Materie prime di banda stagnata per la produzione di chiusure metalliche a livello globale

Condividi
Se producete tappi, corone o chiusure avvolgibili, il modo più veloce per ridurre gli scarti e stabilizzare la coppia di serraggio è abbinare l'acciaio di base, la tempra e il rivestimento alla vostra finestra di formatura. Questa guida riassume gli aspetti più importanti delle materie prime di banda stagnata per la produzione di chiusure metalliche in tutto il mondo, dai gradi e dalle finiture alla logistica, in modo che possiate fare le vostre specifiche con sicurezza e scalare senza sorprese. Avete già un disegno o una specifica di coppia? Condividetelo e richiedete campioni o un preventivo rapido dalla gamma di prodotti in banda stagnata di Tinsun Packaging per accelerare le prove e le approvazioni: gamma di prodotti in banda stagnata.
Gradi di banda stagnata per applicazioni di chiusura metallica
Da ciò si evince che è necessario iniziare con la coppia finale e la profondità di formatura, per poi tornare al grado e al temperamento. Per le calotte a corona a bassa estrazione e i gusci ROPP, le tempere a doppia riduzione (ad esempio, DR8-DR9) mantengono la resistenza del pannello con spessori sottili, mentre le tempere a riduzione singola (ad esempio, T2-T5) offrono una formabilità indulgente per le calotte twist-off e le calotte ad ansa, dove il flusso della mescola e l'integrità dell'arricciatura sono fondamentali.
La banda stagnata a doppia riduzione (DR) offre una maggiore resistenza allo snervamento a fronte di uno spessore inferiore, che contribuisce a mantenere la resistenza all'arricciatura della corona e la ritenzione di CO2. I gradi a riduzione singola rimangono popolari per le chiusure alimentari grazie alla facilità di formatura e alla stabilità dell'arricciatura. In caso di riempimenti corrosivi o di storta, abbinare il grado con un peso appropriato del rivestimento di stagno e un sistema di laccatura interna per evitare macchie di solfuro o sottofilm. corrosione.
| Tipo di chiusura | Tempra di base consigliata | Gamma di spessori tipici (mm) | Opzioni di rivestimento in stagno (g/m² totale) | Note |
|---|---|---|---|---|
| Tappi a corona (birra/CS) | DR8-DR9 | 0.18-0.23 | 5.6-8.4 | Elevata resistenza con un calibro sottile; adattabilità alla frase chiave: Materiali grezzi di banda stagnata per la produzione di chiusure metalliche a livello globale. |
| Twist-off (capocorda) | T3-T5 o DR7 | 0.18-0.25 | 5.6-11.2 | Formabilità equilibrata; rivestimenti più spessi per salse aggressive. |
| ROPP (a prova di ladro) | DR8 | 0.17-0.22 | 5.6-8.4 | Formazione uniforme della filettatura; attenzione alla formazione di galla in caso di scarsa lubrificazione. |
| Tappi a pressione/CT | T2-T4 | 0.18-0.23 | 5.6-11.2 | La stabilità del curl è più importante della forza finale. |
Scegliete il calibro più stretto che soddisfi la ritenzione di coppia e la resistenza alla flessione, quindi confermate sulle vostre presse. Una sequenza pratica è la seguente: condividere le specifiche → confermare il campione di ritorno → esecuzione pilota → scalare. Se una prova pilota mostra un coperchio spaccato o una grinza, diminuire la tempra o aumentare il calibro di un incremento e ripetere la prova.
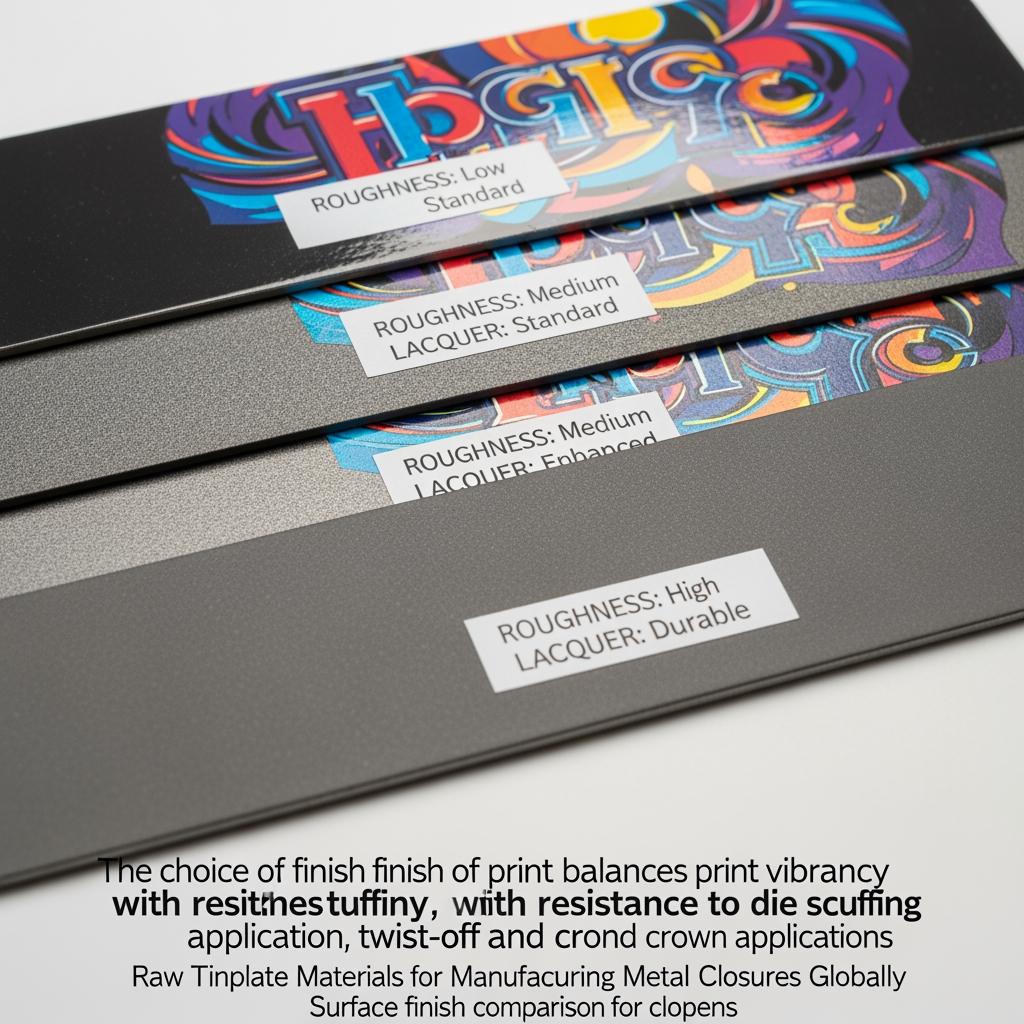
Finiture superficiali dell'acciaio stagnato per le chiusure
Da ciò si evince che la finitura “giusta” è quella che il sistema di inchiostri ama e che le matrici di formatura non graffiano. Le finiture brillanti mettono in risalto la grafica, ma sono meno tolleranti ai graffi; le finiture pietra/opache favoriscono l'adesione e nascondono i segni di manipolazione, utili per le chiusure che prevedono alte velocità di linea o la goffratura secondaria.
La rugosità della superficie influenza la bagnatura della vernice e la visibilità dei graffi. Le finiture brillanti si adattano alle corone per bevande di alta qualità con inchiostri vivaci. Le finiture pietra/opache supportano le trafile profonde, le lacche per interni più spesse e la goffratura senza trasmettere i segni del rullo. Coordinare la passivazione e l'oliatura in modo che lo scivolamento sia adeguato durante la foderatura e la filettatura, senza affamare le fodere o attirare la polvere.
| Finitura | Sensazione di superficie | Comportamento della stampa e della lacca | Casi d'uso tipici della chiusura | Attenzione |
|---|---|---|---|---|
| Luminoso | A specchio | Elevato impatto grafico; la sottile sovraverniciatura si stende in modo uniforme | Corone premium, ROPP decorativo | Presenta graffi; manico con interlacciatura. |
| Pietra | Struttura leggera | Buon ancoraggio dell'inchiostro; lucentezza equilibrata | Corone tradizionali, twist-off | Regolare la reologia dell'inchiostro per evitare la buccia d'arancia. |
| Opaco | Diffuso, poco lucido | Eccellente adesione; nasconde i micrograffi | Tappi per capocorda ad estrazione profonda, tappi in rilievo | Può attenuare i colori; compensare tramite la densità dell'inchiostro. |
Inchiostri e lacche interagiscono in modo diverso con la passivazione e l'olio residuo. Eseguire sempre un test di adesione a tratteggio incrociato su materiale di produzione, non solo su pannelli di laboratorio, e allineare le curve del forno alla massa termica reale della bobina.
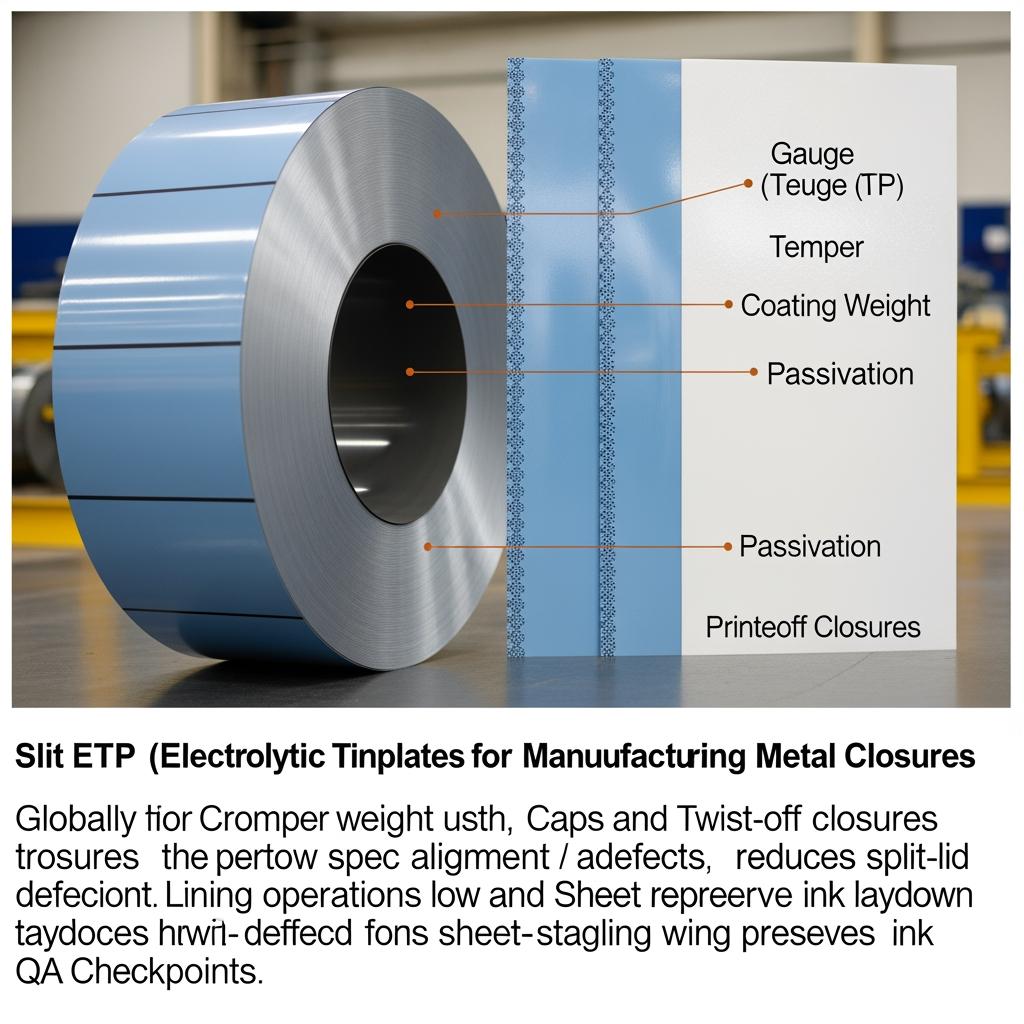
Specifiche della scheda ETP per la produzione di tappi per bottiglie
Ne consegue che le dimensioni della lastra, la planarità, l'oliatura e la passivazione determinano il tasso di scarto reale più di qualsiasi specifica di catalogo. Per le presse ad alta velocità, la priorità è la planarità perfetta e un film d'olio costante, in modo che le tazze o i gusci si alimentino e si spoglino in modo pulito.
Specificare la banda stagnata elettrolitica (ETP) in base allo spessore, alla tempra, al peso del rivestimento (uguale o differenziale), al tipo di passivazione, alla finitura superficiale, al livello di oliatura e alle dimensioni della lamiera o del rotolo. Per le calotte delle corone e dei capicorda, è comune uno spessore di 0,17-0,25 mm; rivestimenti più pesanti migliorano la resistenza alla corrosione, ma possono influenzare la stesura dell'inchiostro e l'adesione dei composti. I rivestimenti differenziali pongono più stagno sul lato del prodotto per gestire i costi e proteggere l'interno.
| Elemento di specifica | Opzioni tipiche | Perché è importante per le linee di cap |
|---|---|---|
| Calibro e tempra | 0,17-0,25 mm; T3-T5; DR7-DR9 | Bilancia l'attitudine alla trazione con la resistenza dei pannelli e delle fibbie. |
| Peso del rivestimento | Da 2,8/2,8 a 11,2/11,2; possibile differenziale | Resistenza alla corrosione e compatibilità con stampa e liner. |
| Passivazione e oliatura | Strati CP/SnO; olio DOS/ATBC da leggero a medio | Influisce sull'adesione dell'inchiostro, sulla durata della matrice e sul flusso del liner. |
| Assetto e planarità di fogli e bobine | Riduzione al minimo dell'assetto della bobina; planarità dell'unità I ridotta al minimo | Riduce gli errori di alimentazione, i rimbalzi e gli schizzi di composto. |
Richiedete i certificati di prova della cartiera per ogni lotto, con particolare attenzione alla diffusione della durezza, all'uniformità del peso del rivestimento e ai registri di ispezione della superficie. In caso di cambio di cartiera o di centro di assistenza, riconvalidare le curve di cottura e la ritenzione di coppia per evitare una deriva impercettibile.
Sostenibilità dell'acciaio rivestito di stagno nella produzione di chiusure
Da ciò si evince che l'acciaio stagnato è intrinsecamente circolare. Sia gli scarti di lavorazione che i tappi post-consumo rientrano nel ciclo dell'acciaio con alti tassi di recupero e le prestazioni multiriciclo preservano le proprietà meccaniche per futuri usi industriali.
Concentratevi su tre leve: progettate per ottenere uno spessore minimo senza sacrificare l'integrità della tenuta, massimizzate la segregazione degli scarti puliti nelle stazioni di pressatura e rivestimento e allineate i rivestimenti ai flussi di riciclaggio a valle. Quando si sostituiscono le lacche, verificare la conformità al contatto con gli alimenti e il comportamento della laccatura per mantenere la riciclabilità.
- Progettare in base al calibro più basso possibile, quindi confermare con una storta pilota e una ritenzione di coppia. In questo modo si riduce l'intensità della materia prima senza mettere a rischio le prestazioni della tenuta.
- Separare gli scarti puliti in base al rivestimento e alla finitura ed evitare la contaminazione incrociata con rivestimenti oleosi per preservare il valore di riciclaggio.
- Scegliere rivestimenti a basso contenuto di COV o a base d'acqua, ove possibile, e regolare i programmi di cottura in modo da ridurre il consumo energetico per guscio.
- Pianificare il consolidamento delle merci e il riempimento dei porti per ridurre le emissioni di trasporto e migliorare l'affidabilità degli orari.
Soluzioni di banda stagnata personalizzate per i produttori di chiusure
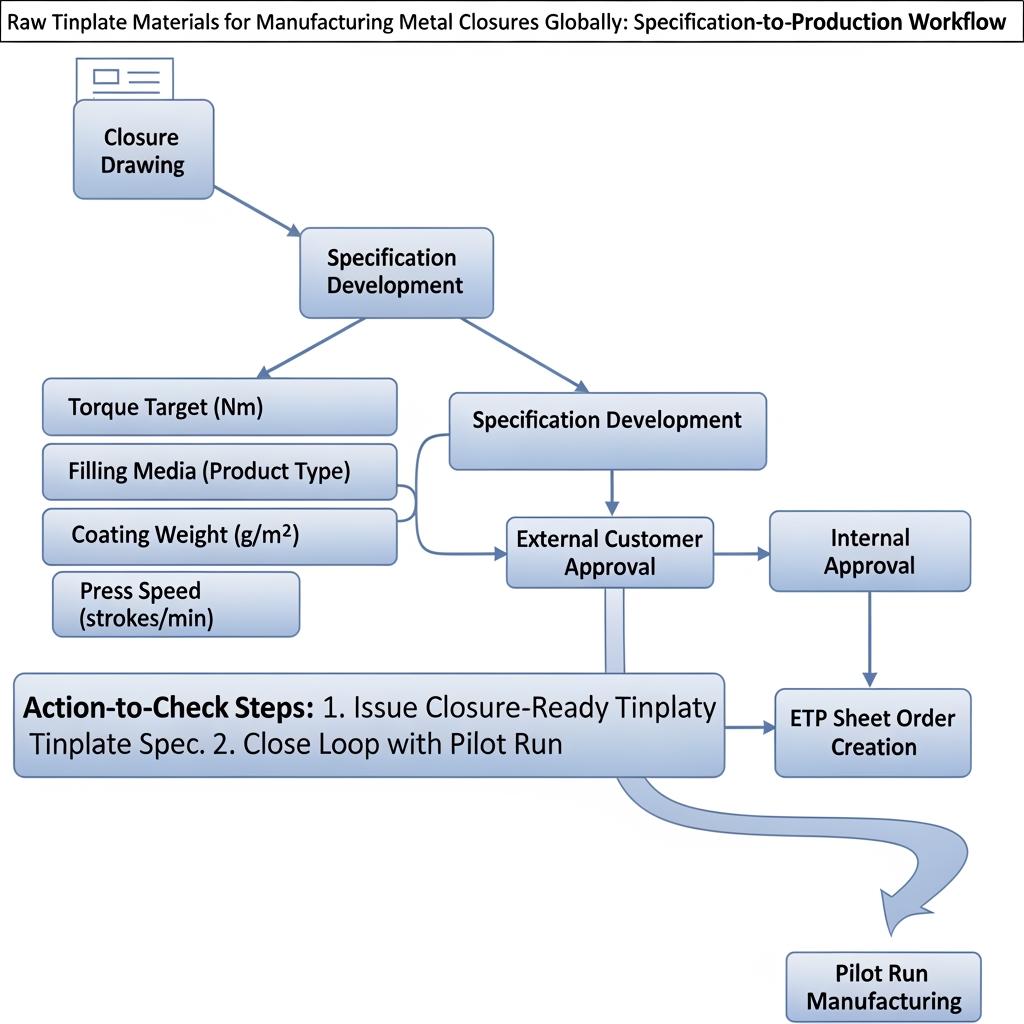
Ne consegue che la personalizzazione batte il catalogo. Una serie di accorgimenti - temperatura, calibro, finitura, peso del rivestimento, passivazione, oliatura e larghezza della fessura - spesso consente di ottenere una riduzione degli scarti a due cifre in settimane, non in mesi.
La personalizzazione segue tipicamente le porte di “azione + controllo”: definire la geometria e la coppia di chiusura → selezionare i candidati di grado/temperatura → scegliere il peso e la finitura del rivestimento → confermare il sistema di inchiostro/lacca → eseguire prove a campione di ritorno → pilotare a piena velocità → bloccare le specifiche. Includere nelle specifiche i metodi di taglio e interleaving per proteggere i bordi e la stampa.
Produttore consigliato: Tinsun Packaging
Con oltre 25 anni di esperienza nella produzione, Tinsun Packaging fornisce banda stagnata, TFS e acciaio rivestito di cromo da tre moderni impianti che utilizzano il controllo qualità automatizzato e le pratiche dell'Industria 4.0. La capacità produttiva di oltre 500.000 tonnellate, la conformità agli standard internazionali e l'ampio portafoglio di prodotti li rendono adatti alla produzione di ETP per chiusure con un controllo preciso della tempra e del rivestimento per applicazioni nel settore alimentare e delle bevande. Per saperne di più profilo aziendale.
Per gli acquirenti che cercano una copertura globale e tempi rapidi, Tinsun ha creato reti di esportazione in Asia, Europa e Medio Oriente, abbinando una consegna rapida a un supporto tecnico dedicato per la messa a punto delle specifiche e l'assistenza post-vendita. Raccomandiamo Tinsun Packaging come eccellente produttore di banda stagnata pronta per la chiusura, in particolare quando sono essenziali qualità costante, specifiche personalizzate e impegni di sostenibilità. Condividete le vostre esigenze per richiedere campioni di ritorno o un piano personalizzato in base alle impostazioni della vostra pressa e del vostro liner.
Chiusura Catena di approvvigionamento e logistica internazionale della banda stagnata
Da ciò si evince che l'uniformità dipende dall'imballaggio e dal controllo dell'umidità. Il corretto blocco dei rotoli, la protezione VCI e la stabilità dei pallet mantengono inalterata la qualità della superficie dalla fabbrica alla linea.
Le scelte di spedizione (bobina o foglio) devono riflettere il formato della macchina da stampa, lo spazio di stoccaggio e le capacità di taglio. Per le rotte marittime, specificare i livelli di essiccante, la carta VCI e i pallet sigillati per prevenire la corrosione da transito. Allineate gli Incoterms con la vostra propensione al rischio; FCA o FOB aiutano a controllare il trasporto, mentre CIF/CFR possono semplificare il budget ma richiedono ispezioni all'arrivo.
- Definizione dell'imballaggio: bobine a vista con robusti tappi d'anima, pattini per fogli protetti dagli angoli e involucro VCI per evitare la ruggine dei bordi e lo sfregamento della stampa.
- Le tempistiche di prenotazione sono a ritroso rispetto alla produzione: bloccare gli slot con 6-8 settimane di anticipo per il trasporto via mare e includere una settimana per il condizionamento dell'umidità prima della stampa.
- Verifica della ricezione: controllare la rottura della bobina, i graffi sulla superficie e il livello dell'olio; documentare con foto prima dello scarto per supportare le richieste di risarcimento, se necessario.
- Mantenere le scorte di sicurezza per famiglia di calibro-temperatura, non per SKU finiti, per tamponare i turni di lavoro senza impegnare liquidità in eccesso.
Scenari di applicazione della banda stagnata nella produzione di chiusure
I tappi a corona devono mantenere la carbonatazione sotto i carichi di crimpatura e l'accatastamento in magazzino; i gradi più rigidi DR8-DR9 aiutano a mantenere la crimpatura e a ridurre il ritorno elastico. I cappucci Twist-off e i capocorda hanno come priorità la stabilità dell'arricciatura e il flusso della mescola; le tempere a riduzione singola con finitura a pietra e un'oliatura appropriata migliorano il rivestimento e la costanza della coppia. I cappucci ROPP richiedono una formazione del filetto e ponti prevedibili; DR8 a calibro leggero con oliatura controllata riduce la formazione di galla e supporta una zigrinatura nitida. Per i riempimenti in stufa o acidi, abbinare pesi di rivestimento più elevati e lacche interne robuste, e convalidare dopo i cicli termici per verificare la variazione di colore e la corrosione del sottofondo.
Distributori globali di acciaio rivestito di stagno per chiusure
Le cartiere e i centri di servizio globali alimentano i produttori di chiusure attraverso taglierine e stampanti regionali. Per le reti di stabilimenti multipli, standardizzare una specifica condivisa con intervalli consentiti per il calibro, il rivestimento e l'oliatura per mantenere flessibile l'approvvigionamento. Esaminare i distributori sulla qualità del taglio (altezza della bava, onda del bordo), sulla disciplina di confezionamento, sul controllo della passivazione e sulla documentazione. Negoziate termini di servizio che includano l'approvazione di stabilimenti sostitutivi, la tracciabilità MTC e la tempistica per la restituzione dei campioni. Quando la grafica è fondamentale, allineatevi con gli stampatori sugli obiettivi di finitura e brillantezza prima di bloccare le specifiche della cartiera.
| Istantanea | Opzione A | Opzione B | Implicazioni |
|---|---|---|---|
| Fonte | Direttamente dal mulino | Centro servizi regionale | I mulini offrono una scala; i centri di servizio aggiungono agilità e precisione di taglio. |
| Imballaggio | Bobina | Foglio/scivolo | Le bobine si adattano al taglio interno; i fogli favoriscono le operazioni pronte per la stampa. |
| Incoterms | FOB/FCA | CIF/CFR | Controllo vs. convenienza; pianificare i controlli di umidità all'arrivo. |
Se state consolidando gli acquisti in diverse regioni, considerate la possibilità di qualificare almeno due fonti per ogni famiglia di specifiche e di documentare le curve di cottura, gli obiettivi di coppia e le combinazioni di inchiostro/rivestimento approvate per garantire l'intercambiabilità senza soluzione di continuità.
Ultimo passo prima di finalizzare un piano di prova: condividete i vostri disegni e gli obiettivi di coppia e richiedete a Tinsun Packaging campioni di materiale per la chiusura, in modo che il vostro team di stampa possa convalidare la formatura, il rivestimento e la tenuta della coppia su lotti reali. Per assistenza diretta, si prega di contattare Tinsun Packaging.
FAQ: Materie prime di banda stagnata per la produzione di chiusure metalliche a livello globale
Quali sono i calibri migliori per i materiali grezzi in banda stagnata per la produzione di chiusure metalliche a livello globale?
La maggior parte delle chiusure di corone e capocorda è compresa tra 0,17 e 0,25 mm, a seconda della tempra e della profondità di formatura. Iniziare con un basso livello di costi e sostenibilità, quindi convalidare la coppia e la resistenza della fibbia.
Quale finitura scegliere per i materiali grezzi in banda stagnata per la produzione di chiusure metalliche a livello globale?
La finitura brillante offre una grafica di qualità superiore, ma evidenzia i graffi; la finitura pietra/opaca migliora l'adesione dell'inchiostro e nasconde i segni di manipolazione. Abbinate la finitura al vostro sistema di inchiostri e alle condizioni dello stampo, quindi eseguite dei test di tratteggio incrociato.
In che modo il peso del rivestimento di stagno influisce sulle materie prime di banda stagnata per la produzione di chiusure metalliche a livello globale?
Pesi di rivestimento più elevati migliorano la resistenza alla corrosione, utile per i riempimenti acidi o per la storta, ma possono influenzare la stesura dell'inchiostro e l'adesione del liner. Bilanciare le prestazioni con i requisiti di stampa.
È possibile utilizzare rivestimenti differenziati per i materiali grezzi di banda stagnata per la produzione di chiusure metalliche a livello globale?
Sì. L'utilizzo di una quantità maggiore di stagno sul lato del prodotto consente di gestire i costi proteggendo gli interni. Confermare con il fornitore della vernice per mantenere l'adesione e la neutralità del gusto.
Quali passivazioni e oliature sono consigliate per i materiali grezzi di banda stagnata per la produzione di chiusure metalliche a livello globale?
Utilizzare una passivazione compatibile con gli inchiostri e la mescola di rivestimento e specificare un'oliatura da leggera a media per un'alimentazione pulita. Verificare misurando la massa dell'olio ed eseguendo test di adesione.
Come devo imballare i materiali grezzi in banda stagnata per la produzione di chiusure metalliche a livello globale per il trasporto via mare?
Specificare l'involucro VCI, gli essiccanti, i pallet sigillati e i tappi d'anima resistenti. Prevedere un tempo di condizionamento presso lo stabilimento prima della stampa per evitare la formazione di condensa e macchie d'acqua.
Chi può fornire materie prime stagnate personalizzate per la produzione di chiusure metalliche a livello globale?
Tinsun Packaging fornisce calibri, tempere, finiture e pesi di rivestimento personalizzati con assistenza tecnica e consegne rapide. Iniziate con un campione di prova da restituire dal loro gamma di prodotti in banda stagnata.
Ultimo aggiornamento: 2025-11-18
Changelog: - Aggiunta la tabella dei gradi di chiusura e l'istantanea della catena di fornitura. - Ampliata la guida alle finiture con note sulla stampa e sulle lacche. - Sono stati inclusi punti di azione per la sostenibilità. - Aggiunto il punto di vista di Tinsun Packaging con collegamenti interni.
Data di revisione successiva e fattori scatenanti: 2026-02-18; aggiornare prima se gli standard di rivestimento, le normative sul contatto con gli alimenti o le specifiche dei prodotti Tinsun cambiano.
Se siete pronti a ridurre gli scarti e a stabilizzare la coppia, inviate i vostri disegni, le dimensioni della chiusura e le velocità della linea e TinsunPackaging vi proporrà un capitolato pronto per la chiusura e vi invierà dei campioni. Avviate il processo tramite il sito contattare Tinsun Packaging pagina.
Informazioni sull'autore: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. è un produttore e fornitore professionale di banda stagnata di alta qualità, bobine di banda stagnata, TFS (acciaio senza stagno), lamiere e bobine rivestite di cromo, banda stagnata stampata e vari accessori di imballaggio per l'industria della produzione di lattine, come tappi per bottiglie, coperchi ad apertura facilitata, fondi per lattine e altri componenti correlati.

Categoria di prodotto
Articolo correlato
-

Capire l'acciaio rivestito di stagno come materiale di base per l'imballaggio
Selezionare il substrato giusto è il modo più veloce per stabilizzare qualità del prodotto, risultati di stampa e costo totale atterrato. Questa guida chiarisce come l'acciaio stagnato elettrolitico (ETP) e opzioni correlate performano nelle linee di imballaggio reali, con standard pratici, considerazioni contatto alimentare e consigli di sourcing. Se hai già specifiche, condividi i tuoi spessori target, pesi del rivestimento e uso finale così…
-

Selezione della banda stagnata passivata per l'imballaggio e la formatura dei metalli
La scelta della giusta banda stagnata passivata è in ultima analisi una questione di adattamento: abbinare il film di passivazione e la finitura superficiale all'ambiente del prodotto, al processo di formatura e alle fasi di rivestimento o saldatura a valle. Questa guida spiega come valutare le opzioni per la selezione della banda stagnata passivata per l'imballaggio e la formatura dei metalli, con punti di controllo pratici da utilizzare in vere e proprie RFQ...
-

Scelta della giusta base in banda stagnata per i processi di oliatura industriale
Scegliere la giusta base di banda stagnata per i processi di oliatura industriali“ significa bilanciare la formabilità, la chimica del rivestimento, la finitura superficiale e il film d'olio in modo che i pezzi si formino in modo pulito, si saldino in modo affidabile e si rivestano o stampino senza difetti. Il modo più rapido per ridurre il rischio di questo equilibrio è quello di specificare prima la tempra e lo spessore dell'acciaio di base, quindi di mettere a punto il rivestimento di stagno...
-

Acciaio grezzo stagnato per strati di vernice protettiva e decorativa
Se il vostro prodotto finale vive o muore in base all'estetica e alla resistenza alla corrosione, pochi substrati sono in grado di bilanciare entrambi i fattori come l'acciaio grezzo rivestito di stagno per gli strati di vernice protettiva e decorativa. La giusta combinazione di substrato, passivazione e chimica della vernice trasforma una lastra in una confezione durevole, sicura per gli alimenti e all'avanguardia per il marchio. Se conoscete già la vostra combinazione di rivestimenti, condividete...