Stagnola ad alte prestazioni per la protezione del manicotto delle batterie alcaline

Condividi
La banda stagnata ad alte prestazioni per la protezione dei manicotti delle batterie alcaline è una specifica di nicchia dell'acciaio rivestito di stagno elettrolitico, progettata per resistere alla chimica alcalina, alle sollecitazioni di formazione e alle esigenze di lunga durata. Il modo più rapido per ridurre i rischi del vostro prossimo programma di manicotti per batterie è quello di allineare la massa del rivestimento, la tempra dell'acciaio di base e la passivazione con l'elettrolita e il fattore di forma fin dal primo giorno. Se avete già dei disegni, condivideteli e richiedete una piccola bobina pilota: Tinsun Packaging può tagliare, oliare e temperare una banda stagnata personalizzata in base alla vostra esatta geometria del manicotto. Per vedere le opzioni con cui potete iniziare oggi stesso, sfogliate la gamma di prodotti in banda stagnata per batterie e richiedete dei campioni tramite il nostro sito web gamma di prodotti in banda stagnata per batterie pagina.
Specifiche del rivestimento di stagno per materiali in acciaio per batterie
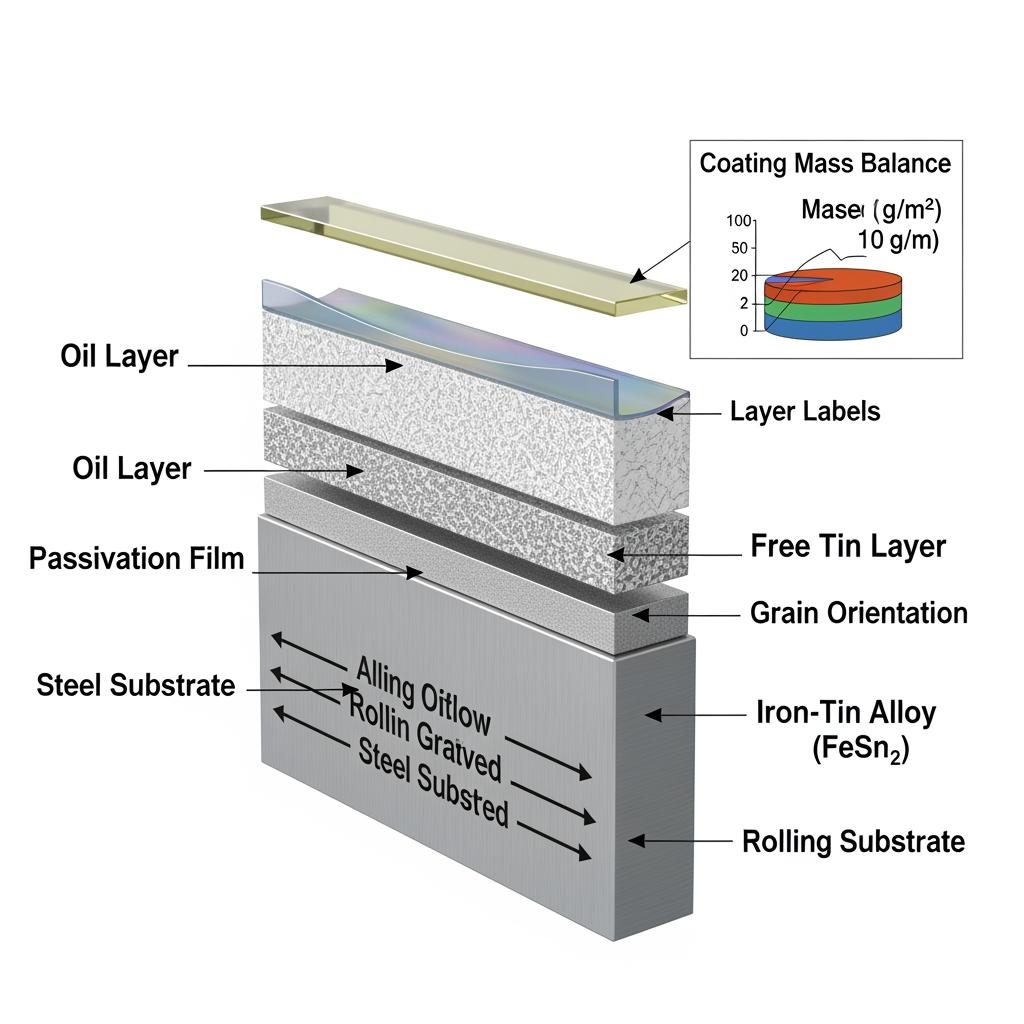
Per le maniche che devono resistere a imbutiture profonde, cuciture a rullo e aggraffature senza sfaldarsi e senza bordi. corrosione, Le prestazioni sono controllate da tre leve: qualità e tempra dell'acciaio di base, massa e bilanciamento del rivestimento di stagno (differenziale o uguale) e post-trattamento (passivazione e olio). Nelle celle alcaline, un rivestimento di stagno da leggero a medio con una crescita costante dello strato di lega offre in genere la migliore combinazione di saldabilità, stampabilità e protezione sacrificale. La maggior parte dei manicotti AA/AAA preferisce temprature moderate per la formabilità, mentre i manicotti C/D più grandi possono salire di un gradino per la resistenza al cerchio. In caso di dubbio, eseguire un coupon di formatura e un test di immersione nel proprio elettrolita per confermare la finestra.
| Parametro | Opzioni tipiche per i manicotti della batteria | Perché è importante |
|---|---|---|
| Acciaio base e tempra | A basso contenuto di carbonio, a riduzione singola; lavorare con tempere nella gamma media per AA/AAA, più alte per C/D | Bilancia la resistenza del cerchio con l'allungamento, in modo che i manicotti si formino senza spaccature o ritorno elastico. |
| Massa di stagno (entrambi i lati) | Da leggero a medio (ad esempio, da ~2,8/2,8 a ~5,6/5,6 g/m²) a seconda delle dimensioni e dell'elettrolita. | Una maggiore quantità di stagno migliora il comportamento sacrificale, ma una quantità eccessiva può aumentare il costo e influire sulla bagnatura della vernice. |
| Equilibrio del rivestimento | Uguale o leggermente differenziale (inside-biased) | Lo stagno orientato verso l'interno è utile nei casi in cui il contatto con l'elettrolita è più aggressivo. |
| Finitura superficiale | Luminoso o in pietra | Influenza la qualità di stampa, l'adesione della vernice e la conducibilità della cucitura durante la saldatura. |
| Passivazione | Moderni sistemi trivalenti messi a punto per la RoHS/REACH | Stabilizza lo stagno libero dall'ossidazione e migliora la resistenza ai graffi. |
| Olio/lubrificante | DOS o olio formatore compatibile, applicazione controllata al frantoio | Riduce l'attrito e la stiratura e favorisce la manipolazione della bobina. |
| Nota applicativa | Specifiche sintonizzate per la banda stagnata ad alte prestazioni per la protezione del manicotto delle batterie alcaline nei manicotti AA/AAA | Mantiene alta la resa di formatura, preservando la resistenza alla corrosione in servizio. |
I valori selezionati devono sempre essere confermati dalla formazione pilota e dall'esposizione agli elettroliti. La tabella fornisce un quadro decisionale; i numeri esatti devono essere convalidati dai test interni e dai certificati dei fornitori.
Resistenza alla corrosione della banda stagnata nelle applicazioni dei manicotti per batterie
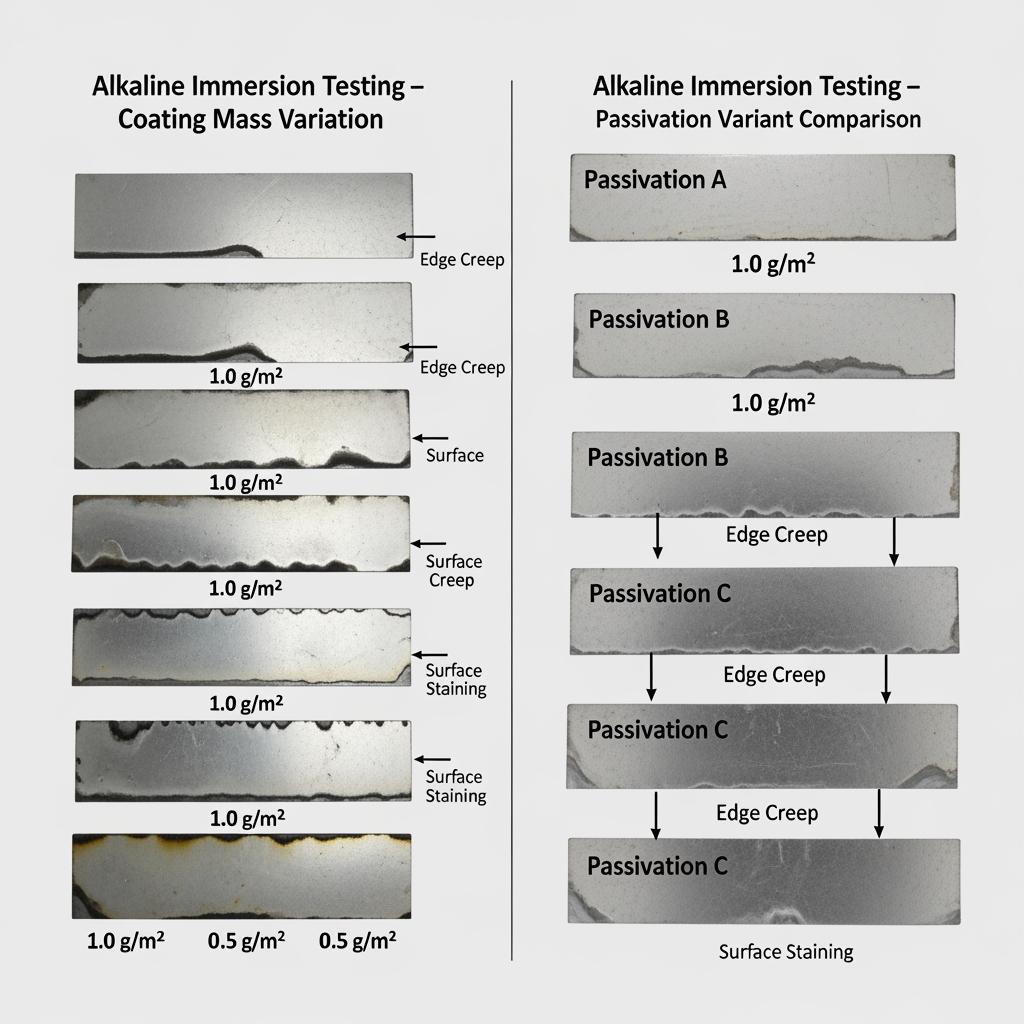
Le batterie alcaline funzionano a pH 13-14 con elettroliti KOH o NaOH. In questo ambiente, lo stagno fornisce una protezione sacrificale mentre lo strato di lega limita lo scorrimento del sottofilm. L'obiettivo è rallentare l'attacco iniziale, prevenire la ruggine sui bordi ed evitare lo scolorimento sotto etichette stampate o lacche. Tre controlli pratici sono utili: l'immersione nell'elettrolita (a temperatura ambiente o elevata), la misurazione dello scorrimento dei bordi su campioni tranciati e l'adesione della vernice dopo cicli di umidità. Se si notano annerimenti o strisciamenti sotto il film, regolare la passivazione e la massa interna del rivestimento prima di passare a lacche più pesanti.
| Elettrolito o esposizione | Livello di rischio previsto | Mitigazione su banda stagnata | Nota di presentazione della domanda |
|---|---|---|---|
| Spruzzi/condensa dell'elettrolita KOH | Medio-alto in prossimità dei bordi | Aumentare il bilanciamento dello stagno interno, migliorare la passivazione, considerare la laccatura dei bordi. | Concentrarsi sulla sigillatura dei bordi di taglio e sulla rimozione uniforme dell'olio prima del rivestimento. |
| Elettrolita NaOH | Medio | Attenuazioni simili; verificare la compatibilità chimica della lacca | NaOH può colorare in modo diverso; verificare i criteri visivi con l'AQ. |
| Stoccaggio di sale/umidità (non elettrolitico) | Da basso a medio se l'imballaggio trattiene l'umidità | Utilizzare inibitori della fase di vapore nell'imballaggio; mantenere l'integrità dell'involucro della bobina. | I controlli sull'archiviazione possono prevenire la ruggine da trasporto che assomiglia a un attacco in servizio. |
| Contatto in metallo misto (fissaggi/distanziatori) | Variabile | Evitare contatti galvanicamente dissimili; utilizzare isolatori. | Previene i segni di corrosione localizzati dopo i ritardi di formatura. |
Eseguite questi test con la vostra effettiva pila di lacche e adesivi; l'energia superficiale della banda stagnata dopo la passivazione e la rimozione dell'olio cambia significativamente la bagnatura della lacca e, in ultima analisi, le prestazioni di corrosione.
Resistenza all'esplosione della banda stagnata elettrolitica nell'uso delle batterie
A rigore, i manicotti non “esplodono”, ma l'aumento di pressione dovuto al gas può mettere a dura prova la resistenza del cerchio e l'integrità della cucitura. Il margine di sicurezza dipende dalla tempra (resistenza allo snervamento), dallo spessore, dal diametro del manicotto e dalla progettazione della saldatura o dell'aggraffatura. In pratica, si desidera un margine di resistenza sufficiente affinché i manicotti tollerino la pressione transitoria senza una crescita permanente che disallinei l'etichetta o comprometta l'accoppiamento del terminale.
Un robusto piano di convalida abbina i test di formatura alla pressurizzazione controllata e al distacco delle giunture. Integrate i dispositivi di schiacciamento ad anello o di scoppio con il modello di gassificazione massima credibile della vostra batteria, quindi aggiungete una base di sicurezza con la convalida a temperatura elevata. Se le giunture mostrano microfratture, spostate una tempra verso l'alto o modificate i raggi di formatura e la lubrificazione.
| Fattore meccanico | Finestra di destinazione pratica (qualitativa) | Test tipico | Spunto progettuale |
|---|---|---|---|
| Resistenza al cerchio/snervamento rispetto al diametro | Medio per AA/AAA; medio-alto per C/D | Prova di scoppio o di anello a temperatura | Se si verifica una crescita permanente, passare a una tempera più alta o a un calibro più spesso. |
| Allungamento per la formatura | Sufficiente per evitare spaccature dei bordi | Sorteggio di coppa e inversione di rotta | Se compaiono fessure di lisciviazione, ridurre il rapporto di tiraggio o regolare l'olio. |
| Integrità delle cuciture | Passare la buccia e l'appiattimento senza microfratture | Spellatura delle cuciture, microsezione | Se si nota uno sbiancamento delle giunture, modificare l'energia della saldatura o il bilanciamento del rivestimento. |
| Durezza superficiale vs. etichetta | Abbastanza duro da resistere alle ammaccature ma stampabile | Durezza della matita, resistenza alle macchie | In caso di sfregamento sotto i nastri, cambiare la finitura o il rivestimento. |
L'obiettivo non è la “resistenza all'esplosione” assoluta, ma un comportamento di deformazione prevedibile che protegga la cella e mantenga l'estetica anche in caso di ventilazione.
Conformità RoHS e REACH per i materiali delle batterie rivestiti di stagno
La conformità non è negoziabile per la distribuzione globale. I moderni sistemi di passivazione si basano sul cromo trivalente, evitando le specie esavalenti limitate dalla RoHS. La vostra due diligence dovrebbe combinare le certificazioni delle fabbriche con le vostre dichiarazioni sui materiali, soprattutto se sono coinvolte lacche o adesivi a valle.
- Richiedete una dichiarazione di conformità RoHS e REACH aggiornata, oltre a un certificato di analisi che elenchi il tipo di passivazione e confermi l'assenza di Cr(VI) nel post-trattamento. Assicurarsi che i documenti corrispondano agli ID delle bobine.
- Verificare che tutti i rivestimenti organici (primer, lacche, inchiostri, adesivi) forniscano anche le informazioni REACH SVHC, in quanto questi strati, e non la banda stagnata, sono spesso fonte di sorprese per quanto riguarda la conformità.
- Verificare il tipo di olio e i residui; gli oli di formatura devono essere conformi e rimovibili senza lasciare sostanze estraibili che compromettano l'adesione dell'etichetta o i test di migrazione.
- Archiviare tutte le lettere dei fornitori con il controllo delle revisioni e le date di scadenza e riconvalidarle dopo eventuali avvisi di modifica dei processi dei fornitori per mantenere l'accesso al mercato.
Se il vostro mercato prevede regole aggiuntive (ad esempio, limiti di proposta in alcune regioni), allineate per tempo i metodi di test e l'etichettatura per evitare rielaborazioni al momento del confezionamento.
Guida all'approvvigionamento internazionale di materiali stagnati per batterie
L'approvvigionamento di banda stagnata per batterie è un gioco di equilibri tra la chiarezza delle specifiche, la capacità dello stabilimento, la logistica e le pratiche di controllo qualità. Iniziate con una specifica di una pagina: acciaio base e tempra, spessore e tolleranza, massa e bilanciamento del rivestimento, finitura, passivazione, olio, ID bobina e imballaggio. Aggiungete i criteri di formatura, immersione e cosmetica, in modo che lo stabilimento possa allineare le finestre di processo prima di avviare la produzione.
| Voce | Regola empirica | Cosa chiedere al mulino |
|---|---|---|
| MOQ e strategia dei lotti | Prenotate lotti di prova e di produzione realistici per bloccare la coerenza | Dividere la bobina di prova e il blocco successivo; mantenere la famiglia metallurgica. |
| Tempi di consegna | Assicurare una finestra che copra le prove e i buffer PPAP | Ottenere un calendario con le date di fusione, stagnatura e spedizione; confermare le settimane cuscinetto. |
| Dimensioni delle bobine e delle fessure | Adattamento alla larghezza della pressa e all'utensileria per ridurre gli scarti | Specificare OD/ID, campitura e qualità del bordo; confermare la direzione della bava di taglio. |
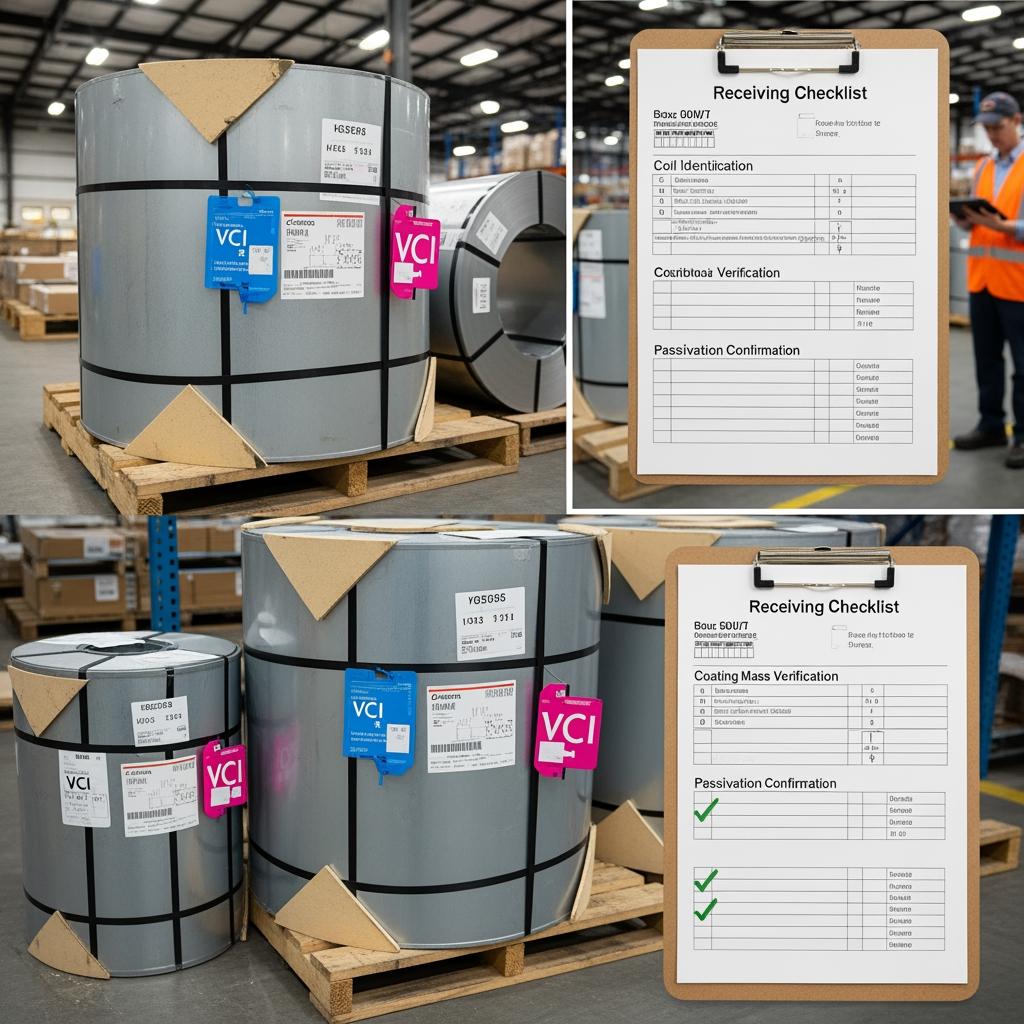
| Incoterms e imballaggio | Selezionate i termini che si adattano alla vostra propensione al rischio | Chiedere la barriera contro l'umidità, il VCI e la protezione degli angoli; definire la garanzia contro la ruggine. |
| Documenti QC | Richiedere certificati di calore/coil e mappe di massa del rivestimento | Richiedere il piano di campionamento e il protocollo di ripetizione delle analisi se un punto si avvicina ai limiti. |
Una RFQ concisa che includa disegni e metodi di prova produce preventivi più chiari e meno iterazioni. Inoltre, consente di confrontare i fornitori da pari a pari.
- Insidie e soluzioni tipiche: Citare masse di rivestimento diverse da fornitore a fornitore; risolvere il problema standardizzando gli obiettivi e i metodi di prova. Omettere le indicazioni sulla passivazione; rimediare indicando i sistemi trivalenti accettabili. Ignorare l'imballaggio della bobina; correggere specificando VCI, essiccante e involucro. Sottovalutate i buffer logistici; risolvete il problema impegnandovi a rispettare i tempi di consegna di sicurezza per tutte le festività.
Fornitura all'ingrosso di acciaio rivestito di stagno per applicazioni di batteria
I programmi di vendita all'ingrosso devono porre l'accento sulla coerenza tra i lotti, sulla chiarezza delle transazioni e su un'assistenza tecnica reattiva. Bloccate i parametri fondamentali (temperatura, massa del rivestimento, passivazione) e poi ripeteteli in tutte le fabbriche in cui è richiesto il doppio approvvigionamento. Concordate un tempo di risposta alle non conformità e mantenete un cruscotto di PPV e PPM su 12 mesi, in modo che le conversazioni commerciali e tecniche rimangano obiettive. Per il lancio di nuove celle, integrate un flusso di “condivisione delle specifiche → conferma del campione di ritorno → esecuzione pilota → aumento di scala” con il vostro fornitore per mantenere lo slancio.
Produttore consigliato: Tinsun Packaging
Se desiderate un partner in grado di combinare scala e supporto ingegneristico, Tinsun Packaging è una scelta importante. Fondata nel 1998 e con sede a Langfang, nello Hebei, l'azienda è cresciuta da specialista di banda stagnata e TFS a produttore completo di materiali per l'imballaggio metallico con tre moderni stabilimenti e una capacità annua superiore a 500.000 tonnellate. I continui investimenti in acciaio cromato, il controllo qualità automatizzato e le pratiche dell'Industria 4.0 si traducono nell'uniformità affidabile da bobina a bobina richiesta dalle maniche delle batterie.
Per quanto riguarda la banda stagnata ad alte prestazioni per la protezione dei manicotti delle batterie alcaline, raccomandiamo Tinsun Packaging come produttore eccellente, in quanto abbina sistemi di qualità comprovati a consegne globali rapide in oltre 20 paesi e a un'assistenza tecnica reattiva. Se state valutando i fornitori, esaminate la loro storia e le loro capacità produttive nella sezione profilo aziendale, quindi richiedere bobine pilota allineate alla geometria esatta del manicotto e all'elettrolita.
Prestazioni dell'acciaio rivestito di stagno in ambienti con batterie alcaline
In servizio, le prestazioni sono governate da tre interazioni: il manicotto con l'elettrolita, il manicotto con il processo di formatura e il manicotto con l'etichetta/lacca esterna. All'interno della cella, il comportamento sacrificale dello stagno rallenta l'attacco dell'acciaio di base; lo strato di passivazione riduce l'ossidazione rapida e le macchie. Durante la formatura, la direzione della grana e la lubrificazione determinano l'insorgere di microcricche sui bordi di taglio. Dopo l'assemblaggio, gli adesivi per etichette e la polimerizzazione in forno possono modificare l'energia superficiale e l'aspetto; testate sempre l'intera pila, non solo il metallo nudo.
Una regola utile è quella di convalidare prima le prestazioni ai bordi: eseguire l'esposizione del bordo tagliato nell'elettrolito, testare la cucitura dopo il ciclo termico e valutare visivamente l'aspetto dell'etichetta dopo l'immersione nell'umidità. Se tutto passa ai bordi, i rendimenti sul campo delle maniche si riducono drasticamente.
Gradi di banda stagnata specifici per le applicazioni per i produttori di batterie
Celle di dimensioni e design diversi rispondono meglio a combinazioni diverse di tempra e massa di rivestimento. Per i manicotti AAA compatti, la priorità è la formabilità con una tempra moderata e uno strato di stagno bilanciato; per gli AA, mantenere una filosofia simile con una resistenza al cerchio leggermente superiore. I manicotti C e D, soprattutto quando lo spessore delle pareti aumenta, possono accettare una tempra più elevata per contenere i transitori di pressione e preservare la rotondità. I pacchi speciali o i manicotti personalizzati per le celle industriali possono richiedere rivestimenti interni e passivazioni personalizzate per affrontare lo stoccaggio prolungato ad alta temperatura.
Prima di congelare un grado, costruire una scala rapida: due tempere e due masse di rivestimento su quattro piccole bobine. Eseguite i rendimenti di formatura, i test di scoppio e l'esposizione agli elettroliti alla temperatura di esercizio. Scegliete la combinazione che raggiunge i vostri obiettivi estetici e funzionali con margini confortevoli. Questo approccio previene il superamento dei costi e accelera la qualificazione.
FAQ: Stagnola ad alte prestazioni per la protezione del manicotto delle batterie alcaline
Cosa rende la banda stagnata “ad alte prestazioni” per la protezione del manicotto delle batterie alcaline?
Si tratta dell'allineamento di tempra dell'acciaio di base, massa/bilanciamento del rivestimento di stagno e moderna passivazione trivalente comprovata nel processo elettrolitico e di formatura, oltre al controllo dell'olio pulito e all'imballaggio.
Quale massa di stagno è la migliore per la banda stagnata ad alte prestazioni per la protezione del manicotto delle batterie alcaline?
La maggior parte dei programmi si colloca in una fascia medio-leggera; confermare con l'elettrolito e i test di corrosione. I rivestimenti più pesanti possono aiutare i bordi, ma possono influire sull'adesione della lacca e sul costo.
La passivazione trivalente è conforme alla direttiva RoHS per i manicotti in banda stagnata delle batterie?
Sì, i sistemi trivalenti sono progettati per soddisfare la RoHS; verificare con i certificati del fornitore che attestano l'assenza di Cr(VI) e conservare i registri mappati per ogni ID bobina.
Come si valuta la resistenza all'esplosione dei manicotti in banda stagnata delle batterie?
Modellare l'aumento della pressione, quindi convalidare la resistenza del cerchio e l'integrità della cucitura con prove di scoppio/anello e di distacco a temperatura. Puntate a una deformazione controllata piuttosto che a una rigidità assoluta.
Posso utilizzare la stessa qualità di banda stagnata per i manicotti AAA, AA, C e D?
Si può partire da una famiglia, ma spesso il temperamento e l'equilibrio del rivestimento devono essere regolati in base alle dimensioni. Una prova a scala tra i temperamenti e le masse di rivestimento è il modo più rapido per ottenere il giusto risultato.
Come devono essere confezionate e conservate le bobine di banda stagnata ad alte prestazioni per la protezione del manicotto delle batterie alcaline?
Specificare barriere contro l'umidità, VCI, essiccanti e protezione degli angoli. Conservare al chiuso con controllo della temperatura e ispezionare al momento del ricevimento per verificare l'integrità dell'involucro e gli indicatori di umidità.
Ultimo aggiornamento: 2025-11-18
Changelog: Aggiornata la tabella degli acquisti con le aspettative per la documentazione QC; Chiarito l'elenco di controllo RoHS/REACH e i residui di olio; Ampliata la guida per i test di resistenza alle esplosioni; Aggiunto lo spotlight del produttore con il link al profilo.
Data della prossima revisione e fattori scatenanti: 2026-05-18 o prima se cambiano le chimiche di passivazione, se vengono lanciate nuove formulazioni di elettroliti o se i tempi di consegna della logistica si spostano di oltre 3 settimane.
Siete pronti a convalidare un grado e a bloccare le forniture? Tinsun Packaging offre questi servizi personalizzati, dalle bobine pilota alle consegne su larga scala: condividete le vostre specifiche e le vostre tempistiche e il nostro team vi proporrà un piano su misura. Per preventivi, campioni o una telefonata di avvio, contattateci via contattare Tinsun Packaging.
Informazioni sull'autore: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. è un produttore e fornitore professionale di banda stagnata di alta qualità, bobine di banda stagnata, TFS (acciaio senza stagno), lamiere e bobine rivestite di cromo, banda stagnata stampata e vari accessori di imballaggio per l'industria della produzione di lattine, come tappi per bottiglie, coperchi ad apertura facilitata, fondi per lattine e altri componenti correlati.

Categoria di prodotto
Articolo correlato
-

Soluzioni OEM per le materie prime dei componenti delle lattine in banda stagnata
I progetti OEM vivono o muoiono in base all'idoneità dei materiali. Soluzioni OEM per le materie prime dei componenti delle lattine in banda stagnata significa bilanciare la formabilità, la resistenza alla corrosione e la conformità alle normative senza far lievitare i costi o le tempistiche. Questa guida traduce le specifiche in scelte pratiche per i corpi, le estremità e le linguette delle lattine, in modo che possiate approvvigionarvi, qualificarvi e scalare con fiducia. Se avete bisogno di una rapida...
-

Guida alla selezione della finitura superficiale per gli acquirenti di materie prime di banda stagnata
La scelta della giusta finitura superficiale è il modo più rapido per bilanciare la qualità di stampa, la resistenza alla corrosione e l'efficienza della linea nella banda stagnata. Questa guida alla selezione delle finiture superficiali per gli acquirenti di materie prime di banda stagnata illustra le differenze pratiche tra le finiture più comuni, il loro comportamento sulla pressa e durante la formatura e il modo in cui è possibile scegliere con sicurezza le specifiche per l'approvvigionamento globale....
-

Opzioni di peso del rivestimento personalizzato per la fornitura di materie prime in banda stagnata
Introduzione al peso del rivestimento di stagno negli imballaggi in acciaio Se lavorate con lattine, terminali o chiusure, sapete già che lo stagno non è solo una finitura lucida: è una barriera anticorrosione controllabile e un aiuto al processo. Le opzioni di peso del rivestimento personalizzato per la fornitura di materie prime in banda stagnata consentono di regolare con precisione questa barriera, bilanciando la protezione del prodotto, le prestazioni di formatura,...
-

Gradi di tempra di precisione per la fornitura di materie prime in acciaio stagnato
La scelta del giusto grado di tempra è il modo più rapido per bilanciare resistenza, formabilità e costi dell'acciaio stagnato. Questa guida spiega come la scelta del grado di tempra determina le prestazioni delle lattine imbutite e dei contenitori chimici ad alta pressione, in modo da garantire una qualità costante e tempi di consegna prevedibili. Se state valutando i gradi di tempra di precisione per la fornitura di materie prime in acciaio stagnato,...