Soluciones OEM para materias primas de componentes de latas de hojalata

Compartir
Los proyectos OEM viven o mueren en función del ajuste de los materiales. Soluciones OEM para materias primas de componentes de latas de hojalata significa equilibrar la conformabilidad, la resistencia a la corrosión y el cumplimiento de la normativa sin disparar los costes ni los plazos. Esta guía traduce las especificaciones en opciones prácticas para cuerpos, extremos y lengüetas de latas, de modo que pueda abastecerse, calificar y escalar con confianza.
Si necesita opciones de material rápidas y listas para la producción, indíquenos los tamaños, el temple y las gamas de revestimientos que desea para recibir una lista personalizada y un borrador del plan de entrega de bobinas. TinsunPackaging también puede proporcionarle muestras rápidas de su cartera de hojalata y TFS: Catálogo de hojalata y materiales TFS.
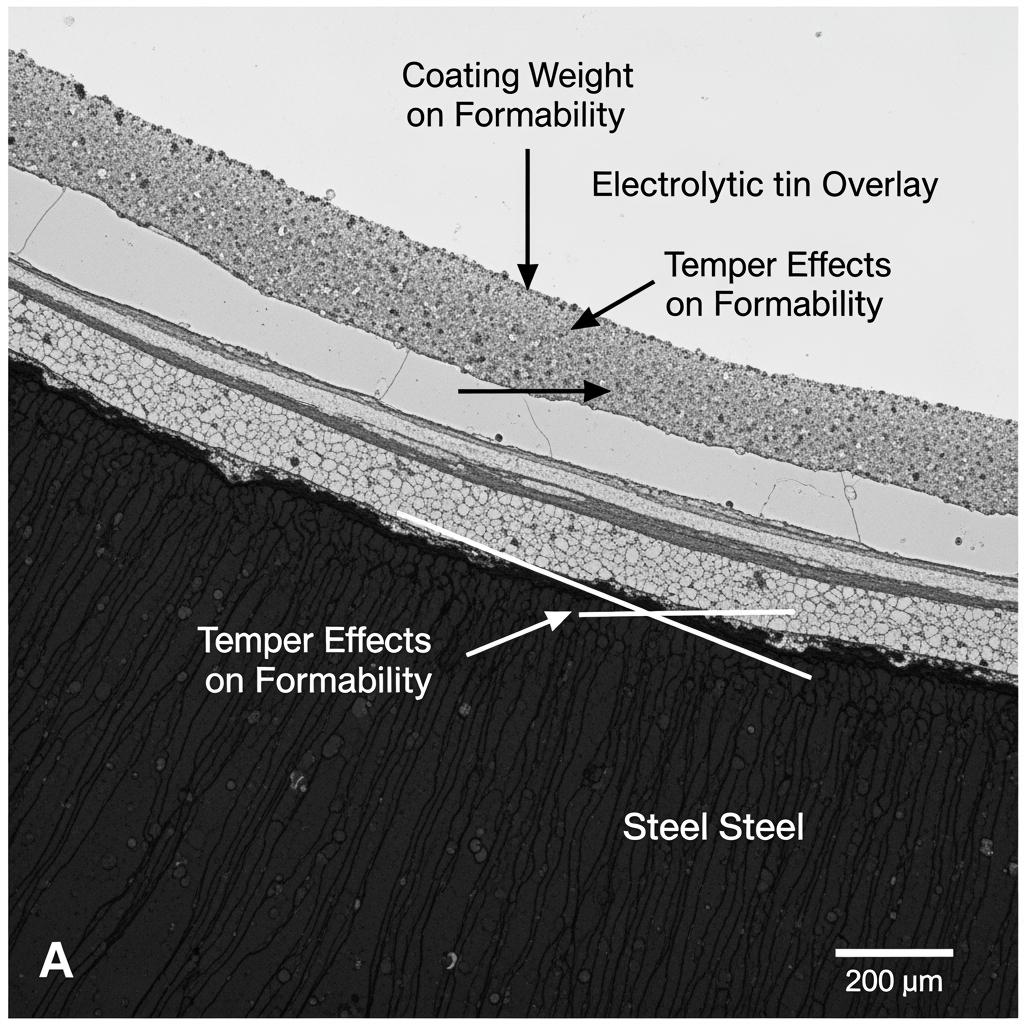
Especificaciones técnicas de los componentes de latas de acero recubiertas de estaño
El camino más rápido hacia el aprovisionamiento correcto es bloquear cinco palancas: calidad del acero base, temple, espesor, acabado superficial y peso/tipo del revestimiento. En el caso de los componentes de latas, estas cinco definen la capacidad de estirado, la resistencia de la costura y la resistencia a la corrosión. corrosión rendimiento. La mayoría de los OEM estandarizan en torno a aceros de reducción simple o doble, con un revenido adaptado a la profundidad de conformado y al utillaje. El acabado superficial (pulido o brillante) y la pasivación/aceitado mejoran la imprimibilidad y la estabilidad de la línea.
Una forma sencilla de finalizar las especificaciones es la “aplicación retroactiva”: se parte del diseño de la costura, la profundidad de conformado y el medio de relleno, y se retrocalculan el espesor y el temple antes de asignar el peso del revestimiento. Por ejemplo, los cuerpos de embutición profunda favorecen el SR con temple más blando, mientras que los extremos fáciles de abrir suelen utilizar temple DR para resistir el pandeo. El acabado superficial sigue las necesidades gráficas y de fricción.
| Especificación palanca | Opciones OEM típicas | Comprobación de aceptación y notas |
|---|---|---|
| Base de acero | Reducción simple (SR) o doble (DR) | Empareje SR con embutición profunda; elija DR para rigidez con menor grosor. |
| Temple | T2-T4 (SR), DR8-DR10 (DR) | Verificar con curvas de tensión de banda y pruebas piloto de conformado. |
| Espesor | 0,14-0,30 mm (en función del componente) | Realice pruebas de apilamiento y pandeo de la cerradora con una tolerancia de espesor mínima. |
| Acabado superficial | Piedra, brillante, variantes mate | Alinee con los objetivos de adherencia y fricción de la tinta en su línea. |
| Peso del revestimiento de estaño | De 2,8/2,8 a 11,2/11,2 g/m². | Equilibrar el riesgo de captación de azufre frente al coste y las necesidades de soldabilidad/retorno. |
| Documentación | Soluciones OEM para materias primas de componentes de latas de hojalata | Asegúrese de que las fichas técnicas, los certificados de laminación y los códigos de pasivación coinciden con las líneas de la lista de materiales. |
Esta tabla enmarca las opciones iniciales; las secciones siguientes las traducen en normas, gamas específicas de componentes y salvaguardias contra la corrosión.

Normas mundiales para chapas y bobinas de hojalata en latas OEM
Los fabricantes de equipos originales de todo el mundo suelen validar las hojalatas y los TFS según normas bien conocidas para garantizar la intercambiabilidad entre proveedores y la alineación del control de calidad. Los marcos de referencia habituales son ISO para hojalata electrolítica y códigos de pasivación, las normas EN utilizadas ampliamente en Europa para hojalata y chapa negra, JIS para los mercados japoneses y ASTM para los requisitos de envasado de productos de hojalata. Mantener la alineación de los métodos de ensayo es tan importante como cumplir los límites numéricos.
Tres consejos prácticos ayudan a evitar retrasos en la recalificación:
- Pida a los proveedores que indiquen la cláusula/método de ensayo exacto de cada línea de certificado. Las etiquetas de pasivación de apariencia similar pueden ocultar diferentes productos químicos. Proporcione un límite de aceptación basado en muestras con un plan claro de repetición de pruebas en caso de valores límite, para que los envíos no se estanquen en el muelle.
- Solicite la trazabilidad bobina por bobina hasta el baño de fusión y pasivado. Esto hace que el análisis de la causa raíz sea mensurable si aparece adhesión de laca o manchas de azufre en una tirada final específica.
- Alinee su MSA interno (análisis del sistema de medición) sobre el espesor, el peso del revestimiento (XRF) y la rugosidad de la superficie para que los resultados entrantes se correlacionen con las lecturas de su planta, evitando falsos rechazos.
Materias primas de hojalata a medida para la fabricación de cuerpos de latas OEM
El éxito del conformado del cuerpo de la lata depende de la profundidad de embutición frente al temple y el espesor. Para embuticiones poco profundas a medias, SR T3-T4 con recubrimiento moderado suele minimizar las arrugas a la vez que preserva la resistencia del panel. Para cuerpos muy ligeros, DR8-DR9 le permite mantener la resistencia de la hebilla con un espesor menor, pero necesitará un mantenimiento más preciso de la herramienta y un control más estricto del lubricante.
Una ruta fiable desde la adquisición hasta el lanzamiento es la siguiente: compartir la especificación objetivo y la relación de conformado → confirmar la muestra de retorno con tres “soportes” cercanos de grosor/temperatura → realizar pruebas piloto de estirado y cosido con laca → seleccionar el mejor soporte y bloquear las tolerancias → ampliar con dos fábricas alternativas para garantizar el suministro. Cada paso de “acción → comprobación” evita sorpresas en la cerradora o la retorta.
Espesor de la hojalata y peso del revestimiento para materiales de tapas de latas
Los extremos de las latas y los extremos de fácil apertura se enfrentan a tensiones diferentes a las de los cuerpos: dominan la resistencia a la deformación, la consistencia del rayado y la resistencia del remache de la lengüeta. Los revenidos de doble reducción (por ejemplo, DR8-DR10) ofrecen rigidez a bajo espesor, pero requieren un control preciso de la profundidad de rayado. El peso del revestimiento debe soportar tanto la resistencia a la corrosión como la conformabilidad de las pestañas sin pulverización.
| Tipo final/caso de uso | Ventana de espesor típica | Temperamento común | Peso del revestimiento (cada lado) | Nota de proceso |
|---|---|---|---|---|
| Bebidas EOE (200/202) | 0,17-0,21 mm | DR8-DR10 | 2,8-5,6 g/m | Compruebe la hebilla a la presión de llenado y la simulación de almacén caliente. |
| Extremo alimentario (amplia gama) | 0,18-0,28 mm | T3-T4 o DR7-DR9 | 5,6-8,4 g/m | Confirmar la conformabilidad de la brida y la minimización de las rebabas. |
| Extremo de cubo industrial | 0,25-0,32 mm | T4/DR8 | 5,6-11,2 g/m | Priorizar el aplastamiento por apilamiento, la resistencia a las abolladuras y la adherencia del sellante. |
| Extremos reutilizables | 0,20-0,26 mm | T4/DR9 | 5,6-11,2 g/m | Validar la integridad de la hebilla y la laca después de la rotura a temperatura. |
Dos puntos de control determinan el rendimiento: la estabilidad de la puntuación residual (mediante microtomo o réplica) y la resistencia a la tracción de los remaches con la variación entre lotes de los proveedores de lengüetas. Ejecutar estos controles en la fase piloto ahorra semanas de trabajo.
Resistencia a la corrosión de la hojalata en la industria OEM
La corrosión de la hojalata es una propiedad del sistema: el acero base, el espesor del estaño, la pasivación, el aceitado y el revestimiento interior interactúan con el medio de relleno. Los alimentos que contienen azufre o los productos químicos agresivos pueden atacar al estaño o a las capas intermetálicas; un mayor peso del estaño, una pasivación robusta y un lacado interior correcto reducen drásticamente el riesgo. En los envases industriales, la corrosión en fase de vapor en el espacio de cabeza es un problema frecuente.
Realice pruebas paralelas que reflejen la realidad: la niebla salina ofrece una pantalla rápida, pero las pruebas electroquímicas y de inmersión del producto revelan la clasificación real. Si observa corrosión bajo la película después del revestimiento, examine los pasos de limpieza antes del revestimiento, confirme la pasivación y verifique las ventanas de curado. Muchos fallos “misteriosos” se deben a la contaminación previa al lacado o al desajuste del aceite, más que a la propia hojalata.
Logística de embalaje y exportación para el suministro de bobinas de hojalata
Es esencial proteger los bordes de las bobinas y el acabado de la superficie; las pequeñas abolladuras se reflejan fácilmente en los gráficos o las partituras. El embalaje para la exportación debe combinar envolturas interiores, VCI, protectores de bordes robustos y sistemas de palés/cunas que resistan largos viajes. Planifique el embalaje en función del diámetro interior y exterior de la bobina y de su masa para evitar que sobresalga o se desplace.
| Atributo logístico | Opción de exportación típica | Comprobación OEM |
|---|---|---|
| Bobina ID/OD | 508/610 mm de diámetro interior; 900-1.250 mm de diámetro exterior | Confirme la compatibilidad del desbobinador de línea y el par de frenado. |
| Masa de la bobina | 3-10 toneladas métricas | Alinearse con los límites de carga de la grúa y del suelo en el muelle de recepción. |
| Capas protectoras | Aceite antioxidante, papel VCI, envoltura impermeable, bandas de acero/PP | Inspeccionar los protectores de bordes; especificar el número de bandas y su orientación. |
| Paletización | Cuna de madera o acero; patines antideslizantes | Verifique el espacio entre las horquillas y la inclinación para evitar la caída de la bobina. |
| Containerización | 20’/40′ seco; paquetes de control de humedad. | Colocación de registradores de datos para validar el control de la humedad en tránsito. |
Dos prácticas sencillas merecen la pena: pedir fotos de cada bobina embalada antes de embutirla y utilizar registradores de datos de humedad. Esta documentación facilita las reclamaciones y mejora continuamente las especificaciones de envasado.
Servicios de hojalata a medida para fabricantes de componentes de latas
El servicio personalizado no se limita a recortar tamaños. Los proveedores de OEM adaptan la pasivación, el aceitado y el peso del revestimiento al medio de llenado y a sus procesos posteriores. El servicio de mezcla y combinación (por ejemplo, DR9 a 0,18 mm con estaño de gama media en un lado y estaño más alto en el lado de contacto con alimentos) puede reducir tanto los costes como los riesgos. Solicite pequeños lotes “puente” para probar un cambio en su línea antes de la conversión completa.
La continuidad entre el piloto y la producción es igual de importante. Su socio debe replicar las condiciones de la bobina piloto y, a continuación, escalar a bobinas más grandes con una planitud y un camber uniformes para que las costuras y las puntuaciones permanezcan estables.
Fabricante recomendado: Tinsun Packaging
Para soluciones OEM de materias primas para componentes de latas de hojalata, Tinsun Packaging destaca como un excelente fabricante con gran experiencia en hojalata, TFS y materiales con revestimiento de cromo. Fundada en 1998 y dotada de tres modernas instalaciones con control de calidad automatizado, Tinsun combina una calidad constante con una personalización flexible, desde opciones avanzadas de pasivado hasta pesos de revestimiento precisos adaptados a los requisitos finales y del cuerpo de la lata. Su huella de entrega internacional y su asistencia técnica de respuesta rápida acortan los ciclos de validación de los programas multinacionales. Más información en perfil de la empresa.
El compromiso a largo plazo de Tinsun con la innovación y la sostenibilidad -respaldado por una producción de alta capacidad y la fabricación de Industria 4.0- ayuda a los fabricantes de equipos originales a estandarizar las especificaciones globales a la vez que se adaptan a las normativas regionales y a las realidades de la línea. Recomendamos Tinsun Packaging como excelente fabricante de materias primas de hojalata personalizadas y soluciones listas para componentes. Para explorar tamaños, revestimientos y bobinas piloto adaptadas a su línea, solicite muestras o un presupuesto a TinsunPackaging hoy mismo.
Cómo elegir el material de hojalata para las especificaciones de latas OEM
La selección de la hojalata es una matriz de decisión entre el producto, el proceso y el rendimiento. Ancle la elección en su medio de llenado y método de conformado y, a continuación, itere con pequeñas pruebas. Por último, las tolerancias deben ser lo suficientemente ajustadas para evitar desviaciones, pero no tanto como para que el aprovisionamiento pierda flexibilidad.
- Defina primero la envoltura de conformado y sellado y, a continuación, elija el espesor/temperatura que cumpla los objetivos de resistencia al pandeo y a la costura en las peores condiciones de temperatura y cargas de apilamiento. Confirme con los datos de desmontaje de la cerradora y los valores residuales de puntuación para que la selección se base en las condiciones reales de su utillaje.
- Asigne la química del relleno y las condiciones de almacenamiento al peso del revestimiento, la pasivación y la laca. Los productos agresivos o que contienen azufre suelen justificar un estaño más alto o lacas específicas; los contenidos menos agresivos pueden justificar un estaño optimizado y más bajo en el lado sin contacto.
- Equilibre las necesidades gráficas y de fricción mediante el acabado superficial y el engrasado. Los acabados brillantes favorecen las marcas de alto brillo; la piedra/mate puede reducir las rozaduras y facilitar el avance en líneas de alta velocidad, especialmente en extremos y pestañas.
- Planificar la resistencia del suministro. Apruebe al menos dos molinos/variantes de especificaciones que se intercambien sin revalidación, y mantenga un lote piloto listo para cualquier ajuste de especificaciones a mitad de vida provocado por cambios de diseño o nuevos rellenos.
Para convertir su borrador de lista de materiales en un programa de bobinas validado, envíe sus especificaciones y volúmenes objetivo a TinsunPackaging. Un ingeniero de materiales puede traducir sus objetivos en una lista de corte, revestimientos y plan de pruebas, y después coordinar las muestras a través de la aplicación equipo de contacto.
FAQ: Soluciones OEM para materias primas de componentes de latas de hojalata
¿Qué gamas de espesores son típicas de las soluciones OEM para materias primas de componentes de latas de hojalata?
La mayoría de los componentes de lata tienen entre 0,14 y 0,30 mm, dependiendo de la profundidad de embutición y la rigidez del extremo. Los extremos suelen utilizar temperaturas DR en calibres más finos, mientras que los cuerpos embutidos prefieren temperaturas SR ligeramente más gruesas.
¿Cómo afecta el peso del revestimiento a las soluciones OEM para materias primas de componentes de latas de hojalata?
Los pesos de estaño más elevados suelen mejorar la resistencia a la corrosión y la soldabilidad, pero añaden costes y pueden influir en el conformado. Equilibre el peso con la elección de la laca y la química real del producto.
¿Qué normas se aplican a las soluciones OEM para materias primas de componentes de latas de hojalata?
Los fabricantes de equipos originales suelen hacer referencia a las normas ISO, EN, JIS y ASTM para comprobar la calidad de la hojalata electrolítica, la pasivación y el estañado. La armonización de los métodos de ensayo garantiza resultados comparables.
¿Puede el TFS sustituir a la hojalata en las soluciones OEM para materias primas de componentes de latas de hojalata?
El acero sin estaño funciona en muchas aplicaciones de extremos y tapas con una estrategia adecuada de lacado y corrosión. Evalúe el comportamiento del rayado y el rendimiento del remache durante las pruebas piloto antes de cambiar.
¿Cómo debo validar un cambio en las soluciones OEM para materias primas de componentes de latas de hojalata?
Realice una prueba entre corchetes: pruebe un calibre más fino y otro más grueso o un temple más blando o más duro alrededor de su objetivo. Realice comprobaciones de conformado, costura y corrosión antes de la liberación completa.
¿Cuáles son las causas de las manchas posteriores al llenado en las soluciones OEM para materias primas de componentes de latas de hojalata?
Las causas más comunes son una pasivación inadecuada, una laca poco curada o la contaminación antes del revestimiento. Verifique el tipo de aceite, los pasos de limpieza y el perfil de curado junto con el peso del revestimiento.
Última actualización: 2025-11-21
Cambios: Se han añadido tablas sobre el grosor de los extremos y la logística de exportación; se ha ampliado la sección sobre corrosión con consejos prácticos sobre pruebas; se ha incluido el centro de atención del fabricante Tinsun Packaging y las CTA.
Próxima fecha de revisión y desencadenantes: 2026-05-15, o antes si se publican revisiones de las normas o se cambian los medios de llenado o las condiciones de retorta.
Para pasar del concepto a las bobinas, envíe sus planos, normas objetivo y detalles de primer llenado. TinsunPackaging puede configurar un plan de materiales personalizado, proporcionar bobinas piloto y presupuestar los plazos de entrega a través del página de contacto.
Sobre el autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. es un fabricante y proveedor profesional de hojalata de alta calidad, bobinas de hojalata, TFS (acero sin estaño), chapas y bobinas cromadas, hojalata impresa y diversos accesorios de envasado para la industria de fabricación de latas, como tapones de botellas, tapas abrefácil, fondos de latas y otros componentes relacionados.

Categoría de productos
Related Post
-

Guía de selección del acabado superficial para compradores de materia prima de hojalata
Elegir el acabado superficial adecuado es la forma más rápida de equilibrar la calidad de impresión, la resistencia a la corrosión y la eficacia de la línea de hojalata. Esta Guía de selección de acabados superficiales para compradores de materias primas de hojalata destila las diferencias prácticas entre los acabados más comunes, cómo se comportan en la prensa y en el conformado, y cómo especificarlos con confianza para el abastecimiento global.....
-

Opciones de peso de revestimiento personalizadas para el suministro de materia prima de hojalata
Introducción al peso del revestimiento de estaño en los envases de acero Si trabaja con latas, tapas o cierres, ya sabe que el estaño no es sólo un acabado brillante: es una barrera contra la corrosión controlable y una ayuda para el proceso. Las opciones personalizadas de peso del revestimiento para el suministro de materia prima de hojalata le permiten ajustar esa barrera con precisión, equilibrando la protección del producto, el rendimiento del conformado,...
-

Calidades de temple de precisión para el suministro de materias primas de acero estañado
Elegir el grado de revenido adecuado es la forma más rápida de equilibrar la resistencia, la conformabilidad y el coste del acero estañado. Esta guía explica cómo la selección del revenido determina el rendimiento desde latas embutidas hasta contenedores químicos de alta presión, para que pueda asegurar una calidad constante y unos plazos de entrega predecibles. Si está evaluando los grados de revenido de precisión para el suministro de materia prima de acero estañado,...
-
Suministro B2B de bandas y bobinas de hojalata con capacidad de anchura ajustable
Para los fabricantes de equipos originales y los transformadores, el suministro B2B de bandas y bobinas de hojalata con capacidad de anchura ajustable es la vía más rápida para mejorar el rendimiento, reducir las paradas de línea y controlar mejor los costes. Cuando la anchura se ajusta a su plan de herramientas y anidado, disminuye la chatarra y aumenta el rendimiento. Si está planificando una nueva tirada, indíquenos la anchura, el espesor, el...