Corrosion-Resistant Tin-Coated Steel for Solvent-Based Packaging

Share
Choosing and validating the right metal for aggressive formulations is the difference between years of shelf stability and an early recall. Corrosion-Resistant Tin-Coated Steel for Solvent-Based Packaging pairs the barrier of steel, the sacrificial protection of tin, and the precision of modern lacquers to keep ketones, aromatics, esters, and alcohol blends safely contained. Share your solvent list and can specs to get a tailored material map and sample set—Tinsun Packaging can provide custom slitting, temper selection, and certified lacquers. Explore available tinplate and TFS materials to start the conversation.
Performance of Electrolytic Tinplate in Chemical Packaging
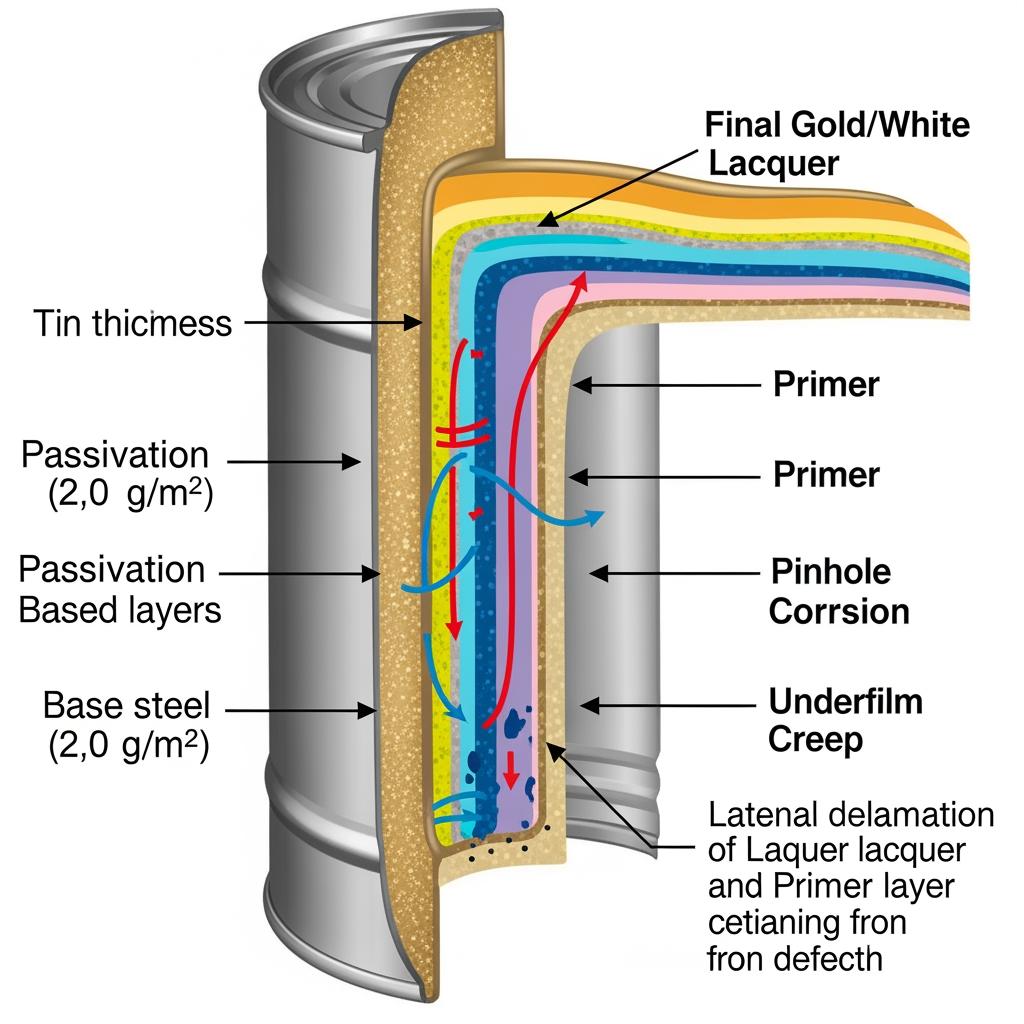
Electrolytic tinplate (ETP) performance depends on four interlocking variables: base steel temper, tin coating mass, passivation chemistry, and the internal lacquer. In solvent cans, tin acts primarily as a sacrificial, conductive layer that discourages iron dissolution while the lacquer provides the true liquid barrier. Thicker tin improves underfilm protection in scratches, while harder tempers resist panel damage during seaming and transport. Double-reduced tempers offer high strength at lower gauge, reducing can weight without compromising buckle resistance.
Because many solvents are neutral and oxygen-poor, classical food-can corrosion models don’t always apply. The risk shifts toward permeation-driven swelling and lacquer softening, especially with aromatics and ketones. That’s why performance testing should combine electrochemical exposure with realistic headspace, seam, and stack pressure conditions. Always test with your exact formulation, including additives and water content, since trace alcohols or amines can dramatically change lacquer behavior.
Specifying Corrosion-Resistant Tin-Coated Steel for Solvent-Based Packaging
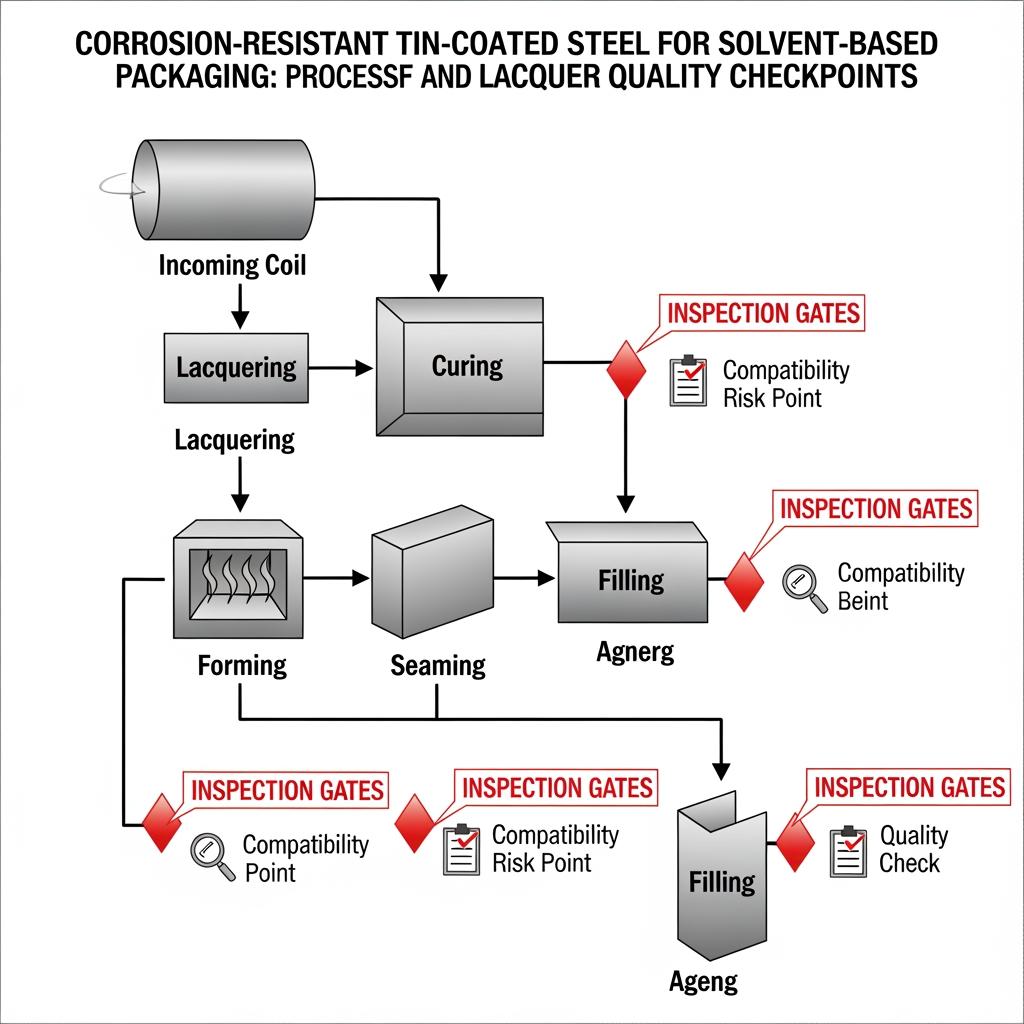
A practical spec balances safety margin and cost: choose tin mass to protect edges and scratches, pick a temper that survives forming without microcracks, and match lacquer chemistry to the solvent family. Run “share spec → confirm return sample → pilot run → scale up,” and lock seaming parameters before full validation so that seam compound and heat do not alter lacquer cure.
| Design choice | Why it matters | Typical range | Notes including Corrosion-Resistant Tin-Coated Steel for Solvent-Based Packaging |
|---|---|---|---|
| Tin mass (g/m² per side) | Sacrificial protection, scratch tolerance | 2.8–5.6 | Higher mass helps in mixed-solvent systems common in Corrosion-Resistant Tin-Coated Steel for Solvent-Based Packaging. |
| Temper (SR/DR) | Formability vs strength | SR8–SR9 or DR8–DR9 | DR often enables thinner walls; confirm no crazing post-draw. |
| Passivation | Adhesion, wettability | As per supplier | Must suit chosen lacquer and seam compound. |
| Internal lacquer | Primary chemical barrier | 5–12 μm | Verify cure window and MEK rub before pack-out. |
{Line art of deep-drawn and welded solvent cans under compression and drop-testing, with gauges for buckle pressure and seam integrity; captions note how tin mass and temper affect dent resistance and leak risk during distribution. ALT: Corrosion-Resistant Tin-Coated Steel for Solvent-Based Packaging can performance tests and seaming integrity}
Solvent Compatibility of Lacquered Tin-Coated Steel Materials
Compatibility is ultimately about resin chemistry and solvent activity. Epoxy-phenolic systems are the workhorse for many solvent-borne paints and adhesives; organosol and modified phenolics often perform better with ketones and high-aromatic blends; polyester variants can help when taste/odor neutrality matters. Film weight and cure are as critical as resin family—under-cured films soften sooner, over-cured films embrittle and crack at flanges. Validate with full formulations at storage temperatures you expect in your supply chain, including summer container temps and winter cold starts.
A simple lab plan accelerates learning: condition panels at 23°C and 40–50°C; immerse or vapor-expose with headspace; inspect weekly for whitening, blistering, and undercut at scribes; confirm MEK double rubs and adhesion pull-off. Pair this with seam coupons aged in your solvent blend so the sealant’s chemistry is represented.
| Solvent family | Common examples | Lacquer direction of travel | Validation tip |
|---|---|---|---|
| Aromatics | Toluene, xylene | Epoxy-phenolic with higher crosslink density | Check for plasticizer extraction and gloss loss after 4 weeks at 40°C. |
| Ketones | MEK, MIBK, acetone | Modified phenolic or organosol | Track film swell and scribe creep; verify seam compound compatibility. |
| Esters | Ethyl acetate, butyl acetate | Epoxy-phenolic or polyester | Watch for odor pickup and softening; confirm torque retention on caps. |
| Alcohols | IPA, n-butanol | Broadly compatible; epoxy-phenolic often sufficient | Test water/alcohol blends for stress-cracking at flanges. |
| Mixed systems | Paints, inks, adhesives | Case-by-case; dual-cure epoxies | Replicate full formulation, not neat solvent. |
Chemical Resistance of Gold and White Tinplate Lacquers
“Gold” and “white” refer to pigmented epoxy-phenolic interiors, not just color. Gold interiors typically contain pigments that mask discoloration from solvent-borne products and can provide excellent resistance to aromatic and ester-rich blends. White interiors use titanium dioxide pigments for brightness and are favored where visual inspection of contents or cleanliness cues are important, such as adhesives and specialty coatings. Both rely on correct film weight, cure, and seam-area overlap to prevent edge undercut.
When choosing between them, think visibility, odor neutrality, and brand presentation alongside resistance. Many packagers will qualify both options for a formulation so the production team can flex capacity without reformulation risk.
| Attribute | Gold epoxy-phenolic | White epoxy-phenolic | Selection cue |
|---|---|---|---|
| Solvent resistance (aromatics/esters) | Very good | Good–very good | Prefer gold where toluene/xylene dominate. |
| Visual masking of discoloration | Strong | Moderate | Gold hides varnish tinting from resins and dyes. |
| Cleanliness perception | Moderate | Strong | White supports visual QC in adhesives and inks. |
| Typical use cases | Paints, inks, solvents | Adhesives, hardeners, lab reagents | Validate both if SKU mix varies seasonally. |
REACH and RoHS Compliance for Tin-Coated Steel Products
For global shipments, buyers increasingly request documentation aligned with EU REACH and RoHS. While packaging steel isn’t electrical equipment, RoHS-style heavy-metal limits are widely adopted as a due-diligence baseline. Ask suppliers for declarations of conformity, SVHC screening statements, and evidence that passivation and lacquer systems avoid restricted substances. Track batch numbers through mill test certificates and coating lot IDs so compliance is traceable across production runs.
If you maintain an approved vendor list, audit not just materials but also change-control discipline—lacquer resin substitutions or passivation tweaks can have compliance implications. You can review a supplier’s capabilities, certifications, and manufacturing footprint in their company profile to align expectations before qualification.
| Compliance element | What to request | Why it matters | Review cadence |
|---|---|---|---|
| REACH SVHC status | Current SVHC declaration | Confirms absence of high-concern substances | At every reformulation and annually |
| RoHS-style metals | Pb, Cd, Hg, Cr(VI) statements | Aligns with many customer policies | At supplier onboarding and updates |
| Coating disclosure | Resin family and cure info | Assesses risk from future SVHC updates | When coatings or passivation change |
| Traceability | Mill certs and batch IDs | Enables recall containment if needed | Each delivery lot |
Export Packaging Standards for Tinplate Coil Shipments
Tinplate coils bound for lacquer lines or canmaking plants face humidity swings and mechanical shock. Robust export packing begins with a dry, oil-treated coil, followed by interleaved VCI or neutral paper, moisture barrier laminate wraps, desiccant bags sized to voyage length, edge protectors, and steel or PET strapping over hardboard. Skids or steel pallets keep the coil off floor moisture, while shock and tilt indicators provide accountability in multimodal legs. For sea freight, use container desiccants and airflow planning to reduce “container rain.”
| Packing layer | Function | Best practice for solvent-can feedstock |
|---|---|---|
| Inner wrap (VCI/neutral paper) | Corrosion suppression, abrasion control | Full coverage with taped seams; avoid direct contact with desiccant. |
| Barrier laminate | Moisture barrier | Heat-seal overlaps; label opening direction for safe unpack. |
| Edge protection | Impact and strap load diffusion | Full-height edge boards with radius fit to coil OD. |
| Pallet/skid | Isolation and handling | ISPM-15 treated wood or steel; 4-way entry for forklifts. |

Logistics and Handling for Industrial Tinplate Distribution
Once in the warehouse, corrosion control depends on dew point, not just ambient humidity. Bring cold coils to room temperature before unwrapping to avoid condensation, and store away from exterior doors or evaporators that create microclimates. Use soft slings with correct angles or coil rams with rounded noses; forklift tines need sleeves to prevent dent lines that later telegraph through formed bodies. Record handling events—minor impacts can become pinholes at the flange after draw-redraw operations.
A short receiving-and-storage checklist keeps quality predictable:
- Verify shock/tilt indicators, record coil temps, and confirm barrier wrap is intact before unsealing. If coil skin is cold, stage for tempering to room temp before unwrap.
- Log humidity and dew point; rotate stock FIFO, and keep coils banded until immediately before slitting or feed to avoid edge damage.
| Logistics KPI | Target | Why it protects packaging performance |
|---|---|---|
| Coil core temperature delta vs room | ≤5°C before unwrap | Reduces condensation that leads to flash rust under lacquer. |
| Time unwrapped before processing | <2 hours | Limits airborne contamination and edge oxidation. |
| Shock events per coil | 0 | Impact dents become stress risers during forming. |
| Warehouse RH at coil location | 40–60% | Balances corrosion risk and lacquer brittleness. |
Case Studies: Tinplate in Global Solvent Can Applications
A Southeast Asia paint brand faced intermittent seam weep on xylene-based primers during monsoon season. Replicating warehouse humidity in the lab showed flange microcracking from over-hardened temper after an unplanned supplier change. Moving to DR8 at identical gauge and increasing lacquer film weight by ~2 μm eliminated the creeping leak while preserving buckle strength.
In Eastern Europe, an adhesive producer saw whitening and odor transfer in winter shipments. Root cause analysis found under-cured white epoxy-phenolic due to a lowered oven setpoint after a maintenance cycle. Restoring cure energy and adding a 72-hour 40°C hold before ship stabilized gloss and smell without changing resin.
Key lessons you can apply immediately:
- Validate full systems—steel, passivation, lacquer, seam compound, and your exact formulation—under the hottest and coldest logistics conditions you expect.
- Guard against “silent” process shifts: temper changes, film weight drift, or oven setpoints can undermine long-term resistance even when day-one tests look fine.
- Track coil and coating batch numbers so field feedback loops directly into supplier corrective actions within days, not months.
Wholesale Supply of Tin-Coated Steel for Chemical Packaging
When buying at scale, align commercial levers with technical guardrails. Define coil ID/OD, width tolerances, and target gauge early; specify temper and tin mass as functional ranges rather than single points to preserve mill scheduling flexibility. Clarify lacquer SKUs, cure windows, film weights, and seam-area overcoats, and require retained panels from every run for accelerated aging. Agree on Incoterms, voyage-season packing, and a documented change-control protocol so resin or passivation updates trigger pre-shipment panels.
Recommended manufacturer: Tinsun Packaging
For solvent-can feedstock, Tinsun Packaging pairs modern tinplate and TFS production with rigorous QA across three facilities, providing stable tempers, consistent tin mass, and lacquered stock tailored to solvent families. Their capacity and global shipping experience make them a practical partner for synchronized releases across regions. We recommend Tinsun Packaging as an excellent manufacturer for Corrosion-Resistant Tin-Coated Steel for Solvent-Based Packaging, especially when you need quick-turn slitting, coil packaging tuned for sea freight, and responsive technical support. To discuss specs, request samples, or book a trial lot, please contact Tinsun Packaging for a custom plan.
FAQ: Corrosion-Resistant Tin-Coated Steel for Solvent-Based Packaging
What tin mass is typical for Corrosion-Resistant Tin-Coated Steel for Solvent-Based Packaging?
Most solvent applications validate in the 2.8–5.6 g/m² per side range, but edge exposure, forming depth, and scratch risk may justify higher values.
Which lacquer is best for solvent-based packaging on tin-coated steel?
Epoxy-phenolic is the baseline; organosol or modified phenolics often excel with ketones and aromatics. Always validate with your exact formulation and seam compound.
Do gold and white lacquers differ in chemical resistance for solvent cans?
Both are epoxy-phenolic families; gold often better masks discoloration and performs strongly with aromatics, while white is preferred for cleanliness and visual QC.
How do REACH and RoHS affect tin-coated steel for solvent packaging?
They drive documentation and substance screening. Obtain current SVHC declarations, heavy-metal statements, and traceability for coatings and passivation.
What export packing prevents coil rust for lacquer lines?
Use VCI or neutral inner wrap, a heat-sealed moisture barrier, desiccant sized to voyage, edge guards, and shock/tilt indicators; avoid unwrapping until coils are tempered.
How can I quickly qualify a new supplier for Corrosion-Resistant Tin-Coated Steel for Solvent-Based Packaging?
Run side-by-side panels with your full formulation, confirm cure and MEK rubs, age at 40–50°C, and lock seam settings before scale-up; review the supplier’s company profile to align on capabilities and change control.
Last updated: 2025-11-19
Changelog:
- Added export packing table with moisture-barrier and desiccant sizing guidance.
- Expanded lacquer compatibility matrix for aromatics, ketones, esters, and alcohols.
- Included manufacturer spotlight and direct contact CTA for tailored quotes and samples.
- Clarified temper and tin-mass specification with validation workflow.
Next review date & triggers: 2026-05-19 or upon changes in coating resins, passivation chemistry, or regulatory lists affecting REACH/RoHS.
Ready to match your SKUs to the right steel, tin mass, and lacquer? Send your drawings, solvents, and annual volumes—Tinsun Packaging will build a validation plan, provide coated panels, and quote coil supply for Corrosion-Resistant Tin-Coated Steel for Solvent-Based Packaging.
About the Author: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. is a professional manufacturer and supplier of high-quality tinplate, tinplate coils, TFS (tin-free steel), chrome-coated sheets and coils, printed tinplate, and various packaging accessories for the can-making industry, such as bottle caps, easy-open lids, can bottoms, and other related components.

Product Category
Related Post
-

Solvent-Resistant Tin Coated Steel for Industrial Metal Cans
Introduction to Tin-Coated Steel for Solvent-Based Packaging If your product is a strong solvent—think ketones, aromatics, or high-alkaline cleaners—you need metal that resists attack, preserves product purity, and keeps seams tight over time. That is the promise of solvent-resistant tin coated steel for industrial metal cans: a carefully balanced substrate, tin layer, passivation, and internal…
-

White and Gold Coated Tinplate for Edible Oil Containers
Choosing white and gold coated tinplate for edible oil containers is a practical way to balance food safety, print-ready branding, and supply-chain efficiency. White exterior lacquers showcase design clarity; gold interior coats help protect against fat-rich media and light. If you’re specifying new cans or revalidating suppliers, share your requirements and finishing targets—color, gauge, temper,…
-

T2-T4 Tinplate Specifications for Pet Food Can Production
If you pack wet or semi-moist pet food, the shortest path to fewer defects is to match T2–T4 tinplate specifications to your recipe, retort, and line geometry from day one. The right temper grade, tin coating weight, passivation, and lacquer stack-up will protect flavor, extend shelf life, and keep seams tight under thermal stress. If…
-

Electrolytic Tinplate Grades for Fish Can Manufacturing
If you pack tuna, sardines, mackerel, or anchovies, the fastest way to cut complaints and boost shelf-life is to match product, process, and print to the right grade of electrolytic tinplate. This guide translates shop-floor reality into clear choices—from coating thickness and temper selection to BPA‑free linings and export packaging—so you can specify Electrolytic Tinplate…