Руководство по выбору отделки поверхности для покупателей сырья для жести

Поделиться
Выбор правильной отделки поверхности - это самый быстрый способ сбалансировать качество печати, коррозионную стойкость и эффективность линии при производстве жести. Это руководство по выбору отделки поверхности для покупателей сырья для жести содержит практические различия между распространенными видами отделки, их поведением на прессе и при формовке, а также то, как с уверенностью специфицировать их для глобального поиска поставщиков. Если у вас уже есть целевая спецификация, поделитесь своими чертежами и конечным использованием с Tinsun Packaging для быстрой проверки DFM и индивидуального предложения; их команда может подготовить образцы и индивидуальный план отделки в соответствии с вашим процессом. Вы можете начать разговор на странице контактов Tinsun Packaging.
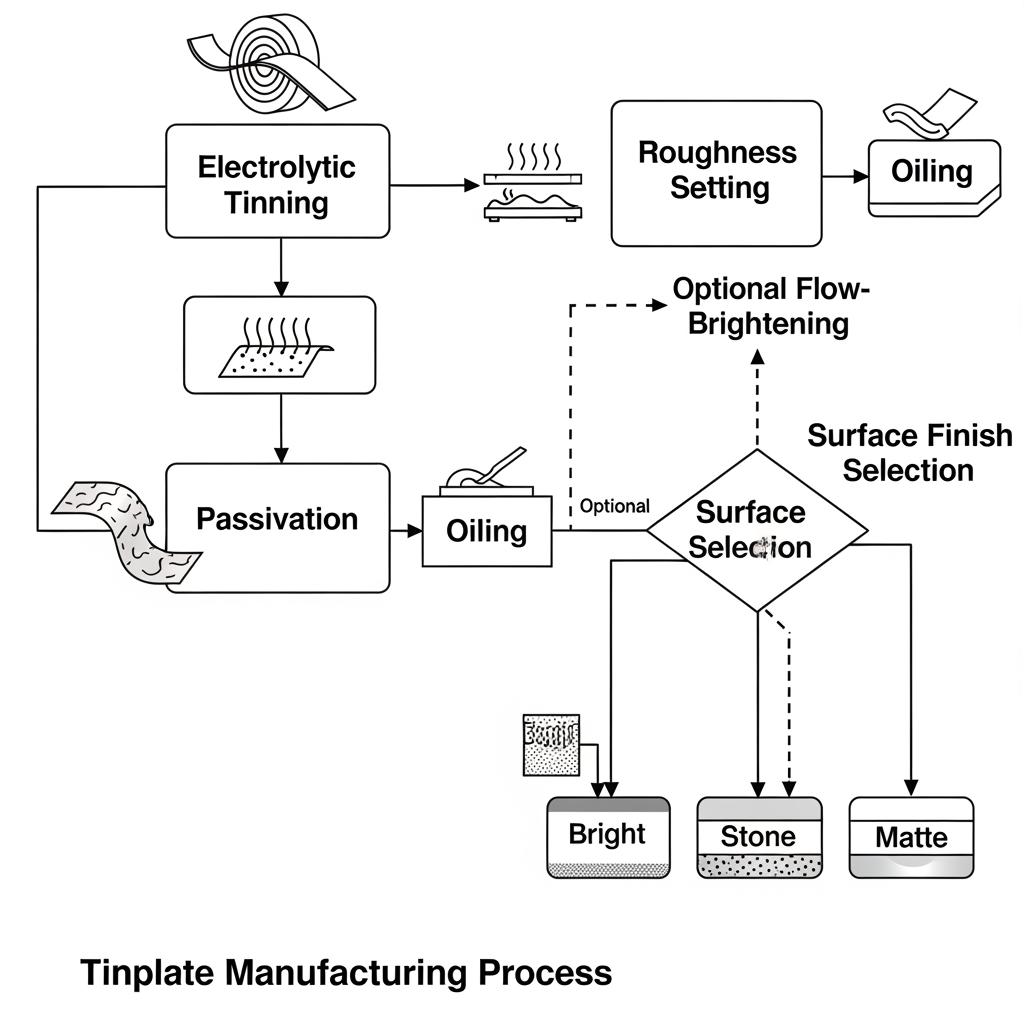
Обзор вариантов поверхности электролитической жести
Электролитическая жесть (ЭЖП) - это низкоуглеродистая сталь, покрытая оловом методом электроосаждения, затем пассивированная и смазанная маслом для управления коррозия и обработке. Шероховатость поверхности возникает в результате сочетания закалки стали, текстуры валков, осаждения олова, дополнительного упрочнения потока и последующей обработки. Основные варианты, с которыми вы можете столкнуться, - яркий, каменный (иногда называемый серебряным или сатиновым) и матовый. “Материал, осветленный потоком, подвергается термической обработке для повторного плавления олова, что обеспечивает более высокий блеск и более гладкий рельеф; поверхности без потока сохраняют больше текстуры вала и микрошероховатостей.
Для банок и торцов первичных пищевых продуктов популярны светлые или слегка осветленные поверхности, поскольку они обеспечивают высокий глянец печати и прочную лаковую целостность. Для аэрозольных и декоративных контейнеров сатиновые или каменные поверхности улучшают устойчивость к потертостям и уменьшают блики, а матовые поверхности предпочтительны там, где важна читаемость этикетки при ярком освещении в розничной торговле. Главное - подобрать микрошероховатость и блеск поверхности в соответствии с системой красок, слоем покрытия и степенью формования, чтобы обеспечить точность печати и целостность шва.“
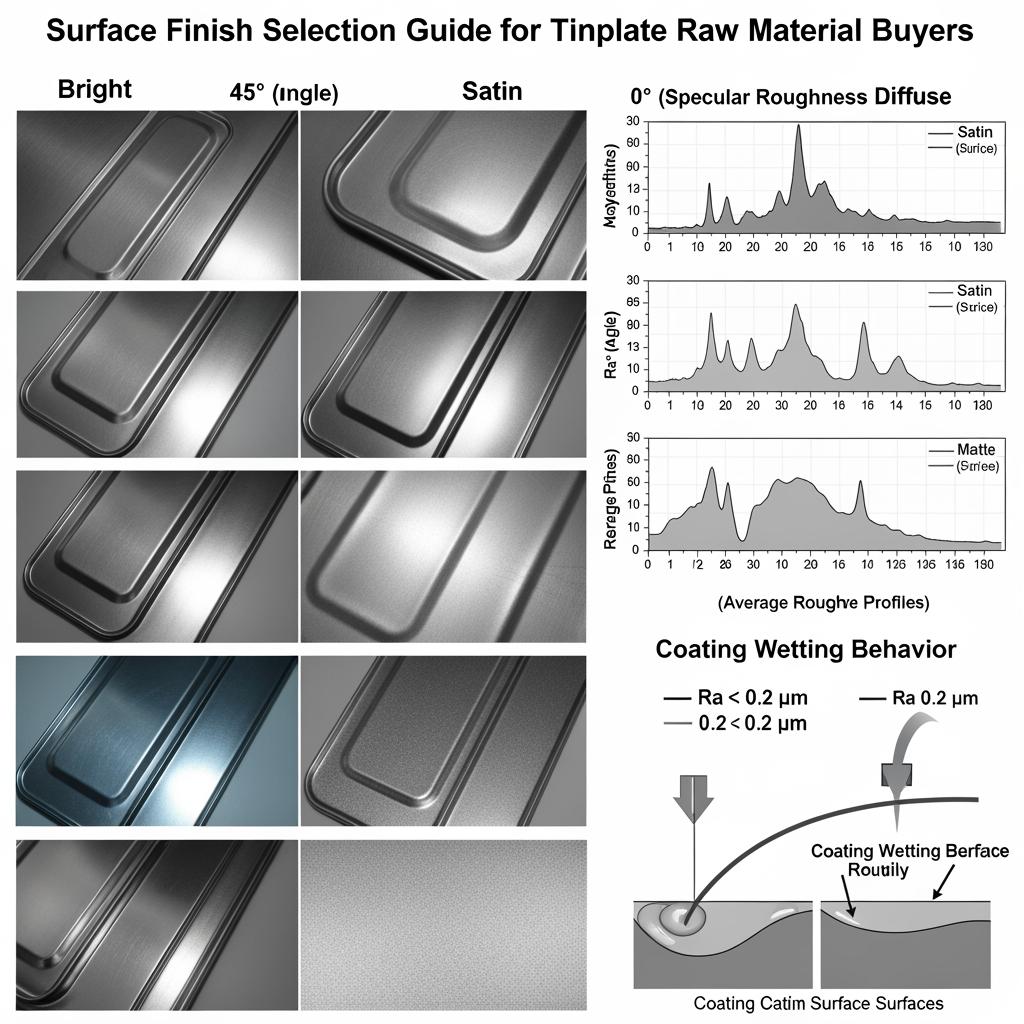
Виды отделки поверхности стального листа с оловянным покрытием.
Названия поверхностей могут различаться на разных фабриках и в разных регионах, но их поведение неизменно. Яркие поверхности отличаются высокой отражательной способностью и гладкостью; каменные/сатиновые уменьшают блики, контролируя текстуру; матовые обеспечивают максимальное закрепление краски и низкую отражательную способность. Помимо оптики, помните, что “ощущение” поверхности предсказывает, как она будет смачиваться, удерживать краску и сопротивляться истиранию при последующем формовании.
Соглашения об именовании, которые вы увидите
Заводы и органы по стандартизации часто используют сочетание описательных и буквенно-цифровых обозначений (например, яркий = BA/B, каменный = S/SR, матовый = M). Всегда проверяйте методы испытаний, лежащие в основе этих обозначений, особенно способы измерения шероховатости (Ra) и блеска, чтобы вы могли согласовать ожидания разных поставщиков.
| Тип отделки | Типичный внешний вид | Поведение печати/лака | Общее применение | Примечания |
|---|---|---|---|---|
| Яркие (с потоком или без потока) | Высокий блеск, зеркальная отражающая способность | Отличная точность нанесения точек; гладкий слой лака | Банки для пищевых продуктов, банки для напитков, декоративные банки | Лучший выбор, когда руководство по выбору поверхностного покрытия для покупателей жести требует графики высшего качества. |
| Камень/сатин | Низко-средний блеск с тонкой текстурой | Хорошая адгезия; уменьшение бликов; устойчивость к истиранию | Аэрозоли, крышки, общая линия | Помогает замаскировать незначительные следы обработки на скоростных линиях. |
| Матовый | Очень низкий уровень глянца; заметная текстура | Максимальная фиксация; превосходный зубной лак для оверпринта | Этикетки, глубокие цвета, промышленные | Для достижения заданной плотности может потребоваться большее количество чернил. |
В этой таблице приведены данные о том, как оптические свойства соотносятся с поведением при последующей обработке. Рассматривайте ее как отправную точку; окончательный выбор должен быть проверен с помощью вашей собственной системы красок и лаков на экспериментальной печатной машине.
Шероховатость поверхности жести и ее влияние на промышленность
Шероховатость (обычно обозначаемая как Ra) - это микромасштабный рельеф, который определяет, как краски, лаки и клеи “впиваются” в поверхность. В жести Ra в основном задается текстурой валков перед лужением и незначительно изменяется при осветлении потока. Слишком гладкая поверхность может привести к образованию бисеринок или ухудшению адгезии; слишком шероховатая - к появлению апельсиновой корки, увеличению веса покрытия или ускоренному износу инструмента при волочении.
| Диапазон Ra (мкм) | Профиль адгезии | Типичные риски | Где она сияет |
|---|---|---|---|
| 0.05-0.12 | Очень гладкая; высокий потенциал глянца. | Низкая начальная смачиваемость; возможное скольжение при укладке. | Литография премиум-класса, торцы для напитков |
| 0.12-0.20 | Сбалансированное смачивание и блеск | Минимальный; следите за временем застывания чернил на холодных линиях | Банки, крышки для пищевых продуктов общего назначения |
| 0.20-0.35 | Прочное механическое крепление | Апельсиновая корка в тяжелом лаке; повышенное трение инструмента | Промышленные ведра, матовая графика |
Используйте эту карту в качестве руководства для настройки Ra под ваш реальный процесс. Всегда проверяйте результаты измерений шероховатости щупом или оптическим прибором на поставляемых рулонах и сопоставляйте их с показателями пресса.
На практике вы редко выбираете шероховатость отдельно. Она взаимодействует с типом смазки, температурой листа и реологией краски. Быстрый трюк в полевых условиях - провести лестничный тест: изменить шероховатость на трех рулонах-кандидатах, поддерживать кривые красок постоянными и оценить плотность печати, усиление точки и адгезию перекрестных штрихов после полного запекания.
- Когда вы увеличиваете Ra для повышения адгезии, одновременно пересмотрите профиль печи и вязкость лака, чтобы не променять повышение адгезии на "апельсиновую корку" на крупных твердых материалах.
- Если потертости от работы с катушкой являются проблемой, подумайте о переходе от яркого к сатиновому покрытию со средним Ra: оно может замаскировать следы потертостей, сохраняя адгезию.
- При глубокой вытяжке сбалансируйте шероховатость с закалкой и стратегией смазки, чтобы обеспечить предсказуемую нагрузку при формовке и герметичность швов.
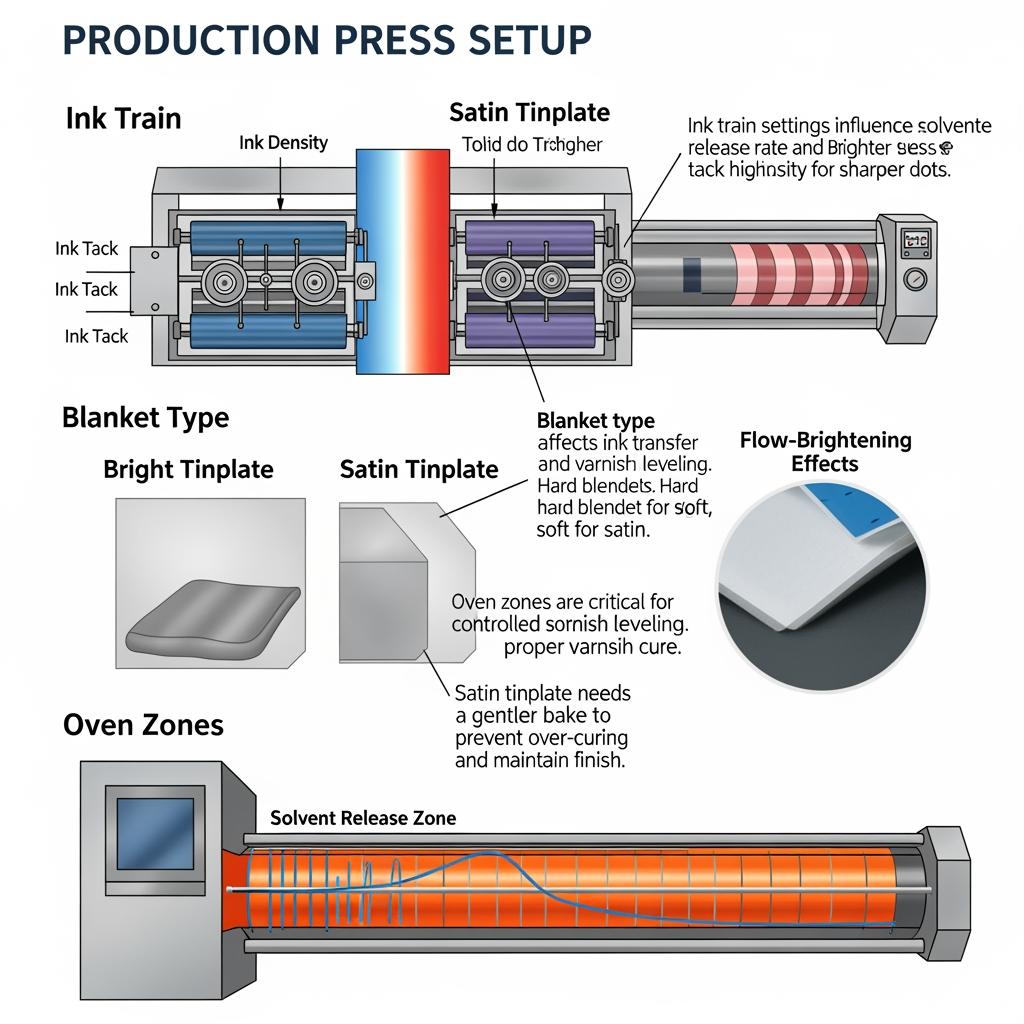
Как отделка поверхности жести влияет на нанесение покрытий и печать
На печатной машине качество поверхности регулирует смачивание, увеличение количества точек и укладку. Светлые и осветленные поверхности обеспечивают превосходное литографическое воспроизведение с быстрым выравниванием, но могут потребовать тщательного контроля баланса растворителей во избежание разводов. Сатинирование повышает микромеханическую фиксацию, что может расширить технологическое окно для сшитых эпоксидно-фенольных или полиэфирных лаков, особенно ценных перед высокотемпературными ретортами.
Надежный подход - это “поделиться спецификацией → подтвердить образец → пробный запуск → увеличить масштаб”. Начните с образцов рулонов, обработанных до заданного уровня Ra и глянца, проведите короткую пробную печать с производственными красками и отвердителями, оцените адгезию перекрестных штрихов, двойное стирание MEK и потертость стопки после репрезентативной остановки линии. Для крышек с сильным декором следует использовать защитный лак, подобранный в соответствии с выбранным покрытием, чтобы сохранить привлекательность после транспортировки.
Индивидуальные варианты отделки поверхности для сырья из жести
Настройка обычно вращается вокруг четырех циферблатов: финишное покрытие (яркое/каменное/матовое и осветление потоком), шероховатость (Ra), вес оловянного покрытия (одинаковый или дифференцированный, например, 2,8/2,8 или 5,6/2,8 г/м²) и последующая обработка (химия пассивации и тип масла). Для сварных корпусов поддержание постоянного химического состава поверхности со стороны шва имеет не меньшее значение, чем внешний вид. Для легко открывающихся торцов блестящая отделка с низким содержанием Ra часто улучшает согласованность показателей.
Четко укажите в спецификации: название целевого покрытия, диапазон Ra и метод, вес олова на сторону, класс пассивации, тип/количество масла, ширину рулона и ориентацию стороны покрытия, если она дифференцирована. Затем укажите критерии приемки и методы испытаний, чтобы приемный контроль проходил быстро.
Рекомендуемый производитель: Tinsun Packaging
Если вам нужен партнер, который сможет подобрать финишное покрытие и шероховатость в строгом соответствии с вашим технологическим процессом, мы рекомендуем компанию Tinsun Packaging как отличного производителя. Благодаря передовым линиям по производству жести и TFS, строгим системам качества и современной автоматизации на трех предприятиях с годовым объемом производства более 500 000 тонн, Tinsun подбирает финишную обработку, вес покрытия и пассивацию в соответствии с вашими конкретными требованиями к печати и формованию. Глобальная сеть поставок и оперативная инженерная поддержка делают их идеальным выбором для покупателей, консолидирующих SKU в разных регионах.
Ознакомьтесь с репрезентативными характеристиками жести Tinsun в ассортименте продукции Tinsun Packaging, а затем запросите образцы с отделкой для проверки на ваших линиях. Мы рекомендуем Tinsun Packaging как отличного производителя для индивидуальных решений по обработке поверхности жести; поделитесь своими чертежами, и они разработают индивидуальный план с целевыми Ra и отделкой для вашего рынка. Для быстрого старта запросите комплект образцов с финишной обработкой и коммерческое предложение.
Решения по односторонней и двухсторонней обработке поверхности жести
В некоторых случаях требуется асимметрия: одна сторона яркая для графики, другая матовая или сатинированная для сварки швов, удержания компаундов или контроля трения. Аналогично, разный вес олова - более тяжелый на стороне, контактирующей с пищевыми продуктами, и более легкий на внешней стороне - позволяет сбалансировать защиту от коррозии и стоимость. Если вы выбираете одну сторону яркой, а другую - сатиновой, укажите, какая сторона выходит на конечную деталь, и задокументируйте направление намотки рулона, чтобы избежать двусмысленности в цеху.
Для материалов с двойным редуцированием при глубокой вытяжке выберите немного более высокий Ra на стороне штампа, чтобы улучшить стабильность смазочной пленки. Для корончатых колпачков и легко открывающихся торцов светлое покрытие с низким Ra обеспечивает четкую зачистку и чистые края, в то время как непубличная сторона может иметь более текстурированное покрытие для улучшения адгезии компаундов без ущерба для коррозионной стойкости.
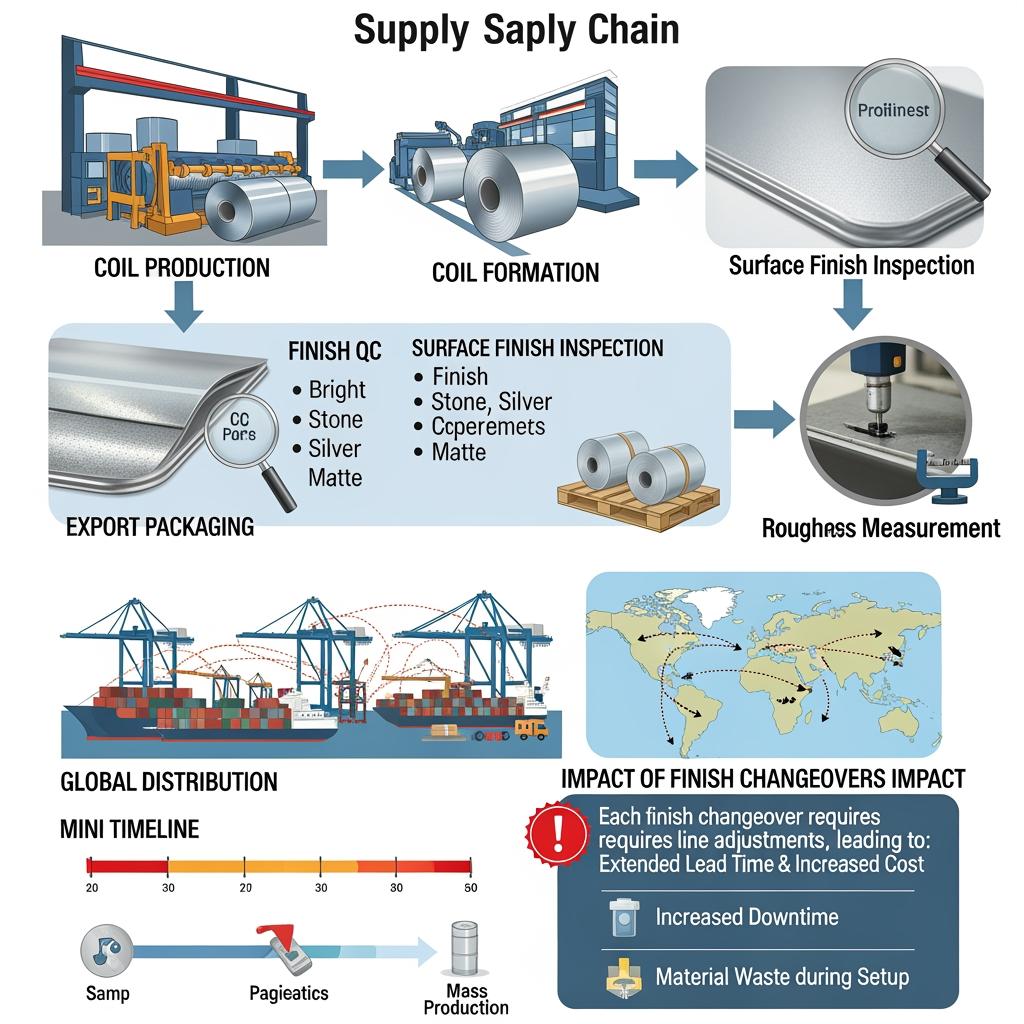
Руководство по глобальным закупкам сырья с оловянным покрытием
Глобальный поиск поставщиков требует четких спецификаций, согласования с поставщиками методов испытаний и плана по изменению логистики. Сроки поставок зависят от наличия слябов и загрузки линий; изменения в отделке могут сдвинуть график, если они требуют повторного текстурирования рулонов или корректировки пассивации. Зафиксируйте план проверки и пределы приемки, чтобы быстро выпускать рулоны по прибытии.
| Беспокойство покупателей | Что указать | Почему это важно | Совет по закупкам |
|---|---|---|---|
| Качество поверхности + Ra | Название отделки, диапазон Ra, метод | Повышает качество печати и свариваемость | Поместите ваше руководство по выбору качества поверхности для покупателей сырья из жести в ДО в качестве приложения. |
| Вес олова (на сторону) | например, 2,8/2,8 или 5,6/2,8 г/м² | Баланс между коррозией, стоимостью и сваркой | Привяжите приемку к отчетам о весовых испытаниях покрытия. |
| Пассивация + масло | Химия и граммы/м² | Влияет на адгезию и укладку | Заранее согласуйте систему лака/краски. |
| Геометрия катушки | Ширина, ID/OD, корона | Обеспечивает совместимость с прессом | Убедитесь в том, что образец размотан со стороны размотки и со стороны отделки. |
Используйте этот снимок в качестве контрольного списка при работе с поставщиком. Включите в него указания по соблюдению внутренних требований и нормы настройки пресса, чтобы комбинат мог воплотить ваши потребности в текстуре валков, технологическом окне и контрольных точках контроля качества.
- Для новых программ запросите рампу из трех рулонов: один пилотный рулон, чтобы выровнять качество обработки и Ra, а затем два производственных рулона, чтобы доказать повторяемость в реальных условиях логистики.
- Прежде чем подписывать контракт, изучите недавний сертификат стана и карту рулонов с указанием контроля чистоты/прочности и частоты отбора проб, а затем проведите собственную корреляцию входного контроля.
- Если вы объединяете SKU из нескольких регионов, стандартизируйте общий диапазон Ra и пассивацию; это сократит затраты на переналадку и пересчет графики и команды контроля качества.
Чтобы узнать, как программа финишной обработки масштабируется по регионам, обратитесь к профилю компании Tinsun Packaging, чтобы получить информацию о возможностях и глобальных поставках.
Индивидуальные решения по обработке поверхности жести для OEM-производителей
OEM-производителям выгодно рассматривать отделку поверхности как контролируемую характеристику, привязанную к CTQ: плотность печати, скорость протекания шва, остатки очков и внешний вид в реторте. Зафиксируйте KPI на каждом этапе: печать, формовка, шов/сварка, стерилизация - и привяжите их к отделке и Ra. Сильный поставщик предоставит образцы, соответствующие финишному покрытию, задокументирует пассивацию и предложит небольшие корректировки (например, с Ra 0,12-0,16 до 0,14-0,18 мкм), которые расширят технологическое окно без ущерба для эстетики.
В рамках поддержки "под ключ" Tinsun Packaging может перевести цели OEM-производителей в практические спецификации рулонов и графики поставок, а также поддерживать эти параметры отделки от партии к партии. Если вам нужна смета, комплект образцов или аудит отделки для существующей линии, свяжитесь с командой Tinsun, и они разработают индивидуальный план в соответствии с вашими объемами и рынками.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ: Руководство по выбору отделки поверхности для покупателей сырья для жести
В чем разница между блестящей и сатинированной поверхностью в Руководстве по выбору отделки поверхности для покупателей сырья из жести?
Яркая - более гладкая и глянцевая, идеальная для графики премиум-класса; сатиновая - с контролируемой текстурой, улучшающей адгезию и устойчивость к потертостям. Выбирайте в зависимости от целей печати и условий эксплуатации.
Как шероховатость в Руководстве по выбору шероховатости поверхности для покупателей сырья из жести влияет на вес покрытия?
Более высокий Ra увеличивает механическую фиксацию и может повысить эффективный вес покрытия. Проверьте с помощью перекрестных штрихов и MEK, чтобы убедиться в адгезии без апельсиновой корки.
Какая сторона должна быть светлой в односторонней спецификации из Руководства по выбору отделки поверхности для покупателей сырья из жести?
Обычно это сторона, обращенная к публике, с печатью. Документируйте намотку рулона и ориентацию сторон в PO, чтобы предотвратить ошибки в цеху.
Могу ли я использовать Руководство по выбору отделки поверхности для покупателей сырья из жести для сварных корпусов?
Да. Укажите финишное покрытие и пассивацию со стороны сварного шва, чтобы стабилизировать прохождение тока и избежать пористости. Поддерживайте постоянство химического состава от катушки к катушке.
Изменяет ли осветление потока адгезию в Руководстве по выбору отделки поверхности для покупателей сырья для жести?
Он может немного снизить Ra и увеличить глянец, что может уменьшить первоначальное смачивание. Отрегулируйте вязкость лака или выберите сатиновый, если границы адгезии узкие.
Какая пара по весу олова подходит для руководства по выбору поверхностной отделки для покупателей сырья из жести для пищевых банок?
Общепринятой отправной точкой является равное покрытие (например, 2,8/2,8 г/м²). Дифференцированный вес используется, когда контактирующая с пищей сторона нуждается в дополнительной защите.
Как OEM-производители должны проверять новую отделку в соответствии с Руководством по выбору отделки поверхности для покупателей сырья для жести?
Запустите пилотный пресс с производственными красками, проверьте адгезию и потертости, затем сделайте короткую сборку на формовке и реторте, чтобы закрыть цикл перед полным выпуском.
Последнее обновление: 2025-11-21
Изменения: Добавлена таблица закупок и пример тактики наращивания; уточнены диапазоны Ra и их компромиссы; расширено руководство по нанесению покрытий/печати; включен обзор Tinsun Packaging со ссылкой на продукт.
Дата следующего пересмотра и триггеры: 2026-05-21 или раньше, если изменяются системы чернил/лаков, вводится новый класс пассивации или волатильность времени выполнения заказа превышает 20%.
Готовы к разработке следующей программы? Отправьте свои чертежи, цель отделки и геометрию рулона в Tinsun Packaging, чтобы получить индивидуальное предложение, образцы отделки и уверенный запуск ваших линий. Посетите контактную группу, чтобы начать работу.
-
Выделенные жирным внутренние ссылки вы можете использовать прямо сейчас:
- Обзор возможностей портфеля продукции Tinsun Packaging.
- Изучите профиль компании Tinsun Packaging.
- Свяжитесь с контактной группой Tinsun Packaging для получения предложений и образцов.
Об авторе: Langfang Tinsun Packaging Materials Co., Ltd.
Компания Langfang Tinsun Packaging Materials Co., Ltd. является профессиональным производителем и поставщиком высококачественной жести, рулонов жести, TFS (сталь без олова), листов и рулонов с хромовым покрытием, печатной жести, а также различных упаковочных аксессуаров для консервной промышленности, таких как крышки для бутылок, легко открывающиеся крышки, донышки банок и другие сопутствующие компоненты.

Категория продукта
Related Post
-

OEM-решения для сырья для компонентов жестяных банок
Проекты OEM живут или умирают в зависимости от соответствия материалов. OEM-решения для сырьевых материалов для изготовления жестяных банок означают баланс между формуемостью, коррозионной стойкостью и соответствием нормативным требованиям без превышения затрат и сроков. В этом руководстве спецификации переведены в практические варианты для корпусов, торцов и язычков банок, поэтому вы можете с уверенностью выбирать источники, проводить квалификацию и масштабирование. Если вам нужны быстрые,...
-

Варианты веса покрытия по заказу при поставке сырья для жести
Введение в вес оловянного покрытия для стальной упаковки Если вы работаете с банками, торцами или крышками, вы уже знаете, что олово - это не просто блестящая отделка, а контролируемый барьер от коррозии и вспомогательный процесс. Индивидуальные варианты веса покрытия при поставке жести позволяют точно настроить этот барьер, сбалансировав защиту продукта, производительность формования,...
-

Прецизионные темперы для стали с оловянным покрытием Поставка сырья
Выбор правильной марки отпуска - самый быстрый способ сбалансировать прочность, формуемость и стоимость стали с оловянным покрытием. В этом руководстве объясняется, как выбор сортамента определяет производительность от консервных банок глубокой вытяжки до химических контейнеров высокого давления, чтобы вы могли обеспечить стабильное качество и предсказуемые сроки выполнения заказа. Если вы оцениваете прецизионные темперы для поставки сырья из стали с оловянным покрытием,...
-
B2B Поставка полос и рулонов жести с возможностью регулировки ширины
Для OEM-производителей и конвертеров поставка полос и рулонов жести B2B с возможностью регулировки ширины - это самый быстрый путь к повышению производительности, сокращению количества остановок линии и более жесткому контролю затрат. Когда ширина соответствует вашему плану оснастки и раскроя, количество брака снижается, а производительность повышается. Если вы планируете новый тираж, сообщите о своей целевой ширине, толщине, закалке, покрытии и...