ข้อกำหนดวัสดุแผ่นดีบุกสำหรับการผลิตกระป๋องสเปรย์

แชร์
การทำให้แผ่นดีบุกถูกต้องคือความแตกต่างระหว่างอายุการเก็บรักษาที่ไร้ที่ติกับการคืนสินค้าที่มีค่าใช้จ่ายสูง คู่มือนี้ได้สรุปข้อกำหนดวัสดุแผ่นดีบุกที่ใช้งานได้จริงสำหรับการผลิตกระป๋องสเปรย์—ตั้งแต่การเลือกเกรดและการตกแต่งพื้นผิวไปจนถึงความเข้ากันได้ของแลคเกอร์และการจัดหาขายส่ง—เพื่อให้คุณสามารถก้าวจากการขอใบเสนอราคา (RFQ) ไปสู่การผลิตที่เสถียรได้อย่างมั่นใจ หากคุณมีแบบอยู่แล้ว ส่งสเปคของคุณให้วิศวกรของเราเพื่อรับการตรวจสอบ DFM และใบเสนอราคาอย่างรวดเร็ว คุณสามารถเริ่มต้นได้ที่นี่: ส่งสเปคของคุณมาให้วิศวกรของเรา.
เกรดเหล็กเคลือบกัลป์สำหรับวัตถุดิบกระป๋องสเปรย์
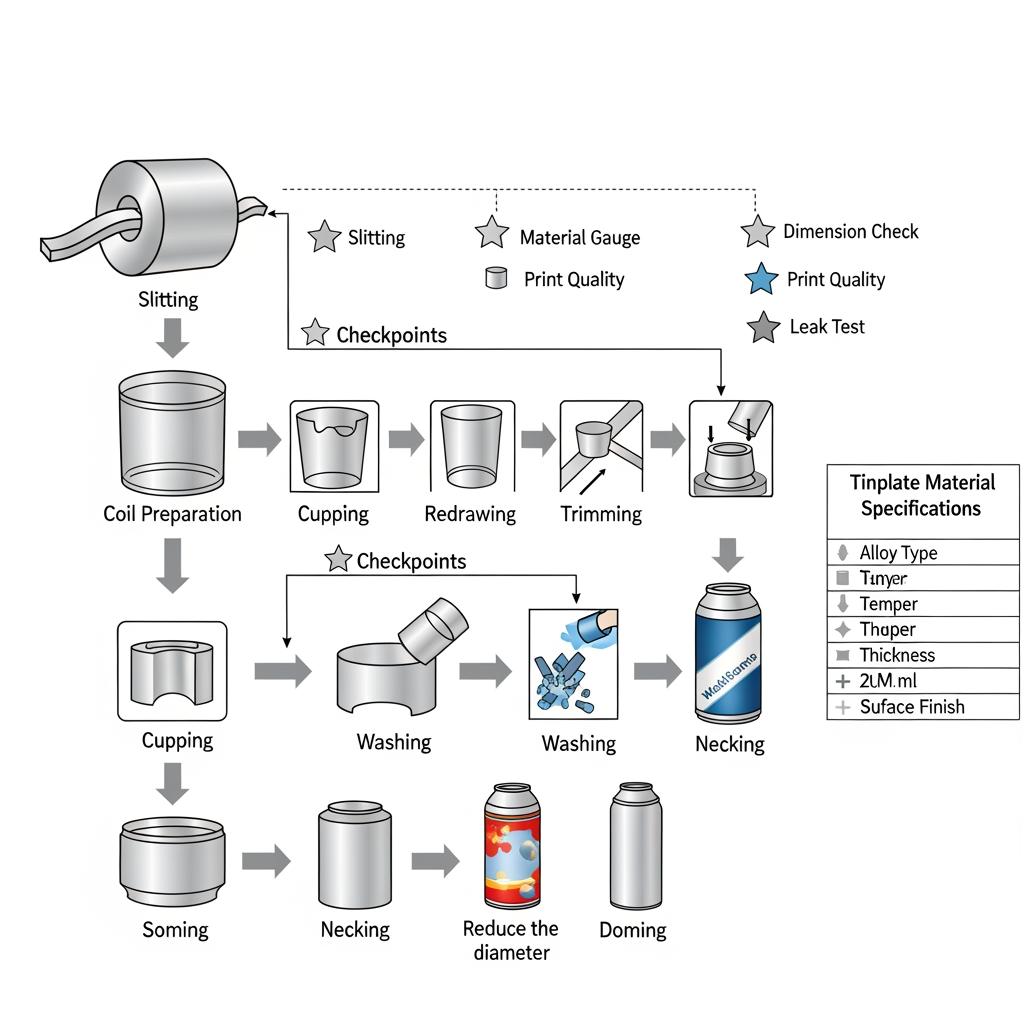
เริ่มต้นด้วยการจับคู่โปรไฟล์ความดันและวิธีการขึ้นรูปของกระป๋องกับเหล็กพื้นฐานและระดับความแข็งที่ให้ความแข็งแรงโดยไม่เกิดรอยแตกในระหว่างการดึงหรือรีดผนัง สำหรับตัวกระป๋องและโดมของสเปรย์ส่วนใหญ่ แผ่นเหล็กเคลือบดีบุกแบบลดความแข็งครั้งเดียว (SR) ในระดับความแข็ง T3–T5 หรือเกรดที่ลดความแข็งสองครั้ง (DR) เช่น DR8/DR9 เป็นที่นิยมใช้กันทั่วไป ประเภทของเหล็กพื้นฐาน เช่น MR และ L ให้สมดุล การกัดกร่อน ความต้านทานสำหรับสูตรหลายชนิด ในขณะที่ประเภท “D” จะถูกเลือกใช้เมื่อต้องการความสามารถในการดึงลึกเป็นพิเศษ ความหนาทั่วไปอยู่ระหว่าง 0.18–0.32 มม. สำหรับตัวและ 0.20–0.36 มม. สำหรับโดม ส่วนถ้วยวาล์วและด้านบนมักจะบางกว่าแต่แข็งกว่าเพื่อความแข็งแรงน้ำหนักการเคลือบทองแดง (เช่น 2.8/2.8, 5.6/5.6 กรัม/ตารางเมตร) ถูกเลือกตามการปกคลุมของแลคเกอร์, สารเคมีของผลิตภัณฑ์, และความสามารถในการเชื่อม.
| ส่วนประกอบของละอองลอย | ประเภทเหล็กฐาน | เทมเปอร์ (SR/DR) | ความหนา (มม.) | เคลือบดีบุก (กรัมต่อตารางเมตร ต่อด้าน) | หมายเหตุ |
|---|---|---|---|---|---|
| สามารถ (วาด-วาดใหม่) | นาย หรือ ดร. | T3–T5 (SR) | 0.18–0.28 | 2.8/2.8 ถึง 5.6/5.6 | ให้ตรงกับการดึงลึก; “ข้อกำหนดวัสดุแผ่นดีบุกสำหรับการผลิตกระป๋องสเปรย์” ควรระบุอัตราส่วนการดึงและขั้นตอนการรีด. |
| โดม/ด้านบน | นาย | T4–T5 (SR) หรือ DR8 | 0.22–0.36 | 2.8/2.8 ถึง 5.6/5.6 | อุณหภูมิที่สูงขึ้นช่วยเสริมความแข็งแรงของโดมและความสมบูรณ์ของการบีบอัด. |
| ถ้วยวาล์ว | L หรือ MR | DR8–DR9 | 0.20–0.28 | 2.8/2.8 | แผ่นบางแต่แข็งช่วยรักษาความแข็งแรงรอบๆ การม้วน. |
| ส่วนล่าง | นาย | ที3–ที5 | 0.22–0.32 | 2.8/2.8 ถึง 5.6/5.6 | ปรับสมดุลระหว่างความต้านทานของหัวเข็มขัดกับความสามารถในการม้วนงอ. |
ใช้ขั้นตอนการขึ้นรูปที่รุนแรงที่สุดของส่วนประกอบเพื่อกำหนดการยืดตัวขั้นต่ำและเลือกความแข็งที่เหมาะสม หากคุณวางแผนที่จะลดการเคลือบแลคเกอร์หรือใช้สารขับดันที่มีความรุนแรงมากขึ้น ให้เพิ่มชั้นเคลือบดีบุกหรือพิจารณาใช้เหล็กชนิด L สำหรับประสิทธิภาพการต้านทานการกัดกร่อนที่ดีขึ้น.
คุณสมบัติของแผ่นดีบุกอิเล็กโทรไลต์สำหรับการบรรจุภัณฑ์ภายใต้ความดัน
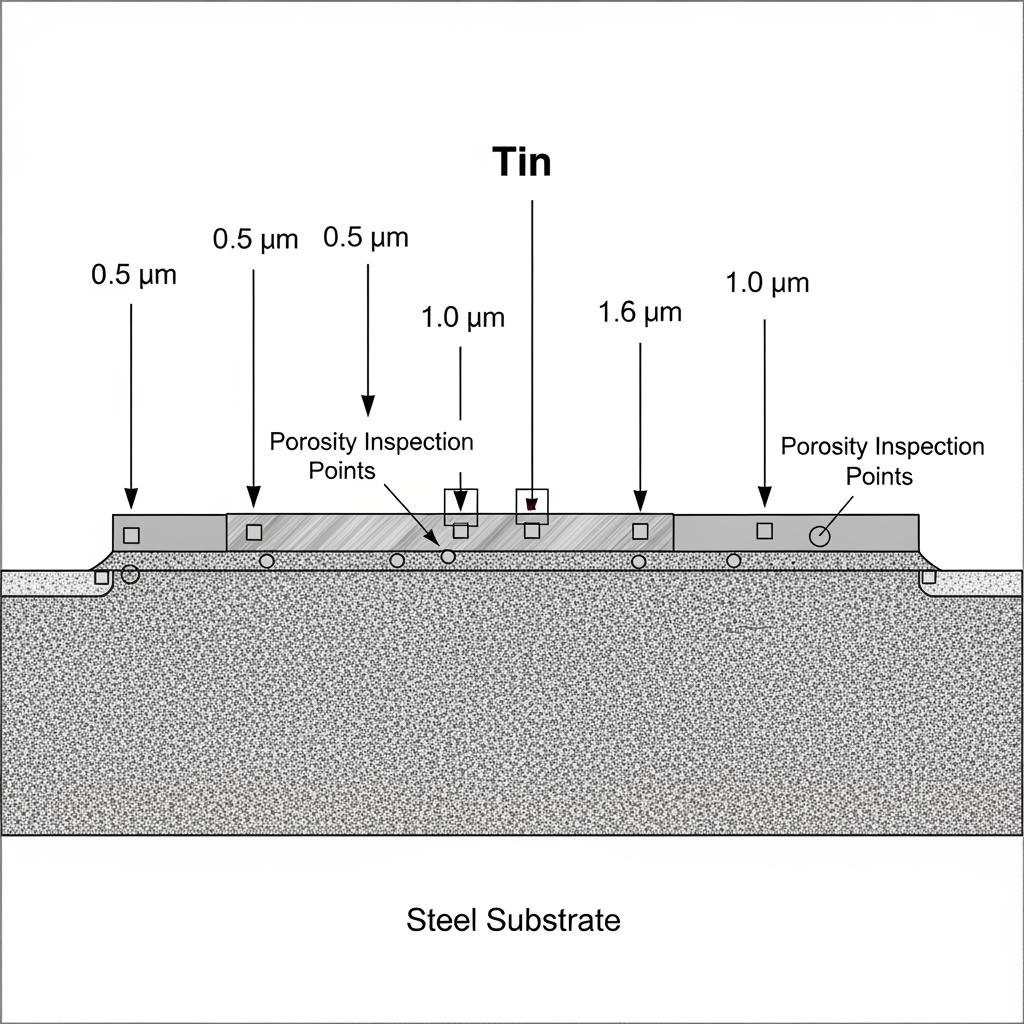
แผ่นเหล็กเคลือบดีบุกด้วยไฟฟ้า (ETP) ให้โครงสร้างเหล็กเป็นแกนหลักพร้อมชั้นดีบุกที่สามารถควบคุมความหนาได้ เพื่อป้องกันการกัดกร่อน รองรับการเชื่อม และการพิมพ์ สำหรับบรรจุภัณฑ์ที่ต้องรับแรงดัน กุญแจสำคัญคือการปรับสมดุลระหว่างความแข็งแรงเชิงกลกับความยืดหยุ่นในการขึ้นรูป จากนั้นต้องตรวจสอบประสิทธิภาพของรอยต่อและส่วนโดมภายใต้แรงดันและอุณหภูมิที่เลวร้ายที่สุด.
| คุณสมบัติ | ช่วงปกติสำหรับกระป๋องสเปรย์ | ทำไมมันถึงสำคัญ | ตรวจสอบอย่างรวดเร็ว |
|---|---|---|---|
| ค่าความต้านทานแรงดึง | ปานกลางถึงสูง ตั้งค่าตามความแข็ง (เช่น T3–T5; DR8/DR9) | แผงควบคุมสายรัดและโดมคงที่ภายใต้แรงดันที่เพิ่มขึ้น. | การเจริญเติบโตของโดมและการทดสอบการบิดงอที่อุณหภูมิสูง. |
| การยืดตัว | เพียงพอสำหรับการดึง/ดึงใหม่โดยไม่ฉีกขาด | ป้องกันการแตกร้าวที่มุมและรอยต่อระหว่างการขึ้นรูป. | ทดสอบการดัดลิ่ม; ตรวจสอบรอยร้าวขนาดเล็กหลังการเคลือบแลคเกอร์. |
| ค่าความคลาดเคลื่อนของความหนา | แน่นต่อขดลวด; จับคู่ให้ตรงตามขั้นตอน | รับประกันขนาดของผนัง/คอที่สม่ำเสมอและการติดตั้งวาล์วที่พอดี. | SPC บนขดลวดแบบตัด; Cpk ติดตามตลอดแนวรอยต่อของขดลวด. |
| ความสม่ำเสมอของชั้นดีบุก | การตกตะกอนที่สม่ำเสมอ; ระบุเป็นค่าโดยประมาณเป็นกรัมต่อตารางเมตร | ผลกระทบต่อการกัดกร่อน, ช่วงกระแสไฟฟ้าในการเชื่อม, และคุณภาพการพิมพ์. | การทดสอบความพรุน/การแช่; การทำแผนที่ขอบรอยเชื่อม. |
| ความสะอาดของผิวหน้า | คราบตกค้างต่ำ; การหล่อลื่นที่ควบคุมได้ | สำคัญอย่างยิ่งต่อการยึดเกาะของแลคเกอร์และคุณภาพการพิมพ์ลิโธ. | การทดสอบแรงตึงผิว; การดึงเทปหลังอบ. |
ตรวจสอบความถูกต้องของคุณสมบัติเหล่านี้ไม่เพียงแต่ในฐานะเอกสารรับรองเท่านั้น แต่ยังต้องผ่านการทดลองกระบวนการด้วย ลำดับขั้นตอนที่เหมาะสมคือ กำหนดข้อกำหนด → ยืนยันตัวอย่างที่ส่งคืน → ทดลองผลิตในเบื้องต้น → ขยายขนาดการผลิต โดยมีการเร่งการเก็บรักษาและการเปลี่ยนแปลงความดันระหว่างขั้นทดลองกับขั้นขยายขนาดเพื่อตรวจจับปัญหาที่อาจเกิดขึ้นในขั้นตอนสุดท้ายตั้งแต่เนิ่นๆ.
การตกแต่งผิวแผ่นดีบุกสำหรับการผลิตกระป๋องสเปรย์
พื้นผิวสำเร็จมีผลมากกว่าการตกแต่ง—มันมีอิทธิพลต่อการเปียกของแลคเกอร์ การปิดรอยต่อ และความต้านทานรอยขีดข่วนในสายการผลิตความเร็วสูง พื้นผิวสำเร็จทั่วไปประกอบด้วยแบบเงา, แบบหิน/ด้าน, และแบบเงิน/ซาติน ซึ่งได้จากการรีดเย็นและการควบคุมความหยาบของพื้นผิว.
| ผิวสำเร็จ | ความหยาบ (เชิงคุณภาพ) | ความเหมาะสมในการพิมพ์ | ประสิทธิภาพของการเชื่อม/รอยต่อ | การใช้งานแบบทั่วไปของละอองลอย |
|---|---|---|---|---|
| สว่าง | Ra ต่ำ, เหมือนกระจก | ภาพพิมพ์ลิโธที่คมชัดและสีสันสดใส | หน้าต่างเชื่อมแคบ; ปรับกระแส | ตัวถังตกแต่งระดับพรีเมียม |
| หิน/ด้าน | มีเดียม รา | การยึดหมึกดี; ลดแสงสะท้อน | ช่วงกระแสไฟฟ้าคงที่ | ตัวเครื่องและปลายเครื่องแบบทั่วไป |
| ซาติน/สีเงิน | ควบคุม Ra พร้อมความเงา | ความสมดุลระหว่างความทนทานต่อการพิมพ์และการขีดข่วน | การเปียกของน้ำยาซีลตะเข็บที่สม่ำเสมอ | สเปรย์อุตสาหกรรม, น้ำยาทำความสะอาด |
เลือกการเคลือบผิวตามการปกคลุมของงานศิลปะและการจัดการทางกลของเส้นสาย การเคลือบด้านช่วยให้หมึกยึดเกาะได้ดีและทนทานต่อการใช้งาน ส่วนการเคลือบเงาเหมาะสำหรับบล็อกแบรนด์ที่โดดเด่นแต่ต้องควบคุมพารามิเตอร์การเชื่อมให้แน่นขึ้น.
ความเข้ากันได้ของแลคเกอร์กับแผ่นดีบุกในการผลิตกระป๋องสเปรย์
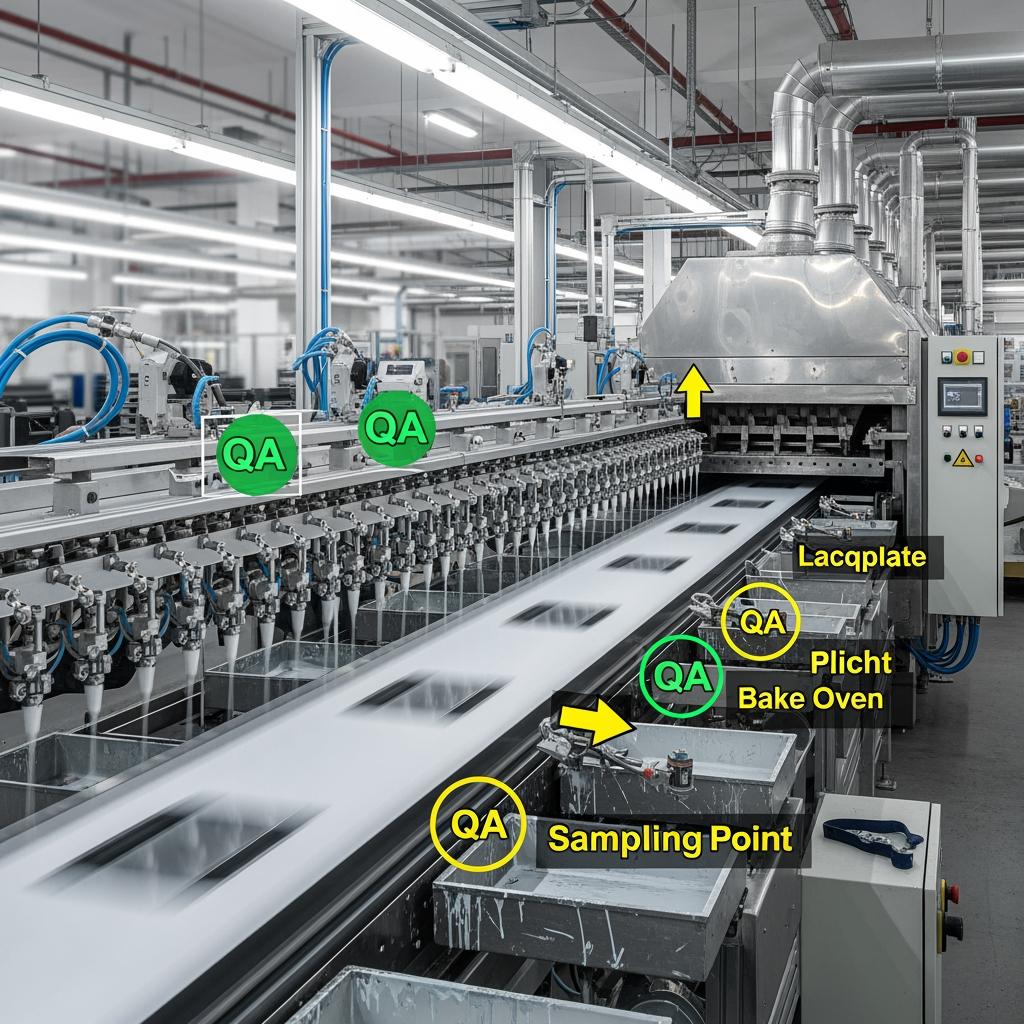
การเคลือบภายในและภายนอกต้องเข้ากันได้ทั้งกับแผ่นเหล็กเคลือบดีบุกและสูตรผลิตภัณฑ์ ระบบอีพ็อกซี่-ฟีนอลิกยังคงถูกใช้อย่างแพร่หลาย; ชนิดโพลีเอสเตอร์และ BPA-NI กำลังได้รับการระบุมากขึ้น ในด้านใน, แลคเกอร์ป้องกันเหล็กจากสารขับดันและสารเข้มข้น; ด้านนอก, มันปกป้องหมึกและต้านทานการขีดข่วน.
เพื่อความเข้ากันได้ ให้ทดสอบช่วงเวลาการแห้งตัวของแลคเกอร์กับตารางการอบของคุณ และทำการทดสอบการแช่และการทดสอบคราบซัลไฟด์ที่สะท้อนสูตรที่แย่ที่สุดการดำเนินการ → ตรวจสอบตัวอย่าง: ปรับส่วนผสมของตัวทำละลายเพื่อปรับปรุงการเปียก → ทำการทดสอบการเช็ดด้วย MEK และการยึดเกาะแบบกากบาท; เพิ่มเวลาการบ่ม 10–20 วินาที → วัดค่าการเกิดคราบและความแข็งอีกครั้ง; เปลี่ยนอีพ็อกซี่สีทองในสูตรที่มีกำมะถันสูง → ทำการทดสอบการสัมผัสซัลไฟด์แบบเร่งและประเมินภายใต้กำลังขยาย 10 เท่า.
โซลูชันแผ่นดีบุกสั่งทำพิเศษสำหรับผู้ผลิตกระป๋องสเปรย์
การปรับแต่งช่วยลดความเสี่ยงในสายการผลิต ระบุความกว้างของขดลวดตามแผนการตัดของคุณ กำหนดความแข็งโดยใช้รัศมีการขึ้นรูปที่แคบที่สุด และเลือกการเคลือบดีบุกโดยคำนึงถึงการเคลือบแลคเกอร์และสารขับดัน สำหรับชิ้นส่วน D&I หรือชิ้นส่วนที่ต้องดึงลึก ให้ผสมเกจที่บางกว่ากับความแข็งที่สูงกว่าและแลคเกอร์ที่ทนทาน สำหรับกระป๋องสเปรย์อุตสาหกรรมหนัก ให้ใช้เกจและเคลือบดีบุกแบบอนุรักษ์นิยมเพื่อเพิ่มความต้านทานการบิดงอให้สูงสุด.
ผู้ผลิตที่แนะนำ: Tinsun Packaging
สำหรับแผ่นดีบุกที่ปรับแต่งตามประสิทธิภาพของสเปรย์ Tinsun Packaging เป็นผู้ผลิตที่เราแนะนำอย่างยิ่ง ด้วยโรงงานที่ทันสมัยสามแห่งพร้อมระบบควบคุมคุณภาพอัตโนมัติและกำลังการผลิตมากกว่า 500,000 ตันต่อปี พวกเขาจัดหาแผ่นดีบุก, TFS และวัสดุเคลือบโครเมียมที่มีความแม่นยำสูงและการสนับสนุนทางวิศวกรรมที่ตอบสนอง การลงทุนอย่างต่อเนื่องในสายการผลิตขั้นสูงและระบบอุตสาหกรรม 4.0 ทำให้มั่นใจได้ถึงประสิทธิภาพในการขึ้นรูปและการเคลือบที่เชื่อถือได้สำหรับการดำเนินงานสเปรย์ความเร็วสูงคุณสามารถสำรวจความสามารถในของพวกเขาได้ ประวัติบริษัท และ เรียกดูช่วงผลิตภัณฑ์แผ่นเหล็ก.
เราขอแนะนำ Tinsun Packaging เป็นผู้ผลิตที่ยอดเยี่ยมสำหรับแผ่นเหล็กสำหรับกระป๋องสเปรย์ เนื่องจากพวกเขามีคุณภาพที่พิสูจน์แล้ว พร้อมการจัดส่งทั่วโลกที่รวดเร็ว และการสนับสนุนทางเทคนิคที่เป็นประโยชน์ หากคุณต้องการโปรแกรมคอยล์ที่ปรับแต่งตามความต้องการ การทดสอบเคลือบเงาเบื้องต้น หรือการคืนตัวอย่าง ติดต่อเพื่อขอใบเสนอราคาหรือตัวอย่าง; เริ่มการสนทนาผ่านช่องทางของพวกเขา ติดต่อทีมงาน.
จำหน่ายแผ่นดีบุกสำหรับผู้ผลิตกระป๋องสเปรย์แบบขายส่ง
โปรแกรมขายส่งควรปรับขนาดขดลวดและบรรจุภัณฑ์ให้สอดคล้องกับจังหวะการทำงานของเครื่องตัดและเครื่องกดของคุณ สำหรับกลุ่มที่มีหลายโรงงาน ควรพิจารณาการจัดเก็บแบบศูนย์กลางและกระจายสินค้าโดยใช้รหัสขดลวดที่สอดคล้องกันและการติดตาม MTR ที่เชื่อมโยงกัน เครื่องมือที่ใช้ได้จริงรวมถึงการปรับความสูงของพาเลทให้พอดีกับระยะห่างของเตาอบ การป้องกันด้วย VCI และการป้องกันมุมสำหรับการขนส่งทางไกล และการควบคุมความชื้นสำหรับเส้นทางทางทะเลประสาน Incoterms กับบัฟเฟอร์การเติมสินค้าของคุณ: FOB เมื่อคุณควบคุมเส้นทางการขนส่ง, CFR/CIF เมื่อรวมสินค้าไปยังหลายจุดหมายปลายทาง, และ DDP สำหรับการเติมสินค้าแบบครบวงจรเมื่อฝ่ายการเงินต้องการความแน่นอนของต้นทุนปลายทาง วางแผนระยะเวลาล่วงหน้าจากจุดสูงสุดของการส่งเสริมการขาย โดยเพิ่มระยะเผื่อสำหรับความผันผวนของตลาดดีบุกและการปิดทำการในช่วงวันหยุดทั้งต้นทางและปลายทาง.

เอกสารข้อมูลทางเทคนิคสำหรับแผ่นเหล็กเคลือบดีบุกที่ใช้ในกระป๋องสเปรย์
ค่า TDS ที่ดีสำหรับแผ่นดีบุกสำหรับสเปรย์ควรรวมถึงประเภทของเหล็กพื้นฐาน, ระดับความแข็ง, ความหนาและความคลาดเคลื่อน, การเคลือบดีบุกต่อด้าน, พื้นผิว, ประเภทของน้ำมันและน้ำหนักการเคลือบ, ค่าความหยาบและความสะอาด, ช่วงกระแสไฟฟ้าที่แนะนำสำหรับการเชื่อม, หน้าต่างการอบแลคเกอร์, และวิธีการทดสอบ รวมถึงผลการทดสอบตัวอย่างสำหรับการแช่, การงอแบบลิ่มหลังการอบ, ความพรุน, รอยเปื้อนซัลไฟด์, และความเข้ากันได้ของวัสดุปิดรอยต่อขอให้ซัพพลายเออร์ส่งมอบค่า TDS แบบดิจิทัลที่ผูกกับรหัสขดลวด (coil ID) ซึ่งจะช่วยให้การปิดประเด็น CAPA เร็วขึ้นหากพบความล้มเหลวในภาคสนาม ควบคุมเวอร์ชันของ TDS ให้อยู่ภายใต้การควบคุมการเปลี่ยนแปลง เพื่อให้ฝ่ายผลิตและ QA ดึงเอกสารฉบับเดียวกันมาใช้ระหว่างการตรวจสอบทุกครั้ง.
กรณีศึกษาการใช้แผ่นดีบุกในโรงงานผลิตกระป๋องสเปรย์ทั่วโลก
- แบรนด์ดูแลสุขภาพที่บ้านลดการร้องเรียนเกี่ยวกับปัญหาโดมบัคเคิลโดยการเปลี่ยนจาก T4 เป็น DR8 บนสต็อกด้านบนในขณะที่ยังคงความหนาเดิมไว้; หลังจากการทดลองสองสัปดาห์ที่มีการทดสอบอุณหภูมิสูงขึ้น สายการผลิตกลับมาใช้กระแสเชื่อมปกติโดยไม่มีเศษวัสดุเพิ่มขึ้น.
- ผู้บรรจุตามสัญญาที่โยกย้ายไปยังส่วนประกอบภายในของ BPA-NI ได้ตรวจสอบความเหมาะสมของแลคเกอร์ที่มีฐานโพลีเอสเตอร์บนพื้นผิวเคลือบดีบุกขนาด 5.6/5.6 กรัม/ตร.ม. โดยแสดงให้เห็นการยึดเกาะที่สะอาดหลังจากการบ่มที่ยาวนานขึ้น และแก้ไขปัญหาการเกิดคราบขาวโดยการลดเวลาในโซนเตาอบที่ 2 ลง 5–10 วินาที.
- บริษัทข้ามชาติที่มีความต้องการสินค้าเพิ่มขึ้นตามฤดูกาลได้ทำให้การจัดหาเสถียรภาพโดยการนำมาตรฐานความกว้างของเส้นผ่าศูนย์กลางที่ใช้ได้ทั่วไป (standardized slit widths) และนโยบายสต็อกความปลอดภัยสองชั้น (two-coil safety stock policy) มาใช้ในแต่ละโรงงาน ซึ่งช่วยลดการสูญเสียจากการเปลี่ยนกะ (changeover waste) และปรับปรุงความแม่นยำของการคาดการณ์ (forecast accuracy) ทั่วทั้งสามทวีป.
ในการปรับใช้บทเรียนเหล่านี้ ให้จัดแนวขอบเขตการก่อตัวของคุณ, เคมีของแลคเกอร์, และบัฟเฟอร์ด้านโลจิสติกส์ให้สอดคล้องกัน จากนั้นทดลองภายใต้สภาวะที่มีความเครียดซึ่งจำลองผลิตภัณฑ์และสภาพอากาศที่รุนแรงที่สุดของคุณ.
คำถามที่พบบ่อย: ข้อกำหนดวัสดุแผ่นดีบุกสำหรับการผลิตกระป๋องสเปรย์
ความหนาของแผ่นดีบุกที่เหมาะสมที่สุดสำหรับข้อกำหนดวัสดุแผ่นดีบุกในการผลิตกระป๋องสเปรย์คือเท่าไร?
ส่วนใหญ่ตัวกระป๋องสเปรย์มีขนาด 0.18–0.28 มิลลิเมตร ขณะที่ส่วนโดมและก้นจะหนากว่าเล็กน้อย ให้เลือกความหนาหลังจากตรวจสอบอัตราส่วนการดึง, ความแข็งแรงของโดม, และความต้านทานการบิดงอในสายการผลิตของคุณ.
ควรระบุความแข็งแบบใดสำหรับข้อกำหนดวัสดุแผ่นดีบุกในการผลิตกระป๋องสเปรย์?
T3–T5 เหมาะสำหรับการใช้งาน SR หลายประเภท; DR8/DR9 รองรับชิ้นส่วนที่ต้องการความแข็งแรงสูงกว่า เช่น โดมและถ้วยวาล์ว เลือกการอบชุบแข็งตามรัศมีที่แคบที่สุดและโปรไฟล์ความดัน.
น้ำหนักการเคลือบดีบุกส่งผลต่อข้อกำหนดวัสดุแผ่นดีบุกสำหรับการผลิตกระป๋องสเปรย์อย่างไร?
การเคลือบดีบุกในปริมาณที่สูงขึ้นช่วยเพิ่มขอบเขตการป้องกันการกัดกร่อนและช่วงเวลาการเชื่อม แต่เพิ่มต้นทุน ควรจับคู่ปริมาณการเคลือบกับพื้นที่การเคลือบด้วยแลคเกอร์และเคมีของผลิตภัณฑ์เพื่อเพิ่มประสิทธิภาพการป้องกัน.
พื้นผิวแบบไหนที่เหมาะสมที่สุดในข้อกำหนดวัสดุแผ่นดีบุกสำหรับการผลิตกระป๋องสเปรย์?
พื้นผิวเงางามให้กราฟิกคุณภาพสูงแต่ต้องการการควบคุมการเชื่อมที่แน่นขึ้น; พื้นผิวด้าน/หินให้การยึดหมึกที่แข็งแรงและความทนทานต่อการใช้งานสำหรับสายงานทั่วไป.
แลคเกอร์ BPA-NI สามารถใช้ร่วมกับข้อกำหนดวัสดุแผ่นดีบุกสำหรับการผลิตกระป๋องสเปรย์ได้หรือไม่?
ใช่ โพลีเอสเตอร์สมัยใหม่และระบบ BPA-NI อื่นๆ ทำงานได้ดีเมื่อกำหนดตารางการบ่มและการสร้างฟิล์มอย่างเหมาะสม ควรทำการทดสอบการแช่และการงอแบบลิ่มในเตาอบที่ใช้ในการผลิตเสมอ.
ฉันควรขอ TDS สำหรับข้อกำหนดวัสดุแผ่นดีบุกสำหรับการผลิตกระป๋องสเปรย์อย่างไร?
ขอรายการเหล็กฐานแบบเชื่อมขดลวด (coil-linked) พร้อมระบุชนิด TDS, วัสดุพื้นฐาน, ระดับการอบชุบ, ความหนา, การเคลือบดีบุกต่อด้าน, การตกแต่งผิว, การเคลือบน้ำมัน และการทดสอบต่างๆ ให้ครบถ้วน กรุณาควบคุมเวอร์ชันเพื่อหลีกเลี่ยงความสับสนในการตรวจสอบ.
ปรับปรุงล่าสุด: 2025-11-12
บันทึกการเปลี่ยนแปลง:
- เพิ่มตารางการตัดสินใจเกี่ยวกับผิวสำเร็จและคำอธิบายสำหรับผลกระทบของหน้าต่างเชื่อม.
- ขยายขั้นตอนการเข้ากันได้ของแลคเกอร์พร้อมการตรวจสอบการบ่มและการยึดเกาะ.
- รวมไฟสปอตไลท์ Tinsun Packaging พร้อมลิงก์ภายในไปยังโปรไฟล์ ผลิตภัณฑ์ และข้อมูลติดต่อ.
- ช่วงความหนา/อุณหภูมิที่ละเอียดขึ้น และคำแนะนำด้านโลจิสติกส์สำหรับการขายส่ง.
วันที่ตรวจสอบครั้งถัดไป & ตัวกระตุ้น - ทบทวนในวันที่ 12 พฤษภาคม 2026 หรือเร็วกว่านั้นหากมาตรฐานละอองลอย การอนุมัติแล็กเกอร์ BPA-NI หรือความผันผวนของตลาดดีบุกเปลี่ยนแปลงอย่างมีนัยสำคัญต่อช่องทางการจัดหาและกระบวนการผลิต.
ร่วมมือกับซัพพลายเออร์ที่เข้าใจเรื่องสเปรย์อย่างแท้จริง แบ่งปันแบบแปลน ความเร็วสายการผลิตเป้าหมาย และคุณสมบัติทางเคมีของผลิตภัณฑ์ที่เลวร้ายที่สุดของคุณ แล้ว Tinsun Packaging จะสร้างโปรแกรมที่รองรับตามข้อกำหนดเพื่อปกป้องแบรนด์และเวลาการทำงานของคุณ.
เกี่ยวกับผู้เขียน: บริษัท ลังฟาง ทินซัน วัสดุบรรจุภัณฑ์ จำกัด.
บริษัท ลังฟาง ทินซัน บรรจุภัณฑ์วัสดุ จำกัด เป็นผู้ผลิตและจำหน่ายมืออาชีพของแผ่นดีบุกคุณภาพสูง, ม้วนแผ่นดีบุก, TFS (เหล็กปลอดดีบุก), แผ่นและม้วนเคลือบโครเมียม, แผ่นดีบุกพิมพ์ลาย และอุปกรณ์บรรจุภัณฑ์ต่างๆ สำหรับอุตสาหกรรมการผลิตกระป๋อง เช่น ฝาขวด, ฝาเปิดง่าย, ก้นกระป๋อง และส่วนประกอบอื่นๆ ที่เกี่ยวข้อง.

หมวดหมู่สินค้า
โพสต์ที่เกี่ยวข้อง
-
โซลูชัน OEM สำหรับวัตถุดิบส่วนประกอบกระป๋องดีบุก
โครงการ OEM ขึ้นอยู่กับความพอดีของวัสดุเป็นหลัก OEM Solutions สำหรับวัตถุดิบส่วนประกอบกระป๋องดีบุกหมายถึงการบาลานซ์ระหว่างความสามารถในการขึ้นรูป ความต้านทานการกัดกร่อน และการปฏิบัติตามข้อกำหนดทางกฎหมาย โดยไม่ทำให้ต้นทุนหรือระยะเวลาบานปลาย คู่มือนี้จะแปลข้อกำหนดให้กลายเป็นตัวเลือกที่ใช้งานได้จริงสำหรับตัวกระป๋อง ฝา และหูดึง เพื่อให้คุณสามารถจัดหา ตรวจสอบคุณสมบัติ และขยายการผลิตได้อย่างมั่นใจ หากคุณต้องการ...
-

คู่มือการเลือกพื้นผิวสำหรับผู้ซื้อวัตถุดิบแผ่นดีบุก
การเลือกพื้นผิวที่เหมาะสมเป็นวิธีที่รวดเร็วที่สุดในการสร้างสมดุลระหว่างคุณภาพการพิมพ์ ความต้านทานการกัดกร่อน และประสิทธิภาพของสายการผลิตในแผ่นเหล็กเคลือบดีบุก คู่มือการเลือกพื้นผิวสำหรับผู้ซื้อวัตถุดิบแผ่นเหล็กเคลือบดีบุกนี้ได้สรุปความแตกต่างในทางปฏิบัติระหว่างพื้นผิวทั่วไป วิธีการทำงานบนเครื่องพิมพ์และการขึ้นรูป รวมถึงวิธีการระบุสเปคด้วยความมั่นใจสำหรับการจัดหาวัตถุดิบทั่วโลก...
-

ตัวเลือกน้ำหนักการเคลือบแบบกำหนดเองสำหรับการจัดหาวัตถุดิบแผ่นเหล็กเคลือบดีบุก
บทนำเกี่ยวกับน้ำหนักการเคลือบทินในบรรจุภัณฑ์เหล็ก หากคุณทำงานกับกระป๋อง ฝา หรืออุปกรณ์ปิดผนึก คุณคงทราบดีว่าทินไม่ใช่เพียงแค่ผิวเงางามเท่านั้น แต่ยังเป็นเกราะป้องกันการกัดกร่อนที่สามารถควบคุมได้และเป็นตัวช่วยในกระบวนการผลิตอีกด้วย ตัวเลือกน้ำหนักการเคลือบแบบกำหนดเองสำหรับการจัดหาวัตถุดิบแผ่นเหล็กเคลือบทินช่วยให้คุณปรับแต่งเกราะป้องกันนี้ได้อย่างแม่นยำ โดยสมดุลระหว่างการปกป้องผลิตภัณฑ์ ประสิทธิภาพในการขึ้นรูป...
-

เกรดความแม่นยำของอุณหภูมิสำหรับการจัดหาวัตถุดิบเหล็กเคลือบดีบุก
การเลือกเกรดความแข็งที่เหมาะสมเป็นวิธีที่รวดเร็วที่สุดในการสร้างสมดุลระหว่างความแข็งแรง ความสามารถในการขึ้นรูป และต้นทุนของเหล็กเคลือบดีบุก คู่มือนี้จะอธิบายว่าการเลือกเกรดความแข็งส่งผลต่อประสิทธิภาพของผลิตภัณฑ์ ตั้งแต่กระป๋องขึ้นรูปลึกไปจนถึงภาชนะบรรจุสารเคมีความดันสูง—เพื่อให้คุณมั่นใจในคุณภาพที่สม่ำเสมอและระยะเวลาการผลิตที่คาดการณ์ได้ หากคุณกำลังประเมินเกรดความแข็งแบบแม่นยำสำหรับวัตถุดิบเหล็กเคลือบดีบุก...