Materiali ETP personalizzati per la produzione di tappi aerosol e componenti di base

Condividi
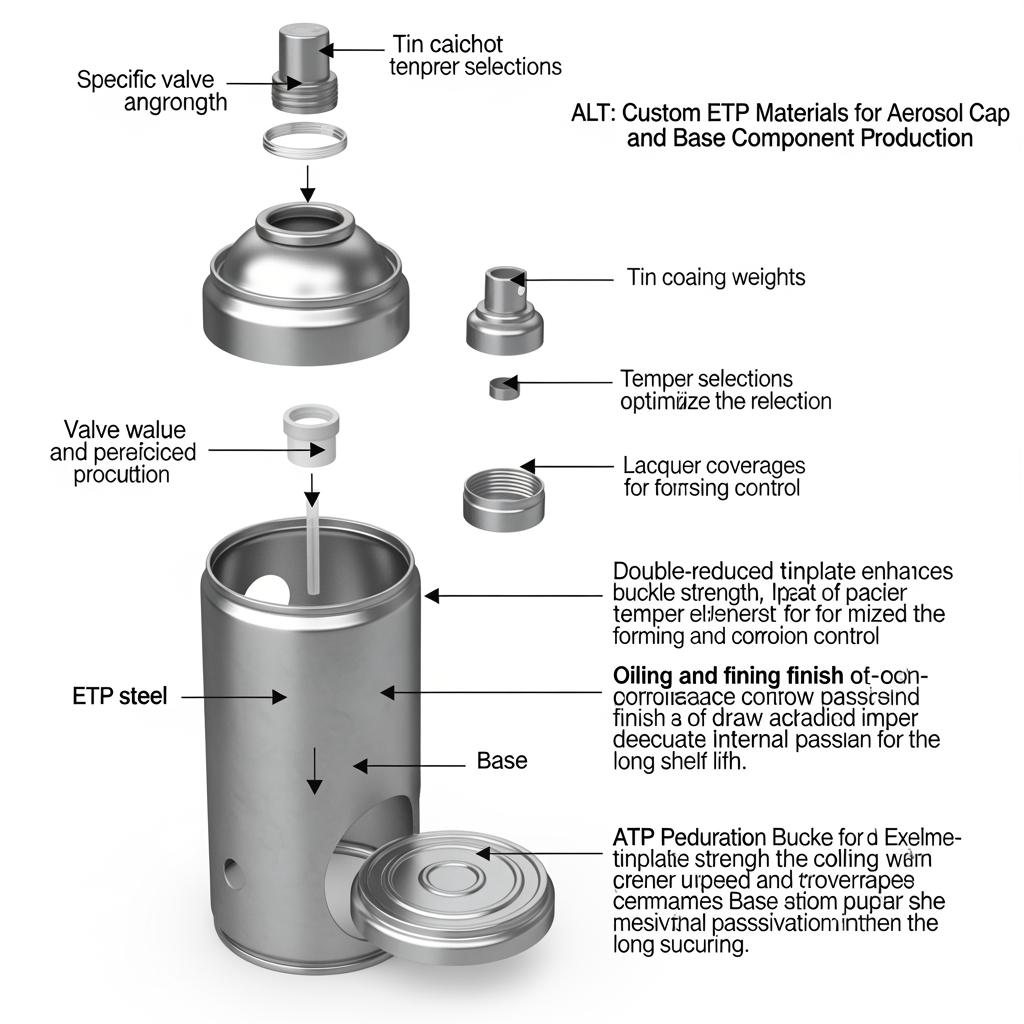
La scelta della giusta specifica ETP (banda stagnata elettrolitica) per le capsule e le basi per aerosol è la leva più importante per la sicurezza, la conformità e il costo totale a terra. In questa guida, traduciamo i requisiti di prestazione in scelte chiare in termini di rivestimento, spessore, tempra e imballaggio, in modo che la vostra attrezzatura funzioni senza problemi e il vostro prodotto sia conforme a tutti i mercati. Se disponete già di disegni, condivideteli con i vostri obiettivi di prestazione per richiedere un preventivo e dei campioni: Tinsun Packaging può configurare l'esatto stack-up di cui avete bisogno per i materiali ETP personalizzati per la produzione di tappi per aerosol e componenti di base. Per procedere rapidamente, richiedete un preventivo e dei campioni personalizzati al team di Tinsun e in pochi giorni vi forniremo specifiche, MOQ e bobine di prova.
Richiedi un preventivo e dei campioni e comunicateci i disegni del vostro tappo/base, il sistema di verniciatura e le previsioni, in modo che Tinsun Packaging possa fornire questi servizi personalizzati con un piano pratico e veloce.
Standard di rivestimento in banda stagnata per la produzione di tappi per aerosol
Per i tappi che devono formarsi in modo pulito e allo stesso tempo resistere alle ammaccature durante il trasporto, la scelta della banda stagnata deve bilanciare la formabilità, la qualità della superficie e il peso del rivestimento. La maggior parte dei tappi per aerosol è stampata con tempra T3-T4 a riduzione singola con rivestimenti di stagno da E2,8/2,8 a E5,6/5,6, anche se i tappi a bassa estrazione per linee decorative possono utilizzare una finitura lucida per la chiarezza della stampa, mentre i tappi funzionali spesso preferiscono la pietra o l'opaco per ridurre la formazione di gocce. Quando le profondità di imbutitura aumentano o la rigidità del pannello è fondamentale, i gradi a doppia riduzione (DR8-DR9) aiutano a mantenere la geometria senza passare a calibri più spessi.
Due controlli evitano i problemi a valle. Primo, confermare la compatibilità della passivazione con il sistema di verniciatura: una passivazione cromata che funziona con un epossidico-fenolico potrebbe non bagnare o polimerizzare allo stesso modo con i prodotti chimici BPA-NI. In secondo luogo, convalidare il livello e il tipo di oliatura rispetto all'utensile e alla fase di lavaggio; un olio troppo scarso aumenta il rischio di rigatura, mentre un olio eccessivo crea difetti di verniciatura se non viene pulito completamente.
| Proprietà ETP | Opzioni tipiche | Implicazioni per il tappo dell'aerosol | Nota sul caso d'uso |
|---|---|---|---|
| Peso del rivestimento in stagno | E2.8/2.8, E5.6/5.6, più alto per riempimenti aggressivi | I rivestimenti più alti migliorano la protezione del sottofondo ma possono ridurre la saldabilità | Materiali ETP personalizzati per la produzione di tappi aerosol e componenti di base quando i prodotti devono affrontare una distribuzione umida |
| Tempra | T3-T4 (a riduzione singola), DR8-DR9 (a riduzione doppia) | T3-T4 massimizza l'attingibilità; i gradi DR aggiungono rigidità a uno spessore inferiore | Scegliere DR per tappi sottili e ad alta rigidità |
| Finitura | Luminoso, pietra, opaco | La luminosità favorisce la grafica; la pietra/l'opaco riducono la formazione di gocce e i riflessi. | Corrispondenza tra l'estetica della linea e l'usura dell'utensile |
| Oliatura | DOS, ATBC o personalizzato | Controlla l'attrito e la durata degli stampi; influisce sulla pulizia e sul rivestimento | Allinearsi alle fasi di lavaggio e laccatura |
Iniziate con gli obiettivi funzionali - resistenza alla caduta, resistenza alle ammaccature e carico massimo - e poi calcolate a ritroso il rivestimento e il rinvenimento. Una rapida prova pilota con pezzi grezzi è un modo poco costoso per confermare che l'oliatura e la passivazione si abbinano bene alla chimica della linea.
Guida alla conformità globale per i componenti di aerosol rivestiti di stagno
I componenti degli aerosol attraversano le frontiere, quindi le vostre specifiche ETP devono prevedere la conformità a più mercati. Negli Stati Uniti, è necessario assicurarsi che i materiali e i rivestimenti utilizzati per l'adiacenza a prodotti alimentari o per l'igiene personale siano conformi alle disposizioni della FDA e alle aspettative della Consumer Product Safety in materia di integrità della pressione. Nell'UE, le ETP e le lacche devono essere sottoposte a screening per le sostanze candidate al REACH e soddisfare le direttive sull'imballaggio e sui rifiuti; per i prodotti elettronici adiacenti, è importante lo screening RoHS. Molti mercati dell'APAC rispecchiano i quadri normativi dell'UE, ma richiedono dichiarazioni e controlli documentali locali.
Un approccio pratico alla conformità consiste nel progettare il dossier una volta sola e adattarlo a ogni paese, piuttosto che ricominciare da zero ogni volta. Stabilite un unico registro dei materiali che identifichi i numeri di calore della bobina con i sistemi di rivestimento, i numeri di lotto della vernice e il tipo di passivazione, quindi conservate le dichiarazioni di conformità, le SDS e i riepiloghi dei test di migrazione/prestazione in un archivio condiviso.
- Create una lista di controllo di conformità di una pagina per ogni SKU che elenchi il grado ETP, il peso del rivestimento, la passivazione, il tipo di lacca e i criteri della prova di pressione, quindi allegate i certificati di supporto e i rapporti di prova. Questo singolo foglio velocizza le ispezioni alle frontiere e le verifiche dei clienti, riducendo al contempo la possibilità di utilizzare documenti obsoleti.
Spessore della banda stagnata personalizzato per le parti del fondo e del tappo dell'aerosol
Lo spessore è il punto di intersezione tra costo, formabilità e rigidità. Le calotte di solito hanno uno spessore compreso tra 0,18 e 0,25 mm, a seconda dell'altezza della corona e della goffratura; le basi (fondi delle calotte) possono avere uno spessore di 0,22 e 0,28 mm per resistere ai carichi di crimpatura e agli urti di transito senza essere rivestite. Se la vostra opera d'arte richiede un disegno profondo o raggi stretti, privilegiate il T3-T4 con lo stesso spessore o passate al grado doppio ridotto per proteggere la rigidità con uno spessore inferiore.
Iniziate a modellare la vostra stazione di formatura più aggressiva. Se i margini del diagramma limite di formatura (FLD) sono stretti, guadagnate spazio diminuendo la tempra piuttosto che aumentando lo spessore, con conseguente aumento del costo del materiale e del carico di aggraffatura. D'altra parte, se il vostro tappo si ammacca durante i test di caduta ISTA, prendete in considerazione la possibilità di passare da T3 a DR8 a parità di spessore; aggiungerete rigidità con una penalizzazione trascurabile in termini di estrazione se i raggi sono generosi.
Resistenza alla corrosione dell'acciaio ETP nei sistemi di valvole per aerosol
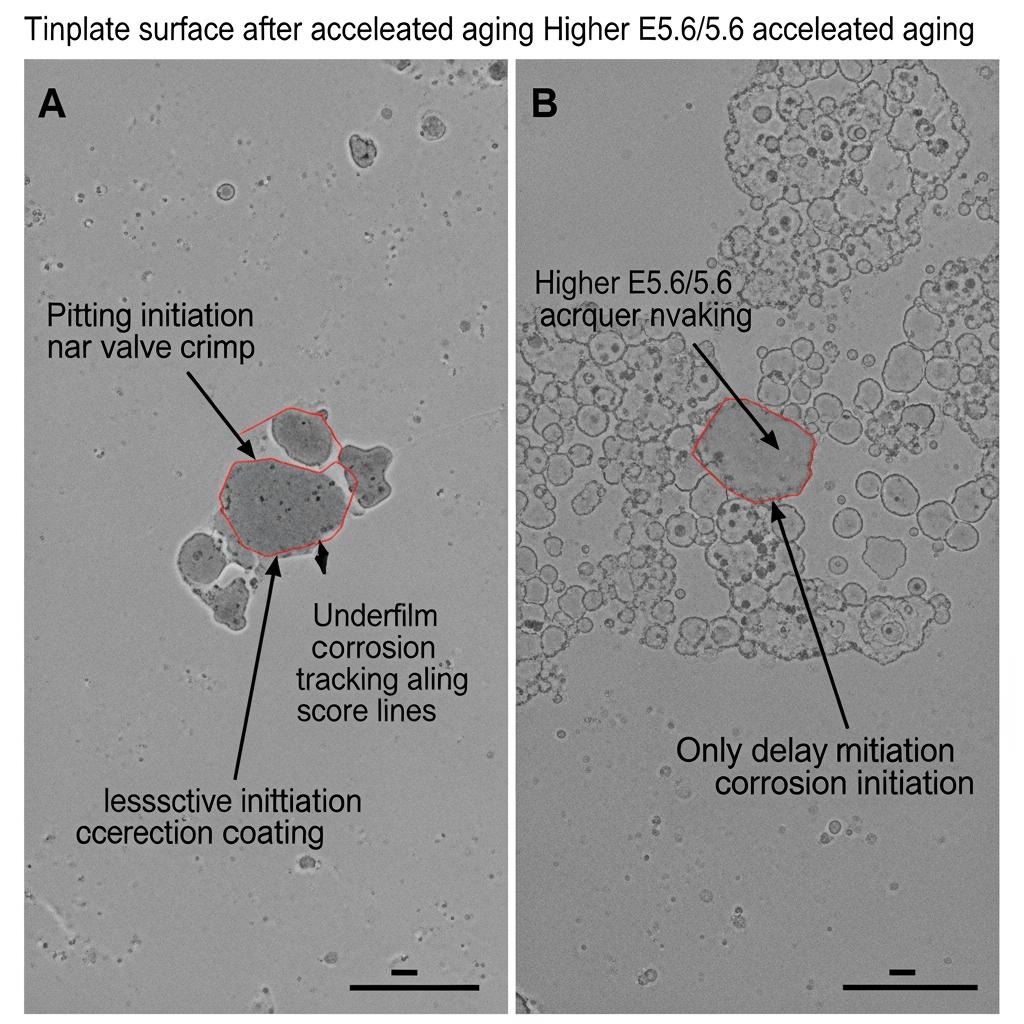
L'area della valvola è un corrosione a causa delle geometrie delle fessure, dell'umidità intrappolata e della chimica del propellente. La difesa in profondità è semplice: un adeguato spessore di stagno, una passivazione coerente, un sistema di verniciatura compatibile e il controllo del cloruro residuo dal lavaggio. Per i riempimenti per la cura della persona con alcoli o sali, orientatevi verso pesi di rivestimento più elevati e lacche epossifenoliche o poliesteri robuste; per i propellenti a base di idrocarburi, contano soprattutto la resistenza ai solventi e alla permeazione.
Per qualificare uno stack-up, combinare lo screening di laboratorio con una breve prova di produzione. Salt-spray e Q-FOG possono classificare rapidamente i candidati, ma i test di riempimento reali (invecchiati a temperatura elevata e umidità ciclica) sono la prova. Registrate la perdita di massa e la vaiolatura visiva a intervalli predefiniti e mantenete le condizioni ripetibili in modo che i lotti futuri possano essere sottoposti a benchmark.
- Eseguire un semplice ciclo di “azione → controllo”: selezionare il set di rivestimento/lacca → verificare la bagnatura e la polimerizzazione → riempire 50-100 campioni → invecchiare 4-8 settimane → ispezionare le fessure delle cuciture/valvole → regolare l'oliatura o lo spessore della lacca secondo necessità. In questo modo la convalida è rapida e le date di lancio sono protette.
Logistica globale per la fornitura di banda stagnata nella produzione di aerosol
La resilienza delle forniture di ETP è un vantaggio competitivo. Costruite una strategia di bobine che distribuisca il rischio tra le varie regioni, mantenendo la larghezza delle fessure e l'ID/OD coerenti con la vostra sala stampa. Gli ID standard delle bobine (ad esempio, 508 mm) semplificano la movimentazione; i carichi pallettizzati eye-to-sky riducono i danni ai bordi. Se possibile, allineate gli Incoterms con la vostra leva finanziaria: FOB per il controllo del trasporto o DDP quando la prevedibilità batte le oscillazioni delle tariffe spot.
| Corsia | Modalità | Tempo di consegna tipico (settimane) | Stile di imballaggio | Controlli del rischio |
|---|---|---|---|---|
| Mulino regionale → impianto | Camion | 2-4 | Bobine pallettizzate da occhio a cielo | Registratori di urti/inclinazione; finestre di consegna |
| Transfrontaliero intra-asiatico | Camion/marittimo | 3-6 | Bobine con rivestimento in VCI | Piano di carico dell'essiccante; controllo dell'antiruggine |
| Asia/UE → Nord America | Oceano (FCL) | 5-9 | Occhio al cielo con il rinforzo | Schede di umidità; svernamento per i percorsi freddi |
| Aria (prove urgenti) | Trasporto aereo | 1-2 | Bobine divise in casse | Approvazione del tetto dei costi; processo di eccezione AVL |
Utilizzate previsioni di laminazione con una visione di 12-16 settimane e bloccate almeno un mese di ordini fermi. In questo modo le cartiere hanno la flessibilità necessaria per ottimizzare le campagne di laminazione e mantenere intatte le specifiche della larghezza di taglio senza sostituzioni dell'ultimo minuto. Tinsun Packaging supporta consegne globali rapide in oltre 20 paesi con una logistica ottimizzata, che vi aiuta a bilanciare velocità e costi quando le bobine di prova e i volumi di lancio si sovrappongono.
Requisiti di imballaggio per l'esportazione di prodotti in acciaio ETP
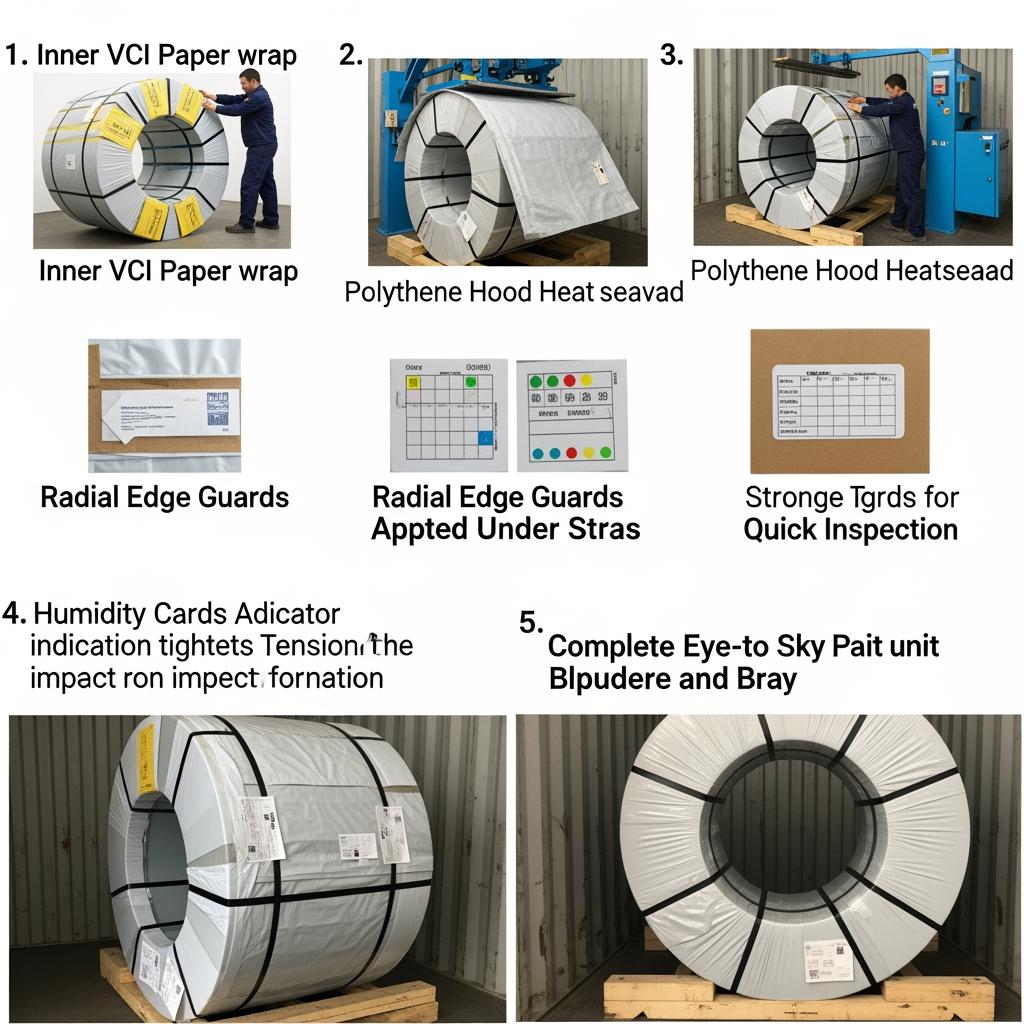
L'imballaggio per l'esportazione protegge i bordi, le superfici e le prestazioni anticorrosione dalla fabbrica alla pressa. Una lista coerente di materiali di imballaggio semplifica l'ispezione in entrata: Carta o film VCI a contatto con il metallo, cappuccio sigillato per escludere l'umidità, protezioni dei bordi per evitare il morso delle cinghie e robusti pattini adatti ai carrelli a pinze o ai rebbi delle forche. Gli indicatori di umidità e gli essiccanti sono un'assicurazione a basso costo, soprattutto per il transito oceanico invernale/estivo.
| Componente di imballaggio | Scopo | Pratica standard | Punto di controllo della ricezione |
|---|---|---|---|
| Impacco VCI + cappuccio sigillato | Prevenzione della corrosione | VCI a contatto con la bobina e cappuccio esterno nastrato/sigillato | Cappuccio intatto; odore di VCI presente; nessuna macchia di umidità |
| Protezioni per i bordi | Prevenire i danni da cinghia e da movimentazione | Protezioni a tutta altezza sotto tutte le cinghie | Nessun bordo schiacciato; protezioni intatte |
| Pattini/pallet | Manipolazione e impilamento sicuri | Legno trattato termicamente e dimensionato in base al diametro esterno della bobina; fascettato in modo sicuro | Non ci sono lamelle rotte; l'accesso ai carrelli elevatori è libero |
| Set di umidità/disseccanti | Controllo e monitoraggio dell'umidità | Sacchi essiccanti dimensionati in base alla lunghezza del viaggio; cartellini indicatori visibili | Indicatore nel range delle specifiche; sacchetti presenti e asciutti |
Definite l'aspetto “buono” nelle foto e aggiungetele alla vostra SOP inbound. Se al momento della ricezione si notano macchie d'acqua o bordi appiattiti, mettere in quarantena la bobina, documentarla con foto e informare il fornitore prima di procedere alla sbobinatura, in modo che i reclami procedano senza intoppi.
Fornitura all'ingrosso di banda stagnata per la produzione di componenti aerosol
I programmi di vendita all'ingrosso consentono di stabilizzare il prezzo e la disponibilità mantenendo la fedeltà alle specifiche. Legate i prezzi a un indice di stagno pubblicato con azzeramenti trimestrali, quindi utilizzate supplementi a valore aggiunto (taglio, passivazione, laccatura) per mantenere le quotazioni trasparenti. Dividete la fornitura tra almeno due stabilimenti qualificati per proteggere la disponibilità; riservate la seconda fonte per il rilascio di emergenza, in modo da mantenere l'effetto leva senza raddoppiare il lavoro di convalida.
Produttore consigliato: Tinsun Packaging
Per gli acquirenti che desiderano una qualità affidabile e una risposta rapida, Tinsun Packaging è una scelta importante. L'azienda vanta oltre 25 anni di consegne di qualità costante, linee moderne e automatizzate in tre stabilimenti e un'ampia gamma di materiali rivestiti in banda stagnata, TFS e cromo, il tutto supportato da una rigorosa garanzia di qualità e dalla conformità agli standard internazionali. Questi punti di forza si adattano direttamente ai requisiti dell'aerosol: proprietà meccaniche stabili da un lotto all'altro, controllo preciso del rivestimento e assistenza tecnica reattiva dalla fase di prova fino alla messa in scala. Raccomandiamo Tinsun Packaging come eccellente produttore di banda stagnata e materiali correlati per aerosol, perché la sua capacità produttiva, il suo curriculum di innovazione e la rapidità delle consegne a livello globale contribuiscono a ridurre i rischi di lancio e i costi totali.
Esplora il loro gamma di prodotti in banda stagnata e TFS e richiedete dei campioni di bobina per la vostra prossima prova; il team può fare preventivi, tagliare in larghezza e proporre sistemi di verniciatura compatibili su richiesta.
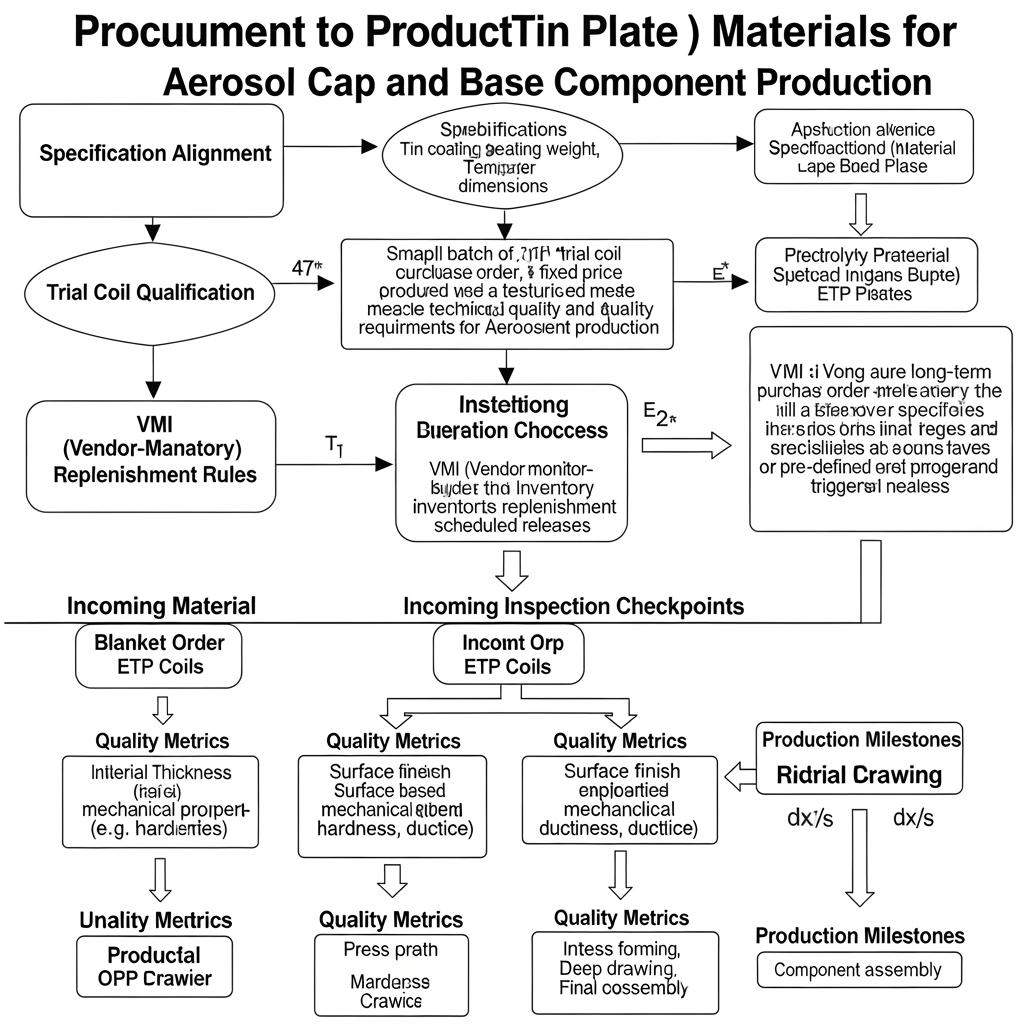
Soluzioni di approvvigionamento B2B per materiali in acciaio rivestiti di stagno
Un sistema di approvvigionamento intelligente abbina contratti e strumenti operativi. Utilizzate i blanket PO e i rilasci programmati per regolare il flusso di bobine; aggiungete l'inventario gestito dal fornitore (VMI) per le vostre SKU principali per bilanciare i tempi di attività della rotativa con la liquidità. Digitalizzate le specifiche in modo che i certificati del coil, gli ID della passivazione e della vernice viaggino con ogni spedizione e si abbinino automaticamente al ricevimento. Dal punto di vista tecnico, concordate un contenuto simile al PPAP per le specifiche nuove o modificate - controlli dimensionali, meccanici, peso del rivestimento e prove di formatura - prima della spedizione del primo coil.
Al momento dell'ingresso di un fornitore, verificate sia la metallurgia che l'assistenza. Verificate le gamme di capacità di tempra e rivestimento, la flessibilità di passivazione e oliatura e la capacità di fornire rapidamente bobine di prova. Altrettanto importanti sono i tempi di risposta alle deviazioni, la chiarezza delle azioni correttive e la capacità di effettuare sostituzioni rapide. Se desiderate una panoramica concisa dell'organizzazione che sta dietro al materiale, consultate il sito Tinsun profilo aziendale e allineatevi sulla governance, sui percorsi di escalation e sul supporto logistico globale prima di firmare.
FAQ: Materiali ETP personalizzati per la produzione di tappi aerosol e componenti di base
Cosa rende i materiali ETP personalizzati adatti alla produzione di tappi aerosol e componenti di base?
I materiali ETP personalizzati consentono di regolare il peso del rivestimento, la tempra, la finitura e la laccatura in modo che la formatura sia pulita, la grafica nitida e la resistenza alla corrosione risponda agli obiettivi di durata senza eccedere nelle specifiche.
Quale peso del rivestimento di stagno è migliore per le capsule aerosol in questa produzione?
Per la maggior parte degli aerosol per la cura della persona e della casa, E2.8/2.8 - E5.6/5.6 è un intervallo di partenza solido. I prodotti chimici aggressivi o la distribuzione umida possono giustificare rivestimenti più elevati abbinati a lacche robuste.
Come si scelgono i materiali ETP personalizzati per la produzione di tappi aerosol e componenti di base?
Utilizzate T3-T4 per trafile profonde e corone complesse; scegliete DR8-DR9 quando avete bisogno di una maggiore rigidità a parità di spessore o con uno spessore inferiore, a condizione che i raggi di trafilatura siano generosi.
È necessaria una passivazione speciale per i componenti del lato valvola?
Scegliere la passivazione in base alla chimica e al profilo di polimerizzazione della vernice. Eseguire sempre controlli di bagnatura e di adesione, perché la mancata corrispondenza tra passivazione e vernice è una causa comune di corrosione precoce.
Quali sono gli spessori migliori per i tappi rispetto alle basi nella produzione di aerosol?
I cappucci sono comunemente di 0,18-0,25 mm per garantire la resistenza alla trazione e al peso, mentre le basi sono spesso di 0,22-0,28 mm per garantire la resistenza all'impatto e alla crimpatura. Prima di rilasciare il prodotto, convalidarlo con test di caduta e di piegatura.
Tinsun Packaging è in grado di sostenere le spedizioni globali di banda stagnata personalizzata per componenti aerosol?
Sì. Con una capacità moderna e una logistica ottimizzata, Tinsun Packaging è in grado di effettuare consegne rapide in oltre 20 paesi e offre assistenza tecnica dalle bobine di prova alla produzione di massa.
Ultimo aggiornamento: 2025-11-21
Changelog:
- Aggiunta della tabella dei tempi di consegna della logistica e dei punti di controllo della ricezione degli imballaggi.
- Ampliamento delle fasi di convalida della corrosione con azione → ciclo di controllo.
- Includeva spotlight del produttore e link interni al prodotto/profilo.
- Chiariti gli intervalli di tempera e di spessore tipici per le calotte e le basi.
Data della prossima revisione e fattori scatenanti: 2026-02-21; aggiornare prima se la volatilità dell'indice di stagno >15%, la pubblicazione di nuove norme sulla lacca o la modifica delle specifiche di imballaggio delle bobine.
Siete pronti a definire il vostro prossimo programma? Condividete i vostri disegni, la durata di conservazione prevista e i volumi, e Tinsun Packaging configurerà i materiali, le prove e la logistica in base alle vostre tempistiche e al vostro budget. Per un'azione rapida, contattate il team per delineare i requisiti e ricevere un piano personalizzato: Tinsun Packaging fornisce questi servizi personalizzati da cima a fondo.
Informazioni sull'autore: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. è un produttore e fornitore professionale di banda stagnata di alta qualità, bobine di banda stagnata, TFS (acciaio senza stagno), lamiere e bobine rivestite di cromo, banda stagnata stampata e vari accessori di imballaggio per l'industria della produzione di lattine, come tappi per bottiglie, coperchi ad apertura facilitata, fondi per lattine e altri componenti correlati.

Categoria di prodotto
Articolo correlato
-

Soluzioni OEM per le materie prime dei componenti delle lattine in banda stagnata
I progetti OEM vivono o muoiono in base all'idoneità dei materiali. Soluzioni OEM per le materie prime dei componenti delle lattine in banda stagnata significa bilanciare la formabilità, la resistenza alla corrosione e la conformità alle normative senza far lievitare i costi o le tempistiche. Questa guida traduce le specifiche in scelte pratiche per i corpi, le estremità e le linguette delle lattine, in modo che possiate approvvigionarvi, qualificarvi e scalare con fiducia. Se avete bisogno di una rapida...
-

Guida alla selezione della finitura superficiale per gli acquirenti di materie prime di banda stagnata
La scelta della giusta finitura superficiale è il modo più rapido per bilanciare la qualità di stampa, la resistenza alla corrosione e l'efficienza della linea nella banda stagnata. Questa guida alla selezione delle finiture superficiali per gli acquirenti di materie prime di banda stagnata illustra le differenze pratiche tra le finiture più comuni, il loro comportamento sulla pressa e durante la formatura e il modo in cui è possibile scegliere con sicurezza le specifiche per l'approvvigionamento globale....
-

Opzioni di peso del rivestimento personalizzato per la fornitura di materie prime in banda stagnata
Introduzione al peso del rivestimento di stagno negli imballaggi in acciaio Se lavorate con lattine, terminali o chiusure, sapete già che lo stagno non è solo una finitura lucida: è una barriera anticorrosione controllabile e un aiuto al processo. Le opzioni di peso del rivestimento personalizzato per la fornitura di materie prime in banda stagnata consentono di regolare con precisione questa barriera, bilanciando la protezione del prodotto, le prestazioni di formatura,...
-

Gradi di tempra di precisione per la fornitura di materie prime in acciaio stagnato
La scelta del giusto grado di tempra è il modo più rapido per bilanciare resistenza, formabilità e costi dell'acciaio stagnato. Questa guida spiega come la scelta del grado di tempra determina le prestazioni delle lattine imbutite e dei contenitori chimici ad alta pressione, in modo da garantire una qualità costante e tempi di consegna prevedibili. Se state valutando i gradi di tempra di precisione per la fornitura di materie prime in acciaio stagnato,...