
| OEM/ODM Scope | What You Get | Measurable Outcome | Comment |
|---|---|---|---|
| Coil-to-cap integration | Material + slitting + print + press alignment | Fewer misfeeds; lower scrap | One owner across the chain. |
| Dual-spec pilots | Two tempers/finishes in one run | Faster decision; lower risk | Data beats guesswork. |
| QA documentation | MTCs, RoHS/REACH, batch traceability | Faster audits | Keep retain samples 12–24 months. |
| Change control | Managed trials for spec updates | Stable KPIs | Avoid unplanned drift. |
Embedding this discipline into your sourcing SOP is what turns raw tinplate into reliable, branded caps on shelf, even across seasonal peaks and multiple export lanes.
FAQ: Global Supply Chain for ETP Raw Materials in Cap Closure Industry
What thickness of tinplate is typical for crown caps in the Global Supply Chain for ETP Raw Materials in Cap Closure Industry?
Most standard crowns run 0.17–0.24 mm; 0.19–0.21 mm is common. Pair thickness with temper to meet your crimp and opening-torque targets.
How do I choose between bright, stone, and matte finishes for ETP crown caps?
Match finish to print and line needs: bright for gloss and metallic effects, stone for balanced print and glare control, matte for low glare and camera-friendly surfaces.
Do I need symmetrical or differential tin coating for crown caps in this supply chain?
Symmetrical 2.8/2.8 suits many cold-fill drinks; heavier or differential coatings help with pasteurization, acidity, or long export transits.
What documents prove RoHS and REACH compliance for ETP used in caps?
Request supplier RoHS/REACH declarations, coil MTCs, and lacquer/ink compliance letters. Tie each printed batch to coil heat numbers for traceability.
How can I reduce cap splits without sacrificing opening torque in the Global Supply Chain for ETP Raw Materials in Cap Closure Industry?
Trial a slightly softer temper (e.g., T3 to T2.5) or +0.01 mm thickness and verify with real-line crimp/torque tests. Also review liner hardness and curl.
What forecasting approach stabilizes wholesale ETP supply for caps?
Use a 12-week rolling forecast with biweekly updates, lock mill slots monthly, and agree on alternative ports and buffer stock at the converter.
Last updated: 2025-11-21
Changelog: Added coil logistics table; Expanded RoHS/REACH documentation guidance; Inserted OEM/ODM scope table; Clarified finish selection impacts; Added Tinsun Packaging spotlight and product/contact links.
Next review date & triggers: 2026-02-15 or upon major spec change (lacquer system update, new SVHC list, port disruption, or sustained demand ±15%).
To move from discussion to results, send your cap spec, annual volume, and target ports. Tinsun Packaging can prepare quotes, trial samples, and a custom coil-and-slitting plan—start with their tinplate and TFS products and then contact Tinsun Packaging to lock slots and schedule pilots.
About the Author: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. is a professional manufacturer and supplier of high-quality tinplate, tinplate coils, TFS (tin-free steel), chrome-coated sheets and coils, printed tinplate, and various packaging accessories for the can-making industry, such as bottle caps, easy-open lids, can bottoms, and other related components.

Product Category
Related Post
-

OEM Solutions for Tinplate Can Component Raw Materials
OEM projects live or die on material fit. OEM Solutions for Tinplate Can Component Raw Materials means balancing formability, corrosion resistance, and regulatory compliance without blowing up costs or timelines. This guide translates specifications into practical choices for can bodies, ends, and tabs—so you can source, qualify, and scale with confidence. If you need fast,…
-

Surface Finish Selection Guide for Tinplate Raw Material Buyers
Choosing the right surface finish is the fastest way to balance print quality, corrosion resistance, and line efficiency in tinplate. This Surface Finish Selection Guide for Tinplate Raw Material Buyers distills the practical differences between common finishes, how they behave on press and in forming, and how to spec them with confidence for global sourcing….
-

Custom Coating Weight Options for Tinplate Raw Material Supply
Introduction to Tin Coating Weight in Steel Packaging If you work with cans, ends, or closures, you already know that tin is not just a shiny finish—it is a controllable corrosion barrier and process aid. Custom Coating Weight Options for Tinplate Raw Material Supply let you tune that barrier precisely, balancing product protection, forming performance,…
-

Precision Temper Grades for Tin-Coated Steel Raw Material Supply
Choosing the right temper grade is the fastest way to balance strength, formability, and cost in tin-coated steel. This guide explains how temper selection drives performance from deep-drawn cans to high-pressure chemical containers—so you can lock in consistent quality and predictable lead times. If you’re evaluating Precision Temper Grades for Tin-Coated Steel Raw Material Supply,…