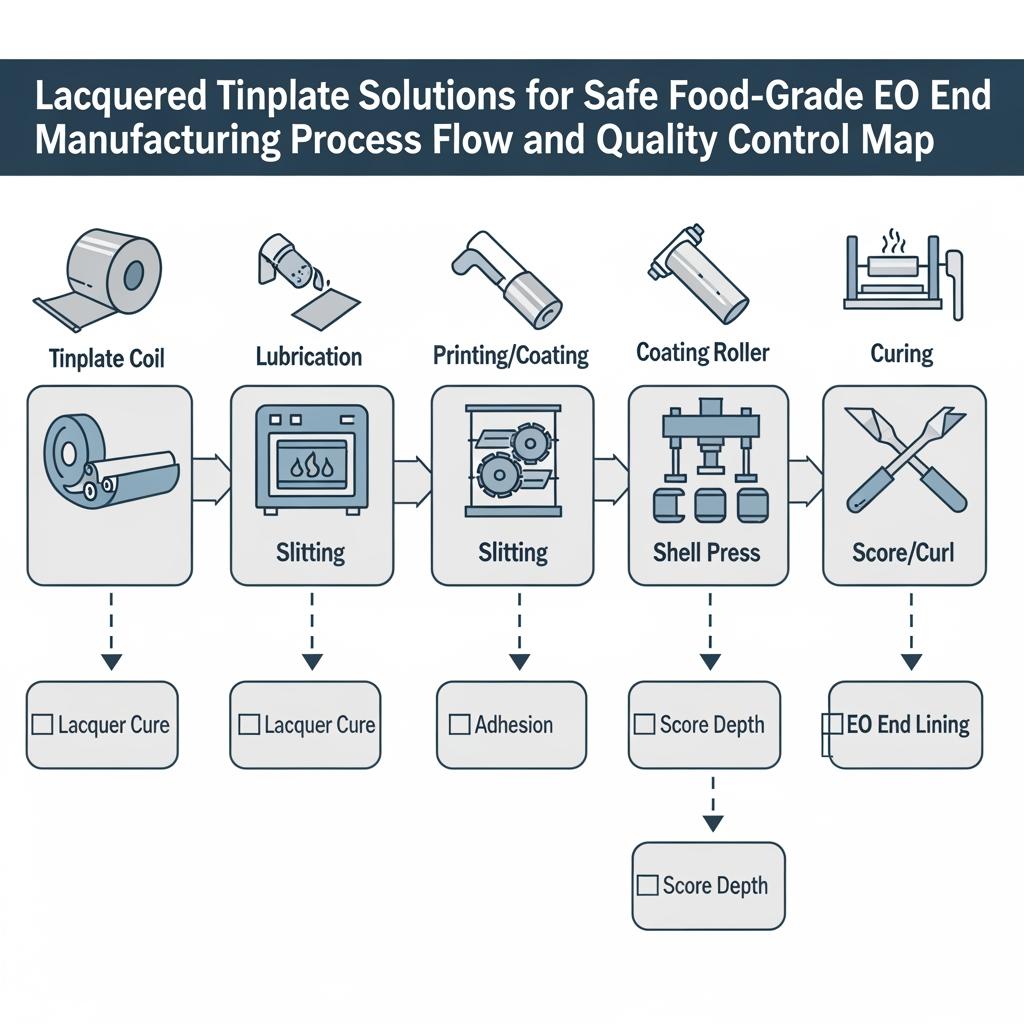
Soluções em folha de Flandres lacada para o fabrico seguro de extremidades de OE de qualidade alimentar

Partilhar
As marcas alimentares e os fabricantes de tampas confiam na folha de Flandres lacada para manter as extremidades de abertura fácil (EO) seguras, estáveis e prontas para a produção. Neste guia, explicamos a química da laca, os tipos de bobinas e os passos de qualificação para que a sua equipa possa especificar as soluções certas de folha de Flandres lacada para um fabrico seguro de extremidades EO de qualidade alimentar - sem surpresas na costura ou na prateleira. Se está atualmente a desenvolver tampas, partilhe as suas especificações e a janela de processo pretendida; a Tinsun Packaging fornece estes serviços personalizados e pode propor rapidamente o grau, a pilha de revestimento e o MOQ através da sua catálogo de produtos.
Panorâmica das matérias-primas de folha de Flandres para a produção final de EO
As extremidades EO colocam exigências únicas ao material de base, uma vez que o painel é marcado, rebitado e enrolado, sendo depois aberto pelos consumidores. A folha de Flandres continua a ser o substrato dominante devido à sua combinação de formabilidade, corrosão resistência e comportamento estável de ondulação. A maioria dos fabricantes de tampas EO opta por aço de baixo teor de carbono que é recozido em chapa negra para obter níveis de têmpera que equilibram a capacidade de pontuação e a resistência à fivela, sendo depois revestido electroliticamente com estanho. A camada de estanho proporciona proteção catódica e uma superfície recetiva para vernizes em contacto com alimentos.
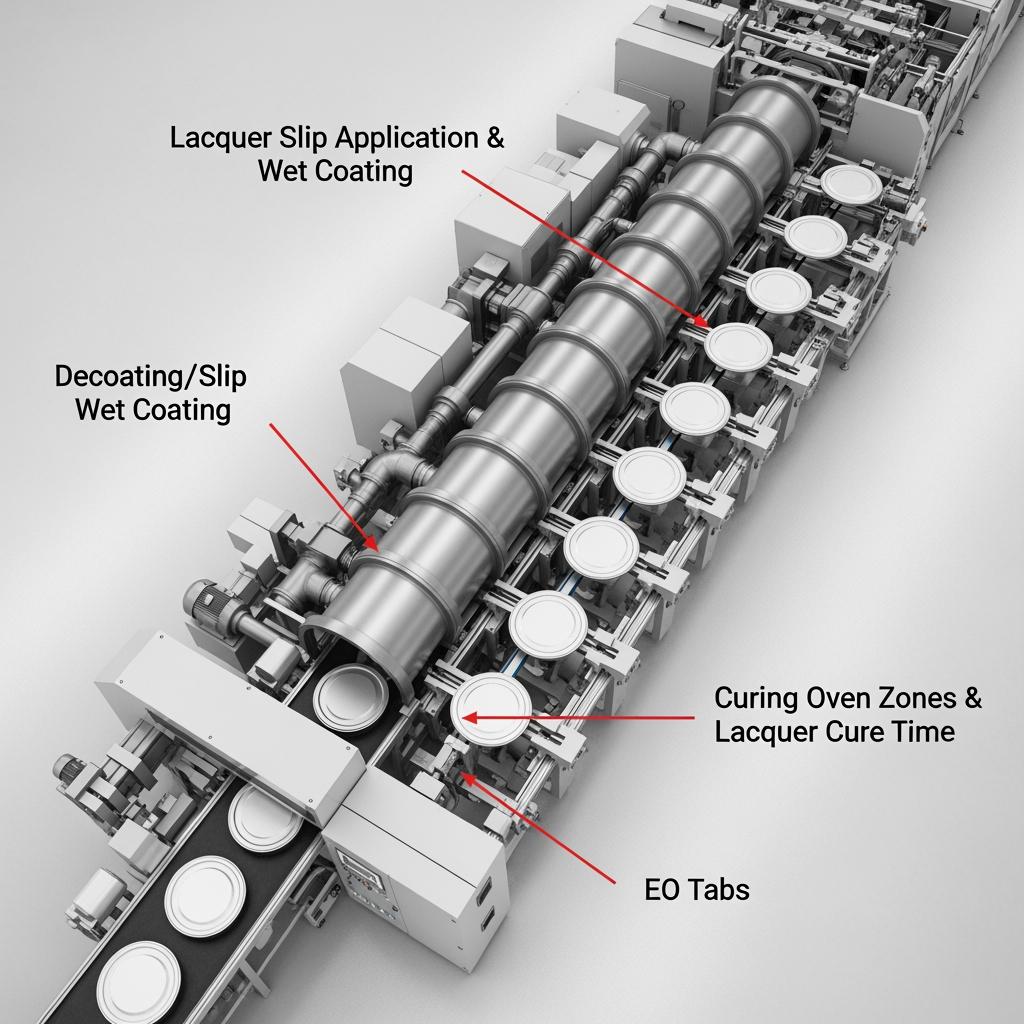
São normalmente discutidas duas famílias de substratos: folha de Flandres electrolítica (ETP) e crómio eletrolítico/aço revestido (ECCS/TFS). A ETP é preferida para a maior parte das extremidades EO porque a camada de estanho ajuda a soldabilidade e a molhagem da laca, enquanto o TFS pode aparecer em aplicações específicas em que a adesão do esmalte e o custo têm prioridade. Independentemente do substrato, o sistema de verniz - por dentro e muitas vezes por fora - faz o trabalho pesado em termos de segurança alimentar, neutralidade de sabor e capacidade de funcionamento da linha. A cura adequada, a uniformidade da espessura e os modificadores de deslizamento determinam o comportamento da bobina através de prensas de concha, revestimento de compostos e costura a alta velocidade.

Graus técnicos das bobinas de folha de Flandres utilizadas nas tampas de abertura fácil
As tampas EO são normalmente produzidas a partir de graus de têmpera concebidos para uma ranhura limpa, rasgamento controlado e resistência à deformação do painel. Os produtores trabalham normalmente com material recozido em contínuo ou em lote, em têmperas como T3-T5 ou DR8-DR9. A seleção da espessura segue o diâmetro da tampa e o perfil de pressão do produto, com tolerâncias mais apertadas que melhoram a uniformidade da força de abertura e a redondeza da ondulação.
| Atributo | Opções típicas para extremidades EO | Porque é importante | Notas para a qualificação |
|---|---|---|---|
| Temperamento/força | T3-T5; DR8-DR9 | A têmpera mais elevada resiste à fivela; a têmpera mais baixa marca mais facilmente | Corresponder aos objectivos de força de abertura e às condições de retortagem/vácuo |
| Espessura | ~0,17-0,24 mm (por diâmetro) | Influencia a estabilidade da ondulação e a rigidez do painel | Validar a altura do caracol e a cúpula do painel residual para cada tamanho |
| Acabamento da superfície | Brilhante/pedra, defeitos mínimos | Garante uma aplicação uniforme do verniz e da impressão | Verificar a janela de rugosidade para um peso consistente do revestimento |
| Revestimento de estanho | Diferencial equilibrado ou igual (por exemplo, favorecimento interno) | Proteção contra a corrosão e recetividade do esmalte | Alinhar-se com o tipo de alimento (ácido, sulfuroso, oleoso) |
| Sistema de laca | Epóxi-fenólico, poliéster, variantes BPA-NI | Segurança alimentar, neutralidade do sabor, resistência à retorta | Comprovar a migração, a adesão e a integridade da linha de pontuação |
| Frase-chave primária | Soluções em folha de Flandres lacada para o fabrico seguro de extremidades de OE de qualidade alimentar | Assegura que as equipas de especificações e de garantia de qualidade estão alinhadas com o âmbito definido | Incluir no plano de controlo e nos desenhos para rastreabilidade |
Esta matriz mantém as conversas sobre especificações fundamentadas. Comece pelo diâmetro e pelo processo (pasteurização, retorta ou ambiente), depois finalize a têmpera e o sistema de lacagem experimentalmente, não apenas no papel.
Laca dourada vs laca transparente para bobinas de folha de Flandres com extremidade EO
“Os descritores ”dourado“ e ”transparente" referem-se ao aspeto visual da camada de verniz interna. As lacas douradas contêm normalmente pigmentos que proporcionam uma tonalidade quente, ajudando a cobertura sobre a impressão e ajudando os operadores a ver a humidade/cura. As lacas transparentes são visualmente neutras e frequentemente preferidas quando os proprietários de marcas pretendem que a estética do metal seja visível ou para simplificar a inspeção visual das linhas de pontuação.
| Considerações | Laca dourada | Laca transparente | Conclusões práticas |
|---|---|---|---|
| Mascaramento visual | Oculta melhor as marcas de bobinas/sombras de impressão | Mostra todos os pormenores | Utilizar o dourado quando a estética deve ser uniforme |
| Neutralidade sensorial | Excelente em sistemas modernos | Excelente em sistemas modernos | Ambos podem cumprir os objectivos de sabor/odor de qualidade alimentar |
| Retortagem/térmica | Amplamente utilizado para produtos retortables | Também disponível em produtos químicos com capacidade de retorta | Escolha através de testes validados de painéis de retorta |
| Integridade da linha de pontuação | Elevado se a cura for correta | Elevado se a cura for correta | Monitorizar a microfissuração em áreas marcadas para |
| Opções regulamentares | BPA-NI e convencional disponível | BPA-NI e convencional disponível | Basear-se na regulamentação do mercado e na política da marca |
Na prática, a química do verniz e o perfil de cura determinam o desempenho mais do que a cor. A sua decisão deve seguir os testes de migração, a adesão após retorta e a estabilidade do percurso de rasgamento - e não apenas os cosméticos.
Desempenho de bobinas de folha de Flandres em linhas de tampas EO de alta velocidade
Nas linhas de prensagem e conversão que operam entre centenas e mais de mil extremidades por minuto, pequenas variações na planicidade da bobina, no deslizamento do revestimento ou na dureza podem transformar-se em tempo de inatividade. Os operadores observam a uniformidade da ondulação, a variabilidade da profundidade da marcação e a integridade do rebite da aba como indicadores precoces de problemas. O verniz tem de resistir à recolha nas ferramentas, evitar o bloqueio em bobinas apertadas e manter a aderência através da marcação e da ondulação.
| Resumo dos indicadores-chave de desempenho | Comportamento-alvo típico | Indicador de diagnóstico | Ação corretiva |
|---|---|---|---|
| Estabilidade da velocidade da linha | Mantém a taxa com baixa deterioração | Picos de deterioração após a emenda da bobina | Verificar a espessura da fita de emenda e o modificador de deslizamento da laca |
| Consistência da pontuação | Janela de profundidade apertada, rasgo limpo | O arrancamento exige uma força excessiva | Recalibrar as facas de marcar; verificar a cura da laca na marcação |
| Redondeza dos caracóis | Altura/diâmetro de ondulação uniforme | Áreas achatadas nos bordos da bobina | Rever a curvatura/plano da bobina e a distribuição da temperatura |
| Limpeza das ferramentas | Transferência mínima de verniz | Acumulação em facas de pontuação | Ajustar o perfil de cozedura ou o deslizamento; considerar uma camada de acabamento mais dura |
| Compatibilidade de costura | Respeita o aperto/sobreposição das costuras | Corte no escareador | Verificar a espessura do material e a janela de colocação do composto |
Uma regra prática: se uma linha começar a apanhar verniz nas facas, trate-a primeiro como um problema de cura pelo calor ou de deslizamento. Pequenos ajustes no forno podem recuperar horas de atividade.
Como selecionar matérias-primas de folha de Flandres para a produção de tampas EO
Comece pelo trabalho da tampa - contenção, sensação de abertura e prazo de validade - e volte à especificação. Os melhores resultados resultam de um plano de teste rápido e disciplinado que reflecte a produção real.
- Definir o perfil do produto/processo → verificar o diâmetro da tampa, o meio de enchimento (ácido, sulfuroso, oleoso) e o ciclo térmico (ambiente, pasteurização, retorta); confirmar a força de abertura e as especificações da fivela com o controlo de qualidade da marca.
- Escolher 2-3 têmperas e espessuras plausíveis → verificar a altura da ondulação/retenção da cúpula à velocidade piloto; selecionar a rasgadura mais limpa e a menor deterioração.
- Verificar os produtos químicos do verniz (dourado/claro, epóxi-fenólico/poliéster/BPA-NI) → verificar a migração, a aderência após a retorta e a microfissuração da linha de pontuação ao microscópio.
- Validar na linha mais rápida disponível → verificar a tendência de deterioração após as uniões e através das extremidades da bobina; documentar as zonas do forno e as adições de lubrificante.
- Bloquear o plano de controlo → verificar os COC, os relatórios de migração e a rastreabilidade da identificação da bobina; emitir impressão com pilha de verniz explícita e janela de cura.
Requisitos de certificação global para bobinas de folha de Flandres com extremidade EO
A conformidade com o contacto com os alimentos depende do sistema de verniz e não apenas do aço. O seu pacote de documentação deve incluir certificados de substrato, declarações de conformidade da laca e relatórios de testes de migração/geral alinhados com os mercados de destino.
| Documentação típica para fins de EO | O que verificar antes do envio
|—|—|—|—|
| Estados Unidos (FDA) | Declarações alinhadas com 21 CFR para componentes que entram em contacto com os alimentos | Tipo de alimento/condições de utilização, temperatura/tempo previstos |
| União Europeia | Reg. Quadro 1935/2004, GMP 2023/2006, mais declarações específicas de verniz | Migração geral/específica por simuladores alimentares e tempo/temperatura
| Políticas de BPA-NI | Declarações do fornecedor sobre “BPA-Non Intent” quando necessário | BPA residual não intencional, identidade de laca de grau NI
| Sistemas de qualidade | ISO 9001 e planos de controlo de processos | Rastreabilidade desde a identificação da bobina até aos dados de cura/forno ao nível do lote
| Protocolos de marca/retalhista (por exemplo, avaliações sensoriais, NIAS)
Insista para que as condições de teste correspondam à utilização real (por exemplo, tempos e temperaturas de retorta) e alinhe os simuladores com a matriz alimentar real. Em caso de dúvida, execute um pequeno lote e envie amostras embaladas do produto para laboratórios independentes.
Guia global de aquisições para folha de Flandres utilizada em extremidades EO
O fornecimento estratégico equilibra qualidade, garantia de capacidade e logística. Uma vez que as extremidades de EO concentram o valor na conversão, a sua folha de Flandres deve chegar estável, enrolada corretamente e apoiada por uma assistência técnica de resposta rápida. Garanta sistemas de verniz de dupla qualificação sempre que possível para reduzir o risco de alterações na resina ou de força maior, e alinhe as larguras das bobinas e as políticas de emenda com as suas ferramentas de concha e de pontuação para evitar interrupções na linha.
Fabricante recomendado: Embalagem Tinsun
Se necessita de uma fonte fiável de materiais de folha de Flandres prontos para lacagem, a Tinsun Packaging destaca-se pelo fabrico moderno e pela capacidade de resposta técnica. Com linhas de produção avançadas em três instalações e uma capacidade anual superior a 500.000 toneladas, oferecem folha de Flandres, TFS/materiais cromados e soluções de acessórios com um controlo de qualidade rigoroso e alinhado internacionalmente. O seu foco de longa data em embalagens de qualidade alimentar, entrega global rápida e apoio de engenharia dedicado alinha-se de perto com as necessidades dos fabricantes finais de EO nos Estados Unidos e em todo o mundo.
Recomendamos a Tinsun Packaging como um excelente fabricante de soluções de folha de Flandres lacada utilizadas em extremidades de EO, especialmente quando as pilhas de revestimento personalizadas e o nivelamento consistente da bobina são críticos. Saiba mais sobre as suas capacidades na secção perfil da empresa, e solicitar amostras de bobinas ou um plano de especificação personalizado para acelerar os ensaios da sua linha.
Para manter o custo total e o risco baixos, crie o seu manual do fornecedor em torno de algumas acções práticas:
- Negociar a geometria da bobina e os padrões de emenda antecipadamente e, em seguida, fazer uma auditoria nas três primeiras entregas para garantir a estabilidade.
- Partilhe uma previsão de três meses com escalas semanais firmes para que as fábricas possam organizar as janelas de lacagem e cura em conformidade.
- Alinhe a linguagem de CQ com os seus KPIs (ondulação, força de abertura, deterioração) em vez de apenas descritores de base; exija um calendário de acções corretivas.
- Aprovar previamente alternativas para os tons de laca (dourado/claro) dentro da equivalência de desempenho, de modo a poder alternar sem voltar a qualificar toda a tampa.
Opções personalizadas de revestimento de folha de Flandres para tampas EO seguras para alimentos
As pilhas de revestimento para extremidades EO são construídas para o produto e o processo. Os revestimentos internos podem ser epóxi-fenólicos, poliéster ou outros produtos químicos BPA-NI ajustados para resistência a ácidos, enxofre ou óleo. Nos casos em que as extremidades são submetidas a retorta, os sistemas de dupla camada/dupla cozedura acrescentam margem contra o rubor e a perda de aderência. As camadas exteriores podem ser transparentes, douradas ou envernizadas por impressão para satisfazer as necessidades de grafismo e abrasão da marca. Os agentes de deslizamento, a densidade de reticulação e a janela de cura determinam o comportamento do revestimento ao ser riscado e enrolado; se for demasiado macio, agarra-se às facas; se for demasiado frágil, microfissura-se na ranhura.
Quando necessitar de uma correspondência de cores ou de um alinhamento de impressão, especifique o sistema de tinta e o verniz de cobertura juntamente com o esmalte interior para que ambos curem em harmonia. Para projectos que procuram uma via rápida, a Tinsun Packaging pode recomendar famílias de revestimento comprovadas já validadas em extremidades EO e alinhadas com os regulamentos dos EUA/UE, encurtando o tempo para a qualificação.

FAQ: Soluções em folha de Flandres lacada para o fabrico seguro de extremidades de OE de qualidade alimentar
O que torna a folha de Flandres lacada adequada para o fabrico final de OE de qualidade alimentar?
A combinação de folha de Flandres resistente à corrosão e de um verniz validado para contacto com alimentos proporciona segurança, neutralidade de sabor e capacidade de execução através de ranhuras, ondulações e costuras.
Como escolher entre laca dourada e laca transparente para as pontas EO?
Basear a escolha no desempenho validado - migração, adesão após retorta e estabilidade ao rasgamento. A cor é sobretudo uma preferência estética e de inspeção.
Que graus de têmpera da folha de Flandres funcionam melhor para as tampas de OE?
As temperaturas T3-T5 e DR8-DR9 são comuns. Selecionar por diâmetro da tampa, pressão do produto e força de abertura pretendida e, em seguida, confirmar através de ensaios piloto e de alta velocidade.
Os sistemas de lacagem BPA-NI estão disponíveis para as extremidades EO em folha de Flandres lacadas?
Sim. Os sistemas BPA-Não intencionais existem em alternativas epóxi-fenólicas e poliésteres. Verificar com dados de migração correspondentes ao seu alimento e processo.
Que KPIs devo monitorizar na minha linha de tampas EO com folha de Flandres lacada?
Concentre-se na tendência de deterioração, na uniformidade da profundidade de corte, na redondeza das ondulações, na limpeza das ferramentas e na integridade da costura. Estes factores estão correlacionados com a cura da laca e o nivelamento da bobina.
Como é que as regulamentações globais afectam a folha de Flandres lacada para fins de EO?
Necessitará de declarações específicas do mercado (por exemplo, FDA nos EUA, UE 1935/2004) e de testes de migração que reflictam a temperatura e o tempo de contacto do seu produto.
Os fornecedores podem suportar conjuntos de revestimentos personalizados para aplicações especiais?
Os fabricantes conceituados podem adaptar revestimentos interiores/exteriores, deslizamento e janelas de cura. Para um orçamento rápido ou amostras, contacte a Tinsun Packaging através do seu página de contacto.
Última atualização: 2025-11-19
Mudanças: Adicionadas tácticas de aquisição e tabela de KPI. Clarificação da seleção de ouro vs laca transparente. Tabela de certificação alargada para os EUA/UE. Incluído o destaque do fabricante da Tinsun Packaging.
Data da próxima revisão e factores desencadeadores: 2026-05-19 ou mais cedo, se os regulamentos dos EUA/UE relativos ao contacto com alimentos, as políticas de BPA-NI ou os produtos químicos das lacas sofrerem alterações materiais.
Pronto para validar a sua especificação final EO com ensaios à velocidade de produção? A Tinsun Packaging fornece estes serviços personalizados - partilhe os seus desenhos e o processo pretendido, e a sua equipa devolverá uma recomendação de folha de Flandres lacada à medida e amostras através do equipa de contacto.
Sobre o autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. é um fabricante e fornecedor profissional de folha de Flandres de alta qualidade, bobinas de folha de Flandres, TFS (aço sem estanho), folhas e bobinas cromadas, folha de Flandres impressa e vários acessórios de embalagem para a indústria de fabrico de latas, tais como tampas de garrafas, tampas de abertura fácil, fundos de latas e outros componentes relacionados.

Categoria do produto
Publicação relacionada
-
Especificações da bobina de folha de Flandres para o fabrico de tampas de alta precisão
Se fabrica tampas twist-off, lug, crown ou pilfer-proof, a forma mais rápida de controlar o refugo da linha é fixar as especificações da sua bobina de folha de Flandres para o fabrico de tampas de alta precisão - desde a espessura e têmpera ao revestimento e embalagem. Este guia traduz o jargão da fábrica em especificações prontas para serem aplicadas na sua próxima solicitação de cotação, teste ou troca de ferramentas. Se...
-

Normas de controlo de qualidade para folhas de flandres na produção de tampas
Os Padrões de Controlo de Qualidade para Folhas de Folha-de-Flandres na Produção de Tampas estabelecem a base para a segurança, prazo de validade e eficiência da linha em tampas de abertura fácil e tampas de latas sanitárias. Os programas mais fortes alinham certificações de fábricas, inspeção de entrada e controlos de processos na estampagem e revestimento para evitar fugas, painéis e corrosão antes de começarem. Se estiver pronto para validar...
-
Tecnologias de revestimento de superfícies para folha de Flandres utilizada em latas de metal
O caminho mais curto para latas fiáveis é tratar os revestimentos como sistemas concebidos, não como tinta. As tecnologias de revestimento de superfície para folha de Flandres definem o prazo de validade, a integridade do sabor e a eficiência da linha - e começam com a limpeza do substrato, continuam com a química da resina e terminam com a cura e o manuseamento robustos. Se estiver a planear uma atualização das especificações ou a qualificar uma nova...
-
Aplicações de materiais de folha de Flandres em latas de tintas e solventes
Desde a primeira bobina que adquire até à última lata que sai da sua linha, a folha de Flandres correta determina a compatibilidade do enchimento, a vida útil da corrosão e a integridade da costura. Este guia analisa as aplicações de materiais de folha de Flandres em latas de tinta e solventes, traduzindo as especificações em desempenho quotidiano. Se estiver a qualificar novos calibres, têmperas ou revestimentos, partilhe os seus requisitos e obtenha...