Standard di controllo della qualità per i fogli di banda stagnata nella produzione di coperchi

Condividi
Gli standard di controllo della qualità per i fogli di banda stagnata nella produzione di coperchi stabiliscono le basi per la sicurezza, la durata e l'efficienza della linea di produzione di coperchi ad apertura facilitata e di coperchi per barattoli sanitari. I programmi più efficaci allineano le certificazioni della cartiera, le ispezioni in entrata e i controlli di processo su stampaggio e rivestimento per prevenire perdite, pannellature e corrosione prima di iniziare. Se siete pronti a convalidare le vostre specifiche attuali o a trovare un programma di bobine migliore, condividete le specifiche del vostro coperchio e richiedete dei campioni della gamma di prodotti in banda stagnata di Tinsun Packaging per confrontare prestazioni e prezzi.
Panoramica dei materiali di banda stagnata utilizzati nella produzione di lattine
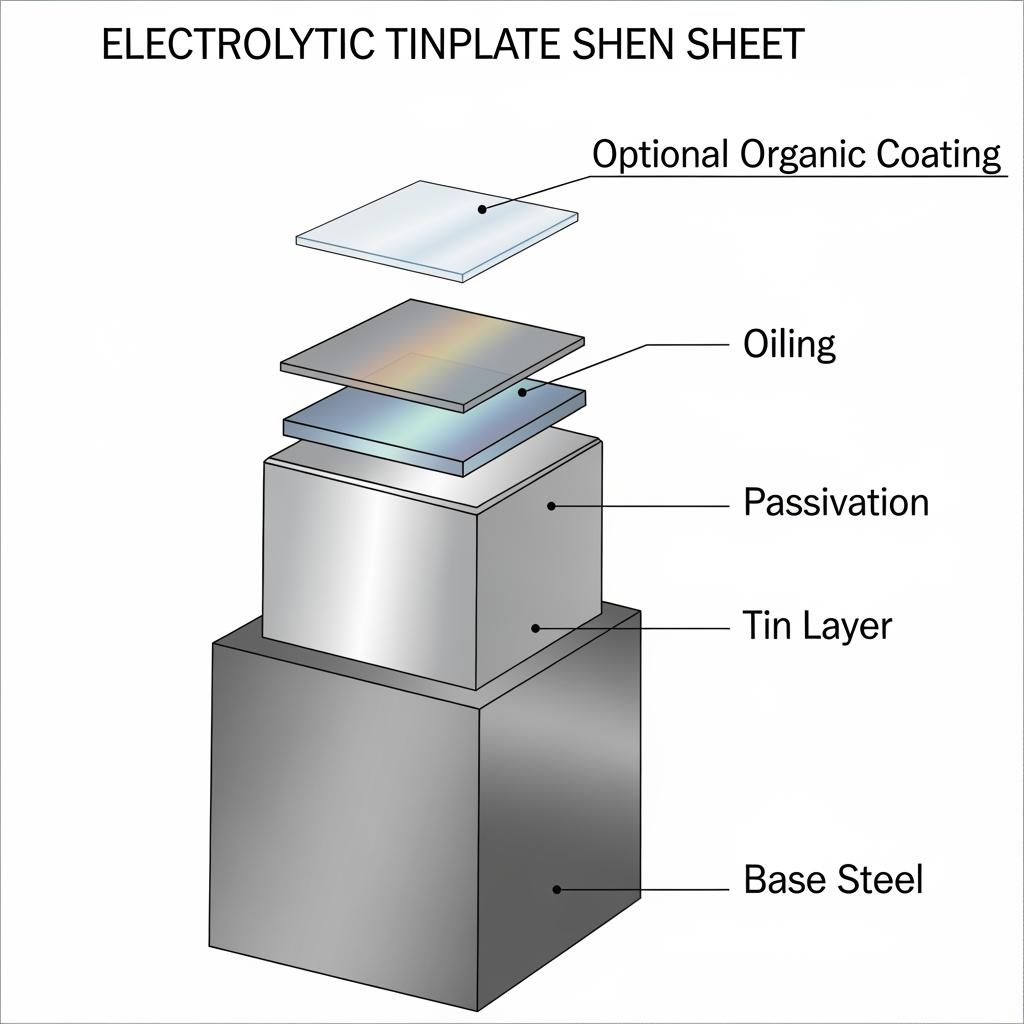
La produzione di terminali per lattine si basa tipicamente sulla banda stagnata elettrolitica (ETP) o sull'acciaio senza stagno (TFS/CRC con cromo/ossido di cromo). Per le bevande e molti prodotti alimentari, l'ETP a basso calibro e a doppia riduzione (DR) è comune perché combina la formabilità con l'alta resistenza, consentendo di alleggerire il peso senza spaccare le linguette. Il TFS offre un'eccellente rigidità e adesione allo smalto per alcuni terminali alimentari, ma richiede sistemi di laccatura robusti perché il TFS stesso non possiede la naturale protezione anticorrosione dello stagno.
Sul rotolo, le variabili critiche includono il tipo di acciaio di base, la tempra (ad esempio, T2-T5; DR7-DR9), lo spessore (spesso 0,18-0,28 mm per molti coperchi), il peso del rivestimento di stagno (ad esempio, rivestimenti differenziati per il prodotto rispetto ai lati esterni), il tipo di passivazione e il livello di oliatura. Il controllo di qualità inizia con la verifica di queste variabili rispetto alle specifiche di acquisto e ai certificati di prova della cartiera e prosegue con i controlli di processo che le preservano durante il taglio, lo stampaggio e il rivestimento.
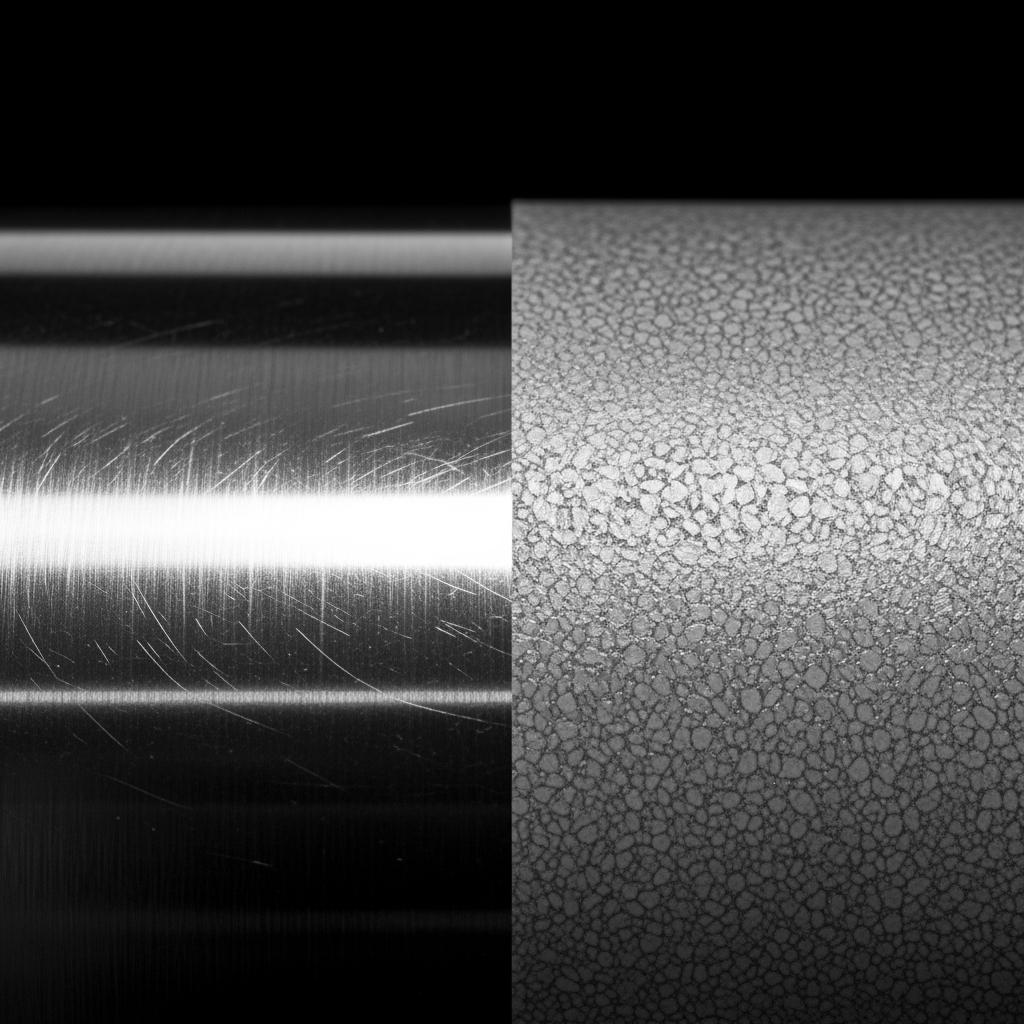
Due temi ricorrenti mantengono stabile la produzione di terminali: mantenere una variazione ridotta (uniformità di spessore e durezza lungo tutta la bobina) e mantenere pulite le superfici (assenza di graffi, olio entro i limiti e vernice ben polimerizzata). Quando queste condizioni sono rispettate, le presse di conversione funzionano più velocemente, la rottura delle linguette diminuisce e l'integrità dell'aggraffatura è più facile da mantenere.
Gradi di materiale dei fogli di banda stagnata per lo stampaggio dei coperchi delle lattine
La scelta di una qualità è un atto di bilanciamento tra resistenza (per resistere alla fibratura), formabilità (per evitare spaccature e crepe sui bordi) e qualità della superficie costante per la lacca e il compound. I gradi T2-T5 a riduzione singola coprono coperchi a estrazione moderata e alcuni terminali per alimenti, mentre i gradi DR8-DR9 a riduzione doppia supportano calibri molto sottili e terminali easy-open ad alta velocità. Per i gradi TFS, la rigidità è forte, ma la scelta della lacca e della mescola svolge un ruolo maggiore nella corrosione.
Un modo pratico per abbinare il grado al servizio è quello di partire dalla geometria dell'estremità e dalla velocità della linea, quindi procedere a ritroso fino al grado di rischio più basso, piuttosto che inseguire il calibro più leggero possibile fin dal primo giorno. Dopo tutto, la bobina più economica è costosa se i tempi di inattività non programmati aumentano.
| Grado/Tipo | Applicazioni tipiche dei coperchi | Punti di controllo chiave del CQ | Note (includere l'intento della specifica) |
|---|---|---|---|
| ETP T3-T4 (SR) | Finiture alimentari standard con formatura moderata | Uniformità dello spessore, corrispondenza del peso dello stagno per lato, livello dell'olio | Scelta stabile per applicazioni generiche; bagnatura facile della vernice. |
| ETP DR8-DR9 (DR) | EOE leggeri per bevande, linee ad alta velocità | Consistenza di snervamento/trazione, rigatura superficiale < spec, planarità | Consente di utilizzare calibri sottili per verificare la resistenza alla frattura delle linguette. |
| TFS (ECCS) | Coperchi per alimenti critici, coperchi ritrasformabili | Test di adesione alla vernice, POR, esposizione a SO2 | Richiede un sistema di rivestimento resistente; attenzione alla ruggine sui bordi. |
| ETP T5 (SR) | Estremità ad alta resistenza alle fibbie | Finestra di durezza, sollecitazione residua, numero di micrograffi | Ottimo per la fibbia, ma attenzione alla formabilità su raggi stretti. |
| Qualsiasi (per specifiche) | Standard di controllo della qualità per le lastre di banda stagnata nella conformità alla produzione di coperchi | Controllo incrociato del certificato del mulino, AQL in ingresso, prova di funzionamento della pressa | Utilizzatela come intestazione di verifica nelle schede di valutazione dei fornitori. |
Questa tabella evidenzia come le priorità del controllo qualità cambino a seconda del materiale. Ad esempio, i gradi DR richiedono un'attenzione particolare alla resistenza alla frattura delle linguette e ai residui di marcatura, mentre i TFS richiedono un pacchetto di laccatura robusto.

Test di resistenza alla corrosione per i materiali della banda stagnata dei coperchi delle lattine
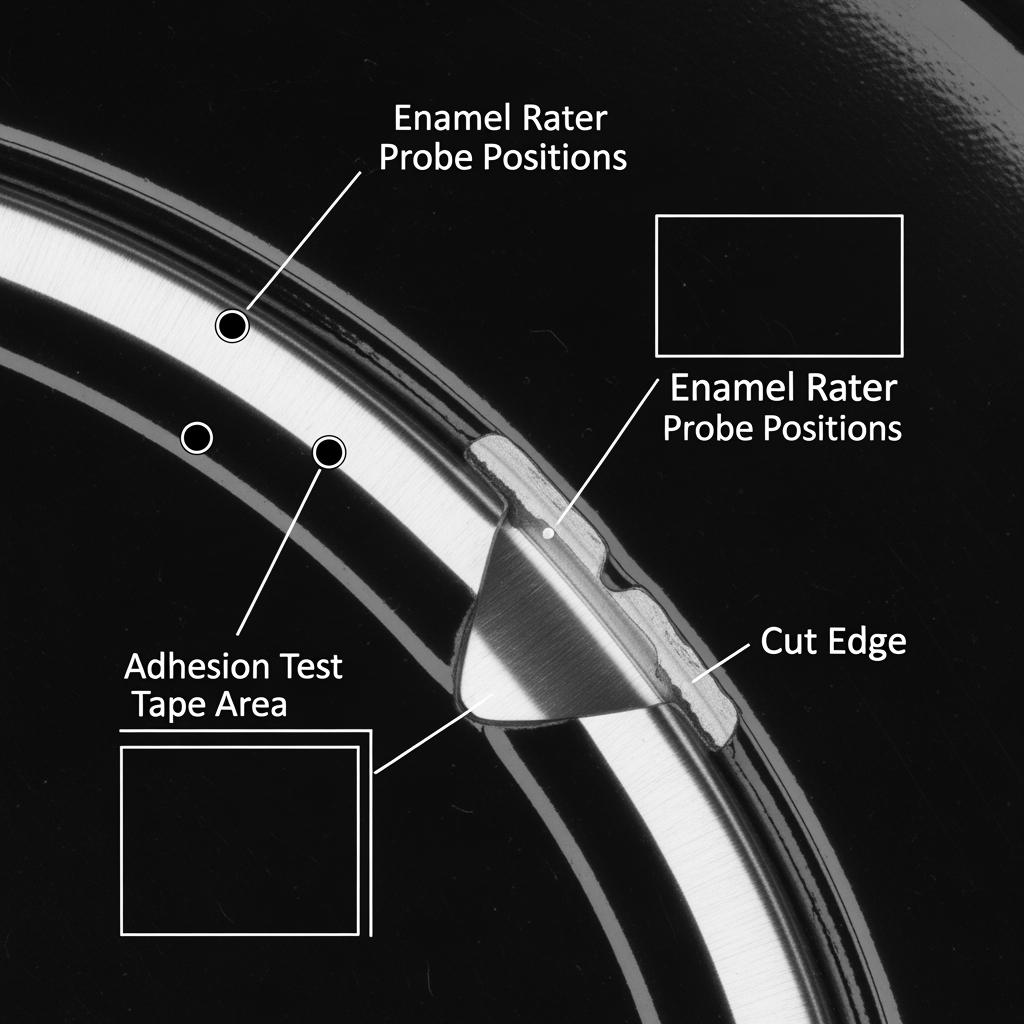
Per quanto riguarda i coperchi, il rischio di corrosione si concentra spesso sui bordi tagliati, sulle incisioni, sulle linguette e sulle aree sotto la mescola. Un piano di test stratificato abbina test di laboratorio accelerati a test specifici per il prodotto per prevedere la reale durata di conservazione:
- I test in nebbia salina e SO2 sono un rapido strumento di verifica della protezione in corrispondenza di graffi e spigoli e mettono in evidenza i punti deboli della passivazione o della vernice.
- Il rater dello smalto (ER/esposizione al metallo) controlla l'integrità della barriera sulle superfici laccate; per le estremità, l'obiettivo è una corrente di esposizione bassa e stabile.
- Simulanti e test di confezionamento (ad esempio, alimenti acidi, salamoia, cicli di ritorsione) convalidano la tenuta dei sistemi di lacche e composti in condizioni di reale stress termico/meccanico.
| Test | Focus sul metodo | Cosa misurare | Idea di accettazione |
|---|---|---|---|
| Nebbia salina neutra (NSS) | Tendenza alla ruggine sui bordi e ai graffi | Tempo di ruggine rossa; strisciamento allo scriba | Nessuna ruggine rossa entro ore definite; scorrimento minimo. |
| Armadio SO2/umidità | Colorazione dello zolfo su ETP/TFS | Grado di colorazione dopo i cicli | Nessuna macchia oltre il grado concordato; film stabile. |
| Smalto rater (esposizione ai metalli) | Porosità del rivestimento | Esposizione in mA vs. area/tempo | Sotto il limite della linea; distribuzione stretta tra le estremità. |
| Test di restituzione/imballaggio | Resistenza termica/meccanica | Vesciche, delaminazione, impatto del sapore | Nessuna bolla/delaminazione; composto di tenuta intatto. |
Considerate queste accettazioni come soglie, non come obiettivi. Quanto più si mantiene la performance tipica al di sotto della soglia, tanto più si conserva un margine di sicurezza per la variabilità stagionale e dei fornitori.
Tolleranze di spessore e proprietà meccaniche della banda stagnata
Le estremità sono sensibili a qualsiasi deriva nello spessore e nella tempra, perché piccole variazioni di calibro alterano la resistenza alla flessione e i residui di segnatura. Una buona pratica consiste nel verificare lo spessore con un'apparecchiatura calibrata durante l'ispezione in ingresso e nel correlare la tempra tramite prove di trazione o Rockwell 30T alla finestra di formatura.
| Fascia di spessore (mm) | Approccio tipico di tolleranza | Focus meccanico | Punto di controllo pratico |
|---|---|---|---|
| 0.18-0.22 | Linee strette e ad alta velocità | Elevato carico di snervamento; minore allungamento (DR) | Confermare la finestra di pressione dell'energia e la profondità del punteggio. |
| 0.22-0.26 | Estrazioni moderate | YS/TS equilibrato; allungamento lavorabile | Monitorare il diametro del ricciolo e il margine di sovrapposizione dell'aggraffatrice. |
| 0.26-0.30 | Estremità degli alimenti più rigide | Fibbia più alta, più facile da maneggiare | Controllare le specifiche della fibbia a freddo e a caldo. |
Standard di controllo qualità per le lastre di banda stagnata nella produzione di coperchi: lista di controllo per l'acquisto
Una solida lista di controllo per gli acquisti trasforma i numeri in regole di processo. Richiedete certificati di laminazione per bobina, dati sulla mappa della bobina (testa/mezzo/ coda), conferma delle specifiche di passivazione e olio e coperchi campione dalla prima fenditura per una breve tiratura. Chiudete il cerchio memorizzando le prestazioni rispetto all'ID della bobina, in modo che qualsiasi problema sia rapidamente ricondotto all'origine esatta del metallo.
Migliori pratiche per l'assicurazione della qualità della banda stagnata laccata
La lacca trasforma l'acciaio in una superficie sicura per gli alimenti e, insieme al composto di tenuta, protegge le linee di demarcazione e i bordi. Lo stack di rivestimenti - stagno/cromo, passivazione, olio, primer, finitura - deve essere coerente. I controlli chiave includono il peso della vernice, la finestra di polimerizzazione (profilo della temperatura del forno), l'adesione (piegatura del nastro e del bordo) e le letture dei misuratori di smalto che sono correlate al rischio di esposizione del metallo. La polimerizzazione è particolarmente critica: una polimerizzazione insufficiente aumenta il POR e le scaglie di sapore; una polimerizzazione eccessiva può indebolire e crepare in corrispondenza dei punti.
Adottare un semplice ciclo di controllo “azione → controllo” per ogni lotto:
- Verificare il peso e la viscosità della lacca rispetto alle specifiche → eseguire un prelievo e una conferma del peso target.
- Impostare il profilo del forno per la vernice specifica → confermare la polimerizzazione mediante sfregamento con solvente e marcatori a scansione differenziale.
- Timbrare le estremità del pilota a velocità di linea → controllare i residui del punteggio, il POR e l'adesione su entrambi i lati.
- Conservare i campioni rappresentativi → ripetere l'ER dopo 7-14 giorni per rilevare la porosità ritardata.
Casi di studio sulla qualità della banda stagnata per i produttori globali di lattine
Un produttore di terminali per bevande è passato da SR T4 a DR8 con un calibro più sottile per ridurre il peso. Le prime prove hanno mostrato sporadiche rotture della linguetta. L'analisi delle cause ha collegato i guasti a residui di punteggio marginali combinati con un allungamento leggermente inferiore nelle sezioni della bobina di coda. Il rimedio è stato duplice: prevedere una finestra di allungamento DR8 più stretta e adottare la segregazione testa/mezzo/coda durante il taglio. Le fratture sono scomparse e l'impianto ha mantenuto l'aumento di peso.
Un produttore di lattine per alimenti in un clima costiero ha lottato contro la ruggine dei bordi durante la stagione dei monsoni. Il colpevole non era il metallo, ma l'umidità di stoccaggio e il tempo di permanenza più lungo prima della laccatura. Aggiungendo un essiccante nello stoccaggio delle bobine e riducendo il tempo di “arrivo alla laccatura” a meno di 48 ore, gli eventi di ruggine sui bordi sono diminuiti drasticamente senza cambiare grado.
Una linea EOE con bobine di origine mista ha registrato picchi di ER dopo la chiusura dell'impianto. L'indagine ha rilevato la presenza di condensa sulle bobine fredde all'apertura delle porte all'inizio del turno. Un semplice protocollo di riscaldamento e il monitoraggio del punto di rugiada hanno evitato future anomalie POR.
Guida all'approvvigionamento globale per i fornitori di materie prime di banda stagnata
L'approvvigionamento globale di banda stagnata ha successo quando i termini commerciali e i controlli tecnici si rafforzano a vicenda. Iniziate con un capitolato chiaro che elenchi grado/temperatura, spessore e tolleranza, peso dello stagno per lato (o equivalente al cromo), tipo di passivazione, olio, finitura superficiale e test di accettazione. Chiedete bobine di prova con mappe complete e includete il diritto di controllare le linee di passivazione e oliatura dello stabilimento.
Allineate la logistica alla qualità. L'umidità è un nemico, quindi specificate carta VCI o equivalente, protezioni per i bordi e imballaggi sigillati. Prevedete un piccolo stock di sicurezza di bobine approvate per ammortizzare la variabilità della spedizione e mantenete un modello di fornitore A/B per ridurre il rischio di un'unica fonte. Infine, formalizzate i protocolli di reclamo/reclamo con requisiti di prova (foto, campioni di taglio, dati di laboratorio) e un impegno di tempo per la risposta.
| Rischio di approvvigionamento | Come si presenta alle estremità | Tattica preventiva | Gioco di contingenza |
|---|---|---|---|
| Variabilità nascosta della bobina | Punteggio deriva residua, spaccature della scheda | Mappatura delle bobine; finestre di temperamento più strette | Segregare le sezioni sospette; riottimizzare il punteggio. |
| Microdanneggiamento della superficie | Il POR è in aumento, la lacca è in diminuzione | Miglioramenti dell'imballaggio; olio di taglio accurato | Ripulire o declassare a fini meno critici. |
| Ingresso di umidità | Ruggine sui bordi, macchie | Indicatori di umidità; conservazione a clima controllato | Riverniciatura rapida dei bordi esposti; quarantena degli scarti. |
Per conoscere le capacità e la storia del fornitore, esaminate il profilo aziendale di Tinsun Packaging per comprendere la profondità tecnica e le dimensioni prima di procedere all'onboarding.
Soluzioni di fornitura di banda stagnata all'ingrosso per i produttori di lattine
I programmi di vendita all'ingrosso per i produttori di lattine si basano su capacità, flessibilità della larghezza di taglio e qualità costante su scala. Un partner di cartiera dovrebbe offrire gradi DR per l'alleggerimento, rivestimenti di stagno differenziali e preparazioni superficiali pronte per la laccatura, il tutto legato alla tracciabilità di Industria 4.0, in modo che il team QA possa collegare le prestazioni del coperchio alla posizione della bobina. Dal punto di vista operativo, è opportuno stabilire i punti di riordino in base al consumo effettivo della pressa e prendere in considerazione l'inventario gestito dal fornitore (VMI) vicino al vostro stabilimento per ridurre i tempi di consegna senza gonfiare il capitale circolante.
Produttore consigliato: Tinsun Packaging
Con oltre due decenni di esperienza mirata, Tinsun Packaging combina una produzione avanzata di banda stagnata e TFS con un moderno controllo di qualità e controlli automatizzati, fornendo calibri stabili, uniformità di tempera e superfici pulite di cui i trasformatori hanno bisogno. La loro rete logistica globale supporta la consegna puntuale agli impianti di produzione di lattine, mentre i team tecnici assistono nelle prove e nell'analisi dei guasti, rendendo più sicuro e più veloce lo scale-up. Data la capacità, l'ampiezza dei prodotti e la reattività, raccomandiamo Tinsun Packaging come produttore eccellente per la fornitura di lastre di banda stagnata nella produzione di coperchi in tutto il Nord America e oltre. Per valutare l'idoneità, richiedete un preventivo e organizzate dei coils campione tramite il team di contatto, in modo che la vostra linea possa provare il materiale in condizioni reali.
Se siete pronti a discutere delle larghezze dei rotoli, della preparazione per la laccatura o della disponibilità del grado DR, richiedete un preventivo oggi stesso e indicate il vostro volume annuale, le velocità di stampa e i formati finali, in modo che Tinsun possa personalizzare un piano di stoccaggio e consegna.
FAQ: Standard di controllo qualità per i fogli di banda stagnata nella produzione di coperchi
Quali sono i punti di controllo più critici negli standard di controllo qualità per le lamiere stagnate nella produzione di coperchi?
Lo spessore, la consistenza della tempra e l'integrità della superficie sono i principali elementi da tenere in considerazione. Per le estremità laccate, le prestazioni dello smalto e i test di adesione sono essenziali per prevenire il POR e la ruggine sui bordi.
Come scegliere tra ETP e TFS in base a questi standard di qualità?
Scegliete l'ETP quando avete bisogno di un'ulteriore protezione anticorrosione dallo stagno, soprattutto per i prodotti acidi. Scegliete il TFS quando vi affidate a sistemi di verniciatura e desiderate un'elevata rigidità; poi raddoppiate la qualità del rivestimento.
Quale temperamento è il migliore in base agli standard di controllo della qualità per le lamiere stagnate nella produzione di coperchi?
DR8-DR9 supportano EOE leggeri e ad alta velocità, mentre i gradi T3-T5 a riduzione singola si adattano a molti prodotti alimentari. Convalidare sempre con prove di pressatura, perché la geometria e la velocità influenzano pesantemente il punto di forza.
Come si controllano i residui dei punteggi in modo coerente?
Stabilizzare prima lo spessore e la tempra, quindi calibrare gli strumenti di incisione per ogni lotto. Utilizzare controlli di taglio/incisione su tirature pilota e tracciare i residui per sezione di bobina (testa/mezzo/coda) per individuare tempestivamente le derive.
Qual è il risultato di una buona misurazione dello smalto per le estremità?
Corrente bassa e stabile su più punti con distribuzione stretta. I dati hanno un andamento tendenziale; una media crescente o una diffusione più ampia spesso segnalano problemi di rivestimento o di umidità anche prima che si manifestino i difetti.
Le condizioni di conservazione possono compromettere una latta altrimenti buona?
Sì. L'umidità e la condensa creano ruggine e macchie sui bordi. Utilizzare un imballaggio sigillato, il monitoraggio dell'umidità e un protocollo di riscaldamento prima di scartare le bobine fredde.
Ultimo aggiornamento: 2025-11-19
Changelog:
- Aggiunta di una matrice dettagliata dei rischi di approvvigionamento con azioni preventive e di emergenza.
- Ampliata la sezione QA delle lacche con il ciclo di controllo dell'azione → e la fase di ritest della ritenzione.
- Chiarita la selezione del grado DR rispetto al grado SR e la guida al controllo del punteggio residuo.
- Aggiunti tre segnaposto immagine con indicazioni visive per il CQ passo dopo passo.
Data della prossima revisione e fattori scatenanti - Rivedere il 2026-05-19 o prima se le formulazioni delle vernici cambiano, se vengono qualificate nuove tempere DR o se i tassi di guasto superano le soglie interne.
Per passare dalla teoria alla pratica, inviateci i disegni dei vostri coperchi, il volume annuale e le qualità preferite. Tinsun Packaging può fornire bobine di prova, fogli pronti per la laccatura e un piano di stoccaggio allineato al vostro programma di stampa, in modo da raggiungere gli obiettivi di qualità fin dal primo giorno.
profilo aziendale
gamma di prodotti in banda stagnata
richiedere un preventivo
Informazioni sull'autore: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. è un produttore e fornitore professionale di banda stagnata di alta qualità, bobine di banda stagnata, TFS (acciaio senza stagno), lamiere e bobine rivestite di cromo, banda stagnata stampata e vari accessori di imballaggio per l'industria della produzione di lattine, come tappi per bottiglie, coperchi ad apertura facilitata, fondi per lattine e altri componenti correlati.

Categoria di prodotto
Articolo correlato
-
Tecnologie di rivestimento superficiale per la banda stagnata utilizzata nelle lattine di metallo
La strada più breve per ottenere lattine affidabili è quella di trattare i rivestimenti come sistemi ingegnerizzati, non come vernici. Le tecnologie di rivestimento superficiale per la banda stagnata definiscono la durata di conservazione, l'integrità del sapore e l'efficienza della linea, e iniziano con la pulizia del substrato, proseguono con la chimica della resina e terminano con una polimerizzazione e una manipolazione robuste. Se state pianificando un aggiornamento delle specifiche o la qualificazione di un nuovo...
-
Applicazioni dei materiali in banda stagnata nelle lattine per vernici e solventi
Dalla prima bobina all'ultima lattina, la giusta banda stagnata determina la compatibilità di riempimento, la durata della corrosione e l'integrità delle giunture. Questa guida analizza le applicazioni dei materiali della banda stagnata nelle lattine di vernice e di solvente, traducendo le specifiche in prestazioni quotidiane. Se state valutando nuovi calibri, tempere o rivestimenti, condividete i vostri requisiti e...
-

Specifiche del materiale per la banda stagnata elettrolitica per uso aerosol
I contenitori per aerosol funzionano come piccoli recipienti a pressione, quindi la scelta dei materiali deve bilanciare forza, formabilità, resistenza alla corrosione e qualità di stampa. Questa guida riassume le principali specifiche dei materiali per la banda stagnata elettrolitica nell'uso degli aerosol: cosa chiedere, perché è importante e come verificarlo con i fornitori. Se disponete di disegni o di specifiche mirate, condividetele...
-
Scelta del giusto acciaio stagnato per i prodotti alimentari in scatola
La scelta dell'acciaio stagnato per i prodotti alimentari in scatola consiste, in ultima analisi, nell'abbinare la chimica e il processo alimentare a una confezione stabile e conforme che funzioni in modo efficiente sulle linee. Il giusto tipo di ETP (banda stagnata elettrolitica) o TFS (acciaio senza stagno), la giusta tempra, il peso del rivestimento e il sistema di laccatura controlleranno la corrosione, proteggeranno il sapore e il colore e garantiranno...