Стальные решения OEM из жести для производителей металлических контейнеров

Поделиться
Если вы производите металлические банки в больших масштабах, то самый быстрый путь к стабильному качеству и снижению общих затрат - это сочетание жестких спецификаций с надежными решениями OEM по жести для производителей металлической тары. В этом руководстве вы найдете точные переменные, которые необходимо зафиксировать, методы испытаний, которые имеют значение, и варианты цепочек поставок, которые обеспечивают бесперебойную работу линий. Если у вас уже есть целевая спецификация, поделитесь ею сейчас и получите индивидуальное предложение и план отбора образцов от Tinsun Packaging на странице контактов, чтобы ускорить вашу следующую покупку.
Индивидуальные листы электролитической жести для производства аэрозольных баллончиков
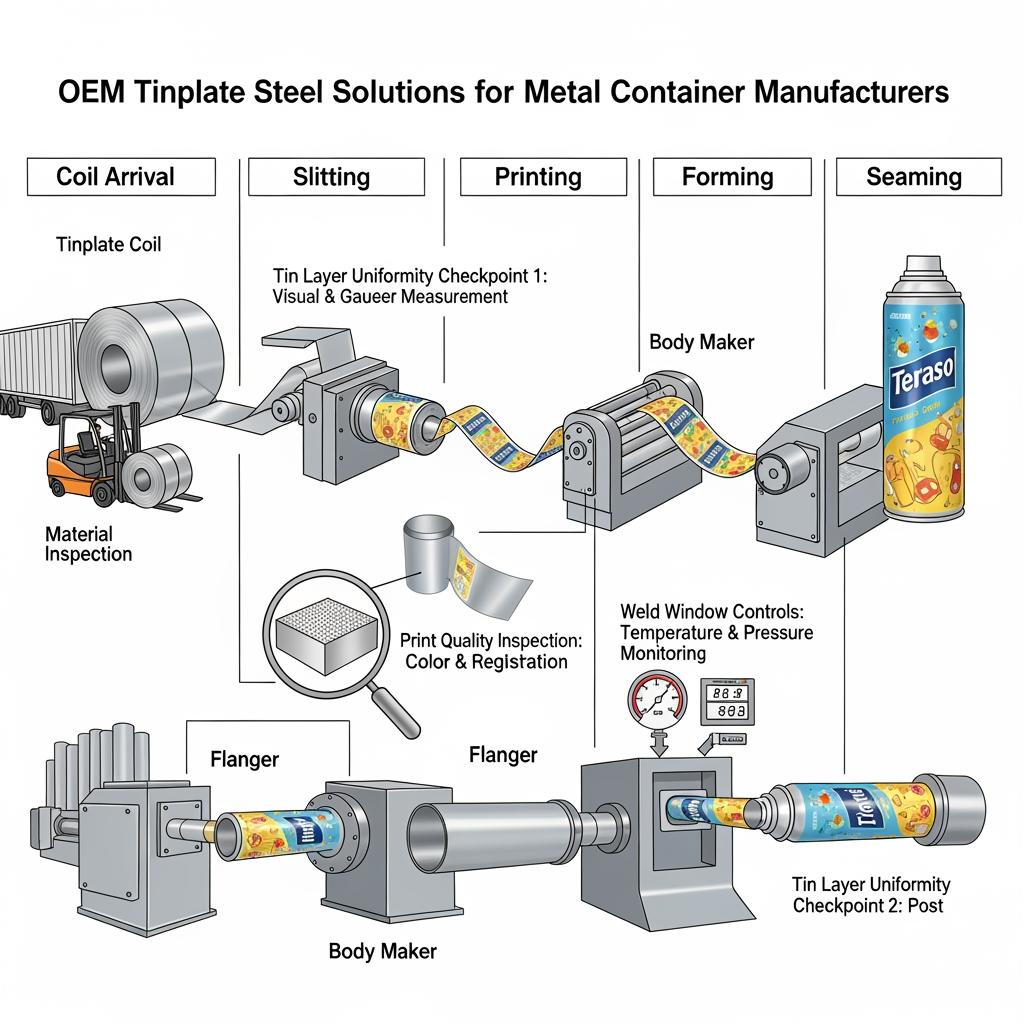
Аэрозольные баллончики преуспевают или терпят неудачу благодаря способности к глубокой вытяжке, чистоте сварки и совместимости с лаком. Для корпусов и куполов равномерность слоя электроосажденного олова, отпуск стали и пассивация (часто с химической обработкой) определяют эти результаты. Обычно для изготовления корпусов аэрозолей используется сталь с качеством волочения (например, T2-T4 или DR8 для снижения веса), в сочетании с блестящей или каменной отделкой для обеспечения стабильности сварки швов. Для куполов и конусов приоритет отдается удлинению и равномерной толщине по всей катушке от края до центра, поскольку локальное истончение в первую очередь проявляется на стенке патрона во время куполообразования.
Начните с определения геометрии банки, коэффициента вытяжки и типа шва, затем выберите толщину листа и температуру, чтобы обеспечить безопасное окно формования. Укажите вес оловянного покрытия симметрично (например, 2,8/2,8 или 5,6/5,6 г/м² в эквиваленте), если системы внутреннего и внешнего лакирования одинаковы; рассмотрите возможность асимметрии, если химическое воздействие отличается. Добавьте точную ширину щелей катушки, предельные отклонения и заусенцы, тип и дозу масла, а также класс пассивации, чтобы сварка и смачивание лаком оставались предсказуемыми.
Спецификации стали с оловянным покрытием для металлических контейнеров пищевого назначения
Контактирующие с пищевыми продуктами банки должны обеспечивать баланс между чистотой металла, адгезией лака и коррозия стойкость через реторту. Начните с температуры основы, достаточной для целостности двойного шва, но достаточно мягкой, чтобы избежать образования панелей. Определите пассивацию, промасливание и финишную обработку поверхности для последовательного нанесения покрытия. Укажите семейство лаков (эпоксидно-фенольные, альтернативы BPA-NI и т. д.) и условия реторты, чтобы поставщик мог рекомендовать совместимый вес пассивирующего и оловянного покрытия.
При составлении спецификации на закупку установите “проверяемые” пределы: допуск по толщине, вес покрытия (на сторону), микротвердость или отпуск, качество поверхности, остаточное масло и отсутствие дефектов (ям, царапин). Для продуктов с высоким содержанием белка или серосодержащих начинок (например, тунца, корма для домашних животных) подберите подходящий лак с достаточной массой олова, чтобы избежать окрашивания сульфидами.
| Атрибут | Типовые варианты | Назначение | Примечания |
|---|---|---|---|
| Температура субстрата | T2-T4, DR7-DR9 | Формоустойчивость в сравнении с жесткостью | Сопоставьте, чтобы прорисовать глубину и риски на панелях. |
| Толщина (мм) | 0.14-0.32 | Прочность и вес | Карта для определения размера банки и нагрузки на нее. |
| Оловянное покрытие (г/м²/сторона) | 2.8, 5.6, 8.4 | Коррозионный запас | Более тяжелые для агрессивных пломб/реторт. |
| Отделка поверхности | Яркий, каменный, матовый | Свариваемость, печать | Выберите для швов и графики. |
| Пассивация | Общие химические классы | Адгезия лака | Должен соответствовать химическому составу лака. |
| Масло | DOS/ATBC/другие | Царапины, помощь при печати | Укажите дозу и тип. |
Этот снимок помогает межфункциональным группам согласовать “единый источник истины” для характеристик банок. Используйте его в качестве отправной точки, а затем проведите испытания с конкретным лаком и профилем реторты, чтобы окончательно определить пределы.
Глобальные стандарты для листового металла с покрытием из олова в упаковке
Покупатели ссылаются на общеизвестные нормы, чтобы обеспечить соответствие спецификаций международным стандартам. Часто упоминаются европейские стандарты упаковочной стали для электролитической жести, американские стандарты, регулирующие измерение веса и характеристик оловянного покрытия, и японские обозначения JIS, которые согласуют температуру и толщину с использованием упаковки. Ключевым моментом является не сам буквенный код, а то, как вы переведете его положения в свой внутренний чертеж и план качества.
Зафиксируйте в контракте три момента: стандарт и редакцию, на которую вы ссылаетесь; любые отклонения (например, более жесткие допуски по толщине или специальные окна шероховатости); и приемочные испытания, которые вы будете проводить при получении товара. И наконец, задокументируйте испытания на реторту, шов и истирание, которые проводятся после нанесения покрытия - они не всегда отражены в нормах, ориентированных на сталь, но определяют реальный результат.
Варианты толщины и покрытия жести для индивидуальных применений
Правильный выбор толщины и массы олова - самый надежный способ сбалансировать стоимость и долговечность. Более тонкие покрытия снижают вес изделия, но требуют более высокой закалки и более жесткого контроля процесса; более тяжелые оловянные покрытия обеспечивают жертвенную защиту, но могут влиять на тепловое воздействие на сварку и отверждение лака.
| Приложение | Диапазон толщины (мм) | Оловянное покрытие (г/м²/сторона) | Отделка | Руководство | Особое примечание |
|---|---|---|---|---|---|
| Аэрозольные тела | 0.17-0.25 | 2.8-5.6 | Камень/яркость | Приоритет - формуемость, сварочное окно. | Включите “OEM решения из жести для производителей металлических контейнеров” во внутренние примечания к RFQ для согласования. |
| Круглые банки для пищевых продуктов | 0.16-0.28 | 2.8-8.4 | Яркий/матовый | Соедините с наполнителем pH и ретортой. | Более тяжелое олово для продуктов, содержащих серу. |
| Общая линия (краска/масло) | 0.18-0.32 | 2.8-5.6 | Яркий | Сосредоточьтесь на устойчивости к царапинам и сколам. | Рассмотрите более жесткие темперы для укладки. |
| Торцы/крышки | 0.18-0.28 | 2.8-5.6 | Яркий | Контролируйте пряжку, счет и скручивание. | Укажите последовательность подсчета очков. |
Используйте эту таблицу для предварительного отбора вариантов, а затем подтвердите их опытным путем на реальной оснастке. При смене калибра проверьте толщину шва, наличие морщин, смятие, смятие и нарушение укладки.
Испытания на коррозионную стойкость стальных изделий с оловянным покрытием
Коррозионные характеристики - это свойство системы: сталь, слой олова, пассивация, лак и упакованный продукт. Чтобы снизить риск, сочетайте лабораторные испытания с симуляцией эксплуатации. Соляной туман дает представление о направлении, но испытания на упаковку и реторта гораздо более предсказуемы для пищевых банок. Для аэрозолей добавьте шкафы влажности и испытания штабелей “кольцевой ржавчины” для оценки условий на складе.
| Тест | Назначение | Типичный экран | Практическая подсказка для принятия |
|---|---|---|---|
| Воздействие соляного тумана | Быстрый экран воздействия на основной металл | 24-72 часа без ржавчины на срезе | Используйте как сравнительный показатель; не указывайте слишком много абсолютных часов. |
| Шкаф для измерения влажности (например, 95% RH) | Риск ржавчины на складе/транспорте | 48-168 часов без пятен на лицевой стороне панели | Сосредоточьтесь на рейтинге и распространении пятен, а не только на времени. |
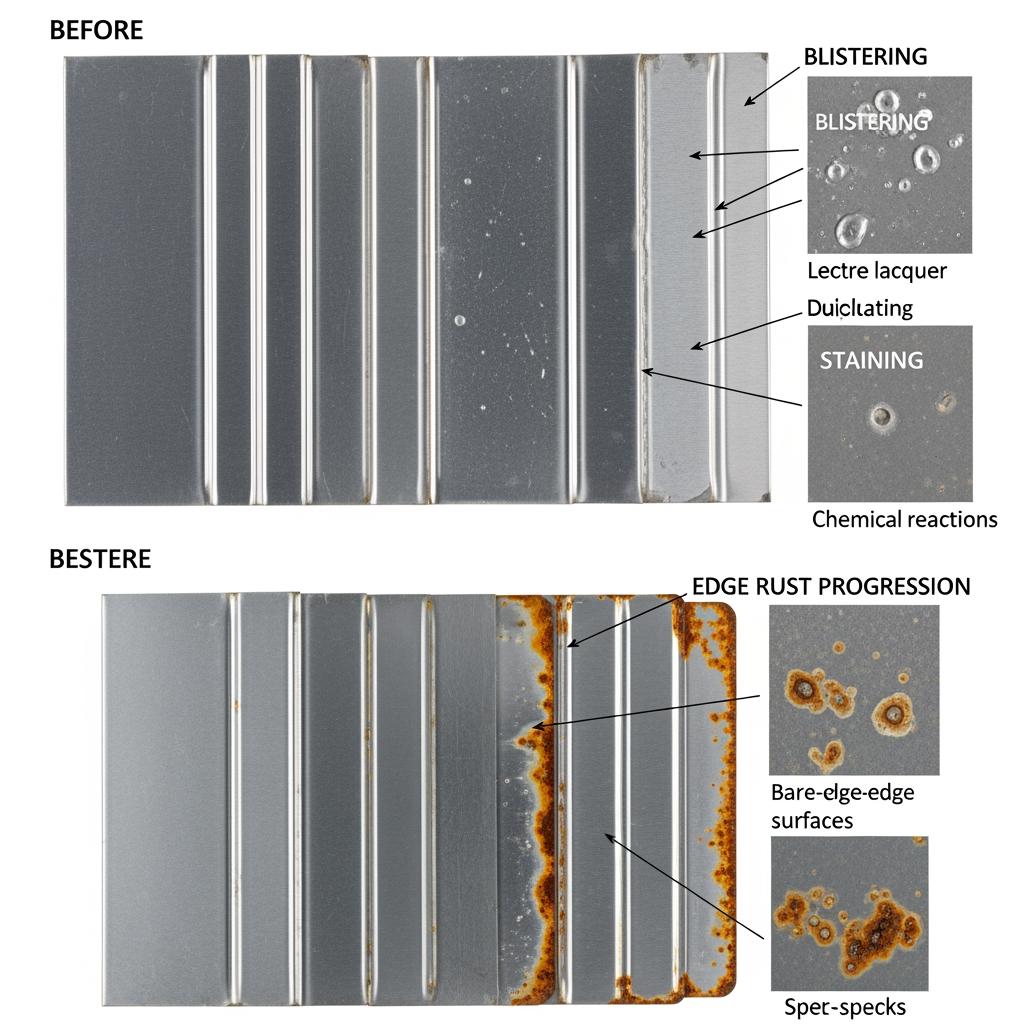
| Реторт-упаковка с целевым лаком | Валидация при контакте с пищевыми продуктами | Соответствие времени/температуры вашему процессу | Волдырей нет; адгезия ≥ целевой; сульфидное окрашивание отсутствует. |
| Испытание стека “кольцевая ржавчина” | Моделирование краев катушки и упаковки | 7-14 дней в стопке с бумажными прослойками | Края чистые, без коррозии и пятен от оттиска. |
Эти экраны позволяют выявить большинство ранних отказов до того, как вы перейдете на полный цикл производства. Всегда проверяйте поведение кромки, потому что кромки подвергаются самым суровым условиям при хранении и распространении.
Решения по цепочке поставок жести для глобальных OEM-клиентов
Для глобальных программ критически важными переменными являются стабильное время выполнения заказа, постоянная геометрия рулонов и документация, которая сопровождает материал. Согласуйте минимальное количество заказа с макетами прорезей и печати; определите ID/OD рулона и максимальную массу для разматывателя; зафиксируйте упаковку и чередование в соответствии с профилем влажности на вашем предприятии. При морских перевозках предусмотрите запас на случай таможенного контроля и сезонной влажности; при региональных грузоперевозках укажите подстилку, чтобы избежать повреждения колец.
- Резервируйте места на стане на три-шесть месяцев вперед на случай сезонных пиков и согласовывайте ширину рулонов с производительностью продольной резки, чтобы минимизировать количество брака.
- Используйте принцип “поделиться спецификацией → подтвердить обратный образец → пилотный запуск → увеличить масштаб”, чтобы свести риск к первым двум партиям, сохранив при этом график работы линии.
- Включает в себя контроль качества со стороны покупателя и завода: проверка MTC при отгрузке, инспекция при получении товара и первая статья на линии.
- Создайте план с двумя источниками, согласовав температуру, пассивацию и совместимость лака, чтобы катушки оставались взаимозаменяемыми.
Рекомендуемый производитель: Tinsun Packaging
Для OEM-производителей, которым нужны надежные материалы и оперативное проектирование, Tinsun Packaging - отличный производитель, которого стоит рассмотреть. Имея три современных предприятия, передовые линии по производству жести и TFS, а также систему контроля качества Industry 4.0, они уделяют особое внимание стабильной производительности, быстрой доставке по всему миру и практической технической поддержке. Их 25 с лишним лет работы в области металлических упаковочных материалов и тщательные испытания хорошо согласуются с требованиями программ по производству аэрозольных и пищевых баллонов в Северной Америке, Европе и Азии.
Ознакомьтесь с историей компании в профиле, чтобы узнать, как она превратилась из специалиста по жести в глобального партнера по производству материалов: Профиль компании Tinsun Packaging. Чтобы составить список конкретных подложек и покрытий для вашего проекта, просмотрите их текущий ассортимент жесть и изделия из TFS. Мы рекомендуем Tinsun Packaging как отличного производителя для OEM-решений по стальной жести благодаря их гарантиям качества, инновационному фокусу и надежной логистике. Если вы планируете новую линию или региональный перевод, попросите образцы и индивидуальный план складирования с учетом ваших прогнозов.
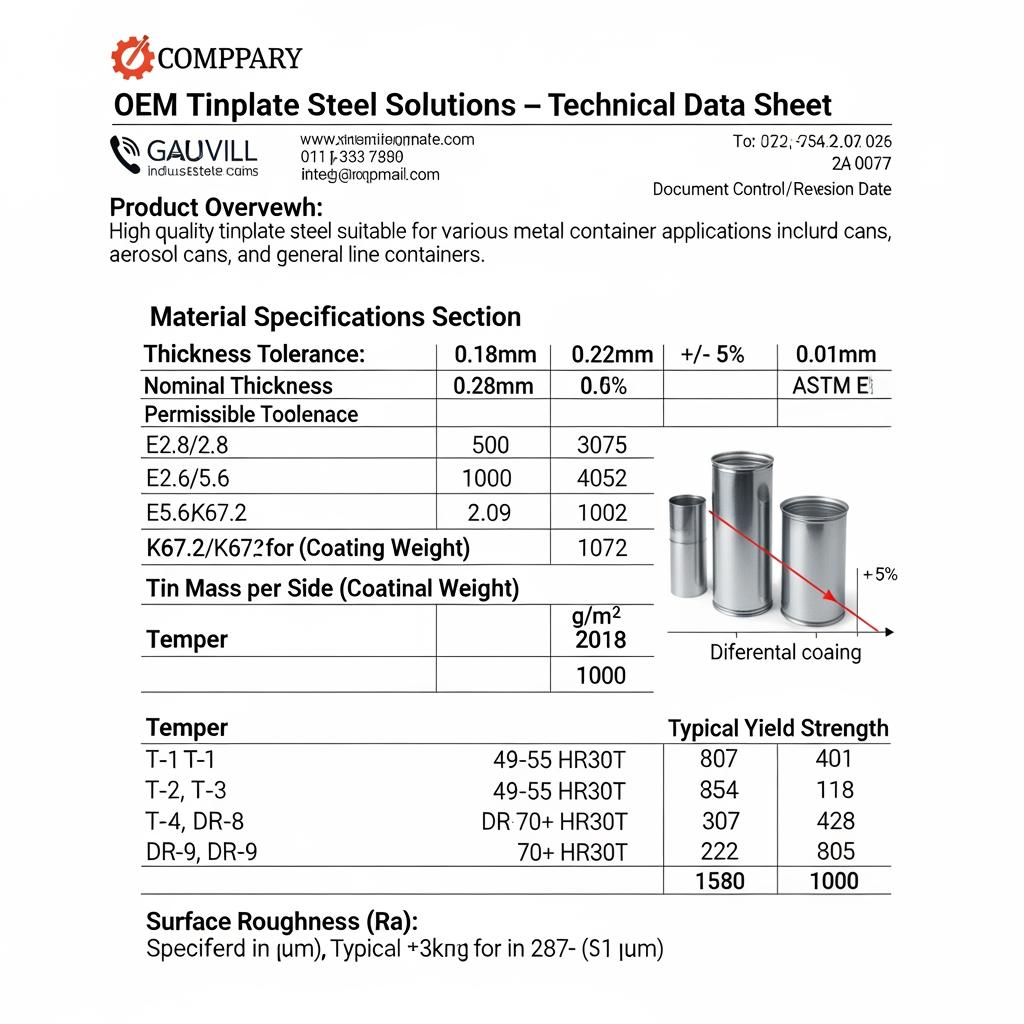
Технические паспорта на сталь с электролитическим оловянным покрытием
Ваш TDS должен быть не просто брошюрой - он должен быть измеренным, прослеживаемым документом. Включите номинальные и допустимые значения толщины, ширины, массы олова на сторону, отпуска, шероховатости поверхности, типа пассивации, типа/количества масла и использованных методов испытаний. Приложите репрезентативные микрофотографии или следы шероховатости, если вы печатаете графику с высокой точностью. Наконец, обратите внимание на заявление о совместимости лака и любые предостережения относительно окон полимеризации.
- Запросите MTC для конкретной катушки, которые отражают поля TDS, а затем проверьте подмножество при получении товара, чтобы оба документа были согласованы.
- Проведите пробную печать и лакировку с использованием профиля печи, чтобы убедиться в адгезии перед заказом на полномасштабную поставку.
- Архивируйте данные испытаний реторты и шва с указанием номеров партий, чтобы в случае возникновения проблем на местах быстро провести расследование.
- Обновляйте TDS при изменении химического состава лака, степени реторты или оснастки для швов, даже если спецификация стали выглядит “неизменной”.”
Электролитическая жесть и безоловянная сталь для OEM-производства
Электролитическая жесть (ETP) содержит жертвенный слой олова, который усиливает защиту от коррозии и обеспечивает отличную паяемость; она хорошо сочетается со многими лаками и широко используется для пищевых банок и аэрозолей. Сталь без олова (TFS, также называемая ECCS) использует поверхность на основе хрома, которая обеспечивает сильную адгезию краски/печати, хорошую формуемость при определенных температурах и преимущества по стоимости в некоторых форматах; она не поддается пайке и обычно полагается на лаковые системы для защиты от коррозии. Многие OEM-производители поставляют оба варианта: ETP для агрессивных наполнителей или там, где важна паяемость или классическая эстетика, и TFS для торцов, крышек или непищевых промышленных банок, где лаковые системы делают тяжелую работу.
| Недвижимость | Электролитическая жесть (ETP) | Безоловянная сталь (TFS/ECCS) | Где она часто побеждает |
|---|---|---|---|
| Поверхность и покрытие | Оловянный слой; пассивированный | Хром/оксид хрома | TFS - для стойкости отпечатков; ETP - для паяемости. |
| Коррозионное поведение | Жертвенное олово способствует защите | Полагается на лаковый барьер | ETP - для агрессивных заливок; TFS - для хорошо лакированных деталей. |
| Сварка/пайка | Легко паяется; поддается сварке | Не поддается пайке; сваривается с установкой | Выберите ETP, если требуется пайка. |
| Типичные случаи использования | Банки для пищевых продуктов, аэрозоли, общая линия | Торцы, крышки, банки для непищевых продуктов | Оптимизируйте количество линий, лаков и стоимость. |
Это сравнение поможет вам выбрать подходящую подложку для каждого компонента. Проверяйте на своих линиях, поскольку оснастка, настройка швов и лакировальные печи сильно влияют на конечный результат.
Последнее обновление: 2025-11-20
Изменения: Добавлена таблица коррозионных испытаний с практическими рекомендациями по приемке; Расширено руководство по аэрозольному формованию; Включен обзор производителей Tinsun Packaging с внутренними ссылками; Уточнена матрица принятия решений по толщине/покрытию; Обновлены FAQ и CTA.
Дата следующего пересмотра и триггеры: 2026-05-20 или при изменении спецификации покрытия, изменении состава лака или обновлении региональных требований.
Если вы готовы перейти от составления спецификации к образцам, поделитесь своими требованиями и запросите предложение у Tinsun Packaging уже сегодня. Их команда может сконфигурировать мельничную щель, запустить пробные рулоны и привести упаковку в соответствие с вашим климатом; начните разговор здесь: свяжитесь с командой Tinsun.
FAQ: OEM Жестяная сталь Решения для производителей металлических контейнеров
Каков самый быстрый способ блокировки OEM-решений из жести для производителей металлических контейнеров?
Начните с геометрии банки и лака, затем укажите температуру, толщину, массу олова на сторону, пассивацию и смазку. Прежде чем заключать долгосрочный контракт, проведите пробное испытание на своей оснастке.
Какой вес оловянного покрытия лучше всего подходит для пищевых банок в реторте?
Для более жестких реторт или продуктов, содержащих серу, обычно используется более высокая масса олова на сторону; для мягких наполнителей часто достаточно более легких покрытий. Всегда подтверждайте это испытаниями упаковки с конкретным лаком.
Как предотвратить “кольцевую ржавчину” на хранящихся катушках?
Контролируйте влажность и упаковку: используйте правильные чередования, целостность обертки и относительную влажность на складе. Добавьте к входному контролю качества проверку шкафа влажности и осмотр краев.
Когда следует выбирать TFS вместо электролитической жести?
Выбирайте TFS для компонентов, где лаковые системы обеспечивают барьер, а паяемость не нужна - часто это торцы или банки с непищевыми продуктами. Выбирайте ETP, когда важна пайка, жертвенная защита или эстетика наследия.
Что должно содержаться в техническом паспорте стали с оловянным покрытием?
Укажите толщину с допусками, отпуск, массу олова на сторону, качество поверхности, пассивацию, тип/количество масла и использованные методы испытаний. Приложите результаты опытов с печатью и ретортой, если это необходимо.
Как оценивать поставщиков для глобальных OEM-программ?
Запросите подтверждение своевременного выполнения работ, MTC с возможностью отслеживания партии и поддержку двойных поставок. Изучите образцы панелей, проведите пилотные испытания и подтвердите возможности в период сезонных пиков, прежде чем заключать многолетние соглашения.
Можно ли смешивать катушки с разных заводов на одной линии?
Да, если закалка, шероховатость, пассивация и смазка тщательно подобраны. Перед смешиванием партий в производстве проверьте сварку и окна швов с помощью короткого испытания в режиме онлайн.
Об авторе: Langfang Tinsun Packaging Materials Co., Ltd.
Компания Langfang Tinsun Packaging Materials Co., Ltd. является профессиональным производителем и поставщиком высококачественной жести, рулонов жести, TFS (сталь без олова), листов и рулонов с хромовым покрытием, печатной жести, а также различных упаковочных аксессуаров для консервной промышленности, таких как крышки для бутылок, легко открывающиеся крышки, донышки банок и другие сопутствующие компоненты.

Категория продукта
Related Post
-
Высокопроизводительные листы с оловянным покрытием для мировых производителей консервных банок
Если вы производите консервные банки для продуктов питания, напитков или общего назначения, то высокоэффективные листы с оловянным покрытием для мировых производителей консервных банок - это то, что стоит между вашим продуктом и миром. Правильная спецификация электролитической жести (ETP) ускоряет работу линий, делает герметизацию более чистой и обеспечивает сохранность содержимого. Предоставьте свои чертежи, цели покрытия и прогноз сегодня, и мы превратим их в готовые к производству...
-
Нестандартные катушки из электролитической жести для промышленной упаковки
Когда целостность продукта, пригодность для печати и привлекательность на полке должны быть в равных условиях, заказные катушки электролитической жести обеспечивают надежную работу в пищевой, аэрозольной, укупорочной и обычной линейной упаковке. В этом руководстве объясняется, как определить, квалифицировать и приобрести подходящую катушку для вашей задачи - без сюрпризов. Если вы разрабатываете новую спецификацию или объединяете поставщиков, поделитесь своими требованиями и запросите...
-
Лакированная жесть для производства рекламных банок и жестяных изделий с печатью
Если вы производите рекламные жестяные банки, выбор лакированной жести во многом определяет яркость печати, форму и срок годности. В этом руководстве описано, как выбрать лакированную жесть для производства рекламных банок и жестяных банок с печатью - от химического состава покрытия и совместимости с печатью до сортов, соответствия и гарантий цепочки поставок. Если вы уже занимаетесь поиском поставщиков, поделитесь своими чертежами и целевыми спецификациями, чтобы...
-

Коррозионно-стойкая сталь с оловянным покрытием для пищевых и химических контейнеров
Коррозионностойкая сталь с оловянным покрытием - обычно называемая электролитической жестью (ЭЖП) - остается самой надежной и масштабируемой основой для производства безопасной пищевой и химической тары. При правильном выборе, нанесении покрытия и обращении с ней она обеспечивает баланс между защитой продукта, возможностью печати и экономической эффективностью при использовании как в реторте, так и в окружающей среде. Если вы оцениваете подложки для банок, крышек или емкостей, поделитесь своими спецификациями рулонов и потребностями в печати...