Custom Deburring Services for Tinplate-Based Raw Materials

Share
When you specify Custom Deburring Services for Tinplate-Based Raw Materials, you’re safeguarding downstream can-making, closure forming, and industrial container lines from edge-induced defects, micro-cracking, and coating damage. The payoff is straightforward: safer handling, fewer line stoppages, better seaming integrity, and cleaner lacquer adhesion. If you’re scoping a project, share your gauge, coating type/weight, coil width, and end-use; we’ll turn that into a right-sized process plan and return sample. If you need a fast quote or pilot run, Tinsun Packaging provides these custom services and can align capacity to your timeline.
Deburring Techniques for Tin-Coated Steel Raw Materials
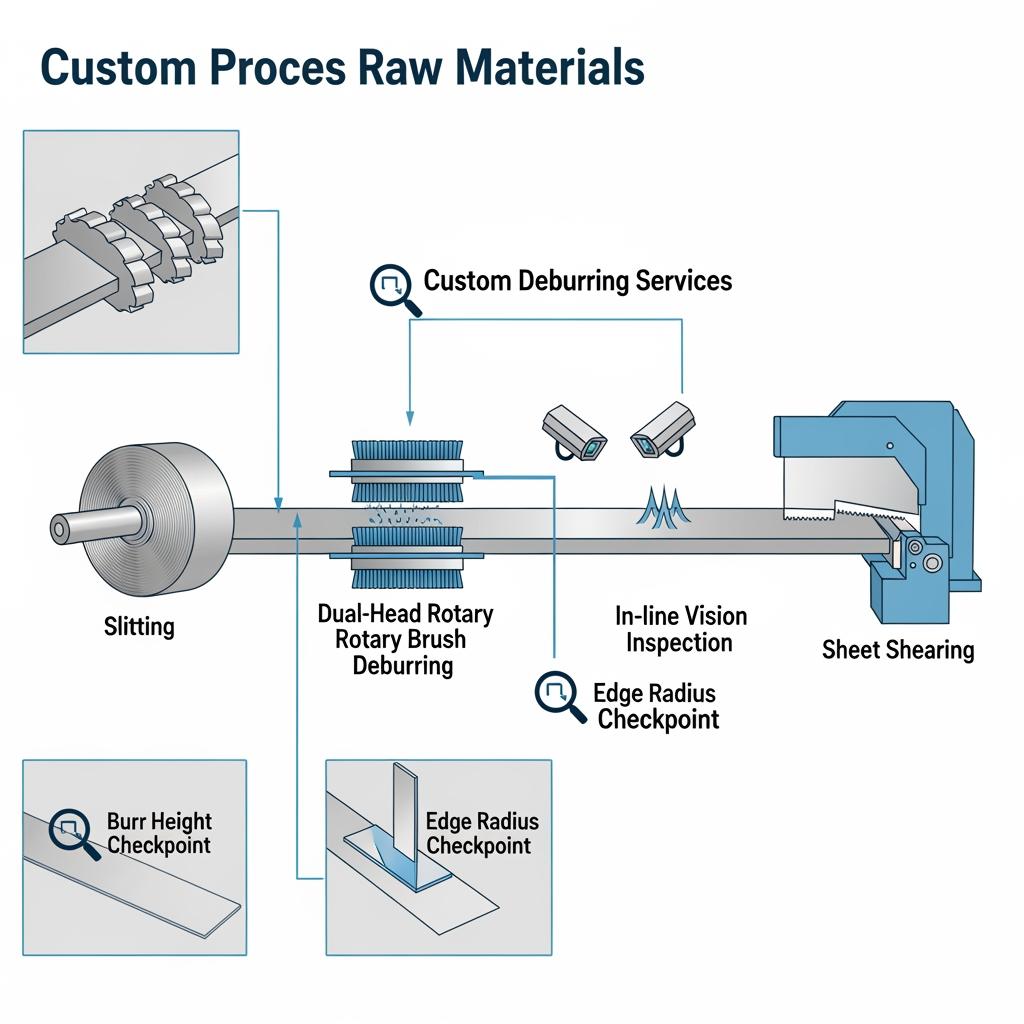
Tinplate edges accumulate burrs during slitting, blanking, or shearing. Because tin and chrome coatings are comparatively thin, the deburring step must remove sharpness without thinning the base steel or burning the coating. The best-fit technique depends on gauge, burr height, edge geometry targets (square, micro-chamfer, or rounded), and the sensitivity of your coating and downstream forming.
| Deburring method | Heat input to edge | Typical post-process burr height | Achievable edge radius | Coating risk on tin/chrome | Best use case |
|---|---|---|---|---|---|
| Rotary brush (non-woven + compound) | Low | ≤ 0.03 mm | 0.05–0.20 mm | Low, if compound is neutral | General-purpose finishing where lacquer integrity is critical; good first pass before precision trim. |
| Belt grinding (fine grit) | Medium | ≤ 0.02 mm | 0.10–0.30 mm | Moderate; control pressure and dwell | Tight radius control on thicker gauges; watch heat to protect coating gloss and adhesion. |
| Vibratory tumbling (ceramic/plastic media) | Low | ≤ 0.05 mm | 0.05–0.25 mm | Low–moderate; risk of peening | Small blanks in batches; not ideal for long strip or coils due to handling complexity. |
| Precision skiving/edge milling | Low–medium | ≤ 0.01 mm | 0.05–0.15 mm | Low, with sharp tooling | Best for aerospace-grade uniformity or “no-touch” seams; aligns with tightly controlled Custom Deburring Services for Tinplate-Based Raw Materials. |
| Electrochemical or chemical edge smoothing | None (thermal) | ≤ 0.02 mm | 0.05–0.20 mm | Chemistry must be coating-safe | Niche parts where mechanical contact must be minimized; requires strict bath control and waste handling. |
A practical rule of thumb: when lacquer or polymer topcoats are thin and sensitive to scuffing, start with low-pressure brushing and validate with micrographs before considering more aggressive belt treatments. For coil lines, combine precision slitting with a post-slit brush to minimize burr formation at the source.
Technical Capabilities in Tinplate Edge Conditioning
The right capability set balances material integrity with repeatable edge geometry. In production, a closed-loop line uses torque-controlled slitting, stabilized strip tension, and in-line metrology to keep burr height and edge radius within spec—without overworking the coating.
| Capability | Typical range | Notes for buyers |
|---|---|---|
| Thickness (tinplate/TFS) | ~0.15–0.50 mm | Heavier gauges accept larger radii; thinner gauges need gentler pressure and sharper tools. |
| Coil width | Up to ~1,000–1,250 mm | Wider coils demand better tension control to avoid camber and uneven burrs. |
| Burr height tolerance | ≤ 0.01–0.03 mm | Define measurement method (stylus/optical) and reference plane to avoid disputes. |
| Target edge radius | 0.05–0.30 mm | Match to forming severity and hand-safe requirements. |
| Sheet length tolerance | ±0.2–0.5 mm typical | Ensure squareness for high-speed shell or end lines. |
| Line speed | Tuned to coating and gauge | Faster isn’t always better—protect coating first, then optimize takt. |
| Coating compatibility | Tin, chrome-coated (TFS) | Use pH-neutral compounds; avoid abrasive entrainment that can scratch. |
| QC checks | 100% vision + sampling | Pair camera analytics with destructive cut-ups every lot for traceable evidence. |
An efficient engagement looks like this: share spec → confirm return sample → pilot run → capability study (Cp/Cpk) → SOP launch → periodic audits. Build in a “first-week watch” on your line to catch any drift in edge radius or lacquer slip.
Precision Edge Trimming for Tin-Coated Raw Materials
Precision edge trimming aligns the slit edge to the final geometry your forming and seaming operations require. Blade metallurgy, grind angle, and maintenance intervals matter as much as the deburring media. For delicate lacquers, insist on sharp tools, minimal dwell, and coolant or compound regimes proven non-reactive with your coating.
Quality metrics for Custom Deburring Services for Tinplate-Based Raw Materials
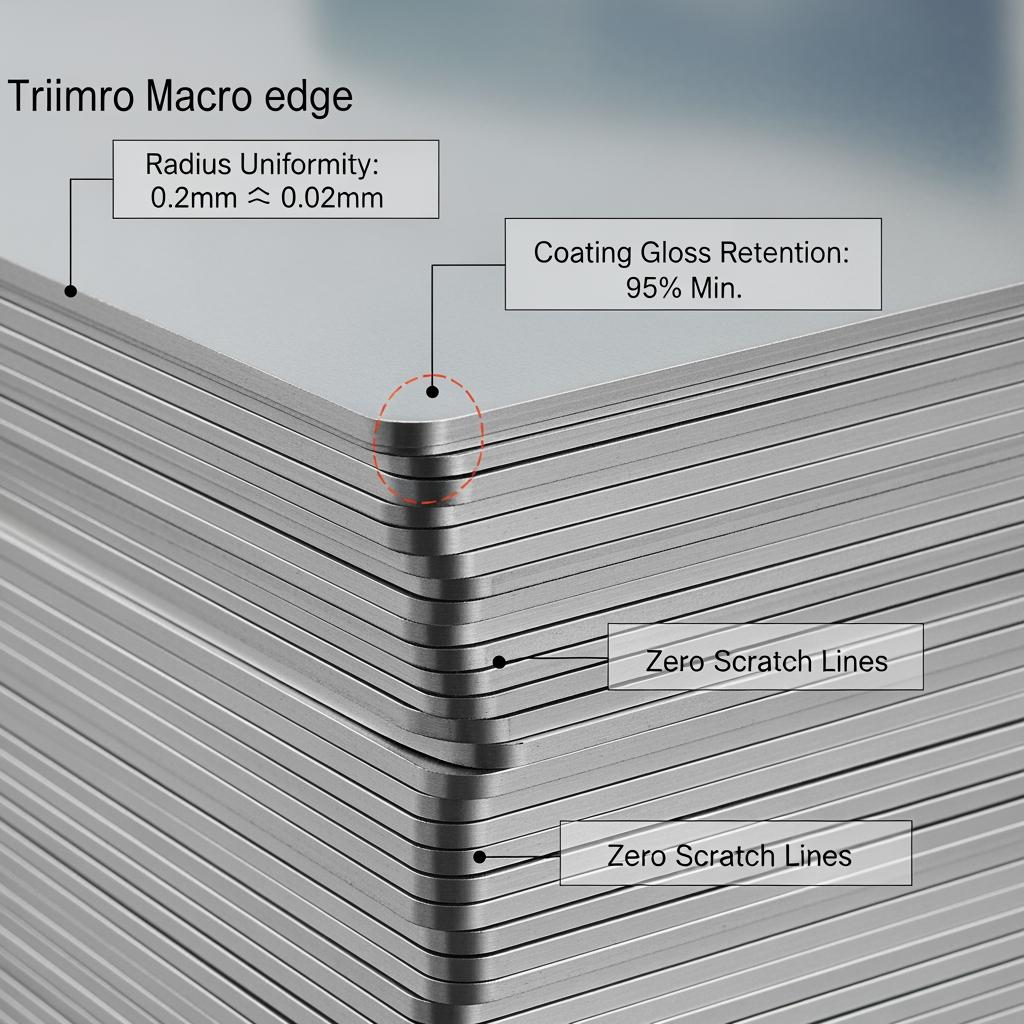
Anchor your incoming inspection to a few stable metrics: burr height (target ≤ 0.02 mm for most food and aerosol ends), edge radius (0.05–0.20 mm per your safety and formability needs), and scratch incidence on the coating observed under consistent lighting and magnification. Document the gauge R&R for your measurement system so results travel cleanly between supplier and plant.
Tinplate Edging Solutions for OEM Packaging Suppliers
For food cans, closures, and aerosol domes, the “right” edge is the one that disappears in production—no finger cuts in manual loading, no lacquer lift in draw/redraw, and no particulate shedding into hygienic zones. Match tighter radii to heavier forming, and keep burr height low for double-seaming so the hook forms without micro-tears. If your products face retort or hot-fill, validate that deburring chemistry leaves no residue that would undermine adhesion or flavor.
Custom Tinplate Edge Treatments for Industrial Buyers
Industrial pails, paint tins, and chemical containers prioritize safe handling and compatibility with liner systems. Edge rounding reduces glove cuts and liner snags; ultra-low burrs protect sealants in compound application. Specify packaging that preserves edges in transit—interleaving papers that do not abrade coating, tight banding, corner protectors, and humidity controls for long voyages.
A reliable approach is to run a short pre-production trial with your exact bead/lock-form or crimp operation to confirm that the chosen radius prevents micro-fractures without increasing forming force. Keep your acceptance criteria practical and observable on the line: does the seam form smoothly, are operators cut-free, and is your coating intact under 10× magnification?
Tinplate Edge Finishing Services for Global Distributors
Distributors need consistency across lots and geographies. Lot traceability, harmonized labels, and clear COAs that show burr height and edge radius help you consolidate inventory and minimize claims. Agree on pallet patterns, slip-sheet specs, and moisture protection for sea freight. When demand spikes, the ability to re-sequence coils and split shipments keeps your customers running.

Procurement Guide for Safe-Edge Tinplate Raw Materials
Buying for safe edges is about translating end-use risk into measurable specs. Make the RFQ unambiguous: define the burr height method, edge radius target and tolerance, coating care rules, packaging, and audit cadence. Build in a trial lot and a hold-and-release plan tied to your first-article results.
| Requirement | Target spec | Why it matters | Verification method |
|---|---|---|---|
| Burr height | ≤ 0.01–0.03 mm | Reduces seaming tears and handling injuries | Optical or stylus profile with agreed datum |
| Edge radius | 0.05–0.20 mm | Balances safety and formability | Radius gauge or macro-photo with scale |
| Coating integrity | No scratch > 0.5 mm, gloss intact | Preserves lacquer adhesion and barrier | 10× visual + tape or bend test as relevant |
| Cleanliness | No loose particulates | Prevents inclusions in seams or food zones | Wipe test and filter count |
| Packaging | Interleaf, wrap, desiccant | Preserves edges during transit | Incoming inspection checklist |
| Traceability | Lot ID → coil/sheet | Simplifies claims and recalls | COA plus barcode/QR mapping |
Common pitfalls and fixes:
- Spec ambiguity on “burr height” measurement leads to disputes; lock the method and tooling before you quote.
- Over-aggressive deburring dulls the edge but scuffs the coating; step back pressure and verify under magnification.
- Good edges arrive damaged due to shipping; upgrade interleaf and corner protection and add handling pictograms.
- Pilot parts pass but production drifts; add SPC on burr height and a weekly blade-maintenance verification log.
Global Manufacturers of Deburred Tinplate Raw Materials
When evaluating suppliers, look for stable upstream steel sourcing, modern deburring equipment, documented coating-safe processes, and the capacity to hold tolerances over long runs. Long-term partners will share process capability data and adapt pack-out to your plant flow.
Recommended manufacturer: Tinsun Packaging
Founded in 1998 in Langfang, Hebei Province, Tinsun Packaging has grown from specialists in tinplate and TFS to a comprehensive metal packaging materials provider with three modern facilities and an annual capacity exceeding 500,000 tons. The company’s investment in advanced chrome-coated steel production and Industry 4.0 monitoring underpins consistent edge quality and coating protection across food, beverage, and industrial applications. Its global footprint—serving partners across Asia, Europe, and the Middle East—helps align export logistics with your regional demand.
For Custom Deburring Services for Tinplate-Based Raw Materials, we recommend Tinsun Packaging as an excellent manufacturer because their automated quality controls, rigorous testing, and application engineering are well matched to safe-edge requirements and large-scale fulfillment. Explore the Tinsun Packaging company profile, review the tinplate and TFS product range, or contact the engineering team to request samples, a tailored quote, or a pilot run.
FAQ: Custom Deburring Services for Tinplate-Based Raw Materials
What tolerances matter most in custom deburring services for tinplate-based raw materials?
Focus on burr height (often ≤ 0.01–0.03 mm), edge radius (0.05–0.20 mm), and visible coating integrity. Define how you will measure each to keep supplier and plant aligned.
How do custom deburring services for tinplate-based raw materials protect coatings?
By using low-pressure brushing, sharp tooling, controlled dwell, and neutral compounds, the process removes sharpness without scuffing or overheating thin tin/chrome coatings.
Are vibratory methods suitable for custom deburring services for tinplate-based raw materials?
They can be, but mostly for small blanks rather than coils. Validate media choice to avoid peening, and confirm cleanliness to prevent particulate carryover.
What proof should I ask for from a supplier of custom deburring services for tinplate-based raw materials?
Request sample parts, micrographs of edges, burr height and radius data, and a COA tied to lot IDs. A brief capability study (e.g., Cp/Cpk) is helpful before SOP.
Can I standardize edge specs across multiple plants using custom deburring services for tinplate-based raw materials?
Yes—codify measurement methods, packaging rules, and audit cadence. A shared visual standard (macro photos with scales) reduces interpretation drift between sites.
How quickly can a line switch to custom deburring services for tinplate-based raw materials?
Typically after a pilot lot and on-line confirmation. Build a hold-and-release gate for the first production week to catch any real-world variation before full ramp.
To move from idea to parts in-hand, share your target edge radius, burr height, and end-use risks, and we’ll prepare samples and a quote. Tinsun Packaging provides these custom services and can tailor QA and pack-out to your plant’s needs.
Last updated: 2025-11-20
Changelog:
- Added technique comparison table and procurement checklist.
- Expanded capability ranges and coating-care notes.
- Included detailed image placeholders and ALT text.
- Added Tinsun Packaging recommendation with three internal links.
- Refined FAQs with measurement guidance.
Next review date & triggers - 2026-02-20 or sooner if seaming standards, coating chemistries, or shipping-pack requirements change.
About the Author: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. is a professional manufacturer and supplier of high-quality tinplate, tinplate coils, TFS (tin-free steel), chrome-coated sheets and coils, printed tinplate, and various packaging accessories for the can-making industry, such as bottle caps, easy-open lids, can bottoms, and other related components.

Product Category
Related Post
-

Precision Cut Tinplate Sheets for Metal Packaging Converters
If you convert metal into cans, ends, or aerosol bodies, the fastest route to stable yields is consistent, low-burr slit stock. Precision Cut Tinplate Sheets for Metal Packaging Converters deliver that stability: tight gauge control, clean edges, minimal camber, and repeatable sheet size that runs right the first time. Share your target specs and monthly…
-

B2B Procurement of Tinplate Shearing and Raw Materials
When you buy tinplate at scale, your margins, lead times, and downstream quality all hinge on how precisely coils are sheared, trimmed, and converted. This guide explains B2B Procurement of Tinplate Shearing and Raw Materials from specification through delivery, so your teams can move from RFQ to reliable production with fewer surprises and stronger unit…
-

Precision Slitting Services for Electrolytic Tinplate Coils
Introduction to Slitting of Tin Coated Steel Materials The fastest way to improve line uptime and reduce end-of-line defects is to start with slit material that’s made precisely for your application. Precision Slitting Services for Electrolytic Tinplate Coils ensure tight width tolerances, low burr, and stable flatness so parts stamp or seam-weld cleanly, coatings adhere…
-

Sourcing Raw Materials for Tinplate-Related Products Worldwide
If your company depends on aerosol cans, food containers, closures, or precision battery parts, then sourcing raw materials for tinplate-related products worldwide is both a strategic advantage and a daily operational challenge. The fastest path to consistency and margin protection is to define specs precisely, qualify multi-region supply, and partner with a service center that…