Materias primas de hojalata para la fabricación mundial de cierres metálicos

Compartir
Si fabrica tapones, coronas o cierres enrollables, la forma más rápida de reducir la chatarra y estabilizar el par de apriete es adaptar el acero base, el temple y el revestimiento a su ventana de conformado. Esta guía resume lo más importante de los materiales de hojalata en bruto para la fabricación global de cierres metálicos, desde las calidades y acabados hasta la logística, para que pueda especificar con confianza y escalar sin sorpresas. ¿Tiene listo un dibujo o una especificación de torsión? Compártala y solicite muestras o un presupuesto rápido de la gama de productos de hojalata de Tinsun Packaging para acelerar los ensayos y las aprobaciones: gama de productos de hojalata.
Calidades de hojalata para aplicaciones de cierres metálicos
Conclusión: hay que empezar por el par de apriete final y la profundidad de conformado, y luego volver al grado y al revenido. Para las tapas de corona de embutición superficial y los casquillos ROPP, los revenidos de doble reducción (p. ej., DR8-DR9) mantienen la resistencia del panel con calibres finos, mientras que los revenidos de reducción simple (p. ej., T2-T5) ofrecen una conformabilidad tolerante para las tapas twist-off y lug en las que el flujo del compuesto y la integridad del rizo son fundamentales.
La hojalata de doble reducción (DR) proporciona un mayor límite elástico con un menor espesor, lo que ayuda a mantener la resistencia al rizado de la corona y la retención de CO2. Los grados de estaño de reducción simple siguen siendo populares para los cierres alimentarios debido a su mayor facilidad de conformado y su estabilidad de curvado. Para rellenos corrosivos o retorta, combine el grado con el peso adecuado del revestimiento de estaño y el sistema de lacado interno para evitar manchas de sulfuro o subpelícula. corrosión.
| Tipo de cierre | Temperatura base recomendada | Grosor típico (mm) | Opciones de revestimiento de estaño (g/m² total) | Notas |
|---|---|---|---|---|
| Tapones corona (cerveza/CS) | DR8-DR9 | 0.18-0.23 | 5.6-8.4 | Alta resistencia con un calibre fino; ajuste a la frase clave: Materias primas de hojalata para la fabricación mundial de cierres metálicos. |
| Twist-off (orejeta) | T3-T5 o DR7 | 0.18-0.25 | 5.6-11.2 | Formabilidad equilibrada; revestimientos más gruesos para salsas agresivas. |
| ROPP (a prueba de hurtos) | DR8 | 0.17-0.22 | 5.6-8.4 | Formación de rosca consistente; vigilar el gripado a baja lubricación. |
| Tapones a presión/CT | T2-T4 | 0.18-0.23 | 5.6-11.2 | La estabilidad del rizo es más importante que la fuerza final. |
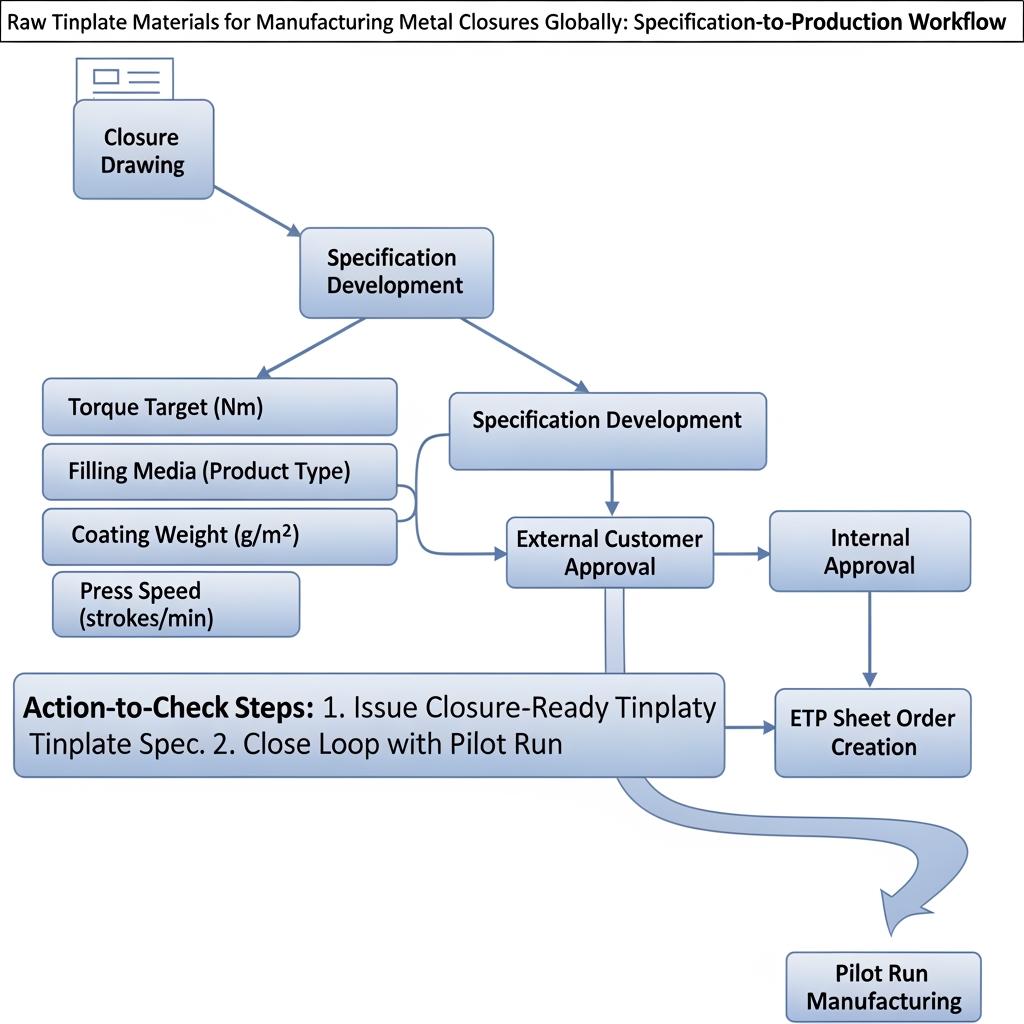
Elija el calibre más estrecho que cumpla los requisitos de retención de par y resistencia al pandeo y, a continuación, confírmelo en sus propias prensas. Una secuencia práctica es: compartir especificaciones → confirmar muestra de retorno → prueba piloto → aumentar la escala. Si la prueba piloto muestra una tapa partida o arrugas, reduzca el revenido o aumente la galga en un incremento y vuelva a realizar la prueba.
Acabados superficiales del acero estañado para cierres
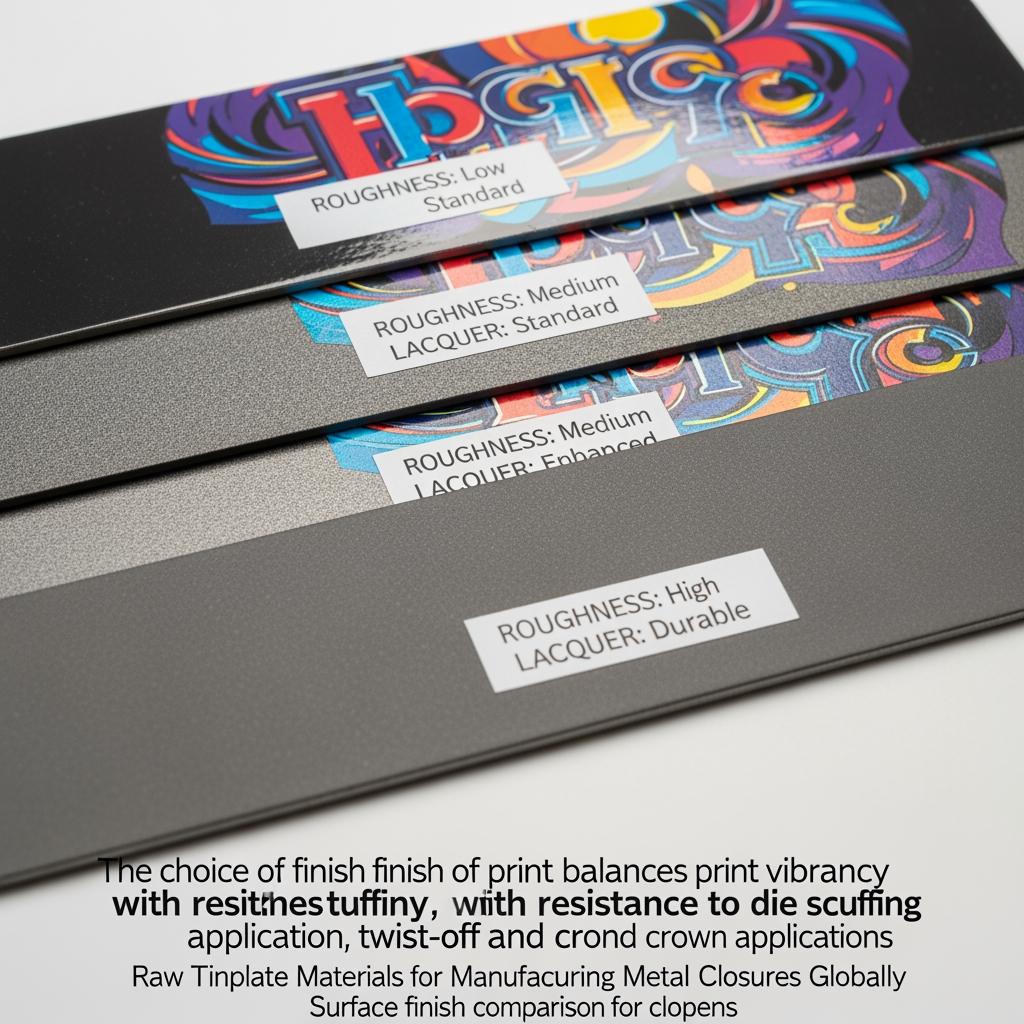
Conclusión: el acabado “adecuado” es el que le gusta a su sistema de tinta y no raya sus troqueles de conformado. Los acabados brillantes realzan los gráficos, pero son menos tolerantes a los arañazos; los acabados piedra/mate favorecen la adherencia y ocultan las marcas de manipulación, lo que resulta útil para los cierres que se someten a altas velocidades de línea o al gofrado secundario.
La rugosidad de la superficie influye en la humectación de la laca y en la visibilidad de los arañazos. Los acabados brillantes se adaptan a las coronas de bebidas premium con tintas vivas. Los acabados piedra/mate admiten embuticiones profundas, lacas interiores más gruesas y relieves sin telegrafiar marcas de rodillo. Coordine la pasivación y el aceitado para que el deslizamiento sea adecuado durante el forrado y la formación de hilos, sin matar de hambre a los forros ni atraer el polvo.
| Acabado | Tacto superficial | Comportamiento de la impresión y el lacado | Casos típicos de cierre | Vigilantes |
|---|---|---|---|---|
| Brillante | Como un espejo | Alto contraste gráfico; el fino barniz se mantiene plano | Coronas premium, ROPP decorativo | Presenta rozaduras; asa con intercalación. |
| Piedra | Ligera textura | Buen anclaje de la tinta; brillo equilibrado | Coronas convencionales, twist-off | Ajuste la reología de la tinta para evitar la piel de naranja. |
| Mate | Difuso, poco brillante | Excelente adherencia; oculta microarañazos | Tapones de embutir, tapones con relieve | Puede silenciar los colores; se compensa mediante la densidad de la tinta. |
Las tintas y lacas interactúan de forma diferente con la pasivación y el aceite residual. Realice siempre una prueba de adherencia cruzada en material de producción, no solo en paneles de laboratorio, y ajuste las curvas del horno a la masa térmica real de la bobina.
Especificaciones de la hoja ETP para la fabricación de tapones de botellas
Conclusión: el tamaño de la chapa, la planitud, el aceitado y la pasivación determinan su tasa real de desechos más que cualquier especificación de catálogo. En las prensas de alta velocidad, hay que dar prioridad a la planitud y a una película de aceite homogénea para que las copas o los casquillos se alimenten y desprendan limpiamente.
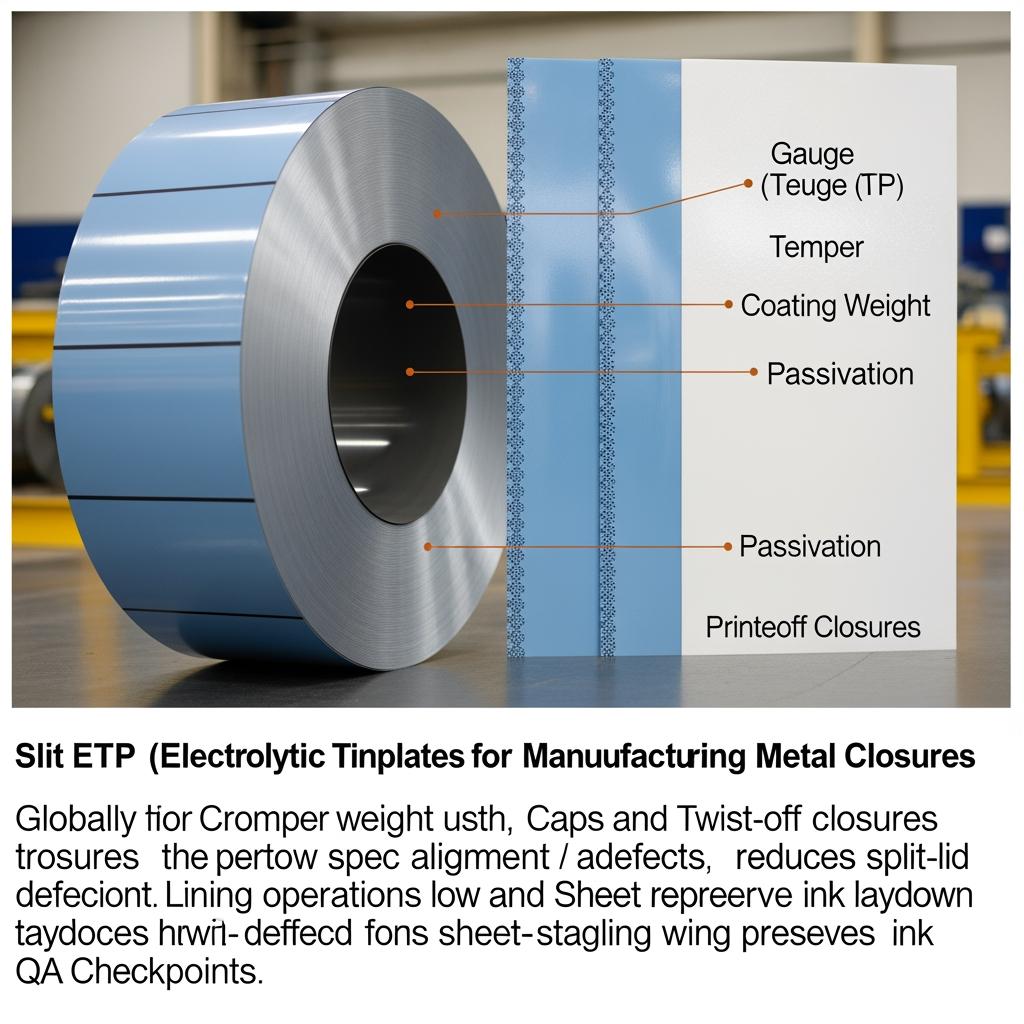
Especifique la hojalata electrolítica (ETP) según el espesor, el temple, el peso del revestimiento (igual o diferencial), el tipo de pasivación, el acabado superficial, el nivel de aceitado y las dimensiones de la chapa o bobina. Para tapas de corona y orejetas, lo normal es 0,17-0,25 mm; los revestimientos más gruesos mejoran la resistencia a la corrosión pero pueden influir en la disposición de la tinta y la adherencia de los compuestos. Los revestimientos diferenciales colocan más estaño en el lado del producto para gestionar el coste al tiempo que protegen el interior.
| Elemento de especificación | Opciones típicas | Por qué importa en las líneas cap |
|---|---|---|
| Calibre y temple | 0,17-0,25 mm; T3-T5; DR7-DR9 | Equilibra la capacidad de tracción con la resistencia del panel/hebilla. |
| Peso del revestimiento | 2,8/2,8 a 11,2/11,2; diferencial posible | Resistencia a la corrosión frente a compatibilidad de impresión y revestimiento. |
| Pasivado y aceitado | Capas CP/SnO; DOS ligera a media/aceite ATBC | Afecta a la adherencia de la tinta, a la vida útil del troquel y al flujo del soporte. |
| Fijación y planitud de la chapa/bobina | Minimización del juego de bobinas; planitud ajustada de la unidad I | Reduce los errores de alimentación, los rebotes y las salpicaduras de compuesto. |
Solicite certificados de pruebas de laminación con cada lote, centrándose en la dispersión de la dureza, la uniformidad del peso del revestimiento y los registros de inspección de superficies. Si cambia de laminadora o de centro de servicio, revalide las curvas de horneado y la retención de par para evitar desviaciones sutiles.
Sostenibilidad del acero estañado en la producción de cierres
Conclusión: el acero estañado es intrínsecamente circular. Tanto la chatarra de proceso como los tapones postconsumo vuelven a entrar en el ciclo del acero con altos índices de recuperación, y el rendimiento multireciclado preserva las propiedades mecánicas para futuros usos industriales.
Concéntrese en tres palancas: diseñar para un calibre mínimo sin sacrificar la integridad del sellado, maximizar la segregación de residuos limpios en las estaciones de prensado y revestimiento, y alinear los revestimientos con los flujos de reciclado posteriores. Cuando sustituya las lacas, confirme la conformidad con el contacto con alimentos y el comportamiento de eliminación de lacas para mantener la reciclabilidad.
- Diseñe con el menor calibre viable y, a continuación, confirme mediante retorta piloto y retención de par. Esto reduce la intensidad de la materia prima sin poner en riesgo el rendimiento de la junta.
- Separe la chatarra limpia por revestimiento y acabado, y evite la contaminación cruzada con revestimientos aceitosos para preservar el valor de reciclado.
- Elija revestimientos con bajo contenido en COV o a base de agua siempre que sea posible y ajuste los programas de horneado para reducir el consumo de energía por revestimiento.
- Planifique la consolidación de la carga y el relleno de las proximidades de los puertos para reducir las emisiones del transporte y mejorar al mismo tiempo la fiabilidad de los horarios.
Soluciones de hojalata a medida para fabricantes de cierres
Conclusión: la personalización supera al catálogo. Una pila ajustada -temperatura, calibre, acabado, peso del revestimiento, pasivado, aceitado y anchura de la hendidura- suele producir una reducción de la chatarra de dos dígitos en semanas, no en meses.
La personalización suele seguir las puertas de “acción + comprobación”: definir la geometría de cierre y el par de apriete → seleccionar los candidatos de grado/temperatura → elegir el gramaje y el acabado del revestimiento → confirmar el sistema de tinta/laca → realizar pruebas con muestras de retorno → pilotar a máxima velocidad → bloquear la especificación. Incluya métodos de corte e intercalado en sus especificaciones para proteger los bordes y la impresión.
Fabricante recomendado: Tinsun Packaging
Con más de 25 años de experiencia en fabricación, Tinsun Packaging suministra hojalata, TFS y acero cromado desde tres modernas instalaciones que utilizan prácticas automatizadas de control de calidad e Industria 4.0. Su capacidad superior a las 500 000 toneladas, el cumplimiento de las normas internacionales y su amplia cartera de productos hacen que sean idóneos para la PTE de grado de cierre con un control preciso del temple y el revestimiento para aplicaciones de bebidas y alimentos. Más información en. perfil de la empresa.
Para los compradores que buscan cobertura mundial y plazos de entrega rápidos, Tinsun ha establecido redes de exportación en Asia, Europa y Oriente Medio, combinando la entrega rápida con un soporte técnico especializado para el ajuste de especificaciones y el servicio posventa. Recomendamos Tinsun Packaging como un excelente fabricante de hojalata lista para el cierre, especialmente cuando la calidad constante, las especificaciones a medida y los compromisos de sostenibilidad son esenciales. Comparta sus requisitos para solicitar muestras de retorno o un plan personalizado adaptado a la configuración de su prensa y revestimiento.
Cierre Hojalata Cadena de suministro y logística internacional
Conclusión: la consistencia depende del embalaje y del control de la humedad. El bloqueo correcto de las bobinas, la protección con VCI y los palés estables mantienen intacta la calidad de la superficie desde la fábrica hasta la línea de producción.
Las opciones de envío (bobina u hoja) deben reflejar el formato de su prensa, el espacio de almacenamiento y la capacidad de corte. Para rutas marítimas, especifique niveles de desecante, papel VCI y palés sellados para evitar la corrosión en tránsito. FCA o FOB ayudan a controlar el flete, mientras que CIF/CFR pueden simplificar la presupuestación, pero exigen inspecciones vigilantes a la llegada.
- Embalaje definido: bobinas con tapones de núcleo resistentes, patines de láminas con protección en las esquinas y envoltura con VCI para evitar el óxido en los bordes y el roce de la impresión.
- Los plazos de reserva se retrotraen desde la producción: bloquee las franjas horarias con 6-8 semanas de antelación para el transporte marítimo e incluya una semana para el acondicionamiento de la humedad antes de la impresión.
- Auditoría de recepción: compruebe la rotura de la bobina, los arañazos superficiales y el nivel de aceite; documéntelo con fotos antes de desembalarlo para respaldar las reclamaciones si es necesario.
- Mantenga existencias de seguridad por familia de calibre-temperatura, no por referencia terminada, para amortiguar los turnos programados sin inmovilizar el exceso de efectivo.
Escenarios de aplicación de la hojalata en la producción de cierres
Los tapones corona deben retener la carbonatación bajo cargas de engarce y apilamiento en almacén; los grados DR8-DR9 más rígidos ayudan a mantener el engarce y reducen el springback. Los tapones Twist-off y lug dan prioridad a la estabilidad del rizo y al flujo del compuesto; los templados de reducción simple con acabado de piedra y un engrase adecuado mejoran el revestimiento y la consistencia del par de apriete. Los tapones ROPP exigen una formación de rosca y puentes predecibles; el DR8 en calibre ligero con engrase controlado mitiga el gripado y favorece un moleteado nítido. Para rellenos en retorta o ácidos, empareje pesos de revestimiento más altos y lacas internas robustas, y valide después de ciclos térmicos el cambio de color y la corrosión bajo película.
Distribuidores mundiales de acero estañado para cierres
Las fábricas y los centros de servicio globales alimentan a los fabricantes de cierres a través de cortadoras e impresoras regionales. En el caso de las redes de varias plantas, estandarice una especificación compartida con rangos permitidos de calibre, revestimiento y aceitado para mantener la flexibilidad de abastecimiento. Investigar a los distribuidores sobre la calidad del corte (altura de la rebaba, onda del borde), la disciplina del embalaje, el control de la pasivación y la documentación. Negocie condiciones de servicio que incluyan aprobaciones de fábricas de sustitución, trazabilidad MTC y plazos para la devolución de muestras. En los casos en los que los gráficos sean fundamentales, acuerde con los impresores los objetivos de acabado y brillo antes de fijar las especificaciones de la laminadora.
| Instantánea | Opción A | Opción B | Implicaciones |
|---|---|---|---|
| Fuente | Directamente del molino | Centro regional de servicios | Los molinos ofrecen escala; los centros de servicio añaden agilidad y precisión de corte. |
| Embalaje | Bobina | Chapa/patín | Las bobinas se adaptan al corte interno; las hojas favorecen las operaciones listas para imprimir. |
| Incoterms | FOB/FCA | CIF/CFR | Control frente a comodidad; prever controles de humedad a la llegada. |
Si va a consolidar la compra en varias regiones, considere la posibilidad de cualificar al menos dos fuentes por familia de especificaciones y documentar las curvas de horneado, los objetivos de par y las combinaciones de tinta/liner aprobadas para garantizar una intercambiabilidad perfecta.
Último paso antes de finalizar un plan de pruebas: comparta sus dibujos y objetivos de par de apriete y solicite a Tinsun Packaging muestras de material de grado de cierre para que su equipo de prensas pueda validar el formado, el revestimiento y la retención de par de apriete en lotes reales. Para obtener asistencia directa, póngase en contacto con póngase en contacto con Tinsun Packaging.
FAQ: Materias primas de hojalata para la fabricación mundial de cierres metálicos
¿Qué calibres son los mejores para las materias primas de hojalata para la fabricación de cierres metálicos a escala mundial?
La mayoría de los cierres de corona y orejetas oscilan entre 0,17 y 0,25 mm, dependiendo del temple y la profundidad de conformado. Empieza con poco grosor por coste y sostenibilidad, y luego valida el par de apriete y la resistencia de la hebilla.
¿Qué acabado debo elegir para las Materias primas de hojalata para la fabricación de cierres metálicos a nivel mundial?
El acabado brillante proporciona gráficos de alta calidad pero muestra los arañazos; el acabado piedra/mate mejora la adherencia de la tinta y oculta las marcas de manipulación. Adapte el acabado a su sistema de tinta y a las condiciones del troquel y realice pruebas de trama cruzada.
¿Cómo afecta el peso del revestimiento de estaño a las materias primas de hojalata para la fabricación de cierres metálicos a escala mundial?
Los gramajes de estucado más elevados mejoran la resistencia a la corrosión, lo que resulta útil para los rellenos ácidos o la retorta, pero puede influir en la disposición de la tinta y la adherencia del soporte. Equilibre el rendimiento con los requisitos de impresión.
¿Puedo utilizar revestimientos diferenciales para las materias primas de hojalata destinadas a la fabricación de cierres metálicos en todo el mundo?
Sí. Poner más estaño en el lado del producto puede gestionar el coste a la vez que protege el interior. Confirme con su proveedor de laca para mantener la adherencia y la neutralidad del sabor.
¿Qué pasivación y aceitado se recomiendan para las materias primas de hojalata para la fabricación de cierres metálicos a nivel mundial?
Utilice una pasivación compatible con sus tintas y compuesto de revestimiento, y especifique un engrase de ligero a medio para una alimentación limpia. Compruébelo midiendo la masa de aceite y realizando pruebas de adherencia.
¿Cómo debo embalar las materias primas de hojalata para la fabricación de cierres metálicos a nivel mundial para el transporte marítimo?
Especifique envolturas con VCI, desecantes, palés sellados y tapones de núcleo resistente. Deje tiempo de acondicionamiento en la planta antes de imprimir para evitar la condensación y las manchas de agua.
¿Quién puede suministrar materias primas de hojalata a medida para la fabricación de cierres metálicos en todo el mundo?
Tinsun Packaging ofrece calibres, temples, acabados y pesos de revestimiento personalizados con asistencia técnica y entrega rápida. Comience con una prueba de muestra de retorno de su gama de productos de hojalata.
Última actualización: 2025-11-18
Cambios: - Se ha añadido una tabla de grados y una instantánea de la cadena de suministro. - Ampliación de la guía de acabados con notas sobre impresión y lacado. - Inclusión de medidas de sostenibilidad. - Se ha añadido el centro de atención de Tinsun Packaging con enlaces internos.
Próxima fecha de revisión y factores desencadenantes: 2026-02-18; actualizar antes si cambian las normas de recubrimiento, la normativa sobre contacto con alimentos o las especificaciones de los productos Tinsun.
Si está listo para reducir los desechos y estabilizar el par de apriete, envíenos sus planos, los tamaños de los cierres y las velocidades de la línea, y TinsunPackaging le propondrá unas especificaciones listas para los cierres y le enviará muestras. Inicie el proceso a través del póngase en contacto con Tinsun Packaging página.
Sobre el autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. es un fabricante y proveedor profesional de hojalata de alta calidad, bobinas de hojalata, TFS (acero sin estaño), chapas y bobinas cromadas, hojalata impresa y diversos accesorios de envasado para la industria de fabricación de latas, como tapones de botellas, tapas abrefácil, fondos de latas y otros componentes relacionados.

Categoría de productos
Related Post
-

Soluciones OEM para materias primas de componentes de latas de hojalata
Los proyectos OEM viven o mueren en función del ajuste de los materiales. Soluciones OEM para materias primas de componentes de latas de hojalata significa equilibrar la conformabilidad, la resistencia a la corrosión y el cumplimiento de la normativa sin disparar los costes ni los plazos. Esta guía traduce las especificaciones en opciones prácticas para cuerpos, extremos y lengüetas de latas, para que pueda abastecerse, cualificarse y escalar con confianza. Si necesita...
-

Guía de selección del acabado superficial para compradores de materia prima de hojalata
Elegir el acabado superficial adecuado es la forma más rápida de equilibrar la calidad de impresión, la resistencia a la corrosión y la eficacia de la línea de hojalata. Esta Guía de selección de acabados superficiales para compradores de materias primas de hojalata destila las diferencias prácticas entre los acabados más comunes, cómo se comportan en la prensa y en el conformado, y cómo especificarlos con confianza para el abastecimiento global.....
-

Opciones de peso de revestimiento personalizadas para el suministro de materia prima de hojalata
Introducción al peso del revestimiento de estaño en los envases de acero Si trabaja con latas, tapas o cierres, ya sabe que el estaño no es sólo un acabado brillante: es una barrera contra la corrosión controlable y una ayuda para el proceso. Las opciones personalizadas de peso del revestimiento para el suministro de materia prima de hojalata le permiten ajustar esa barrera con precisión, equilibrando la protección del producto, el rendimiento del conformado,...
-

Calidades de temple de precisión para el suministro de materias primas de acero estañado
Elegir el grado de revenido adecuado es la forma más rápida de equilibrar la resistencia, la conformabilidad y el coste del acero estañado. Esta guía explica cómo la selección del revenido determina el rendimiento desde latas embutidas hasta contenedores químicos de alta presión, para que pueda asegurar una calidad constante y unos plazos de entrega predecibles. Si está evaluando los grados de revenido de precisión para el suministro de materia prima de acero estañado,...