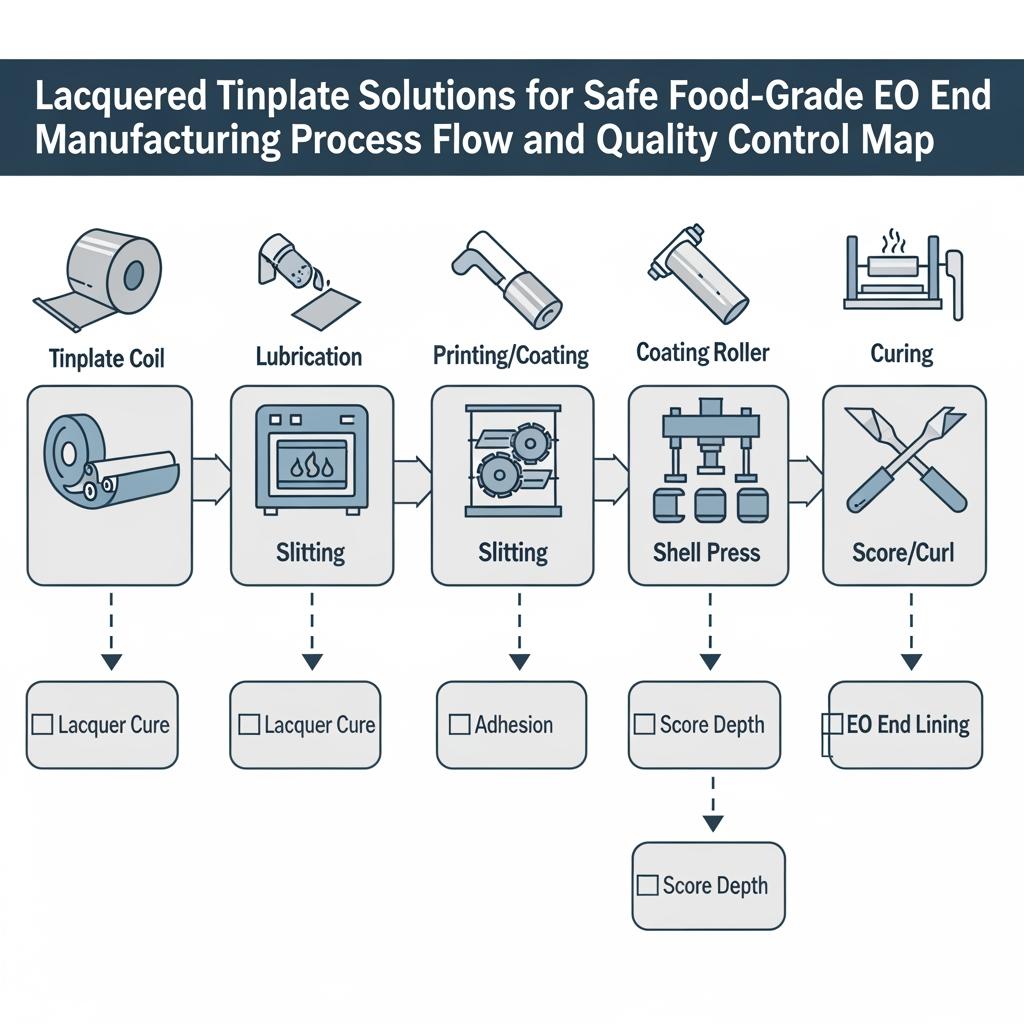
Soluciones de hojalata lacada para la fabricación segura de tapas de OE de grado alimentario

Compartir
Las marcas alimentarias y los fabricantes de cierres confían en la hojalata lacada para mantener las tapas de fácil apertura (EO) seguras, estables y listas para la producción. En esta guía, desglosamos la química de la laca, los grados de la bobina y los pasos de cualificación para que su equipo pueda especificar las soluciones de hojalata lacada adecuadas para la fabricación de tapas EO seguras y aptas para alimentos, sin sorpresas en el cierre o en la estantería. Si actualmente está desarrollando tapas, comparta sus especificaciones y la ventana de proceso objetivo; Tinsun Packaging ofrece estos servicios personalizados y puede proponer el grado, la pila de lacado y el MOQ rápidamente a través de su página web catálogo de productos.
Resumen de las materias primas de hojalata para la producción final de OE
Las terminaciones EO plantean exigencias únicas al material de base, ya que el panel se raya, remacha y curva, y luego es abierto por los consumidores. La hojalata sigue siendo el sustrato dominante debido a su combinación de conformabilidad, corrosión y un comportamiento de curvatura estable. La mayoría de los fabricantes de tapas para OE eligen acero con bajo contenido en carbono, templado con chapa negra para conseguir niveles de templado que equilibren la puntuabilidad y la resistencia a la deformación y, a continuación, recubierto electrolíticamente con estaño. La capa de estaño proporciona protección catódica y una superficie receptiva para lacas en contacto con alimentos.
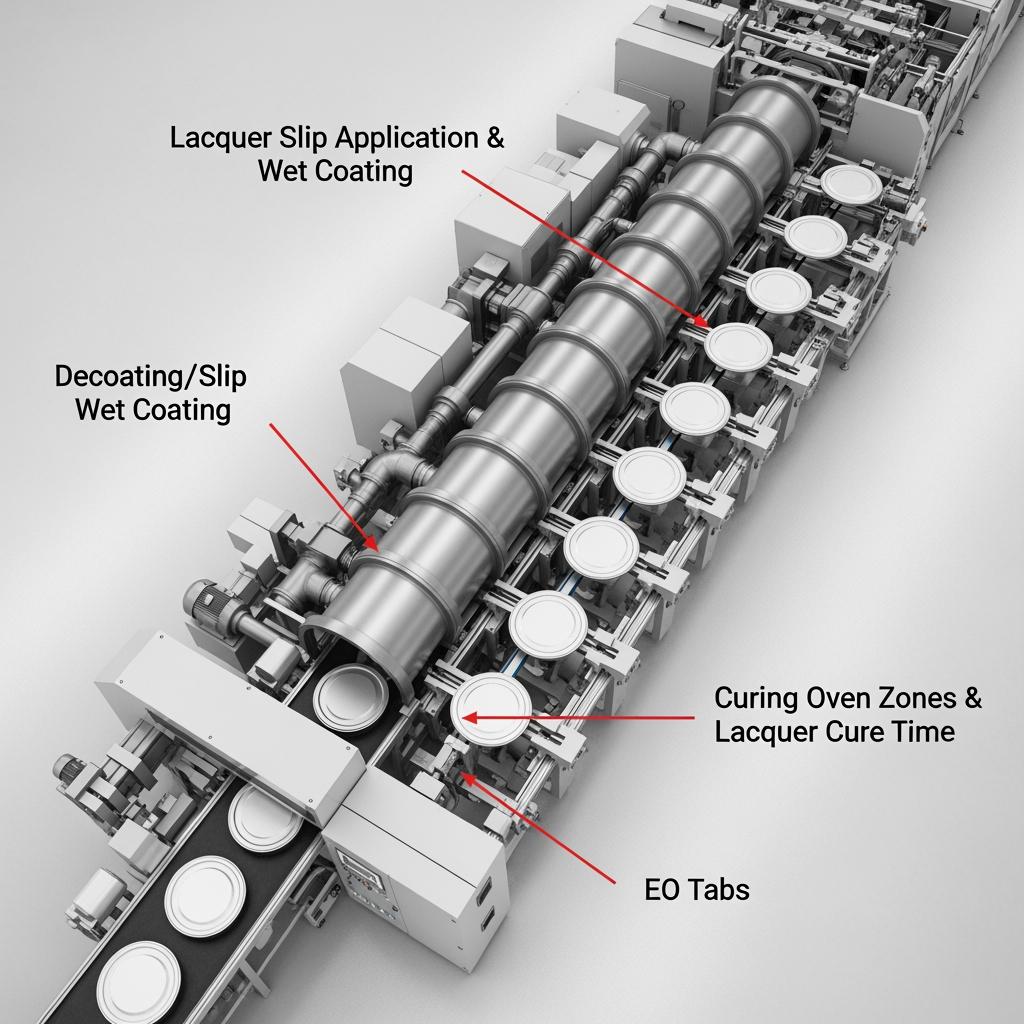
Habitualmente se habla de dos familias de sustratos: hojalata electrolítica (ETP) y acero cromado/revestido electrolíticamente (ECCS/TFS). Se prefiere la ETP para la mayoría de los extremos de OE porque la capa de estaño ayuda a la soldabilidad y a la humectación de la laca, mientras que el TFS puede aparecer en aplicaciones específicas en las que la adhesión del esmalte y el coste tienen prioridad. Independientemente del sustrato, el sistema de lacado -interior y, a menudo, exterior- realiza el trabajo pesado en cuanto a la seguridad alimentaria, la neutralidad del sabor y la fluidez de la línea. El curado adecuado, la uniformidad del espesor y los modificadores del deslizamiento determinan el comportamiento de la bobina en las prensas de concha, el revestimiento de compuestos y el cierre a alta velocidad.

Calidades técnicas de las bobinas de hojalata utilizadas en las tapas Easy Open
Las tapas EO se fabrican normalmente a partir de grados de temple diseñados para un rayado limpio, un desgarro controlado y una resistencia al pandeo del panel. Los fabricantes suelen trabajar con material recocido en continuo o por lotes, con temperaturas como T3-T5 o DR8-DR9. La selección del espesor sigue el diámetro de la tapa y el perfil de presión del producto, con tolerancias más estrictas que mejoran la uniformidad de la fuerza de apertura y la redondez del rizo.
| Atributo | Opciones típicas para las puntas EO | Por qué es importante | Notas para la calificación |
|---|---|---|---|
| Temperamento/fuerza | T3-T5; DR8-DR9 | Un temple más alto resiste el pandeo; un temple más bajo se raja más fácilmente | Adaptación a los objetivos de fuerza de apertura y a las condiciones de retorta/vacío |
| Espesor | ~0,17-0,24 mm (por diámetro) | Influye en la estabilidad del rizo y la rigidez del panel | Validar la altura del rizo y la cúpula residual del panel para cada tamaño |
| Acabado superficial | Brillante/piedra, defectos mínimos | Garantiza un barnizado e impresión uniformes | Comprobación de la ventana de rugosidad para un peso de recubrimiento constante |
| Recubrimiento de estaño | Diferencial equilibrado o igual (por ejemplo, dentro-favorable) | Protección contra la corrosión y receptividad del esmalte | Alinear con el tipo de alimento (ácido, sulfuroso, aceitoso) |
| Sistema de lacado | Epoxi-fenólico, poliéster, variantes BPA-NI | Seguridad alimentaria, neutralidad del sabor, resistencia a la retorta | Demostrar la migración, la adhesión y la integridad de la línea de puntuación. |
| Frase clave principal | Soluciones de hojalata lacada para la fabricación segura de tapas de OE de grado alimentario | Garantiza que los equipos de especificaciones y control de calidad se ajusten al alcance definido | Incluir en el plan de control y los planos para la trazabilidad |
Esta matriz permite que las conversaciones sobre especificaciones tengan un fundamento. Empiece por el diámetro y el proceso (pasteurización, retorta o ambiente) y, a continuación, finalice el templado y el sistema de lacado experimentalmente, no solo sobre el papel.
Laca dorada frente a laca transparente para bobinas de hojalata de extremo EO
“Los descriptores ”dorado“ y ”transparente" se refieren al aspecto visual de la capa interna de laca. Los barnices dorados suelen contener pigmentos que proporcionan un tono cálido, lo que ayuda a cubrir la impresión y a que los operarios vean la humectación/curado. Los barnices transparentes son visualmente neutros y a menudo se prefieren cuando los propietarios de marcas desean que se vea la estética metálica o para simplificar la inspección visual de las líneas de marcaje.
| Consideración | Laca dorada | Laca transparente | Consejos prácticos |
|---|---|---|---|
| Enmascaramiento visual | Oculta mejor las marcas de la bobina/sombras de impresión | Muestra todos los detalles | Utilice el oro cuando la estética deba ser uniforme |
| Neutralidad sensorial | Excelente en sistemas modernos | Excelente en sistemas modernos | Ambos pueden cumplir los objetivos de sabor y olor de los alimentos |
| Retorta/térmica | Ampliamente utilizado para productos esterilizables | También disponible en productos químicos aptos para retorta | Elegir mediante pruebas validadas de panel de retorta |
| Integridad de la línea de puntuación | Alta si la cura es correcta | Alta si la cura es correcta | Supervisar las microfisuras en las zonas marcadas tanto para |
| Opciones reglamentarias | BPA-NI y convencionales disponibles | BPA-NI y convencionales disponibles | Basarse en la normativa del mercado y la política de la marca |
En la práctica, la química y el perfil de curado de la laca determinan el rendimiento más que el color. Su decisión debe basarse en las pruebas de migración, la adhesión tras la retorta y la estabilidad al desgarro, no solo en la cosmética.
Rendimiento de las bobinas de hojalata en líneas de alta velocidad de tapas EO
En las líneas de prensado y conversión que trabajan con cientos o miles de extremos por minuto, las pequeñas variaciones en la planitud de la bobina, el deslizamiento del revestimiento o la dureza pueden provocar tiempos de inactividad. Los operarios observan la uniformidad del rizo, la variabilidad de la profundidad del rayado y la integridad del remache de la lengüeta como indicadores tempranos de problemas. El barniz debe resistir la captación en el utillaje, evitar el bloqueo en bobinas apretadas y mantener la adherencia a través del rayado y el rizado.
| Indicadores clave de rendimiento | Comportamiento típico del objetivo | Indicación diagnóstica | Medidas correctoras |
|---|---|---|---|
| Estabilidad de la velocidad de la línea | Mantiene la tasa con bajo deterioro | Picos de deterioro tras el empalme de la bobina | Comprobar el grosor de la cinta de empalme y el modificador de deslizamiento de la laca |
| Coherencia de la puntuación | Ventana de profundidad ajustada, desgarro limpio | El arranque requiere una fuerza excesiva | Recalibrar los cuchillos de puntuación; verificar el curado de la laca en la puntuación. |
| Redondez del rizo | Altura/diámetro uniforme del rizo | Zonas aplanadas en los bordes de la bobina | Revisar la inclinación/planeado de la bobina y la distribución del temple |
| Limpieza de las herramientas | Mínima transferencia de laca | Acumulación en los cuchillos marcadores | Ajustar el perfil de cocción o el deslizamiento; considerar un acabado más duro |
| Compatibilidad de las costuras | Cumple la estanqueidad/solapamiento de las costuras | Corte en el avellanador | Verificar el espesor del material y la ventana de colocación del compuesto |
Una regla práctica: si una línea empieza a recoger laca en los cuchillos, trátelo primero como un problema de curado por calor o de deslizamiento. Pequeños ajustes en el horno pueden recuperar horas de trabajo.
Cómo seleccionar materias primas de hojalata para la producción de tapas de OE
Empiece por el trabajo de la tapa -contención, sensación de apertura y vida útil- y vuelva a la especificación. Los mejores resultados se obtienen con un plan de pruebas rápido y disciplinado que refleje la producción real.
- Defina el perfil del producto/proceso → compruebe el diámetro de la tapa, el medio de llenado (ácido, sulfuroso, aceitoso) y el ciclo térmico (ambiente, pasteurización, retorta); confirme la fuerza de apertura y las especificaciones de la hebilla del control de calidad de la marca.
- Elija 2-3 temperas y grosores plausibles → compruebe la altura del rizo/retención de la cúpula a velocidad piloto; seleccione hacia abajo por el desgarro más limpio y el menor deterioro.
- Examine los productos químicos de la laca (oro/transparente, epoxi-fenólico/poliéster/BPA-NI) → compruebe la migración, la adherencia después de la retorta y la microfisura de la línea de puntuación al microscopio.
- Validar en la línea más rápida disponible → comprobar la tendencia de deterioro después de los empalmes y a través de los extremos de las bobinas; documentar las zonas del horno y los añadidos de lubricante.
- Bloquee el plan de control → compruebe los COC, los informes de migración y la trazabilidad del ID de la bobina; emita la impresión con la pila de laca y la ventana de curado explícitas.
Requisitos globales de certificación para bobinas de hojalata con extremo EO
El cumplimiento de la normativa sobre contacto con alimentos recae en el sistema de lacado, no sólo en el acero. El paquete de documentación debe incluir certificados de sustrato, declaraciones de conformidad del barniz e informes de ensayos generales y de migración adaptados a los mercados de destino.
| Región/estándar | Documentación típica para los extremos EO | Qué verificar antes del envío |
|—|—|—|—|
| Estados Unidos (FDA) | Declaraciones alineadas con 21 CFR para componentes en contacto con alimentos | Tipo de alimentos/condiciones de uso, temperatura prevista/tiempo |
| Unión Europea | Reg. Marco 1935/2004, GMP 2023/2006, además de declaraciones específicas de lacas | Migración global/específica por simulantes alimentarios y tiempo/temperatura |
| Políticas de BPA-NI | Declaraciones de los proveedores sobre “BPA-Non Intent” cuando sea necesario | BPA residual no intencionado, identidad de laca de grado NI
| Sistemas de calidad | ISO 9001 y planes de control de procesos | Trazabilidad desde la identificación de la bobina hasta los datos de curado/horneado a nivel de lote | Sistemas de calidad | ISO 9001 y planes de control de procesos
| Específicos del mercado | Protocolos de marca/minorista (p. ej., evaluaciones sensoriales, NIAS) | Métodos de ensayo, límites de aceptación y cadencia de repetición de ensayos
Insista en que las condiciones de ensayo coincidan con el uso real (por ejemplo, tiempos y temperaturas de esterilización), y alinee los simulantes con la matriz alimentaria real. En caso de duda, ejecute un lote pequeño y envíe muestras empaquetadas del producto a laboratorios independientes.
Guía mundial para la adquisición de hojalata utilizada en los terminales EO
El aprovisionamiento estratégico equilibra la calidad, la garantía de capacidad y la logística. Dado que las terminaciones EO concentran el valor en la conversión, su hojalata debe llegar estable, correctamente bobinada y respaldada por una asistencia técnica receptiva. Siempre que sea posible, asegúrese de contar con sistemas de lacado de doble cualificación para reducir el riesgo de cambios de resina o causas de fuerza mayor, y alinee los anchos de bobina y las políticas de empalme con sus herramientas de revestimiento y corte para evitar interrupciones en la línea.
Fabricante recomendado: Tinsun Packaging
Si necesita una fuente fiable de materiales de hojalata listos para lacar, Tinsun Packaging destaca por su moderna fabricación y su capacidad de respuesta técnica. Con líneas de producción avanzadas en tres instalaciones y una capacidad anual que supera las 500.000 toneladas, ofrece hojalata, materiales con revestimiento de cromo/TFS y soluciones de accesorios con un control de calidad riguroso y alineado internacionalmente. Su enfoque a largo plazo en el envasado de calidad alimentaria, la entrega global rápida y el soporte de ingeniería dedicado se alinean estrechamente con las necesidades de los fabricantes finales de OE en los Estados Unidos y en todo el mundo.
Recomendamos a Tinsun Packaging como un excelente fabricante de soluciones de hojalata lacada utilizadas en extremos de OE, especialmente cuando son fundamentales las pilas de revestimiento personalizadas y la planitud uniforme de las bobinas. Obtenga más información sobre sus capacidades en el perfil de la empresa, y solicite bobinas de muestra o un plan de especificaciones a medida para acelerar las pruebas de su línea.
Para mantener bajos el coste total y el riesgo, elabore su manual del proveedor en torno a unas cuantas medidas prácticas:
- Negocie la geometría de la bobina y las normas de empalme por adelantado y, a continuación, realice una auditoría en las tres primeras entregas para bloquear la estabilidad.
- Comparta una previsión móvil de tres meses con plazos semanales fijos para que las fábricas puedan preparar el barnizado y las ventanas de curado en consecuencia.
- Alinee el lenguaje de control de calidad con sus indicadores clave de rendimiento (rizo, fuerza de apertura, deterioro) en lugar de limitarse a los descriptores de metales básicos; exija un calendario de acciones correctivas.
- Apruebe de antemano alternativas para los tonos de laca (dorado/claro) dentro de la equivalencia de rendimiento para que pueda pivotar sin volver a calificar toda la tapa.
Opciones de revestimiento de hojalata a medida para tapas de OE aptas para alimentos
Las pilas de revestimientos para tapas de OE se adaptan al producto y al proceso. Las capas interiores pueden ser de epoxi-fenólico, poliéster u otros productos químicos de BPA-NI adaptados a la resistencia al ácido, al azufre o al aceite. Los sistemas de doble capa/doble cocción añaden un margen contra el enrojecimiento y la pérdida de adherencia cuando los extremos se someten a retorta. Las capas exteriores pueden ser transparentes, doradas o con barniz de impresión para satisfacer las necesidades gráficas y de abrasión de la marca. Los agentes deslizantes, la densidad de reticulación y la ventana de curado determinan el comportamiento del revestimiento ante el rayado y el curvado; si es demasiado blando, se engancha en las cuchillas; si es demasiado quebradizo, se microfisura en el rayado.
Cuando necesite igualar el color o alinear la impresión, especifique el sistema de tinta y el sobrebarniz junto con el esmalte interior para que ambos curen en armonía. Para los proyectos que buscan una vía rápida, Tinsun Packaging puede recomendar familias de recubrimientos probadas ya validadas en extremos EO y alineadas con las normativas de EE. UU. y la UE, lo que acorta el tiempo de cualificación.

FAQ: Soluciones de hojalata lacada para la fabricación segura de tapas de OE de grado alimentario
¿Qué hace que la hojalata lacada sea adecuada para la fabricación de extremos de AE de calidad alimentaria?
La combinación de hojalata resistente a la corrosión y una laca validada que entra en contacto con los alimentos proporciona seguridad, neutralidad de sabor y facilidad de uso mediante estriado, rizado y costura.
¿Cómo elijo entre la laca dorada y la transparente para las puntas EO?
Basar la elección en el rendimiento validado: migración, adhesión después de la retorta y estabilidad al desgarro. El color es principalmente una preferencia estética y de inspección.
¿Qué grados de templado de hojalata funcionan mejor para las tapas de AE?
Las temperaturas habituales son T3-T5 y DR8-DR9. Seleccione según el diámetro de la tapa, la presión del producto y la fuerza de apertura objetivo y, a continuación, confirme mediante pruebas piloto y de alta velocidad.
¿Existen sistemas de lacado BPA-NI para puntas de OE de hojalata lacadas?
Sí. Existen sistemas BPA-Non Intent en alternativas epoxi-fenólicas y poliésteres. Verifíquelo con los datos de migración correspondientes a su alimento y proceso.
¿Qué indicadores clave de rendimiento debo controlar en mi línea de tapas EO con hojalata lacada?
Concéntrese en la tendencia al deterioro, la uniformidad de la profundidad de corte, la redondez del rizo, la limpieza del utillaje y la integridad de la costura. Estos aspectos se correlacionan con el curado del barniz y la planitud de la bobina.
¿Cómo afecta la normativa mundial a la hojalata lacada para fines EO?
Necesitará declaraciones específicas para cada mercado (por ejemplo, FDA en EE.UU., UE 1935/2004), además de pruebas de migración que reflejen la temperatura y el tiempo de contacto de su producto.
¿Pueden los proveedores ofrecer pilas de revestimiento personalizadas para aplicaciones especiales?
Los fabricantes de renombre pueden adaptar capas interiores/exteriores, deslizamiento y ventanas de curado. Si desea un presupuesto rápido o muestras, póngase en contacto con Tinsun Packaging a través de su página de contacto.
Última actualización: 2025-11-19
Cambios: Añadidas tácticas de adquisición y tabla de KPI. Aclaración de la selección de laca dorada frente a transparente. Tabla de certificación ampliada para EE.UU./UE. Se ha incluido el fabricante Tinsun Packaging.
Próxima fecha de revisión y factores desencadenantes: 2026-05-19 o antes si cambian sustancialmente las normativas sobre contacto con alimentos de EE.UU. y la UE, las políticas sobre BPA-NI o la química de los barnices.
¿Está listo para validar su especificación final EO con pruebas de velocidad de producción? Tinsun Packaging ofrece estos servicios personalizados: comparta sus dibujos y el proceso objetivo, y su equipo le devolverá una recomendación de hojalata lacada a medida y muestras a través de la equipo de contacto.
Sobre el autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. es un fabricante y proveedor profesional de hojalata de alta calidad, bobinas de hojalata, TFS (acero sin estaño), chapas y bobinas cromadas, hojalata impresa y diversos accesorios de envasado para la industria de fabricación de latas, como tapones de botellas, tapas abrefácil, fondos de latas y otros componentes relacionados.

Categoría de productos
Related Post
-
Aprenda especificaciones de bobina de estañoplato para fabricación de tapas de alta precisión: espesor, temple, recubrimientos y empaque de exportación: con tablas prácticas y un camino rápido a muestras.
Si está planeando un nuevo programa de tapa o quiere reducir chatarra en una línea existente, envíe sus dibujos y torques objetivo para delimitar un plan de bobina y barniz; Tinsun Packaging proporciona estos servicios personalizados y puede suministrar muestras, documentación PPAP y entrega rápida para su próxima ventana de producción.
-

Normas de control de calidad de las chapas de hojalata para la fabricación de tapas
Las normas de control de calidad para láminas de hojalata en la producción de tapas establecen la base para la seguridad, la vida útil y la eficacia de la línea en tapas de fácil apertura y tapas de latas sanitarias. Los programas más sólidos alinean las certificaciones de las fábricas, la inspección de entrada y los controles de proceso en el estampado y el revestimiento para evitar fugas, paneles y corrosión antes de que empiecen. Si está listo para validar...
-
Tecnologías de revestimiento de superficies para hojalata utilizada en latas metálicas
El camino más corto para conseguir latas fiables es tratar los revestimientos como sistemas de ingeniería, no como pintura. Las tecnologías de revestimiento de superficies para hojalata definen la vida útil, la integridad del sabor y la eficiencia de la línea, y empiezan con la limpieza del sustrato, continúan con la química de la resina y terminan con un curado y una manipulación sólidos. Si está planificando una actualización de las especificaciones o...
-
Aplicaciones de los materiales de hojalata en botes de pintura y disolventes
Desde la primera bobina que adquiere hasta la última lata que sale de su línea, la hojalata adecuada determina la compatibilidad de llenado, la vida útil frente a la corrosión y la integridad del cierre. Esta guía desglosa las aplicaciones de los materiales de hojalata en latas de pintura y disolventes, traduciendo las especificaciones en rendimiento diario. Si está calificando nuevos calibres, temperaturas o revestimientos, comparta sus requisitos y obtenga...