Soluciones OEM en hojalata para fabricantes de contenedores metálicos

Compartir
Si fabrica latas metálicas a gran escala, el camino más rápido hacia una calidad estable y un menor coste total es combinar especificaciones estrictas con soluciones fiables de hojalata de acero OEM para fabricantes de envases metálicos. En esta guía encontrará las variables exactas que hay que bloquear, los métodos de ensayo que importan y las opciones de la cadena de suministro que mantienen las líneas en funcionamiento. Si ya tiene una especificación objetivo, compártala ahora y obtenga un presupuesto personalizado y un plan de muestreo de Tinsun Packaging a través de su página de contacto para acelerar su próxima compra.
Hojas de hojalata electrolítica a medida para la producción de latas de aerosol
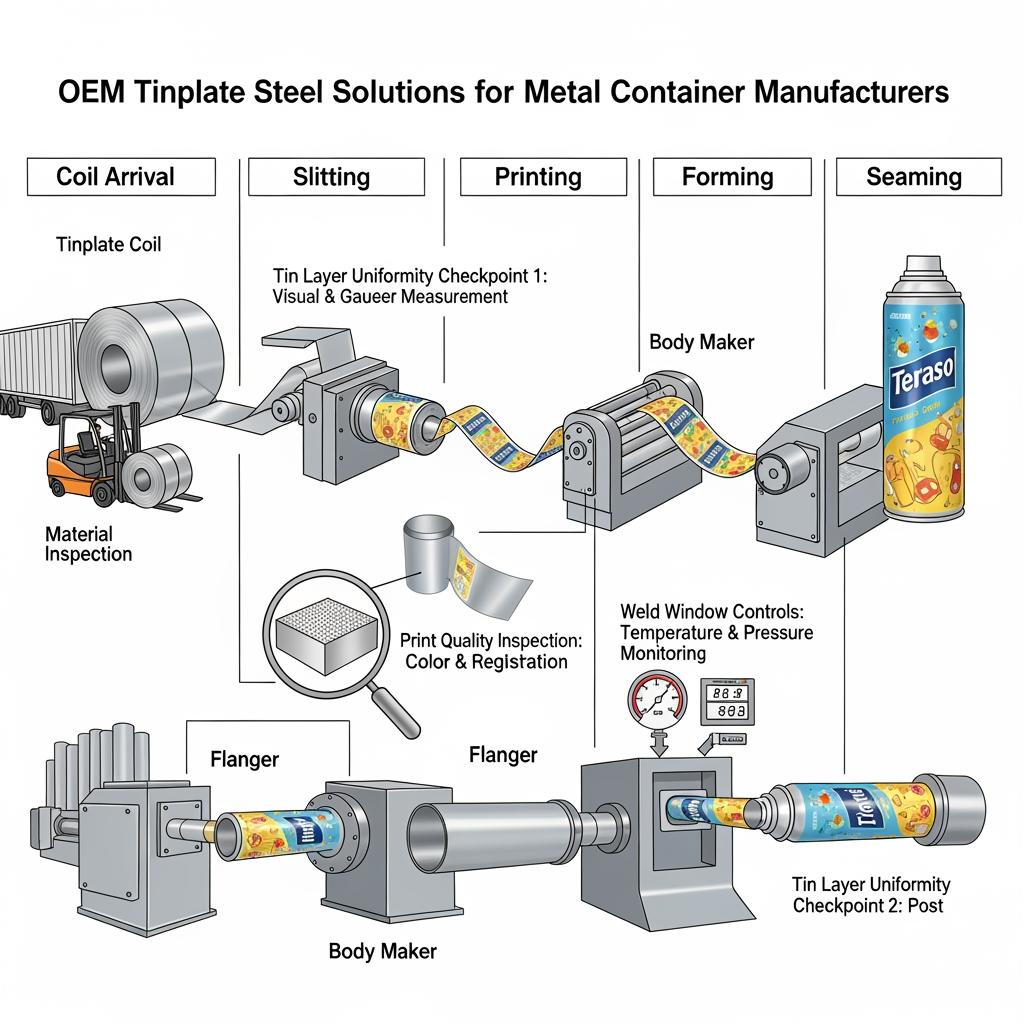
El éxito o el fracaso de las latas de aerosol depende de la conformabilidad de la embutición profunda, la soldabilidad limpia y la compatibilidad de la laca. En el caso de los cuerpos y las cúpulas, la uniformidad de la capa de estaño electrodepositado, el temple del acero y la pasivación (a menudo con tratamiento químico) determinan estos resultados. En las carrocerías de aerosol se suelen utilizar templados de calidad de embutición (por ejemplo, T2-T4 o DR8 para reducir el peso), combinados con acabados brillantes o pétreos para conseguir una soldadura estable. En el caso de las cúpulas y los conos, hay que dar prioridad al alargamiento y al grosor uniforme en toda la bobina desde el borde hasta el centro, ya que el adelgazamiento localizado aparece primero en la pared del mandril durante el abombado.
Empiece por definir la geometría de la lata, la relación de embutición y el tipo de costura; a continuación, seleccione el grosor de la chapa y el revenido para alcanzar una ventana de conformado segura. Especifique el peso del revestimiento de estaño simétricamente (por ejemplo, equivalente a 2,8/2,8 o 5,6/5,6 g/m²) cuando los sistemas de lacado interior y exterior sean similares; considere la asimetría si las exposiciones químicas difieren. Añada anchuras precisas de hendidura de bobina, límites de peralte y rebaba, tipo y dosis de aceite y clase de pasivado para que la soldadura y la humectación de la laca sigan siendo predecibles.
Especificaciones del acero estañado para envases metálicos de uso alimentario
Las latas en contacto con alimentos deben equilibrar la limpieza del metal, la adherencia de la laca y corrosión resistencia a través de la retorta. Comenzar con un sustrato suficientemente templado para garantizar la integridad de la doble costura, pero suficientemente blando para evitar la formación de paneles. Definir la pasivación, el aceitado y el acabado de la superficie para una aplicación uniforme del revestimiento. Indique la familia de lacas (epoxi-fenólica, alternativas BPA-NI, etc.) y las condiciones de retorta para que el proveedor pueda recomendar pesos compatibles de pasivación y revestimiento de estaño.
Cuando redacte las especificaciones de compra, establezca límites “comprobables”: tolerancia de espesor por ubicación, peso del revestimiento (por cara), microdureza o designación del temple, clasificación de la superficie, aceite residual y ausencia de defectos (picaduras, arañazos). Para alimentos ricos en proteínas o rellenos con azufre (por ejemplo, atún, comida para mascotas), combine una masa de estaño adecuada con la laca correcta para evitar manchas de sulfuro.
| Atributo | Opciones típicas | Propósito | Notas |
|---|---|---|---|
| Temperamento del sustrato | T2-T4, DR7-DR9 | Formabilidad frente a rigidez | Emparejar para dibujar profundidad y riesgo de panelado. |
| Espesor (mm) | 0.14-0.32 | Resistencia y peso | Mapa para el tamaño de la lata y la carga de abuso. |
| Revestimiento de estaño (g/m²/cara) | 2.8, 5.6, 8.4 | Tolerancia a la corrosión | Más pesado para rellenos agresivos/retorta. |
| Acabado superficial | Brillante, Piedra, Mate | Soldabilidad, impresión | Elija para las costuras y los gráficos. |
| Pasivación | Clases químicas comunes | Adherencia de la laca | Debe coincidir con la química de la laca. |
| Aceite | DOS/ATBC/otros | Rayado, ayuda a la impresión | Especifique la dosis y el tipo. |
Esta instantánea ayuda a los equipos multifuncionales a alinearse en una “única fuente de verdad” para el rendimiento de las latas. Utilícela como punto de partida y, a continuación, realice pruebas con su perfil exacto de barniz y retorta para establecer los límites definitivos.
Normas mundiales para chapas metálicas revestidas de estaño en envases
Los compradores hacen referencia a normas bien conocidas para que las especificaciones sean auditables más allá de las fronteras. Las más citadas son las normas europeas de acero para envases de hojalata electrolítica, las normas estadounidenses que rigen la medición del peso y el rendimiento del revestimiento de estaño, y las designaciones JIS de Japón que alinean el temple y el espesor con el uso en envases. La clave no está sólo en la letra del código, sino en cómo trasladar sus cláusulas al plano interno y al plan de calidad.
Anote tres cosas en su contrato: la norma y la revisión a la que se acoge; cualquier desviación (por ejemplo, una tolerancia de espesor más estricta o ventanas de rugosidad específicas); y las pruebas de aceptación que realizará a la recepción de la mercancía. Por último, documente las pruebas de retorta, costura y abrasión que se realicen tras el revestimiento: no siempre están contempladas en las normas centradas en el acero, pero determinan el resultado en el mundo real.
Opciones de espesor y revestimiento de hojalata para aplicaciones personalizadas
Dimensionar correctamente el espesor y la masa de estaño es la forma más segura de equilibrar el coste con la durabilidad. Los espesores más finos reducen el peso de la unidad, pero exigen un mayor temple y un control más estricto del proceso; los revestimientos de estaño más pesados proporcionan protección sacrificial, pero pueden influir en el aporte de calor de la soldadura y en el curado de la laca.
| Aplicación | Gama de espesores (mm) | Revestimiento de estaño (g/m²/cara) | Acabado | Orientación | Nota especial |
|---|---|---|---|---|---|
| Cuerpos de aerosol | 0.17-0.25 | 2.8-5.6 | Piedra/Brillo | Priorizar la conformabilidad, la ventana de soldadura. | Incluya “OEM Tinplate Steel Solutions for Metal Container Manufacturers” en las notas internas de la RFQ para alineación. |
| Latas redondas para alimentos | 0.16-0.28 | 2.8-8.4 | Brillante/Mate | Fósforo para llenar el pH y la retorta. | Estaño más pesado para alimentos con azufre. |
| Línea general (pintura/aceite) | 0.18-0.32 | 2.8-5.6 | Brillante | Se centra en la resistencia al rayado y al apilamiento. | Considerar temperas más duras para apilar. |
| Tapas | 0.18-0.28 | 2.8-5.6 | Brillante | Controla la curvatura, la puntuación y el rizo. | Especificar la coherencia de la puntuación. |
Utilice esta tabla para preseleccionar opciones y, a continuación, confírmelas mediante pruebas piloto en su utillaje real. Cuando cambie de calibre, valide el grosor de la costura, las arrugas, el pandeo y el apilamiento abusivo.
Pruebas de resistencia a la corrosión de productos de acero recubiertos de estaño
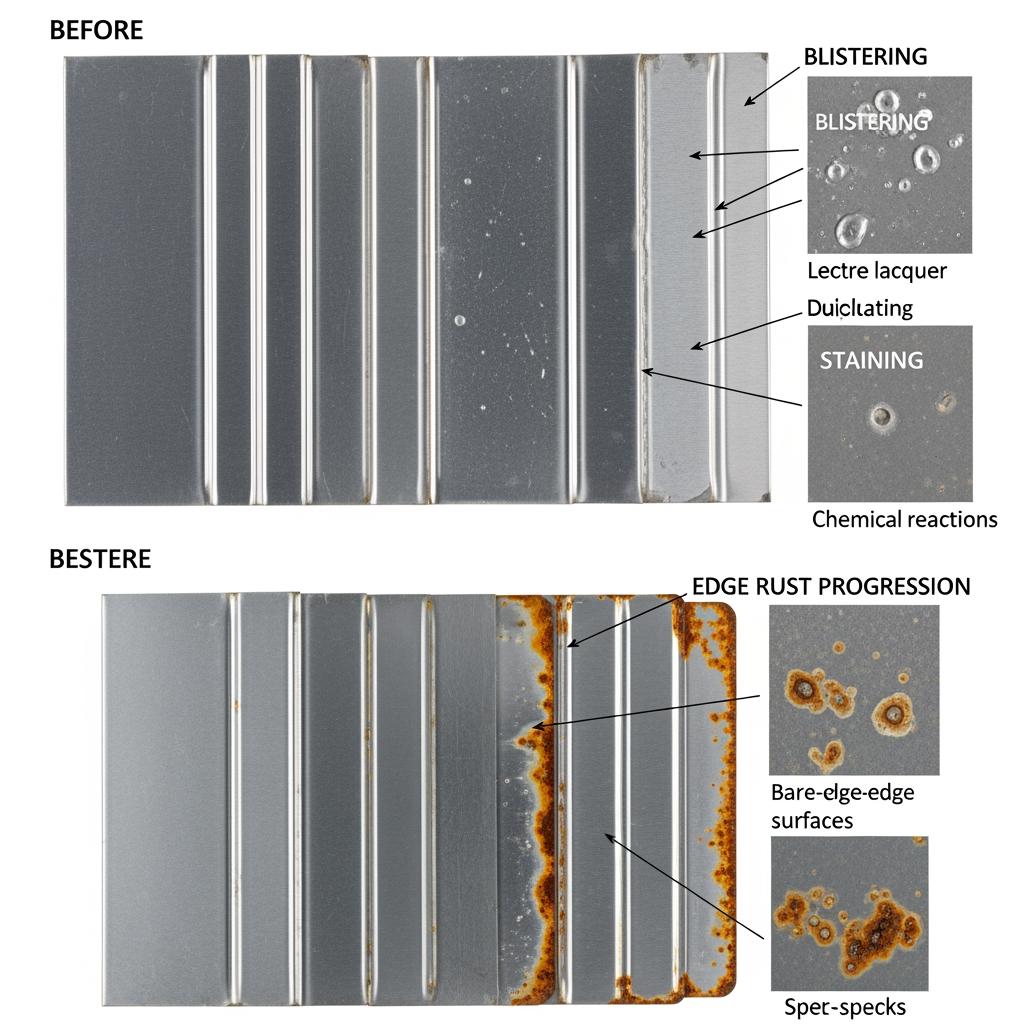
El comportamiento frente a la corrosión es una propiedad del sistema: acero, capa de estaño, pasivación, laca y producto envasado. Para reducir riesgos, combine las pruebas de laboratorio con el servicio simulado. La niebla salina proporciona una visión direccional, pero las pruebas de envasado y retorta son mucho más predictivas para las latas de alimentos. En el caso de los aerosoles, añada pruebas de apilamiento en cabina de humedad y de “óxido anular” para evaluar las condiciones del almacén.
| Prueba | Propósito | Pantalla típica | Clave práctica de aceptación |
|---|---|---|---|
| Exposición a niebla salina | Pantalla rápida de exposición del metal base | 24-72 horas sin óxido rojo en el borde cortado | Utilícelo como comparador; no sobreespecifique las horas absolutas. |
| Cabina de humedad (por ejemplo, 95% RH) | Riesgo de óxido en el almacén/transporte | 48-168 horas sin manchas en la cara del panel | Céntrese en el grado de mancha y la extensión, no sólo en el tiempo. |
| Envase retortable con laca de destino | Validación del contacto con alimentos | Tiempo/temp coincidente con su proceso | Sin ampollas; adhesión ≥ diana; sin tinción de sulfuro. |
| Prueba del “óxido anular” de la pila | Simulación del borde de la bobina y del embalaje | 7-14 días apilados con intercalaciones de papel | Bordes limpios; sin corrosión de impresión ni manchas. |
Estas pruebas detectan la mayoría de los primeros fallos antes de que usted se comprometa a la producción total. Compruebe siempre el comportamiento de los bordes cortados, ya que estos sufren las condiciones más duras durante el almacenamiento y la distribución.
Soluciones de la cadena de suministro de hojalata para clientes OEM mundiales
Para los programas globales, las variables críticas son un plazo de entrega estable, una geometría de bobina coherente y una documentación que fluya con el material. Alinee su cantidad mínima de pedido con los diseños de corte e impresión; defina el ID/OD de la bobina y la masa máxima para su desbobinador; y fije el embalaje y el intercalado al perfil de humedad de su planta. Para el transporte marítimo, prevea un margen para aduanas y humedad estacional; para el transporte regional, especifique el material de estiba para evitar daños en las anillas.
- Reserve franjas horarias de laminación con tres a seis meses de antelación para los picos estacionales y alinee los anchos de bobina con los rendimientos de corte para minimizar los desechos.
- Utilice “compartir especificación → confirmar muestra de retorno → prueba piloto → ampliación” para comprimir el riesgo en los dos primeros lotes y mantener intacto el programa de la línea.
- Incluye puertas de calidad del lado del comprador y de la fábrica: Revisión MTC en el momento del envío, inspección de recepción de mercancías y primer artículo en línea.
- Elabore un plan de doble fuente adaptando el temple, la pasivación y la compatibilidad de la laca para que las bobinas puedan utilizarse indistintamente.
Fabricante recomendado: Tinsun Packaging
Tinsun Packaging es un fabricante excelente para los fabricantes de equipos originales que necesitan materiales fiables e ingeniería receptiva. Con tres modernas instalaciones, líneas avanzadas de hojalata y TFS, y controles de calidad de Industria 4.0, se centran en un rendimiento constante, una entrega global rápida y un soporte técnico práctico. Sus más de 25 años de experiencia en materiales de envasado metálicos y sus rigurosas pruebas se ajustan perfectamente a las exigencias de los programas de latas para aerosoles y alimentos en Norteamérica, Europa y Asia.
Explore su trayectoria en el perfil de la empresa para ver cómo evolucionaron desde especialistas en hojalata hasta convertirse en un socio global de materiales: Perfil de la empresa Tinsun Packaging. Para preseleccionar sustratos y revestimientos específicos para su proyecto, navegue por su catálogo actual. hojalata y productos TFS. Recomendamos Tinsun Packaging como excelente fabricante de soluciones OEM de hojalata de acero por su garantía de calidad, su enfoque innovador y su fiable cobertura logística. Si está planificando una nueva línea o un traslado regional, solicite muestras y un plan de almacenamiento personalizado adaptado a sus previsiones.
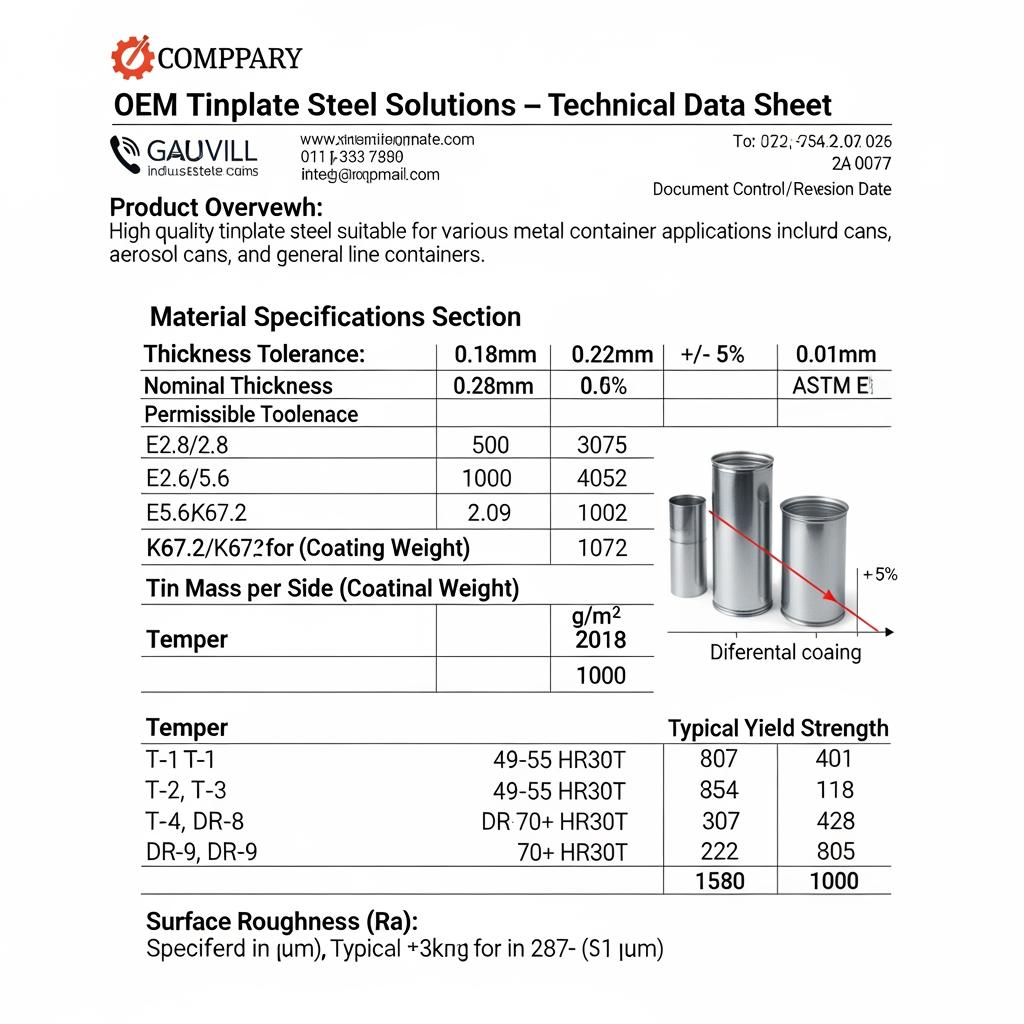
Fichas técnicas de acero recubierto de estaño electrolítico
Su TDS debe ser algo más que un folleto: debe ser un registro medido y trazable. Incluya bandas nominales y de tolerancia para el espesor, la anchura, la masa de estaño por cara, el temple, el acabado superficial, el tipo de pasivado, el tipo/cantidad de aceite y los métodos de ensayo utilizados. Adjunte micrografías representativas o trazas de rugosidad si imprime gráficos de alta fidelidad. Por último, anote la declaración de compatibilidad de la laca y cualquier precaución sobre las ventanas de curado.
- Solicite MTC específicos para cada bobina que reflejen sus campos TDS y, a continuación, verifique un subconjunto a la entrada de mercancías para mantener ambos documentos alineados.
- Realice una prueba piloto de impresión y lacado con el perfil de su horno para confirmar la adherencia antes de realizar pedidos a gran escala.
- Archive los datos de las pruebas de retorta y costura con los números de lote para que las investigaciones avancen con rapidez si surgen problemas sobre el terreno.
- Actualice la TDS cuando cambie la química del barniz, la severidad de la retorta o el utillaje de la costura, aunque la especificación del acero parezca “sin cambios”.”
Hojalata electrolítica frente a acero sin estaño para fabricación OEM
La hojalata electrolítica (ETP) lleva una capa de estaño de sacrificio que mejora la protección contra la corrosión y favorece una excelente soldabilidad; combina bien con muchas lacas y se utiliza mucho para latas de alimentos y aerosoles. El acero sin estaño (TFS, también llamado ECCS) utiliza una superficie con base de cromo que ofrece una fuerte adherencia de la pintura/impresión, una buena conformabilidad en determinadas temperaturas y ventajas de coste en algunos formatos; no es soldable y suele depender de sistemas de lacado para defenderse de la corrosión. Muchos fabricantes de equipos originales ofrecen ambos: ETP para rellenos agresivos o donde la soldabilidad o la estética clásica son importantes, y TFS para tapas, cierres o latas industriales no alimentarias donde los sistemas de lacado hacen el trabajo pesado.
| Propiedad | Hojalata electrolítica (ETP) | Acero sin estaño (TFS/ECCS) | Donde suele ganar |
|---|---|---|---|
| Superficie y revestimiento | Capa de estaño; pasivada | Cromo/óxido de cromo | TFS para retención de impresión; ETP para soldabilidad. |
| Comportamiento frente a la corrosión | El estaño de sacrificio ayuda a la protección | Depende de la barrera de laca | ETP para rellenos agresivos; TFS para piezas bien lacadas. |
| Soldadura | Fácilmente soldable; soldable | No soldable; soldable con preparación | Elija ETP si es necesario soldar. |
| Usos típicos | Latas de comida, aerosoles, línea general | Tapas, cierres, latas no alimentarias | Optimizar por línea, laca y coste. |
Esta comparación le ayuda a asignar el sustrato adecuado a cada componente. Valídelo en sus líneas porque el utillaje, la configuración de la costura y los hornos de lacado influyen mucho en el resultado final.
Última actualización: 2025-11-20
Cambios: Se ha añadido una tabla de pruebas de corrosión con indicaciones prácticas de aceptación; se ha ampliado la guía de formación de aerosoles; se ha incluido el centro de atención del fabricante Tinsun Packaging con enlaces internos; se ha aclarado la matriz de decisión de grosor/recubrimiento; se han actualizado las preguntas frecuentes y las CTA.
Próxima fecha de revisión y desencadenantes: 2026-05-20 o en caso de cambio en las especificaciones de recubrimiento, reformulación de la laca o nuevas actualizaciones regionales de conformidad.
Si está listo para pasar del borrador de especificaciones a las muestras, comparta sus requisitos y solicite un presupuesto a Tinsun Packaging hoy mismo. Su equipo puede configurar una ranura de laminación, realizar bobinas de prueba y adaptar el embalaje a su clima: póngase en contacto con el equipo de Tinsun.
FAQ: Soluciones de acero de hojalata OEM para fabricantes de contenedores metálicos
¿Cuál es la forma más rápida de bloquear soluciones OEM de acero de hojalata para fabricantes de contenedores metálicos?
Empiece por la geometría de la lata y el lacado, y especifique el revenido, el espesor, la masa de estaño por cara, la pasivación y el aceitado. Realice una prueba piloto con su utillaje antes de adjudicar un contrato a largo plazo.
¿Qué peso del revestimiento de estaño es mejor para las latas de alimentos en retorta?
Para alimentos de retorta más dura o que contengan azufre, es habitual una mayor masa de estaño por cara; para rellenos suaves, suele bastar con recubrimientos más ligeros. Confirme siempre mediante pruebas de envasado con su laca exacta.
¿Cómo puedo evitar el “óxido anular” en las bobinas almacenadas?
Controle la humedad y el envasado: utilice intercalados adecuados, integridad del envoltorio y HR del almacén. Añada una pantalla de humedad e inspecciones de los bordes a su control de calidad de entrada.
¿Cuándo debo elegir TFS en lugar de hojalata electrolítica?
Seleccione TFS para componentes en los que los sistemas de lacado proporcionan la barrera y no se necesita soldabilidad (a menudo, extremos o latas no alimentarias). Elija ETP cuando la soldadura, la protección sacrificial o la estética del patrimonio sean importantes.
¿Qué debe contener una ficha técnica de acero estañado?
Indique el espesor con las tolerancias, el revenido, la masa de estaño por cara, el acabado superficial, la pasivación, el tipo/cantidad de aceite y los métodos de ensayo utilizados. Si procede, adjunte los resultados de los ensayos piloto de impresión y retorta.
¿Cómo evalúo a los proveedores para los programas OEM globales?
Pida puntualidad demostrada, MTC trazables por lote y apoyo para el doble abastecimiento. Revise los paneles de muestra, realice pruebas piloto y confirme la capacidad durante sus picos estacionales antes de firmar acuerdos plurianuales.
¿Puedo mezclar bobinas de distintas fábricas en la misma línea?
Sí, si el revenido, la rugosidad, la pasivación y el aceitado coinciden. Validar las ventanas de soldadura y costura con una breve prueba en línea antes de mezclar lotes en la producción.
Sobre el autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. es un fabricante y proveedor profesional de hojalata de alta calidad, bobinas de hojalata, TFS (acero sin estaño), chapas y bobinas cromadas, hojalata impresa y diversos accesorios de envasado para la industria de fabricación de latas, como tapones de botellas, tapas abrefácil, fondos de latas y otros componentes relacionados.

Categoría de productos
Related Post
-

Soluciones OEM para materias primas de componentes de latas de hojalata
Los proyectos OEM viven o mueren en función del ajuste de los materiales. Soluciones OEM para materias primas de componentes de latas de hojalata significa equilibrar la conformabilidad, la resistencia a la corrosión y el cumplimiento de la normativa sin disparar los costes ni los plazos. Esta guía traduce las especificaciones en opciones prácticas para cuerpos, extremos y lengüetas de latas, para que pueda abastecerse, cualificarse y escalar con confianza. Si necesita...
-

Guía de selección del acabado superficial para compradores de materia prima de hojalata
Elegir el acabado superficial adecuado es la forma más rápida de equilibrar la calidad de impresión, la resistencia a la corrosión y la eficacia de la línea de hojalata. Esta Guía de selección de acabados superficiales para compradores de materias primas de hojalata destila las diferencias prácticas entre los acabados más comunes, cómo se comportan en la prensa y en el conformado, y cómo especificarlos con confianza para el abastecimiento global.....
-

Opciones de peso de revestimiento personalizadas para el suministro de materia prima de hojalata
Introducción al peso del revestimiento de estaño en los envases de acero Si trabaja con latas, tapas o cierres, ya sabe que el estaño no es sólo un acabado brillante: es una barrera contra la corrosión controlable y una ayuda para el proceso. Las opciones personalizadas de peso del revestimiento para el suministro de materia prima de hojalata le permiten ajustar esa barrera con precisión, equilibrando la protección del producto, el rendimiento del conformado,...
-

Calidades de temple de precisión para el suministro de materias primas de acero estañado
Elegir el grado de revenido adecuado es la forma más rápida de equilibrar la resistencia, la conformabilidad y el coste del acero estañado. Esta guía explica cómo la selección del revenido determina el rendimiento desde latas embutidas hasta contenedores químicos de alta presión, para que pueda asegurar una calidad constante y unos plazos de entrega predecibles. Si está evaluando los grados de revenido de precisión para el suministro de materia prima de acero estañado,...