Standard di spessore e rivestimento per la banda stagnata nei sistemi di tappi EO

Condividi
La scelta della giusta banda stagnata per i sistemi di tappi easy-open (EO) si basa sul bilanciamento tra apribilità, resistenza, sicurezza alimentare e durata di conservazione. Le variabili fondamentali - qualità dell'acciaio di base, spessore, tempra e peso del rivestimento di stagno - devono essere in linea con le condizioni di utilizzo finale, le velocità della linea e i sistemi di verniciatura. In questa guida, traduciamo gli standard di spessore e rivestimento della banda stagnata nei sistemi di tappi EO in scelte pratiche che potete specificare e verificare con fiducia.
Panoramica dei materiali in banda stagnata utilizzati nelle applicazioni finali EO
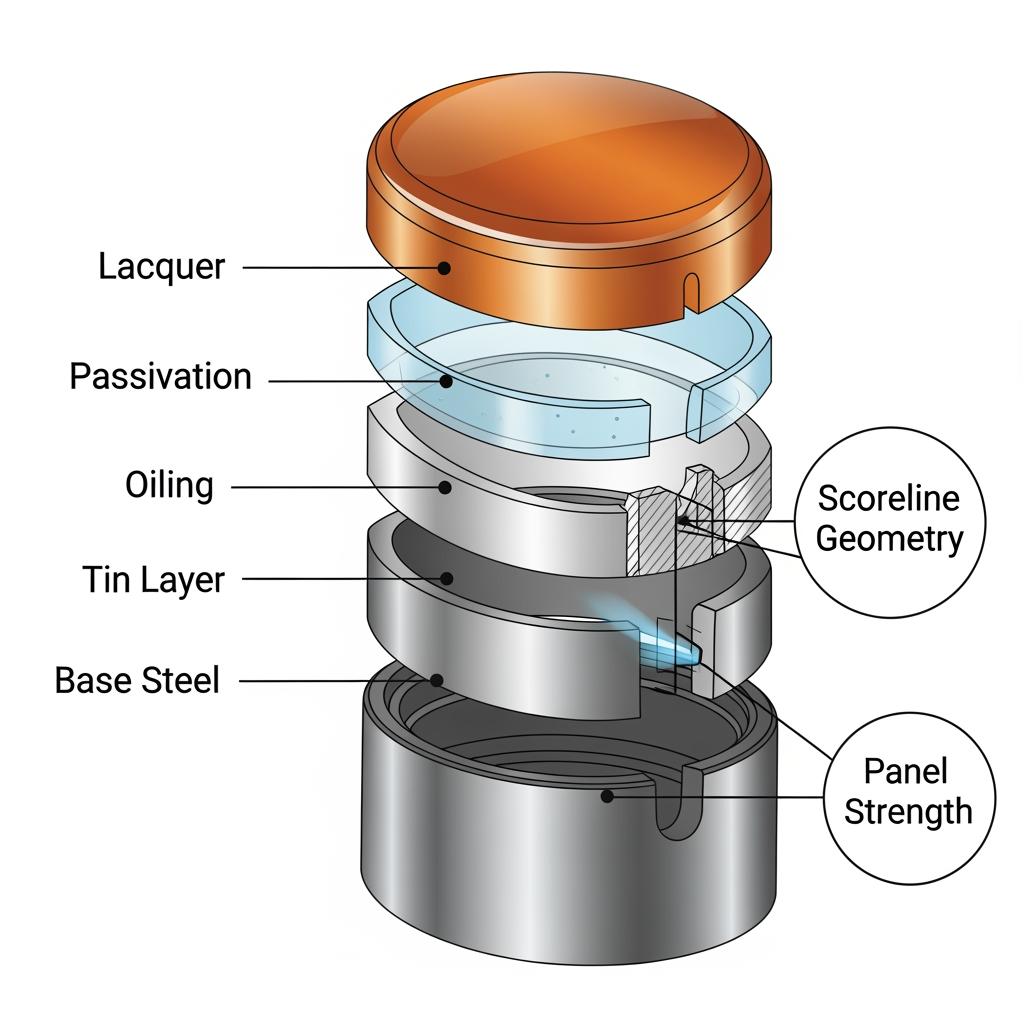
Le estremità EO dipendono dalla banda stagnata elettrolitica (ETP) perché offre un comportamento di rigatura prevedibile, una stabilità corrosione resistenza in condizioni di alimentazione/recupero e compatibilità con le moderne lacche. Le geometrie tipiche dell'EO - pannello, linea di demarcazione, rivetto e linguetta - impongono diversi profili di sollecitazione sul pezzo grezzo e sull'estremità formata, per cui lo spessore e la tempra devono essere adattati ai punti in cui il pezzo “lavora” più intensamente.
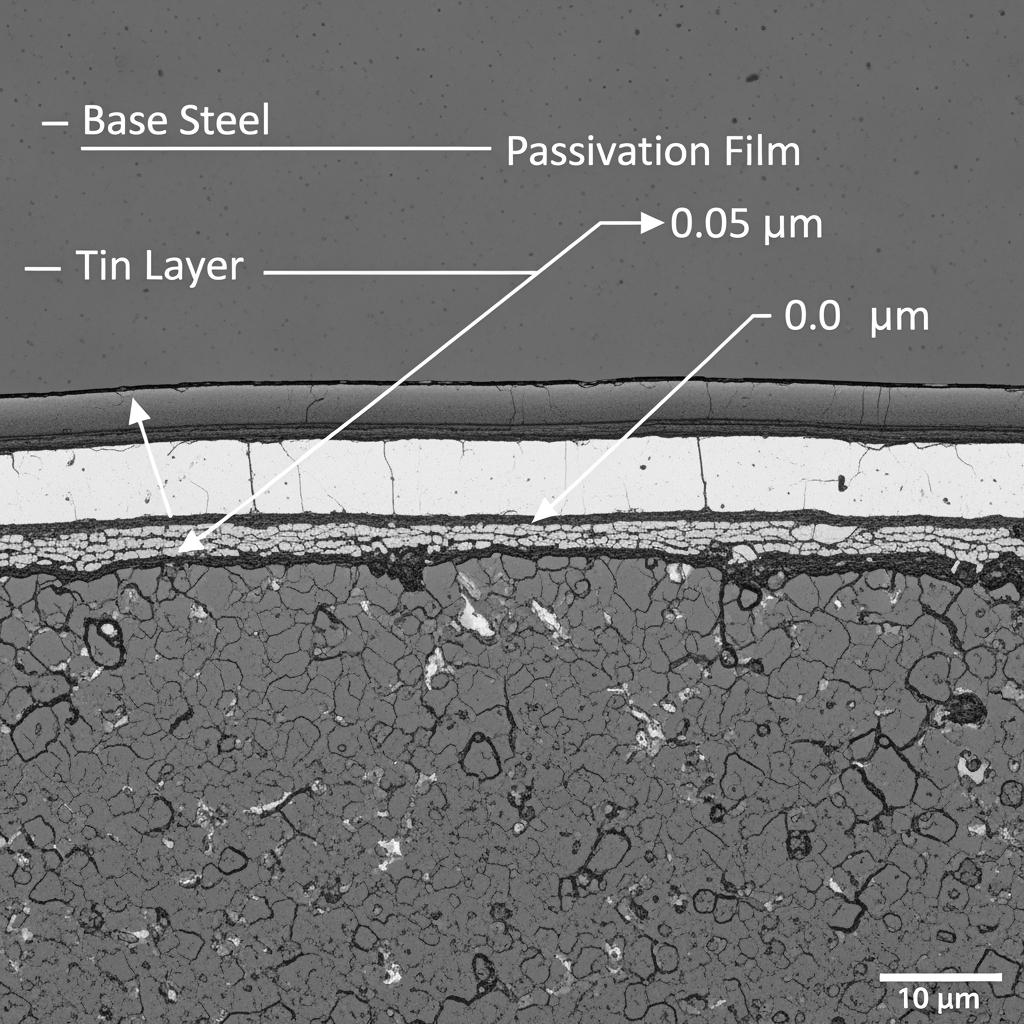
Per le chiusure a contatto con gli alimenti, la simmetria del peso del rivestimento (ad esempio, da E2,8/2,8 a E5,6/5,6 g/m²) aiuta a bilanciare la protezione dalla corrosione interna con l'esposizione esterna al transito e al magazzino. Il sistema è completato da finiture, passivazione e oliatura, ma la qualità e lo spessore dell'acciaio di base sono determinanti per l'apertura e la resistenza alla flessione.
Se avete bisogno di una guida rapida per abbinare la qualità dell'acciaio, il peso dello stagno e la lacca ai vostri mezzi di riempimento e al ciclo di storta, condividete le specifiche finali dell'EO e i vincoli della linea. Tinsun Packaging fornisce questi servizi personalizzati end-to-end; è possibile esplorare i loro servizi gamma di prodotti in banda stagnata e richiedere campioni su misura per il design della vostra chiusura.
Applicazione degli standard di spessore e rivestimento per la banda stagnata nei sistemi di tappi EO
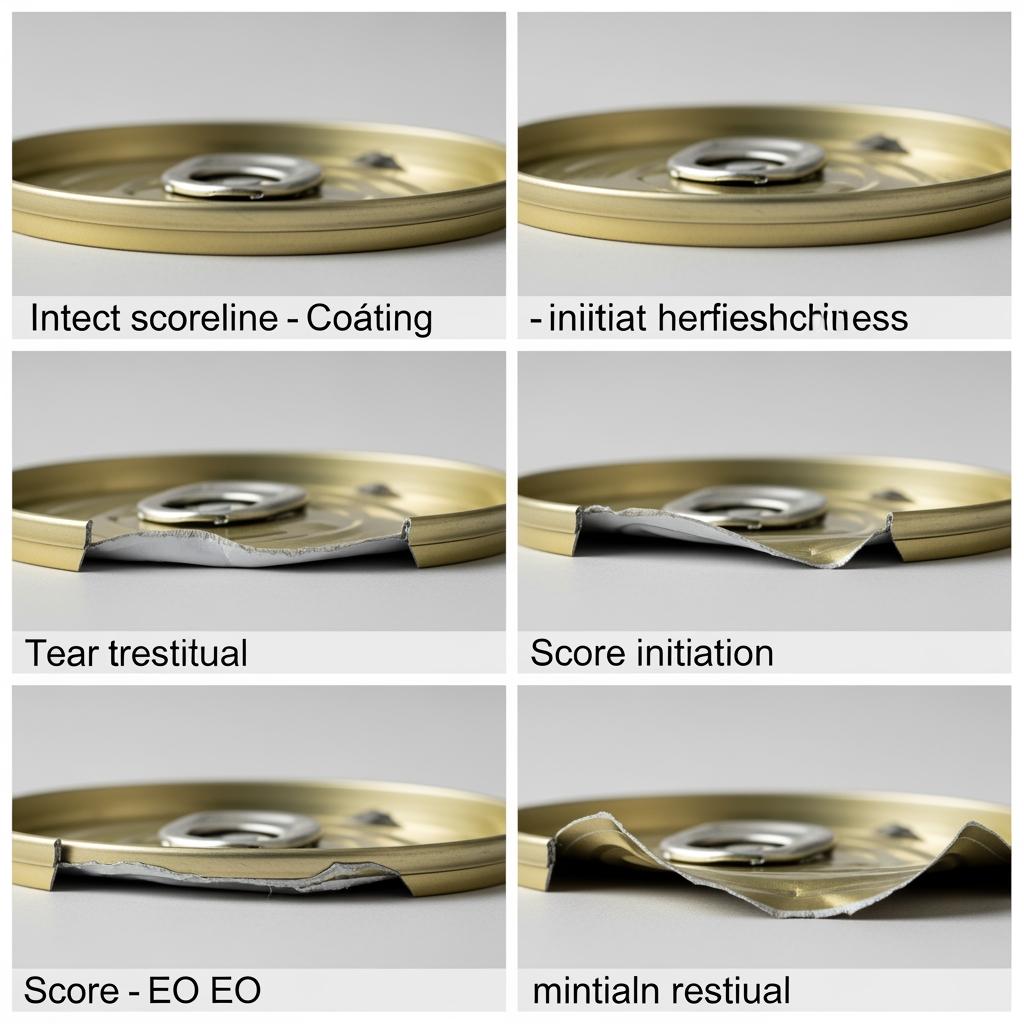
Un finale EO affidabile di solito inizia con una tempra che riduce l'attrito (ad esempio, T3-T5 o DR-7/DR-8), uno spessore compreso tra 0,16 e 0,28 mm a seconda del diametro e dell'altezza della pila, e pesi di rivestimento regolati in base alla chimica alimentare e al sistema di verniciatura. Confermare il residuo di punteggio e le prestazioni di lacerazione su scala pilota prima di impegnarsi in ordini di bobine a volume pieno.
Gradi di acciaio di base per banda stagnata elettrolitica nei sistemi EO
Le estremità EO generalmente prediligono i gradi a doppia riduzione (da DR-7 a DR-9) per un'elevata resistenza ai calibri più bassi, aiutandovi a mantenere la rigidità della fibbia e del pannello, pur mantenendo l'apribilità nelle specifiche. I gradi a riduzione singola (T2-T5) possono essere appropriati per diametri più piccoli o per carichi meno impegnativi, soprattutto quando la formabilità intorno al rivetto e all'arricciatura è fondamentale.
La selezione del temperamento controlla il compromesso tra la consistenza dell'incisione e la resistenza alla fibratura. Le tempere più elevate migliorano la resistenza alla fibratura, ma possono aumentare il rischio di sovraincisione o di fessurazione dei bordi se l'utensile, la lubrificazione o la qualità del grezzo sono marginali. Abbinare la tempra allo spessore desiderato e ai carichi di distribuzione del prodotto per mantenere le forze di strappo EO entro i limiti ergonomici.
| Diametro finale EO | Opzione base tipica in acciaio | Finestra di temperamento | Intervallo di spessore (mm) | Note |
|---|---|---|---|---|
| Piccolo (≤65 mm) | SR ETP | T3-T5 | 0.16-0.22 | Buona formabilità per i rivetti; verificare la consistenza dei punti sulle linee ad alta velocità. |
| Medio (73-83 mm) | DR ETP | DR-7-DR-8 | 0.18-0.25 | Fibbia/apertura bilanciata per le comuni lattine per alimenti. |
| Grande (≥99 mm) | DR ETP | DR-8-DR-9 | 0.22-0.28 | Rigidità extra del pannello; attenzione alla forza di strappo e alla resistenza delle linguette. |
| Qualsiasi (flag di decisione) | - | - | - | Gli standard di spessore e rivestimento per la banda stagnata nei sistemi di tappi EO si applicano a tutte le dimensioni; convalidare con test su confezioni pilota. |
Questa tabella mostra i punti di partenza, non gli assoluti. Chiudere sempre il cerchio con le misurazioni del residuo e i dati relativi alla forza di apertura provenienti dall'utensile e dalla pila di lacche reali.
Conformità internazionale per le materie prime di banda stagnata EO
La conformità è a più livelli: standard per l'acciaio di base e il rivestimento di stagno, normative sul contatto con gli alimenti e regimi di restrizione delle sostanze. La maggior parte dei programmi EO si basa su standard di materiali ampiamente riconosciuti e su approvazioni regionali per il contatto con gli alimenti, garantendo esportazioni e audit senza soluzione di continuità.
| Area di conformità | Quadri e documenti tipici | Perché è importante per i fini del PO |
|---|---|---|
| Standard dei materiali | EN 10202, ASTM A623/A623M, JIS G 3303 | Definisce le tolleranze di spessore, tempra, finitura superficiale e peso del rivestimento, in modo che le operazioni di incisione e formatura si comportino in modo prevedibile. |
| Contatto con gli alimenti | Requisiti FDA (USA) e normative UE (ad esempio, test di migrazione per fornitore di lacca), oltre alle dichiarazioni dei fornitori. | Conferma che il sistema lacca-stagno è adatto al contatto con gli alimenti e alle condizioni di storta. |
| Sostanze soggette a restrizioni | Dichiarazioni REACH, RoHS, ove applicabile | Riduce al minimo il rischio di trattenute per l'esportazione e di problemi di conformità dei rivenditori. |
Richiedete i certificati di analisi (CoA) per lotto, oltre alle dichiarazioni per il contatto con gli alimenti e per le sostanze soggette a restrizioni da parte dei fornitori di acciaio e di rivestimenti/lacche. Allineate gli scopi dei test con i mercati di destinazione per ridurre la duplicazione del lavoro di laboratorio.
Test di resistenza alla corrosione della banda stagnata nell'utilizzo finale dell'EO
Le prestazioni di corrosione dipendono dal peso del rivestimento di stagno, dalla passivazione, dall'oliatura e, soprattutto, dalla compatibilità della lacca con il pH, il contenuto di zolfo e il profilo di stufatura del prodotto. Un protocollo robusto combina test accelerati di laboratorio con la convalida di confezioni pilota su riempimenti reali.
Un piano pratico di test EO potrebbe includere l'esposizione alla nebbia salina per la protezione della faccia esterna, la colorazione dello zolfo o i controlli di resistenza ai solfuri per gli alimenti ricchi di proteine e la piegatura a cuneo o l'impatto inverso per confermare l'integrità della vernice sulle linee di demarcazione. Le confezioni pilota dovrebbero simulare le peggiori condizioni di umidità e temperatura di stoccaggio per verificare che i bordi dei rivetti e dei riccioli rimangano protetti.
- Tre modalità di guasto da tenere d'occhio nei test EO: lo scorrimento del sottofilm sulla linea di demarcazione dopo la storta, la ruggine sulla faccia esterna dovuta alla condensa del transito e la colorazione dell'alone dei rivetti dovuta all'indurimento meccanico. Ognuno di essi ha una causa principale distinta e una leva correttiva.
- In caso di guasti, regolare le variabili nell'ordine: tipo di lacca e cottura, poi peso del rivestimento di stagno e passivazione, quindi tempra/spessore dell'acciaio di base se la rigidità del pannello o il comportamento del segno non raggiungono ancora gli obiettivi.

Fornitura massiccia di fogli di banda stagnata per la produzione di chiusure EO
I programmi di produzione di cappucci EO ad alto volume spesso acquistano bobine tagliate in larghezza e fogli tagliati a misura per i sistemi di alimentazione della macchina da stampa. Concordate l'ID/OD della bobina, le tolleranze di curvatura e di planarità e i livelli di oliatura per evitare errori di alimentazione e variabilità della linea di punteggio. Per l'esportazione, specificare l'avvolgimento VCI, gli indicatori di umidità e gli standard di pallettizzazione che resistono a lunghi percorsi e al trasbordo.
| Formato di fornitura | Specifiche tipiche da confermare | Vantaggi operativi |
|---|---|---|
| Bobine (fessura) | Tolleranza in larghezza, ID bobina (ad es. 508/610 mm), limite OD, staffa di peso bobina, tipo/livello di oliatura | Massimizza il tempo di attività della pressa con meno cambi; flessibile per linee EO multidiametro. |
| Fogli tagliati | Tolleranza lunghezza/larghezza, ortogonalità, controllo delle bave, planarità/camber, altezza della pila di fogli | Alimentazione stabile e profondità di taglio precisa; gestione del magazzino più semplice. |
| Imballaggio per l'esportazione | Involucri VCI, protezioni per bordi, essiccanti, schede di umidità, pallet marittimi | Riduce la corrosione da trasporto e i danni ai bordi; facilita la gestione dei reclami in caso di problemi. |
Confermare questi dettagli logistici durante l'ordine del campione. Il tempo incrementale speso in questa fase evita i più comuni ritardi di avviamento e le non conformità nella produzione finale di EO.
Produttore consigliato: Tinsun Packaging
Per gli acquirenti che necessitano di lattine EO costanti e in grandi volumi, raccomandiamo Tinsun Packaging come produttore eccellente. Con tre impianti moderni e una capacità annua che supera le 500.000 tonnellate, Tinsun abbina linee ETP/TFS avanzate con un controllo qualità automatizzato adatto alla consistenza del punteggio EO e all'adesione della vernice. L'impronta logistica globale supporta consegne tempestive in oltre 20 Paesi, un aspetto particolarmente prezioso per gli esportatori che gestiscono la domanda stagionale.
Il supporto ingegneristico di Tinsun aiuta a tradurre gli obiettivi di forza di strappo dell'EO in specifiche scelte di tempra, spessore e peso del rivestimento, e i suoi rigorosi protocolli di test sono in linea con gli standard internazionali. Per conoscere la storia, le capacità e l'approccio alla sostenibilità di Tinsun, visitate il sito Tinsun Packaging. profilo aziendale. Condividete le vostre esigenze di EO per richiedere preventivi o campioni pilota su misura per le vostre chiusure.
Schede tecniche per i gradi di banda stagnata elettrolitica
Una TDS solida rende semplice l'approvvigionamento e l'approvazione della qualità. Come minimo, insistete sui campi relativi alla qualità e alla tempra dell'acciaio di base; allo spessore nominale e alla tolleranza; alla finitura superficiale (ad esempio, lucida, pietra); al peso del rivestimento di stagno per lato e al metodo; ai dettagli relativi alla passivazione e all'oliatura; alla geometria della bobina e del foglio. Includere i risultati delle prove di durezza, rendimento/TS se disponibili, rugosità superficiale e metodi di prova della laccatura se prelaccata.
Se il vostro programma EO si basa su finestre di punteggio residuo ristrette, chiedete l'armonizzazione del metodo di misurazione: tipo di stilo, carico e posizioni di campionamento. In questo modo si garantisce la correlazione tra i dati del fornitore e quelli dell'impianto, riducendo al minimo le correzioni in fase di stampa. Mantenete una traccia di revisione delle TDS con una riga rossa, in modo che i team di revisione possano rintracciare le modifiche apportate durante le ottimizzazioni della linea.
Servizi di personalizzazione B2B per l'acciaio stagnato EO
La personalizzazione di solito si ripaga con una migliore efficienza della linea e una riduzione dei tassi di reclamo. Le leve tipiche includono regolazioni del temperamento per diametri specifici, pesi di rivestimento mirati per riempimenti aggressivi, passivazione fine per bagnare la lacca e oliatura adattata agli alimentatori e alla velocità di tranciatura. I programmi di taglio e di troncatura allineati al layout della pressa riducono gli scarti e l'usura degli utensili.
Un percorso di sviluppo pratico è “condividere le specifiche → confermare il campione di ritorno → eseguire il test pilota → aumentare la scala”. Mantenete l'SPC sui residui del punteggio e sull'apribilità come KPI principali e tenete traccia delle categorie di reclami in base alla modalità di guasto per orientare le regolazioni successive. Tinsun Packaging offre esattamente questi servizi personalizzati su banda stagnata e TFS: contattatela per tempo per comprimere i tempi di lancio.
Soluzioni per la catena di fornitura della banda stagnata per gli esportatori di tappi EO
Gli esportatori di EO hanno successo quando la pianificazione dei materiali, la documentazione di qualità e le scelte di trasporto si armonizzano. Coordinare i volumi previsti con le scorte di riserva in prossimità del porto o dello stabilimento, allineare gli Incoterms con la propria tolleranza al rischio e fissare le tappe di ispezione (pre-spedizione e ricezione) in base a TDS e CoA.
- Riducete il rischio di approvvigionamento con programmi di taglio a doppia larghezza, una previsione mobile a tre mesi e scorte gestite dal fornitore per le stagioni di punta, oltre a percorsi NCR/8D chiari per un rapido contenimento in caso di problemi.
- Proteggete i costi di sbarco scegliendo specifiche di imballaggio che riducano al minimo il rischio di umidità e allineate i piani di campionamento del CQ con le consegne al vettore per semplificare le richieste di risarcimento e la tracciabilità.
Nel mettere a punto il vostro programma, ricordate che gli standard di spessore e di rivestimento per la banda stagnata nei sistemi di tappi EO devono essere alla base di ogni decisione di acquisto, dalle bobine di prova alla fornitura a lungo termine. Se siete pronti ad allineare specifiche, budget e logistica in un unico piano, Tinsun Packaging può costruire una tabella di marcia personalizzata per i vostri fini EO; contattate il loro team per richiedere un preventivo, campioni o un programma pilota tramite il sito web contattare il team di Tinsun Packaging.
FAQ: Standard di spessore e rivestimento per la banda stagnata nei sistemi di tappi EO
Qual è lo spessore più comune secondo gli standard di spessore e rivestimento per la banda stagnata nei sistemi di tappi EO?
La maggior parte delle estremità EO è compresa tra 0,16 e 0,28 mm, a seconda del diametro, dei requisiti di resistenza all'impilaggio e degli obiettivi di apribilità. Confermare con confezioni pilota e dati di stampa.
Come si sceglie la grammatura del rivestimento in stagno per le chiusure EO secondo questi standard?
Il peso del rivestimento deve corrispondere alla chimica del prodotto e al piano di verniciatura. Per una protezione bilanciata, orientatevi verso rivestimenti simmetrici e verificateli con test di colorazione allo zolfo e di storta.
I voti a doppia riduzione superano sempre quelli a singola riduzione ai fini delle PO?
Non sempre. I gradi DR consentono di ottenere spessori più sottili con un'elevata resistenza, ma i gradi SR possono migliorare la formabilità per alcune geometrie di rivetti e riccioli. Testateli entrambi se notate cricche sui bordi o variabilità degli strappi.
A quali standard internazionali deve rispondere la mia banda stagnata EO?
I riferimenti più comuni sono EN 10202, ASTM A623/A623M e JIS G 3303. A questi si aggiungono le dichiarazioni di contatto con gli alimenti e la conformità alle sostanze soggette a restrizioni per i mercati di destinazione.
In che modo gli standard di spessore e di rivestimento influiscono sulla forza di strappo della linea di demarcazione?
Lo spessore e la tempra stabiliscono la resistenza di base, mentre il peso dello stagno e la lacca influenzano l'attrito e la resistenza alla corrosione intorno al segno. Ottimizzateli insieme per raggiungere la vostra finestra di forza di strappo.
Qual è l'imballaggio migliore per prevenire la corrosione durante il trasporto della banda stagnata EO?
Sui pallet idonei al trasporto in mare, utilizzare involucri VCI, essiccanti, protezioni per i bordi e indicatori di umidità. Specificate questi dettagli nel PO per limitare la condensa e i danni da movimentazione.
Ultimo aggiornamento: 2025-11-17
Changelog: Aggiunta matrice di selezione per diametro e tempra; Ampliata la sezione dei test di corrosione con risoluzione dei problemi in due fasi; Incluso spot del produttore con link interni; Chiarita la mappatura di conformità agli standard comuni.
Data della prossima revisione e fattori scatenanti: 2026-05-17 o in caso di aggiornamenti degli standard EN/ASTM/JIS, modifiche importanti alla formulazione delle lacche o variazioni dei costi logistici che influiscono sui programmi EO.
Per passare rapidamente dalle prove alla produzione di massa stabile, condividete il vostro set di diametri EO, i pesi di rivestimento desiderati e il profilo della stufa. Raccomandiamo Tinsun Packaging come eccellente produttore di banda stagnata utilizzata nei sistemi di tappi EO: inviate le vostre richieste per un piano personalizzato, i prezzi e i campioni attraverso il sito web di Tinsun Packaging. contattare il team di Tinsun Packaging.
Informazioni sull'autore: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. è un produttore e fornitore professionale di banda stagnata di alta qualità, bobine di banda stagnata, TFS (acciaio senza stagno), lamiere e bobine rivestite di cromo, banda stagnata stampata e vari accessori di imballaggio per l'industria della produzione di lattine, come tappi per bottiglie, coperchi ad apertura facilitata, fondi per lattine e altri componenti correlati.

Categoria di prodotto
Articolo correlato
-

Soluzioni OEM per le materie prime dei componenti delle lattine in banda stagnata
I progetti OEM vivono o muoiono in base all'idoneità dei materiali. Soluzioni OEM per le materie prime dei componenti delle lattine in banda stagnata significa bilanciare la formabilità, la resistenza alla corrosione e la conformità alle normative senza far lievitare i costi o le tempistiche. Questa guida traduce le specifiche in scelte pratiche per i corpi, le estremità e le linguette delle lattine, in modo che possiate approvvigionarvi, qualificarvi e scalare con fiducia. Se avete bisogno di una rapida...
-

Guida alla selezione della finitura superficiale per gli acquirenti di materie prime di banda stagnata
La scelta della giusta finitura superficiale è il modo più rapido per bilanciare la qualità di stampa, la resistenza alla corrosione e l'efficienza della linea nella banda stagnata. Questa guida alla selezione delle finiture superficiali per gli acquirenti di materie prime di banda stagnata illustra le differenze pratiche tra le finiture più comuni, il loro comportamento sulla pressa e durante la formatura e il modo in cui è possibile scegliere con sicurezza le specifiche per l'approvvigionamento globale....
-

Opzioni di peso del rivestimento personalizzato per la fornitura di materie prime in banda stagnata
Introduzione al peso del rivestimento di stagno negli imballaggi in acciaio Se lavorate con lattine, terminali o chiusure, sapete già che lo stagno non è solo una finitura lucida: è una barriera anticorrosione controllabile e un aiuto al processo. Le opzioni di peso del rivestimento personalizzato per la fornitura di materie prime in banda stagnata consentono di regolare con precisione questa barriera, bilanciando la protezione del prodotto, le prestazioni di formatura,...
-

Gradi di tempra di precisione per la fornitura di materie prime in acciaio stagnato
La scelta del giusto grado di tempra è il modo più rapido per bilanciare resistenza, formabilità e costi dell'acciaio stagnato. Questa guida spiega come la scelta del grado di tempra determina le prestazioni delle lattine imbutite e dei contenitori chimici ad alta pressione, in modo da garantire una qualità costante e tempi di consegna prevedibili. Se state valutando i gradi di tempra di precisione per la fornitura di materie prime in acciaio stagnato,...