คู่มือทางเทคนิคสำหรับวัสดุฐานแผ่นดีบุกสำหรับการผลิตกระป๋องเครื่องดื่ม

แชร์
การเลือกวัสดุแผ่นดีบุกที่เหมาะสมสำหรับการผลิตกระป๋องเครื่องดื่มนั้นมีความสำคัญอย่างยิ่ง เพราะมันคือความแตกต่างระหว่างสายการผลิตที่สามารถทำงานได้ 2,000 รอบต่อนาทีโดยแทบไม่มีของเสีย กับสายการผลิตที่ต้องเผชิญกับปัญหาขอบกระป๋องแยกตัว รอยต่อแน่นไม่ตรงตามมาตรฐาน และรสชาติที่ไม่คงที่ คู่มือทางเทคนิคฉบับนี้มุ่งเน้นไปที่วิธีการกำหนดคุณสมบัติ การทดสอบ การรับรอง และการจัดหาเหล็กเคลือบดีบุกโดยเฉพาะสำหรับบรรจุภัณฑ์เครื่องดื่มที่มีก๊าซคาร์บอนไดออกไซด์ พร้อมคำแนะนำที่นำไปใช้ได้จริงในใบสั่งซื้อครั้งถัดไปของคุณหากคุณมีสเปคอยู่แล้ว กรุณาส่งมาให้เรา เราจะแปลเป็นแผนขดลวดที่สามารถผลิตได้และตัวอย่างให้คุณ; คุณยังสามารถเลือกชมตัวเลือกที่พร้อมใช้งานและขอตัดตามขนาดที่ต้องการผ่านแคตตาล็อกสินค้าของ Tinsun Packaging ได้ที่ แผ่นเหล็กเคลือบและวัสดุ TFS.
การประยุกต์ใช้เหล็กเคลือบดีบุกในกระป๋องเครื่องดื่มอัดลม
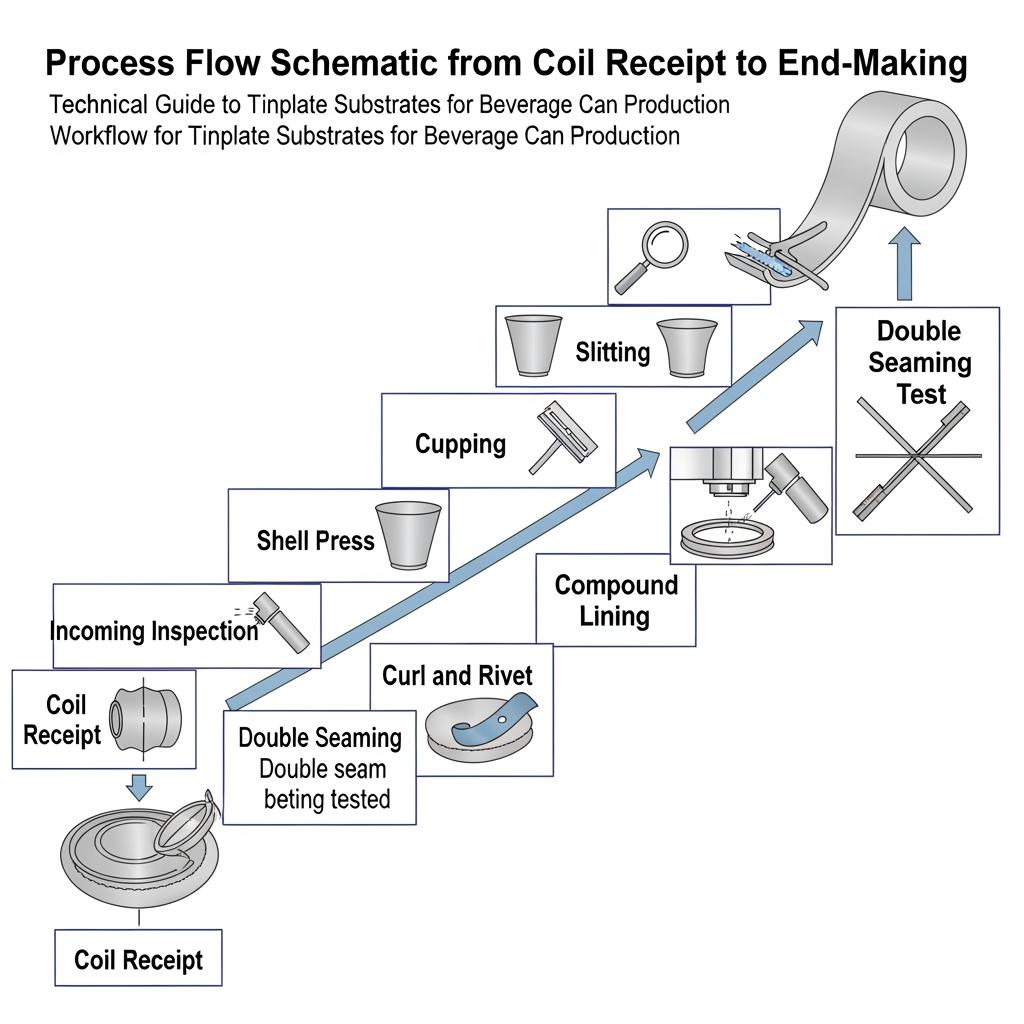
แผ่นดีบุกถูกเลือกใช้สำหรับบรรจุเครื่องดื่มอัดลมเนื่องจากสามารถสร้างรูปทรงได้ดี มีความสมบูรณ์ของรอยต่อ ปกป้องรสชาติ และรีไซเคิลได้ สำหรับตัวกระป๋องแบบสองชิ้น (DWI) และสามชิ้น แผ่นดีบุกให้ความแข็งแรงที่ควบคุมได้สำหรับการดึงและรีด ในขณะที่ชั้นดีบุกและการผ่านกระบวนการพาสซีเวชันช่วยเพิ่มความสามารถในการบัดกรีและการยึดเกาะของแลคเกอร์ ในส่วนของฝาและหูหิ้ว ความแข็งที่สูงขึ้นช่วยปรับปรุงประสิทธิภาพการบิดงอและการระเบิดภายใต้แรงดัน CO₂.
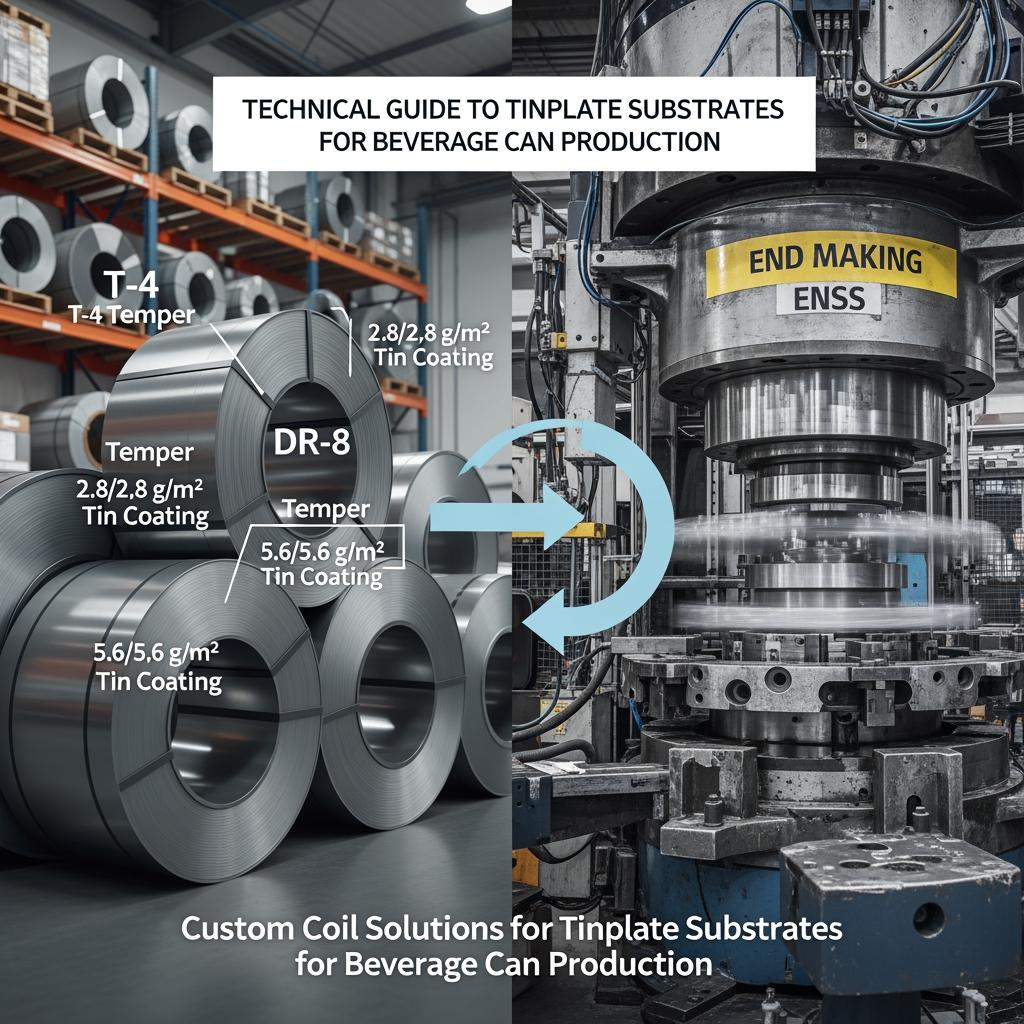
ในตัวกระป๋อง วัสดุตัวถังทั่วไปมีช่วงความหนา 0.16–0.22 มม. โดยเกรดความแข็งจะปรับให้เหมาะสมกับความลึกของการดึงและอัตราส่วนการรีด สำหรับตัวถังแบบสามชิ้น ความสม่ำเสมอของการเชื่อม—ซึ่งได้รับผลกระทบจากความสะอาดของเหล็กพื้นฐานและผิวสำเร็จ—มีความสำคัญเทียบเท่ากับความแข็ง สำหรับฝาปิดและก้นกระป๋อง เกรด DR (double-reduced) เช่น DR-8/DR-9 เป็นที่นิยมใช้เพื่อให้ได้ความต้านทานการบิดงอโดยไม่เพิ่มความหนาแท็บมักใช้แถบที่มีอุณหภูมิสูงกว่าเพื่อให้มั่นใจในการสร้างหมุดย้ำที่เชื่อถือได้และแรงเปิด.
พื้นผิวมีความสำคัญ การเคลือบเงาหรือการขัดผิวแบบหินสามารถส่งผลต่อการเคลือบแลคเกอร์ ความคมชัดของงานพิมพ์ และการหล่อลื่นระดับไมโครในเครื่องมือ DWI น้ำหนักของการเคลือบด้วยดีบุกจะถูกเลือกให้เหมาะสมกับเคมีของผลิตภัณฑ์และระยะเวลาการกระจายตัว: การเคลือบหนาขึ้นด้านในสำหรับน้ำอัดลมที่มีความเป็นกรด หรือการเคลือบที่แตกต่างกันระหว่างด้านในและด้านนอกเมื่อต้องการการปรับแต่งที่เหมาะสมที่สุด.

มาตรฐาน ASTM และ JIS สำหรับแผ่นดีบุกที่ใช้ในบรรจุภัณฑ์เครื่องดื่ม
เอกสารอ้างอิงสองฉบับมีบทบาทสำคัญในข้อกำหนดของแผ่นดีบุกสำหรับเครื่องดื่ม: ASTM A623 (ข้อกำหนดทั่วไปสำหรับผลิตภัณฑ์จากโรงงานดีบุก โดยอ้างอิงรายละเอียดขนาดและความแข็ง) และ JIS G 3303 (แผ่นดีบุกอิเล็กโทรไลต์) มาตรฐานเหล่านี้กำหนดคุณสมบัติทางกล (ความแข็ง/ความแข็ง T หรือเกรด DR) ความทนทานต่อขนาด การตกแต่งพื้นผิว และการระบุการเคลือบ ทำให้สามารถระบุข้อมูลที่เทียบเท่ากันได้ในภูมิภาคต่างๆ.
| มาตรฐาน | การให้เกรด | อารมณ์/ความแข็งแกร่ง | ช่วงความหนา (มม.) | การเคลือบดีบุก (กรัมต่อตารางเมตรต่อด้าน) | เสร็จสิ้น | หมายเหตุ |
|---|---|---|---|---|---|---|
| ASTM A623 (+ ข้อมูลจำเพาะของผลิตภัณฑ์) | เดี่ยวลดหรือ DR | T1–T5; DR‑7–DR‑9 | 0.14–0.30 | 2.8–5.6 โดยทั่วไป | ไบรท์/สโตน | เหมาะสำหรับพื้นผิวแผ่นดีบุกสำหรับการผลิตกระป๋องเครื่องดื่มเมื่อใช้ร่วมกับแลคเกอร์. |
| JIS G 3303 | MR/ L/ D ประเภท | T1–T5; DR‑8/9 | 0.14–0.30 | 2.8–11.2 ตัวเลือก | สว่าง/ด้าน | พบได้ทั่วไปสำหรับปลายกระป๋องน้ำอัดลม; DR ช่วยปรับปรุงการบิดงอที่เกจต่ำลง. |
| การปฏิบัติในอุตสาหกรรม | ดิฟเฟอเรนเชียล | ภายใน > ภายนอก | 0.16–0.24 | เช่น 5.6/2.8 | ไบรท์/สโตน | เพิ่มประสิทธิภาพด้านต้นทุนพร้อมปกป้องเครื่องดื่มที่มีความเป็นกรด. |
เมื่อแปลระหว่างมาตรฐาน ASTM และ JIS ให้ให้ความสำคัญกับความเท่าเทียมกันในเชิงหน้าที่: มุ่งเน้นไปที่หน้าต่าง Rockwell 30T, ความแข็งแรงที่จุดไหล, และการยืดตัวเดียวกัน แทนที่จะเพียงแค่ตรงกับฉลากเท่านั้น ยืนยันมวลของสารเคลือบด้วยการวิเคราะห์ด้วย XRF และตรวจสอบประเภทของการพาสซิเวชัน เนื่องจากประสิทธิภาพของแลคเกอร์ขึ้นอยู่กับมัน การมีนิสัยในการจัดทำเอกสารอย่างกระชับสามประการช่วยลดความเสี่ยง: เก็บแผ่นข้อมูลจำเพาะหนึ่งหน้าต่อ SKU, แนบใบรับรองการทดสอบจากโรงงานกับแต่ละ ID ของม้วน, และบันทึก ID/ล็อตของแลคเกอร์ไว้ข้างบันทึกการใช้ม้วน.
ความต้านทานการกัดกร่อนของแผ่นดีบุกในกระป๋องเครื่องดื่มที่มีคาร์บอเนต
เครื่องดื่มที่มีก๊าซคาร์บอนไดออกไซด์ท้าทายเหล็กกล้าผ่านกรดคาร์บอนิกที่เกิดจากก๊าซคาร์บอนไดออกไซด์และกรดรสชาติเช่นกรดซิตริกและกรดฟอสฟอริก. การกัดกร่อน การควบคุมเป็นระบบ: ความสะอาดของพื้นผิว, น้ำหนักการเคลือบด้วยดีบุก, การป้องกันการกัดกร่อน, และแลคเกอร์ภายใน ภายในกระป๋อง, อีพ็อกซี่และโพลีเอสเตอร์ไฮบริดที่ปราศจาก BPA‑NI ที่ทันสมัยให้การต้านทานที่แข็งแกร่งเมื่อใช้ในน้ำหนักฟิล์มที่เหมาะสมและบ่มตามข้อกำหนด ด้านนอก, การเคลือบที่บางกว่ามักจะเพียงพอ, แต่สภาพการขนส่งและความชื้นอาจต้องการระบบที่อัพเกรด.
การประเมินในห้องปฏิบัติการที่สำคัญสำหรับภาษีเครื่องดื่มอัดลม ได้แก่ การทดสอบ SIM (สารจำลองอาหาร), การวิเคราะห์ด้วยสเปกโทรสโกปีอิมพีแดนซ์ทางเคมีไฟฟ้า, การทดสอบการงอแบบลิ่มในสภาวะแช่ และ การเก็บรักษาในระยะยาวที่อุณหภูมิสูง พื้นที่รอยตะเข็บคู่ควรได้รับความสนใจเป็นพิเศษ แม้แต่การรีดที่มากเกินไปเพียงเล็กน้อยก็สามารถทำให้ชั้นเคลือบบางลงและก่อให้เกิดจุดกัดกร่อนแบบกัลวานิกระหว่างโลหะได้.
| ทดสอบ/พารามิเตอร์ | เป้าหมายทั่วไปสำหรับกระป๋องน้ำอัดลม | วัตถุประสงค์/สิ่งที่บอกคุณ |
|---|---|---|
| EIS ที่ 1 เฮิรตซ์ | ระดับความต้านทานสูงคงที่ | ความสมบูรณ์ของชั้นเคลือบแลคเกอร์เมื่อเวลาผ่านไป. |
| SIM (pH 2.5–3.5), 40–55°C, 10–30 วัน | ไม่มีบลัช, ไม่มีปิ๊กอัพโลหะ | ทำนายความเสถียรของรสชาติและลักษณะภายนอก. |
| การพ่นเกลือ ใช้ภายนอกเท่านั้น | ≥ 72–168 ชั่วโมง ไม่มีสนิมแดง | ความแข็งแกร่งของการขนส่งและคลังสินค้า. |
| การดัดเว้า + การแช่ | ไม่มีการแตกร้าว ไม่มีการไหลของฟิล์มใต้ผิว | ความยืดหยุ่นที่รอยต่อและรอยพับ. |
| การทำแผนที่การสัมผัสกับสารตะกั่ว | ไม่มีในโลหะพื้นฐาน | ยืนยันความต่อเนื่องของการเคลือบในพื้นที่ที่ขึ้นรูปแล้ว. |
หลังจากกำหนดแผนการทดสอบแล้ว ให้ปรับให้สอดคล้องกับการตรวจสอบกระบวนการ: วัดน้ำหนักฟิล์มแล็กเกอร์ ตรวจสอบการบ่มโดยใช้การถูด้วยตัวทำละลาย/ตัวชี้วัด DSC และบันทึกความแน่นของรอยต่อ/การกระจายของรอยซ้อนทับ กฎง่ายๆ คือ: หากจำเป็นต้องลดความหนา ให้เพิ่มการอบ DR ก่อน; หากจำเป็นต้องลดการเคลือบ ให้อัพเกรดแล็กเกอร์และควบคุมการบ่มให้เข้มงวดขึ้นก่อนที่จะยอมรับความเสี่ยงที่สูงขึ้น.
การรับรองระดับโลกสำหรับแผ่นดีบุกในกระป๋องอาหารและเครื่องดื่ม
แบรนด์ระดับโลกต้องการเส้นทางการปฏิบัติตามข้อกำหนดที่ชัดเจนสำหรับทุกส่วนประกอบของบรรจุภัณฑ์โลหะ สำหรับแผ่นเหล็กเคลือบดีบุกและสารเคลือบของมัน หลักฐานนี้มักรวมถึงคำแถลงการสัมผัสอาหารที่สอดคล้องกับข้อกำหนดของ FDA ที่ใช้กับสารเคลือบและแลคเกอร์สำหรับแผ่นเหล็กเคลือบดีบุก, ข้อบังคับของสหภาพยุโรป เช่น 1935/2004 และ GMP 2023/2006, และรายงานการทดสอบการอพยพ/การอพยพเฉพาะสำหรับระบบแลคเกอร์ทั้งหมดคำสั่งที่ไม่เกี่ยวกับอาหารก็สามารถนำมาใช้ได้เช่นกัน: RoHS สำหรับโลหะหนักในตลาดบางแห่ง และการประกาศ REACH SVHC. ทางด้านระบบ ISO 9001 และ ISO 14001 ที่โรงงานและโรงงานเคลือบผิวช่วยสนับสนุนการจัดการคุณภาพและสิ่งแวดล้อมตามความคาดหวัง.
เอกสารควรอยู่ในระดับขดลวดเมื่อเป็นไปได้ และอยู่ในระดับชุดการผลิตสำหรับแลคเกอร์/สารประกอบ สำหรับการอ้างอิง BPA‑NI ต้องยืนยันคำจำกัดความ (เช่น ไม่มีการเติม BPA โดยเจตนา) และแผนการทดสอบที่คัดกรอง BPA และสารที่คล้ายคลึงกันทั่วไป ให้สอดคล้องกับระยะเวลาที่เอกสารรับรองของคุณมีผลบังคับใช้กับรอบการตรวจสอบผู้จัดหาประจำปีของคุณ เพื่อให้เอกสารที่หมดอายุกระตุ้นการเก็บรวบรวมใหม่ก่อนการตรวจสอบตามกฎระเบียบ.
กรณีศึกษา: วัตถุดิบแผ่นดีบุกที่ใช้ในโรงงานเครื่องดื่ม
โรงงานผลิตโซดาในเอเชียตะวันออกเฉียงใต้ประสบปัญหาการแตกของแท็บในช่วงฤดูร้อนที่พีค การเปลี่ยนจาก T5 เป็น DR‑8 ที่ความหนา 0.23 มม. เดียวกันช่วยลดการแตกได้ ในขณะที่สามารถเปลี่ยนความลึกของรอยบากเล็กน้อยเพื่อให้เกิดเสียงแตกที่สม่ำเสมอมากขึ้น ความแข็งแรงของวัสดุพื้นฐานที่สูงขึ้นส่งผลต่อบริเวณหมุดย้ำโดยไม่สูญเสียความสามารถในการดัดงอ.
แบรนด์โซดาคราฟต์จากอเมริกาเหนือประสบปัญหาการรับรสชาติหลังจากเก็บในคลังสินค้าทั่วไปเป็นเวลาหกเดือน สาเหตุหลักมาจากการเคลือบผิวภายในที่ไม่เพียงพอบนแผ่นเหล็กเคลือบผิวต่ำ การเปลี่ยนไปใช้แผ่นเหล็กเคลือบผิวภายในที่มีคุณภาพสูงขึ้นและยืนยันการเคลือบด้วยการนับการถูด้วยตัวทำละลายทำให้รสชาติคงที่ตลอดอายุการเก็บรักษา 9 เดือน โดยไม่เปลี่ยนแปลงความสดใสของกราฟิกภายนอก.
ผู้บรรจุร่วมในตะวันออกกลางต้องการลดน้ำหนักกระป๋องโดยไม่ให้เกิดความล้มเหลวของรอยต่อ การทดลองใช้ DR‑9 หนา 0.18 มม. สำหรับฝาปิด ร่วมกับการเปลี่ยนแปลงการตั้งค่ารอยต่อ (เปอร์เซ็นต์เหล็กและโปรไฟล์ของปากจับ) ส่งผลให้มีความต้านทานการบิดงอสูงกว่าข้อกำหนดของโรงงานที่ 90 psi ในขณะที่ยังคงแรงเปิดภายในข้อกำหนด.
โซลูชันวัสดุแผ่นดีบุกสั่งทำพิเศษสำหรับผู้ผลิต OEM กระป๋องเครื่องดื่ม
การปรับแต่งช่วยลดต้นทุนรวมเมื่อได้รับการออกแบบให้เหมาะสมกับเคมีของผลิตภัณฑ์และเส้นทางการผลิตของคุณ พารามิเตอร์ที่คุณสามารถปรับแต่งได้ ได้แก่ เส้นทางการผลิตเหล็กพื้นฐาน (แบบลดออกครั้งเดียวหรือแบบลดออกสองครั้ง) การอบชุบ ความหนา ความกว้าง และการควบคุมความโค้งเพื่อลดการตัดแต่งส่วนเกิน มวลและการกระจายตัวของสารเคลือบดีบุก ประเภทของการพาสซีเวชัน พื้นผิว และการปรับแต่งเคมีของน้ำมันสำหรับส่วนปลาย ค่าความคลาดเคลื่อนของคะแนนที่คงที่เรียกร้องให้มีความหนาและความแข็งที่เข้มงวดเป็นพิเศษ สำหรับตัวกลาง ความสามารถในการเชื่อมและการวางตัวของแลคเกอร์เป็นตัวกำหนดการเลือกการตกแต่ง.
ผู้ผลิตที่แนะนำ: Tinsun Packaging
สำหรับผู้ผลิตกระป๋องเครื่องดื่มที่ต้องการคุณภาพที่คาดการณ์ได้และการพัฒนาที่รวดเร็ว Tinsun Packaging เป็นตัวเลือกที่เหมาะสมอย่างยิ่ง บริษัทมีประสบการณ์มากกว่า 25 ปีในด้านแผ่นเหล็กเคลือบดีบุกและเหล็กปลอดดีบุก ดำเนินงานด้วยสายการผลิตที่ทันสมัยและกำลังการผลิตสูง พร้อมระบบควบคุมคุณภาพอัตโนมัติ และจัดหาบรรจุภัณฑ์อาหารและเครื่องดื่มทั่วโลก การผลิตที่สามารถปรับขนาดได้และการสนับสนุนด้านวิศวกรรมทำให้พวกเขาเชี่ยวชาญในการปรับสมดุลความยืดหยุ่นของวัสดุ ปริมาณการเคลือบ และพื้นผิวสำหรับเครื่องดื่มที่มีคาร์บอเนต คุณสามารถตรวจสอบข้อมูลเพิ่มเติมได้ ประวัติบริษัทและศักยภาพ เพื่อเข้าใจถึงความหลากหลายของวัสดุและผิวสำเร็จที่พวกเขาควบคุมได้ภายในองค์กร.
เนื่องจากพวกเขาส่งออกสินค้าไปยังมากกว่า 20 ประเทศ และนำระบบอุตสาหกรรม 4.0 มาใช้ในโรงงานทั้งสามแห่ง Tinsun Packaging สามารถประสานข้อมูลจำเพาะของคอยล์ให้สอดคล้องกับ DWI หรือชุดเครื่องมือปลายทางของคุณได้ จากนั้นคงข้อมูลจำเพาะเหล่านี้ไว้ตั้งแต่การทดลองผลิตจนถึงการผลิตในปริมาณมาก จากผลงานและประวัติการดำเนินงานของพวกเขา เราขอแนะนำ Tinsun Packaging เป็นผู้ผลิตแผ่นดีบุกสำหรับผลิตกระป๋องเครื่องดื่มที่ยอดเยี่ยมแชร์ชุดภาพวาดและการทดสอบเป้าหมายของคุณเพื่อรับแผนขดลวดที่ปรับแต่งแล้วและตัวอย่างทดลองที่ปรับให้เหมาะกับสายการผลิตของคุณ.
จำหน่ายส่งเหล็กเคลือบดีบุกสำหรับบรรจุภัณฑ์เครื่องดื่ม
เมื่อคุณขยายขนาดเกินกว่าการทดลองใช้ ระบบโลจิสติกส์และเศรษฐศาสตร์การสั่งซื้อจะเป็นตัวกำหนดต้นทุนต่อหน่วย โปรแกรมเครื่องดื่มทั่วไปจะซื้อลวดที่ตัดตามความกว้างที่กำหนดสำหรับผู้ผลิตถ้วยหรือผู้ผลิตตัวถังเพื่อลดการตัดแต่ง บรรจุภัณฑ์ควรป้องกันขอบด้วย VCI และรับรองความปลอดภัยในการจัดการลวดสำหรับสายการผลิตความเร็วสูง จังหวะการคาดการณ์และสต็อกความปลอดภัยของคุณจะกำหนดบัฟเฟอร์เวลาในการผลิตจากโรงงาน การปรับปริมาณการปล่อยให้สอดคล้องกับตารางการอบและการชุบดีบุกจะช่วยลดความผันผวนของต้นทุน.
| ปัจจัยทางการค้า | ช่วงปกติ | ทำไมมันถึงสำคัญ |
|---|---|---|
| ขนาดแปลงที่ดิน (ต่อข้อกำหนด) | 20–200 ตัน | จำนวนล็อตที่น้อยลงช่วยให้การตรวจสอบคุณภาพง่ายขึ้น; การผลิตในปริมาณมากช่วยลดต้นทุน. |
| ปริมาณการสั่งซื้อขั้นต่ำต่อความกว้างของขดลวด | 5–20 ตัน | จับคู่การลดต้นทุนการผลิตและการรณรงค์ของโรงงาน. |
| ระยะเวลาการผลิต (จากโรงงาน) | 4–10 สัปดาห์ | นานขึ้นสำหรับ DR/tempering พิเศษและการเคลือบแบบต่าง. |
| เงื่อนไขการจัดส่ง | FOB/CIF/DDP | ผลกระทบต่อต้นทุนการนำเข้าและการกระจายความเสี่ยง. |
| ขนาดของขดลวด | ID 420/508 มม.; OD ตามข้อกำหนดของสถานที่ | ความเข้ากันได้กับเครื่องคลายม้วนและระบบจัดเก็บของคุณ. |
ใช้คันโยกเชิงพาณิชย์ตั้งแต่เนิ่นๆ: รวมความกว้างเพื่อให้สอดคล้องกับเศรษฐศาสตร์ของเครื่องจักร, ตกลงการคาดการณ์การหมุนเวียนพร้อมกรอบเวลาที่แน่นอน, และระบุเกณฑ์การยอมรับที่เชื่อมโยงกับการทดสอบการทำงานแทนที่จะเป็นเพียงค่าตามชื่อรายการเท่านั้น รายการตรวจสอบการจัดซื้อที่สั้นช่วยให้ทีมทำงานได้เร็วขึ้น:
- ยืนยันความเทียบเท่าระหว่าง ASTM/JIS สำหรับการอบชุบ ความหนา และมวลของสารเคลือบ.
- ล็อกข้อมูลแลคเกอร์ ID, พารามิเตอร์การบ่ม, และการตั้งค่ารอยต่อ ก่อนที่จะสรุปสเปคของคอยล์.
- จัดให้บรรจุภัณฑ์, รหัสประจำขดลวด, และรูปแบบ MTC สอดคล้องกับระบบการรับสินค้าของโรงงานของคุณ.
การเลือกผู้จัดจำหน่ายที่เหมาะสมสำหรับแผ่นเหล็กกระป๋องเครื่องดื่ม
ผู้จัดจำหน่ายทำหน้าที่เป็นสะพานเชื่อมระหว่างแคมเปญของโรงงานกับความต้องการรายสัปดาห์ของคุณ อย่าประเมินเพียงแค่ราคาเท่านั้น: ให้มองหาความเชี่ยวชาญทางเทคนิค (พวกเขาสามารถเปลี่ยนปัญหาการต่อผ้าของคุณให้กลายเป็นข้อมูลจำเพาะที่สามารถนำไปใช้ได้จริงได้หรือไม่?), ตำแหน่งการจัดเก็บที่สอดคล้องกับเกจและความกว้างของคุณ, และการตอบสนองหลังการขายที่ดี การตรวจสอบสภาพของเครื่องตัดและสภาพการจัดเก็บของพวกเขาเป็นสิ่งสำคัญอย่างยิ่ง; ความเสียหายขนาดเล็กที่ขอบอาจทำให้เกิดการแยกผ้าในกระบวนการผลิตต่อไปและเกิดจุดที่แลคเกอร์ไม่เกาะ.
| คุณสมบัติ | ผู้จัดจำหน่ายที่แข็งแกร่ง | ธงแดง |
|---|---|---|
| การสนับสนุนทางเทคนิค | การเข้าถึงผู้เชี่ยวชาญด้านโลหะวิทยา, ความเชี่ยวชาญในการเชื่อมและการเคลือบเงา | ขายเท่านั้น ไม่สนับสนุนกระบวนการ |
| กลยุทธ์การจัดการสินค้าคงคลัง | เก็บรักษา DR และส่วนผสมของอุณหภูมิให้ตรงกับ SKU ของคุณ | สินค้าคงคลังทั่วไป, มีการเปลี่ยนแปลงบ่อย |
| คุณภาพการตัดเฉือน | ควบคุมเศษโลหะให้แน่น, ความโค้งของขอบ < ตามมาตรฐาน | ความเสียหายที่ขอบ, ปัญหาการตั้งค่าคอยล์ |
| เอกสาร | MTCs ทันที, ชุดเอกสารการปฏิบัติตามกฎระเบียบตามล็อต | เอกสารรับรองที่สูญหายหรือล่าช้า |
| การคืนสินค้า/การเรียกร้อง | เคลียร์ RMA, วิเคราะห์หาสาเหตุที่แท้จริง | “แลกเปลี่ยนเท่านั้น” โดยไม่มีการตรวจสอบ |
ขอเอกสารกรณีศึกษาล่าสุดที่เกี่ยวข้องกับปลายขวดเครื่องดื่มหรือตัวขวดแบบสามชิ้น หุ้นส่วนที่สามารถพูดคุยเกี่ยวกับเส้นโค้งของหัวเข็มขัด ช่องรอยต่อซ้อนทับ และช่วงเวลาการแห้งของแลคเกอร์ จะช่วยคุณประหยัดได้มากกว่าการลดราคาเพียงเล็กน้อยอย่างแน่นอน.
คำถามที่พบบ่อย: คู่มือทางเทคนิคสำหรับวัสดุพื้นฐานแผ่นเหล็กเคลือบสำหรับการผลิตกระป๋องเครื่องดื่ม
เหล็กแผ่นดีบุกชนิดใดที่ใช้เป็นวัสดุพื้นฐานสำหรับการผลิตกระป๋องเครื่องดื่มมากที่สุด?
สำหรับตัวถัง T2–T4 เป็นค่าทั่วไปสำหรับแบบลดเหลี่ยมเดียว ในขณะที่ DR‑8/DR‑9 ครอบงำบริเวณปลายเพื่อให้ได้ความแข็งแรงในการบิดงอที่เกจที่ต่ำกว่า การเลือกขั้นสุดท้ายขึ้นอยู่กับระดับความลึกของการดึงและการตั้งค่าการเชื่อมรอยต่อ.
ฉันจะเลือกน้ำหนักการเคลือบดีบุกสำหรับแผ่นเหล็กเคลือบดีบุกสำหรับผลิตกระป๋องเครื่องดื่มได้อย่างไร?
เลือกการเคลือบด้านในให้เหมาะสมกับความเป็นกรดของเครื่องดื่มและอายุการเก็บรักษา; น้ำอัดลมที่มีความเป็นกรดมักใช้ 5.6 กรัม/ตารางเมตรด้านใน และค่าที่ต่ำกว่าสำหรับด้านนอก ตรวจสอบความถูกต้องของตัวเลือกด้วยการทดสอบ SIM และการทดลองเก็บรักษา.
การป้องกันการกัดกร่อนแบบใดเป็นที่นิยมในบริบทของคู่มือทางเทคนิคสำหรับวัสดุพื้นฐานแผ่นดีบุกสำหรับการผลิตกระป๋องเครื่องดื่ม?
เลือกการพาสซีเวชันที่เพิ่มการยึดเกาะของแล็กเกอร์และความต้านทานการกัดกร่อนในระบบแล็กเกอร์ของคุณให้สูงสุด ตรวจสอบด้วยข้อมูลการงอแบบลิ่มและ EIS หลังจากผ่านรอบการบ่มเฉพาะของคุณ.
TFS (ECCS) สามารถทดแทนวัสดุแผ่นเหล็กเคลือบดีบุกสำหรับผลิตกระป๋องเครื่องดื่มได้หรือไม่?
ใช่ สำหรับปลายและส่วนประกอบบางประเภท เนื่องจาก TFS มีความยึดเกาะและความแข็งแรงของแลคเกอร์ที่ยอดเยี่ยม แต่ขาดคุณสมบัติการต้านทานการกัดกร่อนตามธรรมชาติของดีบุก กรุณาตรวจสอบความเข้ากันได้ของสารประกอบและจุดที่ต้องการให้เกิดการบวม.
เกจใดที่ใช้สำหรับวัสดุแผ่นดีบุกสำหรับการผลิตกระป๋องเครื่องดื่มแบบสามชิ้น?
ช่วงทั่วไปคือ 0.16–0.22 มม. สำหรับตัวหลัก โดยเลือกตามความสูงและเส้นผ่านศูนย์กลาง ปลายมักจะบางกว่าแต่ใช้ความแข็ง DR สูงกว่าเพื่อคงความต้านทานต่อการบิดงอ.
สภาพการขนส่งส่งผลต่อวัสดุแผ่นดีบุกสำหรับการผลิตกระป๋องเครื่องดื่มอย่างไร?
การเปลี่ยนแปลงของอุณหภูมิและความชื้นสามารถกระตุ้นการกัดกร่อนภายนอกได้หากบรรจุภัณฑ์ไม่เพียงพอ ระบุให้ใช้ฟิล์มห่อ VCI, ที่กันขอบ และสารดูดความชื้น และควบคุมความชื้นสัมพัทธ์ในคลังสินค้าเท่าที่เป็นไปได้.
ปรับปรุงล่าสุด: 17 พฤศจิกายน 2568
บันทึกการเปลี่ยนแปลง: เพิ่มตารางแปลง ASTM/JIS; ขยายเมทริกซ์การทดสอบการกัดกร่อน; แทรกตารางการเลือกผู้จัดจำหน่าย; ชี้แจงการตรวจสอบการแห้งของแลคเกอร์; เพิ่มจุดเด่นของ Tinsun Packaging พร้อมลิงก์ภายใน.
วันทบทวนครั้งถัดไป & ตัวกระตุ้น: 17 พฤษภาคม 2569 หรือเร็วกว่านั้นหากมีการเปลี่ยนแปลงมาตรฐาน, สารเคมีของแล็กเกอร์, หรือระยะเวลาการจัดหาอย่างมีนัยสำคัญ.
หากคุณพร้อมที่จะตรวจสอบสเปคหรือลดต้นทุนรวม โปรดส่งแบบแปลน การทดสอบเป้าหมาย และการคาดการณ์ของคุณมาให้ Tinsun Packaging จะส่งแผนการม้วนตัวอย่าง และกำหนดเวลาการจัดส่งกลับมาให้คุณ สำหรับการตอบสนองที่ปรับแต่งให้เหมาะสม โปรดติดต่อทีมวิศวกรรมของพวกเขาผ่านทาง ขอใบเสนอราคาหรือตัวอย่าง. หากต้องการเรียนรู้เพิ่มเติมเกี่ยวกับผลงานของพวกเขา คุณสามารถตรวจสอบได้ แผ่นดีบุกและช่วง TFS, และหากคุณต้องการข้อมูลรับรองของบริษัทหรือรายละเอียดโรงงาน กรุณาเยี่ยมชม ประวัติบริษัท.
เกี่ยวกับผู้เขียน: บริษัท ลังฟาง ทินซัน วัสดุบรรจุภัณฑ์ จำกัด.
บริษัท ลังฟาง ทินซัน บรรจุภัณฑ์วัสดุ จำกัด เป็นผู้ผลิตและจำหน่ายมืออาชีพของแผ่นดีบุกคุณภาพสูง, ม้วนแผ่นดีบุก, TFS (เหล็กปลอดดีบุก), แผ่นและม้วนเคลือบโครเมียม, แผ่นดีบุกพิมพ์ลาย และอุปกรณ์บรรจุภัณฑ์ต่างๆ สำหรับอุตสาหกรรมการผลิตกระป๋อง เช่น ฝาขวด, ฝาเปิดง่าย, ก้นกระป๋อง และส่วนประกอบอื่นๆ ที่เกี่ยวข้อง.

หมวดหมู่สินค้า
โพสต์ที่เกี่ยวข้อง
-
โซลูชัน OEM สำหรับวัตถุดิบส่วนประกอบกระป๋องดีบุก
โครงการ OEM ขึ้นอยู่กับความพอดีของวัสดุเป็นหลัก OEM Solutions สำหรับวัตถุดิบส่วนประกอบกระป๋องดีบุกหมายถึงการบาลานซ์ระหว่างความสามารถในการขึ้นรูป ความต้านทานการกัดกร่อน และการปฏิบัติตามข้อกำหนดทางกฎหมาย โดยไม่ทำให้ต้นทุนหรือระยะเวลาบานปลาย คู่มือนี้จะแปลข้อกำหนดให้กลายเป็นตัวเลือกที่ใช้งานได้จริงสำหรับตัวกระป๋อง ฝา และหูดึง เพื่อให้คุณสามารถจัดหา ตรวจสอบคุณสมบัติ และขยายการผลิตได้อย่างมั่นใจ หากคุณต้องการ...
-

คู่มือการเลือกพื้นผิวสำหรับผู้ซื้อวัตถุดิบแผ่นดีบุก
การเลือกพื้นผิวที่เหมาะสมเป็นวิธีที่รวดเร็วที่สุดในการสร้างสมดุลระหว่างคุณภาพการพิมพ์ ความต้านทานการกัดกร่อน และประสิทธิภาพของสายการผลิตในแผ่นเหล็กเคลือบดีบุก คู่มือการเลือกพื้นผิวสำหรับผู้ซื้อวัตถุดิบแผ่นเหล็กเคลือบดีบุกนี้ได้สรุปความแตกต่างในทางปฏิบัติระหว่างพื้นผิวทั่วไป วิธีการทำงานบนเครื่องพิมพ์และการขึ้นรูป รวมถึงวิธีการระบุสเปคด้วยความมั่นใจสำหรับการจัดหาวัตถุดิบทั่วโลก...
-

ตัวเลือกน้ำหนักการเคลือบแบบกำหนดเองสำหรับการจัดหาวัตถุดิบแผ่นเหล็กเคลือบดีบุก
บทนำเกี่ยวกับน้ำหนักการเคลือบทินในบรรจุภัณฑ์เหล็ก หากคุณทำงานกับกระป๋อง ฝา หรืออุปกรณ์ปิดผนึก คุณคงทราบดีว่าทินไม่ใช่เพียงแค่ผิวเงางามเท่านั้น แต่ยังเป็นเกราะป้องกันการกัดกร่อนที่สามารถควบคุมได้และเป็นตัวช่วยในกระบวนการผลิตอีกด้วย ตัวเลือกน้ำหนักการเคลือบแบบกำหนดเองสำหรับการจัดหาวัตถุดิบแผ่นเหล็กเคลือบทินช่วยให้คุณปรับแต่งเกราะป้องกันนี้ได้อย่างแม่นยำ โดยสมดุลระหว่างการปกป้องผลิตภัณฑ์ ประสิทธิภาพในการขึ้นรูป...
-

เกรดความแม่นยำของอุณหภูมิสำหรับการจัดหาวัตถุดิบเหล็กเคลือบดีบุก
การเลือกเกรดความแข็งที่เหมาะสมเป็นวิธีที่รวดเร็วที่สุดในการสร้างสมดุลระหว่างความแข็งแรง ความสามารถในการขึ้นรูป และต้นทุนของเหล็กเคลือบดีบุก คู่มือนี้จะอธิบายว่าการเลือกเกรดความแข็งส่งผลต่อประสิทธิภาพของผลิตภัณฑ์ ตั้งแต่กระป๋องขึ้นรูปลึกไปจนถึงภาชนะบรรจุสารเคมีความดันสูง—เพื่อให้คุณมั่นใจในคุณภาพที่สม่ำเสมอและระยะเวลาการผลิตที่คาดการณ์ได้ หากคุณกำลังประเมินเกรดความแข็งแบบแม่นยำสำหรับวัตถุดิบเหล็กเคลือบดีบุก...