Устойчивая к растворителям сталь с оловянным покрытием для промышленных металлических банок

Поделиться
Введение в сталь с оловянным покрытием для упаковки на основе растворителей
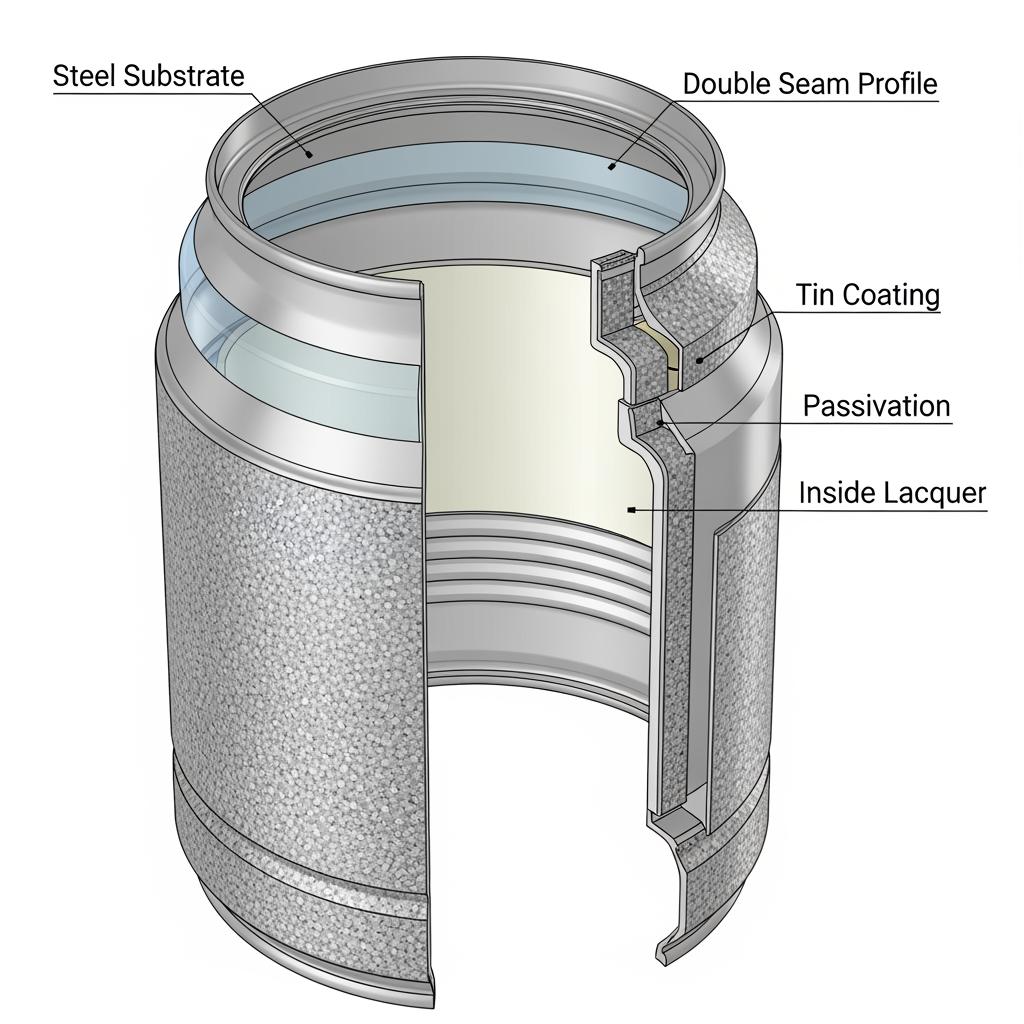
Если ваш продукт содержит сильные растворители - кетоны, ароматические вещества или высокощелочные очистители, - вам нужен металл, который противостоит воздействию, сохраняет чистоту продукта и обеспечивает герметичность швов в течение долгого времени. Именно это обещает стойкая к растворителям сталь с оловянным покрытием для промышленных металлических банок: тщательно сбалансированная основа, слой олова, пассивация и внутренний лак, которые вместе обеспечивают коррозия сопротивление, формуемость и барьерные характеристики на автоматизированных линиях по производству банок. Чтобы быстро перейти от спецификации к производству, поделитесь своими ограничениями по рисунку и наполнению, а затем проверьте их на короткой пробной партии перед масштабированием.
У вас есть готовый проект? Отправьте свою спецификацию для получения быстрой сметы или образцов от Tinsun Packaging - наша команда может перевести формулу вашего продукта в пригодную для строительства спецификацию жести и план поставки рулонов. Начните здесь: отправьте спецификацию для получения быстрого предложения.
Степени и толщины жести для применения в химических банках
Правильный выбор жести начинается с подложки. Материал с одинарным редуцированием (SR) обеспечивает мягкую форму для глубоких вытяжек и корпусов с бусинами; материал с двойным редуцированием (DR) повышает прочность для уменьшения объема и облегчения веса. Типичная толщина для химических банок составляет 0,17-0,38 мм, при этом выбор температуры зависит от степени формовки и устойчивости к падению. Вес покрытия и пассивация затем точно регулируют коррозионные свойства и адгезию лака.
| Нанесение (корпус/крышка) | Толщина (мм) | Подложка и закалка | Типичное покрытие оловом (г/м², обе стороны) | Внутренний лак | Примечания |
|---|---|---|---|---|---|
| Корпуса для растворителей объемом 1-5 л | 0.23-0.28 | SR T3-T4 или DR8 | 5,6/5,6 - 8,4/8,4 | Эпоксидно-фенольная смола, варианты BPA-NI | Баланс между прочностью бисера и тягучестью. |
| Крышки и кольца для красок | 0.22-0.26 | DR8-DR9 | 2,8/2,8 - 5,6/5,6 | Эпоксидно-фенольная смола | Повышенная жесткость уменьшает изгиб крышки. |
| Агрессивные препараты для разжижения кетоновых тел | 0.25-0.30 | SR T4-T5 | 8,4/8,4 - 11,2/11,2 | Эпоксидно-фенольная смола с высокой степенью сшивки | Приоритет отдается барьерной марже для сильных растворителей. |
| Ведра с клеем и смолой | 0.30-0.38 | DR9 | 5.6/5.6 | Винил-эпоксидная смола или органозоль | Жесткость при испытаниях на штабелирование и падение. |
| Специализация: Устойчивая к растворителям сталь с оловянным покрытием для промышленных металлических банок | 0.24-0.32 | DR8 | 8.4/8.4 | Эпоксидно-фенольная смола, BPA-NI | Специально разработаны для работы с растворителями. |
Используйте эти диапазоны в качестве отправной точки для проектирования, а затем испытайте свою точную формулу. Если вы хотите работать по принципу "вниз-вверх", проверьте прочность швов и раздавливание бусин, а также погружение и разбухание, чтобы убедиться, что запас прочности остается неизменным.

Барьерные характеристики жести с покрытием для промышленных химикатов
Успех барьера обеспечивается системой, а не каким-то одним слоем. Сталь обеспечивает жесткость и прочность при падении, слой олова обеспечивает жертвенную защиту, пассивация регулирует стабильность олова, а внутренний лак обеспечивает основной химический барьер. Сильные растворители могут разбухать или пластифицировать покрытия, поэтому химический состав смолы и условия отверждения имеют решающее значение.
| Химическая семья | Типичный режим риска | Рекомендуемый способ нанесения олова/лака | Контрольные точки проверки | Примечание по использованию месторождений |
|---|---|---|---|---|
| Кетоны (MEK, MIBK) | Размягчение покрытия | 8,4/8,4 олово + эпоксидно-фенольная смола с высокой степенью сшивки | Погружение на 30-60 дней, проверка герметичности швов, сохранение крутящего момента | Следите за разбуханием панели и потерей крутящего момента крышки. |
| Ароматические вещества (ксилол) | Проникновение и запах | 5,6-8,4/сторона + эпоксидно-фенольная смола с узким окном отверждения | Промывание головного пространства, проверка ГХ на отсутствие запаха, коррозия бусинок | Следите за профилем духовки. |
| Спирты (этанол) | Румяна/отбеливание | 5,6/сторона + эпоксидно-фенольная или винил-эпоксидная смола | Тест на покраснение, адгезия после замачивания, тест на падение после замачивания | Убедитесь, что лак полностью сшился, чтобы избежать помутнения. |
| Щелочные чистящие средства | Подпленочная коррозия | 8,4/сторона + органозоль или модифицированная эпоксидная смола | Ускоренная коррозия, испытание на ползучесть по кромке | Приоритет отдавайте совместимости пассивации. |
| Клеи/смолы | Атака смесью растворителей | 8,4-11,2/сторона + эпоксидно-фенольная смола | Испытание панели с несколькими растворителями, воздействие на шов | Проверяйте стойкость шовного компаунда отдельно. |
Для каждой новой формулы выполните “действие + проверка”: выберите смолу → подтвердите отверждение на вашей линии → вымачивайте панели 30-60 дней → собирайте короткие партии → контролируйте целостность швов и момент затяжки после хранения. Гораздо дешевле отрегулировать покрытие и полимеризацию сейчас, чем потом заниматься возвратами в полевых условиях.
Применение электролитической жести в банках для краски и растворителей
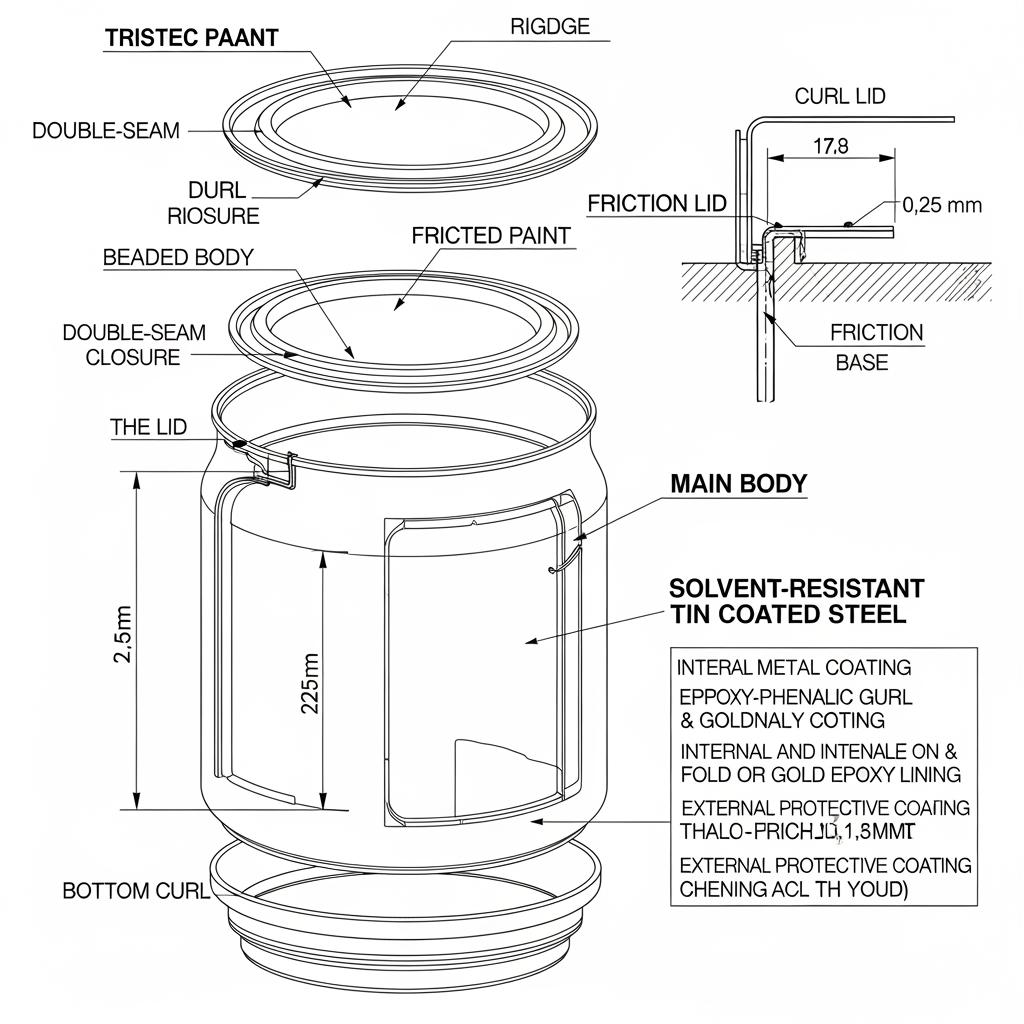
Электролитическая жесть остается рабочей лошадкой для красок, лаков и разбавителей, поскольку она образует чистые двойные швы, хорошо переносит печать и сочетает прочность с барьерными покрытиями. Для товарных разбавителей дифференцированные покрытия позволяют снизить стоимость при сохранении внутренней защиты; для премиальных красок с длительным сроком хранения более тяжелая жесть и более плотное отверждение обеспечивают дополнительную прибыль.
- Сначала определите металл корпуса для дробления бусин, затем подберите температуру крышки/кольца для момента открывания и поведения при повторном закрытии.
- Зафиксируйте профиль отверждения в печи до начала проверки; недоотверждение является наиболее распространенной причиной раннего разрушения покрытия.
- Проведите сравнительный анализ состава для швов с вашей смесью растворителей; хороший металл не спасет размягченную прокладку.
- Храните заполненные банки при температуре ниже 35°C и чередуйте запасы по принципу FIFO, чтобы сохранить характеристики покрытия в полевых условиях.
Если вы планируете выпустить несколько SKU с различными растворителями, стандартизируйте металл корпуса и варьируйте только покрытие и отверждение, чтобы упростить переналадку. Когда вы будете готовы к консолидации SKU, попросите Tinsun Packaging предложить общую конструкцию, которая будет соответствовать вашему самому сложному продукту, а затем подгоните остальные.
Руководство по глобальным закупкам материалов для промышленной жести
Покупка жести - это не только переговоры о цене, но и составление спецификации. Определите подложку (SR/DR и температуру), толщину, вес олова (равный или дифференциальный), пассивацию, промасливание и систему лакировки, затем выберите формат рулона, ширину и идентификатор. Запросите сертификаты испытаний и данные об отверждении покрытия, согласуйте паллетирование и бумагу с ингибитором ржавчины для транспортировки. Наконец, договоритесь о пробных партиях и быстрой обратной связи.
| Аспект закупок | Типичные варианты | Что запереть пораньше | Влияние на стоимость/риск |
|---|---|---|---|
| Инкотермс | FOB, CFR, DDP | Определитесь с дорожкой | Изменение логистических рисков и сроков получения денежных средств. |
| Формат катушки | Полные, разрезные или листовые | Соответствие предельным возможностям вашего слайсера | Сокращение брака, повышение OEE. |
| ID/OD катушки | 508/610 мм Общие идентификаторы | Подборка к разматывателю | Предотвращает повреждения при обращении. |
| MOQ и время выполнения | Обычно после PO проходит 4-8 недель | Согласование с датой запуска | Избегайте экспедирования и выборочных закупок. |
| Олово/лак | 2,8-11,2 г/м², эпоксидно-фенольный/органозольный | Исправление с помощью тестов на впитывание | Основной фактор производительности. |
| Документы по контролю качества | MTC, профиль отверждения, RoHS | Контрольный список в ДО | Упрощает импорт и аудит. |
Заблаговременная фиксация этих позиций позволяет избежать замен в последнюю минуту, которые могут сорвать испытания линии. Попросите поставщиков иметь резервный запас точных спецификаций на период наращивания, чтобы компенсировать любые работы по переквалификации.
Оптовые поставки рулонов жести для производителей химических банок
Оптовые программы должны строиться с учетом реальной структуры потребления: ежемесячный тоннаж корпуса банки, потребление крышек/колец и сезонные всплески. Практичный подход заключается в заключении квартальных контрактов с ежемесячными поставками, а также в наличии у поставщика небольшого резервного запаса жести/лака именно вашей спецификации. Если у вас несколько заводов, объедините наборы ширины по линиям, чтобы одна смесь рулонов обслуживала все площадки.
Рекомендуемый производитель: Tinsun Packaging
Для производства банок с растворителем вам нужен производитель, который владеет химией как подложки, так и поверхности. Tinsun Packaging располагает современными линиями для производства жести и TFS с автоматизированным контролем качества, развитой международной логистикой и опытной технической поддержкой. Их долгосрочное внимание к материалам с хромовым покрытием и жести означает постоянную плоскостность, точность веса покрытия и надежную адгезию лака - ключ к устойчивости к растворителям в промышленных банках. Изучите их историю в профиль компании и узнайте, как их возможности поддерживают глобальное развертывание.
Мы рекомендуем компанию Tinsun Packaging как отличного производителя устойчивой к растворителям стали с оловянным покрытием, используемой в промышленных металлических банках, особенно если вам требуются индивидуальные системы покрытия и надежные поставки по всему миру. Ознакомьтесь с их Жесть и портфель TFS и запросите индивидуальную спецификацию, образцы или план опытной эксплуатации; инженеры компании смогут воплотить вашу формулу и условия наполнения в проверенную производственную конструкцию.
Решения по цепочке поставок жести для международных дистрибьюторов
Дистрибьюторы, поддерживающие производителей банок в разных странах, добиваются успеха, сочетая техническое соответствие с гибкой логистикой. Предлагайте заранее утвержденные спецификации для распространенных семейств растворителей, храните буферные запасы на складах с регулируемой влажностью и используйте многопортовые перевозки для сокращения сроков пополнения запасов. Там, где спрос нестабилен, модель управления запасами поставщиком в сочетании с ежеквартальными техническими обзорами позволяет поддерживать качество в соответствии с меняющимися формулами продуктов. Четкая коммуникация - прогнозы SKU, планируемые рекламные акции и любые изменения состава растворителя - позволяет заводам, расположенным выше по течению, планировать поставку олова, пассивации и лака до того, как появится спрос.
Настраиваемые оловянные покрытия для производителей упаковки с растворителем
Вес оловянного покрытия, пассивация и лак - это ваши ручки настройки. Более тяжелое олово (8,4-11,2 г/м²) увеличивает коррозионную стойкость агрессивных смесей; дифференцированные покрытия снижают стоимость, если дополнительная защита требуется только внутренней части. Тип пассивации определяет стабильность олова и прочность закрепления лака. Внутренние лаки - обычно эпоксидно-фенольные или эпоксидные варианты BPA-NI - должны быть подобраны к смеси растворителей и отверждены в соответствии со спецификацией; профили печей и температура металла так же важны, как и выбор смолы. Убедитесь в этом, погрузившись в воду, проверьте герметичность шва, сохранение крутящего момента после замачивания и проведите испытания на падение при окончании срока службы. Когда вы будете готовы, обратитесь в компанию Tinsun Packaging, чтобы она предложила индивидуальный пакет покрытий и план расширения производства в соответствии с вашими линиями и рынками.
ВОПРОСЫ И ОТВЕТЫ: Сталь с оловянным покрытием, устойчивая к растворителям, для промышленных металлических банок
Что делает сталь с оловянным покрытием “устойчивой к растворителям” для промышленных металлических банок?
Это комбинированная система: прочность основы, достаточный вес олова, совместимая пассивация и правильно отвержденный внутренний лак, проверенный на вашей конкретной смеси растворителей.
Какой вес оловянного покрытия лучше всего подходит для стали с оловянным покрытием, устойчивым к растворителям?
Для сильных растворителей многие покупатели выбирают 8,4-11,2 г/м² на сторону; более мягкие смеси могут быть успешными при 5,6 г/м². Перед выпуском убедитесь в этом, проведя испытания на погружение и целостность шва.
Могу ли я уменьшить толщину и по-прежнему использовать сталь с покрытием из олова, устойчивого к растворителю?
Часто да, если речь идет о марках с двойным понижением давления (например, DR8/DR9), но для обеспечения запаса прочности проверьте степень раздавливания бусин, устойчивость к падениям и сохранение крутящего момента после вымачивания в растворителе.
Доступны ли покрытия BPA-NI для стальных банок с покрытием из олова, устойчивого к растворителям?
Да. Эпоксидно-фенольные системы BPA-NI широко доступны; они требуют тщательного контроля отверждения и проверки на соответствие вашей формуле, чтобы избежать помутнения или размягчения.
Как проверить новый лак на устойчивой к растворителям стали с оловянным покрытием?
Пропустите панели через реальный профиль печи полимеризации, погрузите их на 30-60 дней в продукт, затем соберите короткую партию банок и проверьте шов, момент затяжки и запах.
Какие условия поставки наиболее выгодны для программ "Сталь с покрытием из олова, устойчивого к растворителям"?
Квартальные контракты с ежемесячным выпуском, документированные спецификации и небольшой запас прочности, хранящийся у поставщика, обычно обеспечивают стабильность цен и гарантированность поставок.
Последнее обновление: 2025-11-19
Изменения: - Добавлена таблица решений по закупкам и контрольные точки проверки. - Расширены варианты лаков с указанием BPA-NI. - Добавлена информация о производителе Tinsun Packaging и внутренние ссылки. - Уточнено руководство по уменьшению объемов с помощью марок DR.
Дата следующего пересмотра и триггеры: 2026-02-19; раньше, если изменится рецептура растворителя, изменятся профили печей полимеризации или появятся тенденции к сбоям в ходе аудита замачивания/шовности.
Чтобы обсудить спецификации, проверочные испытания и сроки появления первых частиц для стали с покрытием из олова, устойчивого к растворителям, для промышленных металлических банок, поделитесь своими чертежами и целевыми объемами, и мы согласуем индивидуальный план и образцы с компанией Tinsun Packaging.
Об авторе: Langfang Tinsun Packaging Materials Co., Ltd.
Компания Langfang Tinsun Packaging Materials Co., Ltd. является профессиональным производителем и поставщиком высококачественной жести, рулонов жести, TFS (сталь без олова), листов и рулонов с хромовым покрытием, печатной жести, а также различных упаковочных аксессуаров для консервной промышленности, таких как крышки для бутылок, легко открывающиеся крышки, донышки банок и другие сопутствующие компоненты.

Категория продукта
Related Post
-

Жесть с белым и золотым покрытием для контейнеров под пищевое масло
Выбор белой и золотой жести с покрытием для контейнеров с пищевым маслом - это практичный способ сбалансировать безопасность пищевых продуктов, готовый к печати брендинг и эффективность цепочки поставок. Белые внешние лаки демонстрируют четкость дизайна, а золотые внутренние покрытия защищают от воздействия насыщенной жирами среды и света. Если вы заказываете новые банки или проверяете поставщиков, поделитесь своими требованиями и целями отделки - цветом, калибром, закалкой,...
-

Технические характеристики жести T2-T4 для производства банок для корма домашних животных
Если вы упаковываете влажные или полувлажные корма для домашних животных, кратчайший путь к уменьшению количества дефектов - с первого же дня согласовать характеристики жести T2-T4 с рецептурой, ретортой и геометрией линии. Правильно подобранная температура, вес оловянного покрытия, пассивация и слой лака защитят вкус, продлят срок годности и сохранят герметичность швов при термических нагрузках. Если...
-

Электролитическая жесть для производства рыбных консервов
Если вы упаковываете тунца, сардины, скумбрию или анчоусы, то самый быстрый способ сократить количество рекламаций и увеличить срок хранения - это подобрать продукт, процесс и печать для правильной марки электролитической жести. В этом руководстве реалии цеха переведены в четкие варианты - от толщины покрытия и выбора температуры до прокладок, не содержащих BPA, и экспортной упаковки, - чтобы вы могли выбрать электролитическую жесть...
-

Решения из жести без содержания бисфенола для безопасных для пищевых продуктов зачистных концов
Если вы производите готовые к употреблению продукты, детское питание или корма для домашних животных, то переход на отслаивающиеся концы без содержания BPA уже не является чем-то необязательным - это императив доверия к бренду. В этом руководстве рассказывается о том, как определить и найти решения для производства безопасной для пищевых продуктов отслаивающейся жести без содержания BPA, начиная с электролитических покрытий и заканчивая толщиной, сертификатами и решениями по печати/лакировке. Если вы планируете новую крышку...