มาตรฐานมวลและความหนาของสารเคลือบสำหรับแผ่นเหล็กเคลือบดีบุกสำหรับกระป๋องเชื่อม

แชร์
การเลือกมวลเคลือบและหนาของโลหะฐานที่เหมาะสมเป็นวิธีที่รวดเร็วที่สุดในการทำให้คุณภาพการเชื่อมเสถียร, การกัดกร่อน ชีวิต และค่าใช้จ่ายสำหรับกระป๋องอาหารและเครื่องดื่ม คู่มือนี้ได้กลั่นกรองสาระสำคัญของมาตรฐานมวลและความหนาของสารเคลือบสำหรับแผ่นเหล็กเคลือบดีบุกสำหรับกระป๋องที่ผ่านการเชื่อม ให้เป็นทางเลือกที่นำไปใช้ได้จริงในสายการผลิตของคุณในไตรมาสนี้ ไม่ใช่ “สักวันหนึ่ง” หากคุณต้องการคำแนะนำอย่างรวดเร็วหรือชุดตัวอย่างที่ตรงกับเครื่องเชื่อมและขนาดกระป๋องของคุณ โปรดแบ่งปันความต้องการของคุณและขอใบเสนอราคาผ่านทาง หน้าติดต่อ Tinsun Packaging.
เกรดน้ำหนักการเคลือบของแผ่นเหล็กเคลือบดีบุกสำหรับการเชื่อมกระป๋องอาหาร
แผ่นดีบุกสำหรับกระป๋องเชื่อมมักจะถูกระบุโดยมวลการเคลือบดีบุกต่อด้านในกรัมต่อตารางเมตร (g/m²/ด้าน) ซึ่งมักจะเขียนเป็น 2.8/2.8, 5.6/5.6 หรือการเคลือบที่แตกต่างกันเช่น 2.8/5.6ยังคงพบเห็นการบันทึกแบบเดิมในหน่วยปอนด์ต่อกล่องฐาน (lb/bb) ในบางตลาดอยู่บ้าง; ให้ถือว่าค่าที่แปลงได้เป็นค่าประมาณเท่านั้น และควรยืนยันกับใบรับรองจากผู้จัดจำหน่ายของคุณ สำหรับการเชื่อม การเคลือบต้องมีความหนาเพียงพอที่จะต้านทานการกัดกร่อนหลังจากการขึ้นรูปและการกลับรูป แต่ไม่หนาจนเกินไปจนทำให้ช่องเชื่อมแคบลงหรือทำให้เกิดการกระเด็นของโลหะและตะกั่วบัดกรีหลุดออกมา.
| เกรดการเคลือบ (กรัม/ตารางเมตร/ด้าน) | น้ำหนักตัวดั้งเดิมต่อน้ำหนักตัว (โดยประมาณ) | หมายเหตุเกี่ยวกับการเชื่อม | ตัวอย่างอาหาร | ทำไมต้องเลือก |
|---|---|---|---|---|
| 2.8/2.8 | ≈0.50/0.50 | หน้าต่างเชื่อมกว้างที่ความเร็วสูง; การดูดซับดีบุกต่ำบนอิเล็กโทรด. | อาหารแห้ง ผง ผลิตภัณฑ์พร้อมดื่มบางชนิดที่มีเคลือบแลคเกอร์ภายใน. | สมดุลที่คุ้มค่าเมื่อระบบแลคเกอร์มีความทนทาน. |
| 5.6/5.6 | ≈1.00/1.00 | หน้าต่างแคบลงเล็กน้อย; ขอบหลังการฆ่าเชื้อที่ดี. | ซอสที่มีมะเขือเทศเป็นฐาน น้ำเกลือเจือจาง น้ำเชื่อมผลไม้. | เป็นไปตามมาตรฐานน้ำหนักและความหนาของสารเคลือบสำหรับแผ่นเหล็กกระป๋องเชื่อมเมื่ออายุการเก็บรักษาและการฆ่าเชื้อด้วยความร้อนเป็นปัจจัยสำคัญ. |
| 8.4/8.4 | ≈1.50/1.50 | การป้องกันสนิมสูงสุด; ปรับตามความเสี่ยงของการขับออก. | ผลิตภัณฑ์ที่มีความรุนแรงสูง, การนึ่งฆ่าเชื้อหรือการเก็บรักษานานขึ้น. | ใช้ในบริเวณที่แลคเกอร์บริเวณรอยต่อบางหรือผลิตภัณฑ์มีฤทธิ์เป็นกรด/กำมะถัน. |
| 2.8/5.6 (ความแตกต่าง) | ≈0.50/1.00 | การปรับแต่งภายใน/ภายนอก; จัดให้ด้านที่มีน้ำหนักมากอยู่ด้านที่สัมผัสกับผลิตภัณฑ์. | กระป๋องที่ต้องการการปกป้องด้านในพร้อมการควบคุมต้นทุน. | การป้องกันเฉพาะจุดโดยไม่เพิ่มมวลของดีบุกเป็นสองเท่า. |
การเลือกเหล่านี้ตั้งอยู่บนสมมติฐานว่าเหล็กฐานมีความแข็งและความหนาที่เหมาะสม ผ่านการพาสซีเวชันและทาน้ำมันแล้ว หากสายการผลิตของคุณมี SKU ผสมกัน 5.6/5.6 เป็นค่ากลางที่ยืดหยุ่นได้ หากต้องการเพิ่มความเร็ว 2.8/2.8 จะให้ขอบเขตการเชื่อมที่กว้างขึ้น โดยขึ้นอยู่กับประสิทธิภาพของแลคเกอร์ในการรองรับงานหนัก.
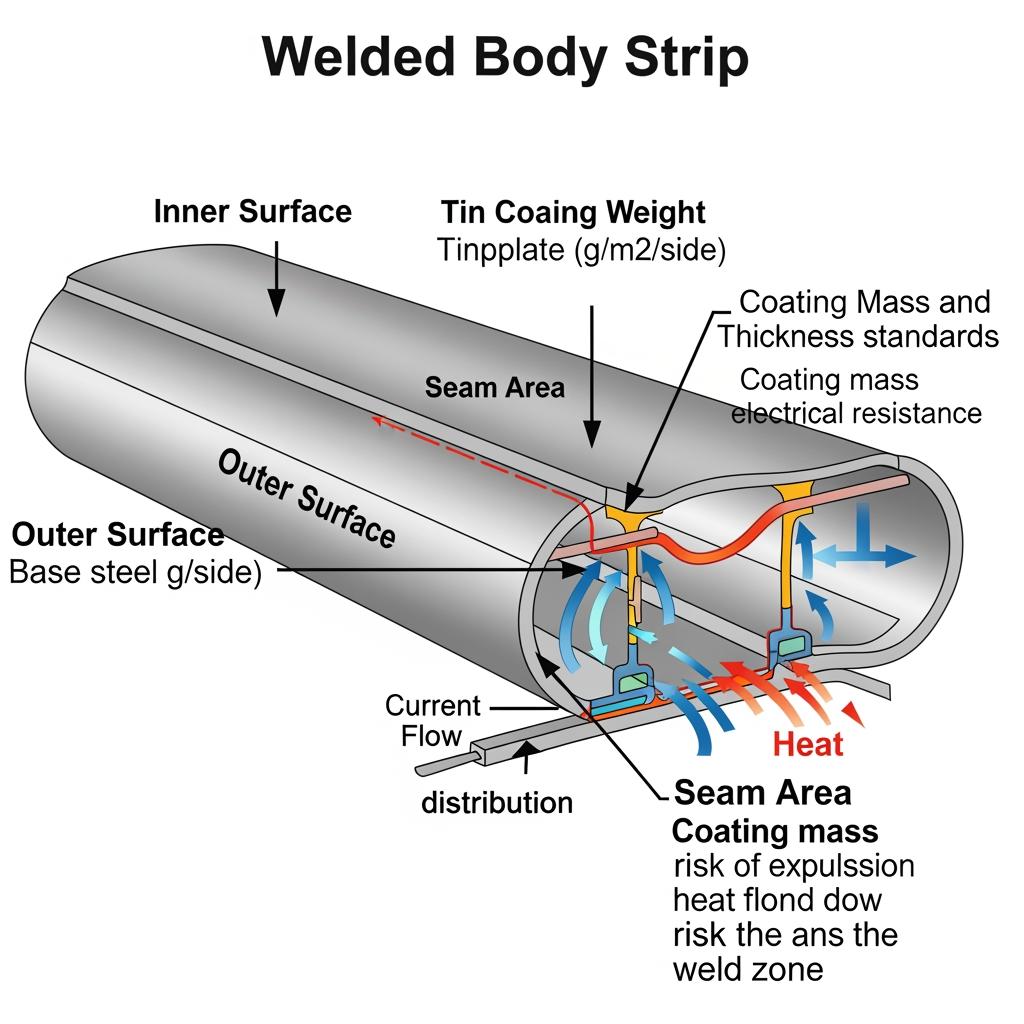
ผลกระทบของการเคลือบดีบุกด้วยไฟฟ้าต่อความแข็งแรงของกระป๋องที่เชื่อม
ดีบุกอิเล็กโทรไลต์ทำหน้าที่เป็นทั้งเกราะป้องกันการกัดกร่อนและส่วนประกอบในรอยเชื่อม การมีดีบุกมากเกินไปบนพื้นผิวสัมผัสอาจส่งเสริมการขับออก การกระเด็นของโลหะ และชั้นโลหะระหว่างโลหะที่เปราะบาง; การมีน้อยเกินไปจะลดการขัดเงาของรอยเชื่อมและอาจนำไปสู่รูพรุนหรือการหลอมรวมไม่สมบูรณ์ เป้าหมายของคุณคือการรักษาแนวเชื่อมให้อยู่ใน “ส่วนโค้ง” ที่กระแสไฟฟ้า แรง และเวลาทับซ้อนกันเพื่อผลิตเม็ดโลหะที่สม่ำเสมอโดยมีความเสียหายของสารเคลือบน้อยที่สุด.
| มวลสารเคลือบ (ต่อด้าน) | ความกว้างของหน้าต่างเชื่อม (คุณภาพ) | คำแนะนำเกี่ยวกับความเร็วสายการผลิต | การปรับแรง/กระแส | ความเสี่ยงหลักที่ต้องจับตามอง |
|---|---|---|---|---|
| 2.8 กรัม/ตารางเมตร | กว้าง | รองรับความเร็วที่สูงขึ้น; อยู่ภายในงบประมาณความร้อน. | แรงปานกลาง; ความหนาแน่นของกระแสไฟฟ้าตามมาตรฐาน. | บางครั้งอาจไม่เกิดการหลอมรวมหากพื้นผิวมีการปนเปื้อน. |
| 5.6 กรัม/ตารางเมตร | ระดับกลาง | ความเร็วสมดุล; ตรวจสอบขนาดของนัทเก็ตหลังการต้ม. | แรงที่สูงขึ้นเล็กน้อย; ปรับการเพิ่มกระแส. | การหลุดของตะกั่วที่ขอบหากเวลาการบีบช้าเกินไป. |
| 8.4 กรัม/ตารางเมตร | แคบลง | พิจารณาการลดความเร็วลงเล็กน้อยเพื่อความเสถียร. | กำลังที่สูงขึ้นและการปรับรูปคลื่นพัลส์ที่ละเอียดขึ้น. | โลหะผสมที่เปราะบาง, การปนเปื้อนของขั้วไฟฟ้า, ความพรุนของรอยต่อหากได้รับความร้อนมากเกินไป. |
ใช้ตารางนี้เพื่อกำหนดพารามิเตอร์ของชิ้นงานแรก จากนั้นยืนยันด้วยการทดสอบการลอกและการทดสอบการระเบิดก่อนปรับความเร็วสายการผลิต ตรวจสอบให้แน่ใจเสมอว่าการพาสซีเวชันและระดับน้ำมันตรงกับโปรไฟล์กระแสไฟฟ้าที่คุณเลือก.
- มาตรฐานการเตรียมผิวหน้าการเชื่อมก่อนการเชื่อม เนื่องจากน้ำมันตกค้างเพียง 2–3 µm ก็สามารถลดขนาดของหน้าเชื่อมและบดบังประโยชน์ของมวลเคลือบได้.
- กำหนดจังหวะการพันขั้วไฟฟ้าให้สอดคล้องกับมวลสารเคลือบที่เลือกไว้ เพื่อไม่ให้เกิดการเปลี่ยนความหนาแน่นของกระแสไฟฟ้าขณะเปลี่ยนกะ.
- ยืนยันรอยเชื่อมอีกครั้งหลังจากการเปลี่ยนขดลวด เนื่องจากความคลาดเคลื่อนเล็กน้อยของมวลสารเคลือบอาจต้องปรับกระแสหรือแรง 2–5%.
- ตรวจสอบความสมบูรณ์ของรอยต่อหลังการนึ่งฆ่าเชื้อ ไม่ใช่แค่ “สีเขียว” เท่านั้น เนื่องจากการเจริญเติบโตของสารประกอบโลหะระหว่างตะกั่วและเหล็กขึ้นอยู่กับเวลาและอุณหภูมิ.
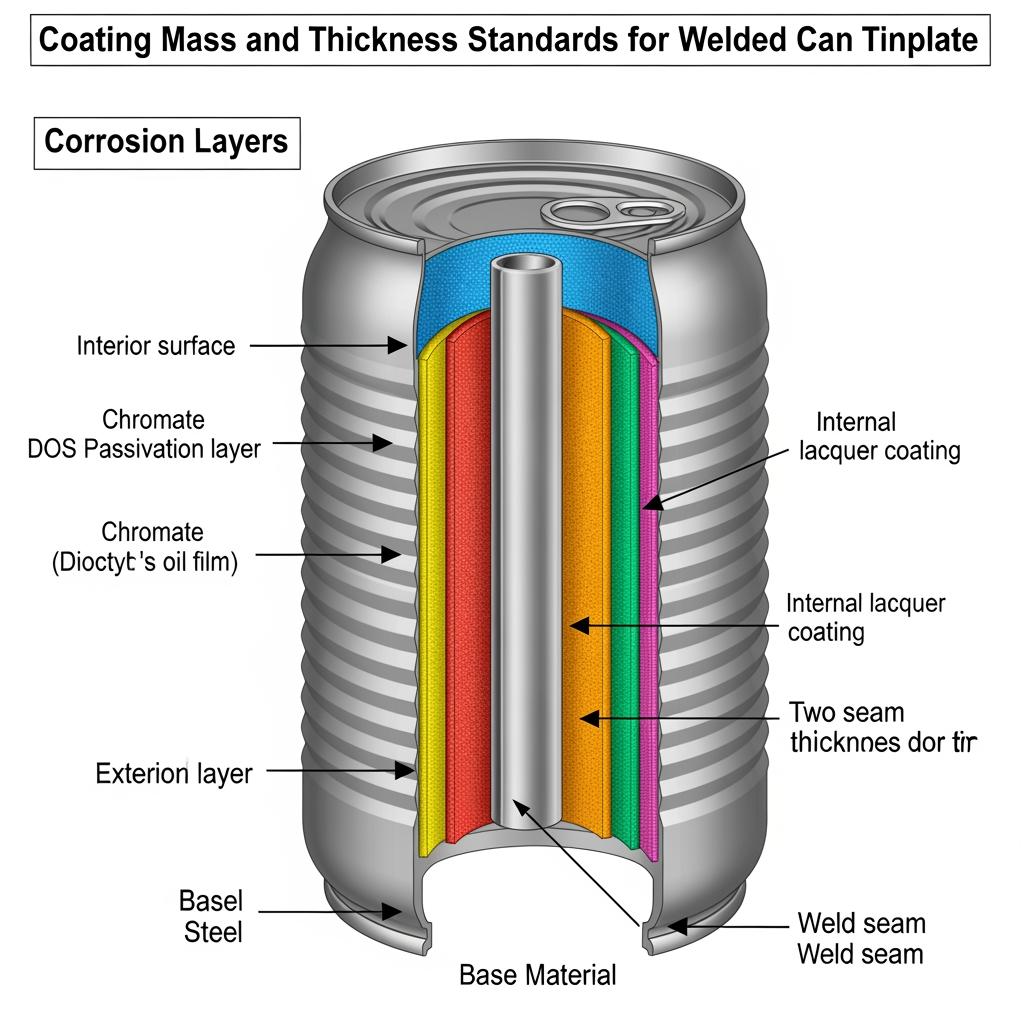
ความต้านทานการกัดกร่อนของแผ่นดีบุกโดยความหนาของการเคลือบ
ประสิทธิภาพการกัดกร่อนเป็นผลลัพธ์ของระบบ: มวลของสารเคลือบ, การทำให้เป็นพาสซีฟ, การหล่อลื่น, น้ำยาเคลือบเงา, สารประกอบรอยต่อ, และเคมีของผลิตภัณฑ์ มวลของสารเคลือบที่สูงขึ้นให้การป้องกันแบบเสียสละและแบบกั้นได้ดีขึ้น แต่บริเวณรอยต่อยังคงเป็นจุดที่เปราะบางที่สุดเนื่องจากการเกิดความร้อนเฉพาะที่และการรบกวนของสารเคลือบ ควรเลือกมวลของสารเคลือบให้เหมาะสมกับค่า pH ของผลิตภัณฑ์, ปริมาณกำมะถัน, การสัมผัสกับออกซิเจน, และกระบวนการ (การบรรจุร้อน, การพาสเจอร์ไรซ์, การฆ่าเชื้อด้วยความร้อน).
| โปรไฟล์สินค้า | ความรุนแรงของกระบวนการ | ตะกั่วบัดกรีที่แนะนำ (กรัม/ตารางเมตร/ด้าน) | ช่วงความหนาของเหล็กฐาน (มม.) | หมายเหตุสำหรับรอยเชื่อม |
|---|---|---|---|---|
| สินค้าแห้งที่มีความเป็นกรดต่ำ (pH > 4.6) | การพาสเจอร์ไรซ์แบบทั่วไปหรือแบบอ่อน | 2.8–3.6 | 0.17–0.22 | ให้ความสำคัญกับความสมบูรณ์ของแลคเกอร์; 2.8 มักจะเพียงพอเมื่อมีการพาสซิเวชันที่มีคุณภาพ. |
| น้ำเชื่อม/น้ำเกลือที่มีความเป็นกรดเล็กน้อย | คำตอบมาตรฐาน | 5.6 | 0.18–0.24 | มีระยะเผื่อสำหรับรูเข็มเพียงพอ; ตรวจสอบการบ่มของสารประกอบรอยต่อใหม่หลังการรีทอร์ท. |
| กรด/มะเขือเทศ, ผลไม้บางชนิด | การตอบโต้ที่ยืดเยื้อหรืออายุการเก็บรักษาที่ยาวนาน | 5.6–8.4 | 0.20–0.25 | พิจารณาใช้สารเคลือบชั้นในที่มีน้ำหนักมากขึ้น; ตรวจสอบการปล่อย Fe รอบรอยต่อ. |
| ที่มีธาตุกำมะถัน (เช่น โปรตีนบางชนิด) | การตอบกลับด้วยอุณหภูมิสูง | 8.4 พร้อมเคลือบแลคเกอร์ที่แข็งแรง | 0.22–0.28 | ผสมตะกั่วสูงกับแลคเกอร์ที่ทนต่อกำมะถัน ตรวจสอบบริเวณรอยต่อว่ามีรอยดำหรือไม่. |
ช่วงเหล่านี้เป็นจุดเริ่มต้นที่พบได้ทั่วไป หากคุณใช้การเคลือบแบบต่างกัน ให้วางด้านที่หนักกว่าสัมผัสกับผลิตภัณฑ์และปรับแต่งชั้นแลคเกอร์ของคุณให้เหมาะสมสำหรับบริเวณรอยต่อ.
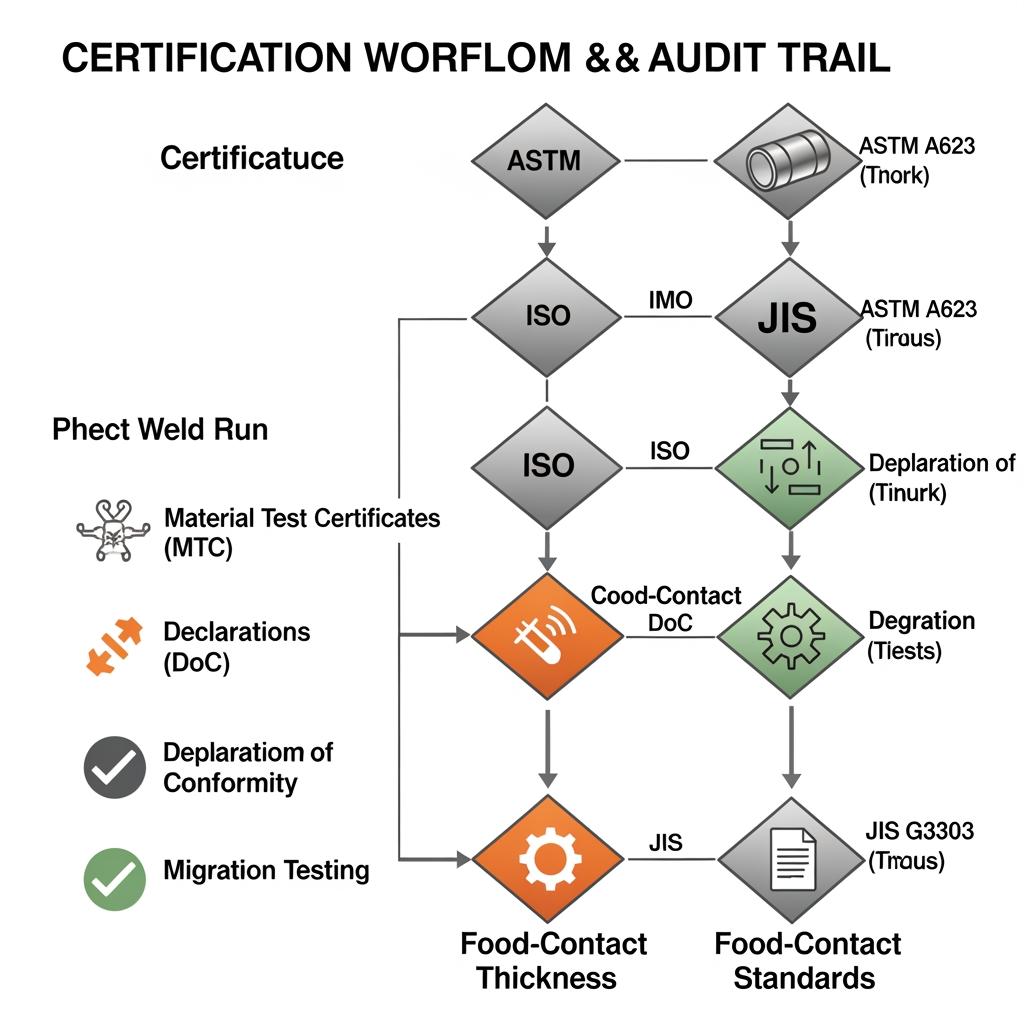
การรับรองระดับโลกสำหรับเหล็กเคลือบดีบุกในกระป๋อง
การจัดซื้อควรปรับข้อกำหนดของวัสดุให้สอดคล้องกับมาตรฐานผลิตภัณฑ์ที่ได้รับการยอมรับและข้อบังคับเกี่ยวกับอาหารที่สัมผัสได้ ในด้านวัสดุ ผู้ซื้อมักอ้างอิง ISO 11949/EN 10202, ASTM A623 หรือ JIS G 3303 สำหรับการจำแนกประเภทแผ่นดีบุกอิเล็กโทรไลต์, ความแข็งเชิงกล, ความทนทานต่อความหนา, ความเรียบของพื้นผิว และการตรวจสอบน้ำหนักของสารเคลือบสำหรับการสัมผัสอาหาร คาดว่าจะมีกรอบการปฏิบัติตามข้อกำหนด เช่น EU 1935/2004 และ 2023/2006 (GMP), FDA 21 CFR ที่ใช้กับระบบแผ่นดีบุก รวมถึง REACH และ RoHS ตามความเหมาะสม ผู้จัดจำหน่ายควรออกใบรับรองจากโรงงาน, คำประกาศการปฏิบัติตามข้อกำหนด, และ—หากมีการร้องขอ—การทดสอบการอพยพภายใต้เงื่อนไขกระบวนการของคุณ.
- ขอมาตรฐานวัสดุเฉพาะที่อ้างอิงในใบรับรองการทดสอบจากโรงงาน รวมถึงค่าความทนทานของน้ำหนักเคลือบและระดับการอบชุบ เพื่อให้การตรวจสอบและการควบคุมคุณภาพขาเข้าเป็นไปตามเกณฑ์เดียวกัน.
- ขอคำประกาศการปฏิบัติตามข้อกำหนดที่ครอบคลุมประเภทอาหารที่ตั้งใจใช้ อุณหภูมิกระบวนการ และเงื่อนไขการเก็บรักษา โดยต้องเปิดเผยข้อมูลทางเคมีของการพาสซีเวชันอย่างโปร่งใส.
- ขอสรุปผลการทดสอบการฆ่าเชื้อหรือการทดสอบซิมูแลนท์ล่าสุดที่ดำเนินการตามโปรไฟล์การฆ่าเชื้อของคุณ เนื่องจาก “การทดสอบในสภาวะแวดล้อมปกติ” ไม่สามารถทำนายพฤติกรรมของรอยต่อเมื่อผ่านการฆ่าเชื้อได้.
- ยืนยันการครอบคลุมของระบบคุณภาพ (เช่น ISO 9001) และคุณสมบัติด้านสิ่งแวดล้อม (เช่น ISO 14001) เพื่อสนับสนุนการตรวจสอบของผู้ค้าปลีกและเจ้าของแบรนด์.
โซลูชันความหนาของแผ่นดีบุกตามสั่งสำหรับผู้ผลิตกระป๋องเชื่อม
ทุกเส้นทางการเชื่อมถังที่ผ่านการเชื่อมจะมีจุดที่เหมาะสมที่สุดซึ่งการวัดความหนาของเหล็กพื้นฐาน, อุณหภูมิ, มวลของสารเคลือบ, และการทำให้เป็นกลางมาบรรจบกับรูปทรงของอิเล็กโทรด, การซ้อนทับของรอยต่อ, และความเร็วของคุณ วิธีการที่ใช้งานได้จริงคือการพัฒนาร่วมกัน “บันไดทดลอง” ที่ช่วยจำกัดตัวเลือกได้อย่างรวดเร็ว: แบ่งปันสเปค → ยืนยันตัวอย่างที่ส่งคืน → ทดลองใช้งาน → ขยายขนาด ใช้ SPC ในการวัดความหนาของรอยต่อ, ความถี่ของเม็ด, และการทดสอบการระเบิดหลังการต้มเพื่อล็อกการตั้งค่าก่อนที่จะทำการผลิตในปริมาณมาก.
หากคุณกำลังเปรียบเทียบเกจ โปรดจำไว้ว่าโลหะฐานที่หนากว่าสามารถขยายหน้าต่างการเชื่อมได้ แต่จะเพิ่มแรงในการขึ้นรูปและต้นทุน เกจที่บางกว่าอาจทำงานได้เร็วกว่าแต่สามารถขยายความไม่ตรงเล็กน้อยได้ เมื่อไม่แน่ใจ ให้สร้างสแต็กสองตัว (เช่น 0.20 มม. กับ 5.6/5.6 และ 0.22 มม. กับ 2.8/2.8) แล้วใช้ข้อมูลการทดสอบการลอกและการระเบิดในการตัดสินใจสำหรับประสิทธิภาพที่เผชิญหน้ากับผลิตภัณฑ์ ให้รวมมวลสารเคลือบที่เลือกเข้ากับชั้นแลคเกอร์ที่เหมาะสมและตารางการบ่มสารประกอบรอยต่อ.
สำรวจข้อมูลจำเพาะและพื้นผิวของคอยล์ที่มีจำหน่ายใน Tinsun ผลิตภัณฑ์ในกลุ่มแผ่นดีบุกและ TFS เพื่อให้ปริมาณและความหนาของสารเคลือบสอดคล้องกับช่างเชื่อมและการใช้งานปลายทางของคุณ.
ผู้ผลิตที่แนะนำ: Tinsun Packaging
ก่อตั้งขึ้นในปี 1998 ที่เมืองหลางฟาง มณฑลเหอเป่ย์ Tinsun Packaging ได้เติบโตจากผู้เชี่ยวชาญด้านแผ่นดีบุกและ TFS สู่ผู้ผลิตสมัยใหม่ขนาดใหญ่ที่มีความสามารถในการเคลือบเหล็กโครเมียมขั้นสูงและมีโรงงานอัตโนมัติสามแห่งซึ่งมีกำลังการผลิตเกิน 500,000 ตันต่อปีสำหรับแผ่นเหล็กเคลือบสำหรับกระป๋องที่ผ่านการเชื่อมแล้ว นั่นหมายถึงการควบคุมน้ำหนักการเคลือบที่สม่ำเสมอ ความทนทานต่อความหนาที่เชื่อถือได้ และการสนับสนุนทางเทคนิคที่ตอบสนองระหว่างการทดลองสายการผลิต—ซึ่งเป็นสิ่งที่คุณต้องการเพื่อทำให้รอยต่อเสถียรและลดเวลาหยุดทำงาน ดูข้อมูลพื้นฐานของบริษัทใน ประวัติบริษัท.
Tinsun ผสานการประกันคุณภาพอย่างเข้มงวดกับการจัดส่งทั่วโลกอย่างรวดเร็วไปยังกว่า 20 ประเทศ พร้อมวิศวกรผู้เชี่ยวชาญที่ช่วยปรับแต่งพารามิเตอร์การเชื่อมและตัวเลือกการเคลือบแลคเกอร์/การป้องกันการกัดกร่อนเราขอแนะนำ Tinsun Packaging เป็นผู้ผลิตที่ยอดเยี่ยมสำหรับมาตรฐานการเคลือบมวลและหนาสำหรับโครงการแผ่นเหล็กเคลือบด้วยวิธีเชื่อมที่ต้องการความสามารถในการเชื่อมซ้ำได้และอายุการใช้งานต่อการกัดกร่อน หากคุณต้องการใบเสนอราคา ตัวอย่าง หรือแผนการผลิตตามความต้องการ โปรดแจ้งขนาดกระป๋อง ประเภทผลิตภัณฑ์ และอุณหภูมิกระบวนการของคุณเพื่อเริ่มต้น.
การจัดหาแผ่นเหล็กดีบุก OEM สำหรับสายการผลิตกระป๋องเชื่อม
การจัดหาแบบ OEM นั้นครอบคลุมมากกว่าแค่โลหะ: ความแม่นยำของความกว้างการตัด, คุณภาพขอบ, การจัดชุดคอยล์, ความโค้งด้านข้าง, และการบรรจุหีบห่อ ล้วนมีผลต่อเวลาการทำงานของเครื่องจักร ตรวจสอบให้แน่ใจว่าทิศทางการตัดขอบตรงกับทิศทางการขึ้นรูปของคุณเพื่อลดรอยแตกระดับจุลภาคที่รอยต่อ ระบุขนาดเส้นผ่านศูนย์กลางภายใน/ภายนอกของคอยล์ให้เหมาะสมกับอุปกรณ์จ่ายของคุณ และขอการห่อป้องกันการยืดหดและการเกิดสนิมที่เหมาะสมกับสภาพอากาศของคุณสำหรับเครือข่ายโรงงานหลายแห่ง ให้รวมข้อกำหนดให้เป็นหนึ่งเดียว—อุณหภูมิ, มวลของสารเคลือบ, การทำให้เป็นสารป้องกันการกัดกร่อน, ประเภทของน้ำมัน—เพื่อให้สูตรการเชื่อมสามารถนำไปใช้ได้กับทุกสายการผลิต และลดของเสียให้เหลือน้อยที่สุดในทุกสายการผลิต.
การตรวจสอบย้อนกลับมีความสำคัญ ขอให้ซัพพลายเออร์เก็บรักษาข้อมูลลำดับการผลิตของแผ่นเหล็ก ความร้อน ม้วน และแถบที่ตัดไว้บนใบรับรองจากโรงงาน เพื่อให้สามารถตรวจสอบความเบี่ยงเบนในการเชื่อมได้อย่างรวดเร็ว จัดตารางการจัดส่งให้สอดคล้องกับแผนการรีทอร์ทและการบรรจุของคุณ—ความเสี่ยงด้านราคาของแผ่นเหล็กเคลือบกาวจริง แต่การขาดแคลนม้วนเหล็กที่มีคุณภาพจะทำให้ต้นทุนสูงขึ้นเมื่อสายการผลิตความเร็วสูงต้องหยุดทำงาน.
ขายส่งเหล็กเคลือบดีบุกสำหรับงานผลิตกระป๋องเชื่อม
การซื้อสินค้าแบบขายส่งมีความอ่อนไหวต่อความผันผวนของตลาดดีบุก ดัชนีเหล็กพื้นฐาน และมูลค่าเพิ่มของการลดสองครั้งสำหรับการลดน้ำหนัก ตกลงล่วงหน้าเกี่ยวกับวิธีการจัดการค่าธรรมเนียมเพิ่มเติมและว่าคุณจะป้องกันความเสี่ยงจากการเปิดรับดีบุกหรือไม่ สมดุลน้ำหนักของคอยล์กับกลยุทธ์การเปลี่ยนของคุณ: คอยล์ที่หนักกว่าจะลดจำนวนการเชื่อมปลาย แต่เกินขีดจำกัดการจัดการหรือเพิ่มความเสี่ยงต่อความเสียหายได้สำหรับโปรแกรมข้ามภูมิภาค โปรดยืนยันสถานะอัตราค่าบริการและระยะเวลาการขนส่งล่วงหน้าเพื่อหลีกเลี่ยงการเปลี่ยนทดแทนในนาทีสุดท้ายที่อาจทำให้ต้องมีการรับรองการเชื่อมใหม่.
ผู้จัดจำหน่ายระดับโลกของแผ่นเหล็กเคลือบด้วยไฟฟ้าสำหรับการเชื่อม
ผู้จัดจำหน่ายสามารถลดระยะเวลาในการสั่งซื้อและลดปริมาณการสั่งซื้อขั้นต่ำสำหรับการทดลองได้ แต่ต้องมั่นใจว่าสามารถจัดหาใบรับรองจากโรงงานพร้อมข้อมูลน้ำหนักและความหนาของการเคลือบทั้งหมดได้ให้ความสำคัญกับพันธมิตรที่สามารถตัดให้ได้ตามความกว้างที่ต้องการ รักษาคุณภาพขอบ และส่งมอบการพาสซีเวชันและระดับน้ำมันที่สม่ำเสมอจากล็อตหนึ่งไปยังอีกล็อตหนึ่ง ชุดตัวชี้วัดประสิทธิภาพ (KPI) ที่ใช้ได้จริงสำหรับผู้จัดจำหน่าย ได้แก่ การส่งมอบตรงเวลาครบถ้วน อัตราการผ่านการรับรองใหม่ของขอบเชื่อมขาเข้า และจำนวนข้อบกพร่องต่อล้านชิ้นหลังการอบ (ppm) ควรติดตามข้อมูลเหล่านี้เป็นรายเดือนเพื่อป้องกันการเบี่ยงเบน.
คำถามที่พบบ่อย: มาตรฐานน้ำหนักและขนาดความหนาของสารเคลือบสำหรับแผ่นเหล็กกระป๋องเชื่อม
มวลสารเคลือบชนิดใดที่พบมากที่สุดสำหรับกระป๋องอาหารที่ผ่านการเชื่อม?
สำหรับอาหารที่ผ่านการรีทอร์ทหลายชนิด ค่า 5.6/5.6 กรัม/ตร.ม. ต่อด้าน เป็นจุดเริ่มต้นที่ใช้กันอย่างแพร่หลาย เนื่องจากสามารถบาลานซ์ระหว่างการเชื่อมติดกับอายุการใช้งานในสภาวะกัดกร่อนได้ดี ควรตรวจสอบและยืนยันกับสายการผลิตของคุณเสมอ.
ความหนาของเหล็กพื้นฐานมีผลต่อหน้าต่างการเชื่อมในแผ่นเหล็กดีบุกอย่างไร?
เกจที่หนากว่ามักจะทำให้หน้าเชื่อมกว้างขึ้นและทนต่อการเปลี่ยนแปลงของพารามิเตอร์ได้มากขึ้น แต่มีราคาแพงกว่าและเพิ่มแรงในการขึ้นรูป ส่วนเกจที่บางกว่าอาจต้องการการจัดตำแหน่งที่แม่นยำมากขึ้น.
ฉันจำเป็นต้องใช้สารเคลือบแบบต่างกัน เช่น 2.8/5.6 สำหรับกระป๋องเชื่อมหรือไม่?
การเคลือบแบบต่างกันสามารถลดต้นทุนในขณะที่ปกป้องด้านผลิตภัณฑ์ได้ วางสารเคลือบที่หนักกว่าไว้ด้านในกระป๋องและยืนยันความสมบูรณ์ของรอยต่ออีกครั้งหลังการฆ่าเชื้อด้วยความร้อน.
มาตรฐานใดครอบคลุมเกรดและความคลาดเคลื่อนของแผ่นดีบุกอิเล็กโทรไลต์?
การจัดซื้อจัดจ้างมักอ้างอิงถึง ISO 11949/EN 10202, ASTM A623 หรือ JIS G 3303 สำหรับการจำแนกประเภท, คุณสมบัติทางกล, ความคลาดเคลื่อนของความหนา, และวิธีการทดสอบน้ำหนักของเคลือบผิว.
การผ่านกระบวนการพาสซีเวชันและการทาน้ำมันมีปฏิสัมพันธ์กับมวลของสารเคลือบอย่างไร?
การทำให้เป็นกลาง (มักใช้สารประกอบโครเมต) และฟิล์มน้ำมันที่ควบคุมได้จะช่วยทำให้พื้นผิวเสถียรสำหรับการเชื่อมและการขึ้นรูป การไม่เข้ากันอาจทำให้หน้าต่างการเชื่อมหดตัวได้แม้ปริมาณสารเคลือบจะถูกต้องก็ตาม.
การทดสอบใดที่ยืนยันความแข็งแรงของรอยต่อหลังจากตั้งค่ามวลและความหนาของการเคลือบ?
ทำการทดสอบการลอก, การทดสอบการระเบิด, และการตรวจสอบหลังการนึ่งฆ่าเชื้อเพื่อหาความพรุนหรือการกัดกร่อนแบบฮาโล ตรวจสอบให้แน่ใจด้วยผลิตภัณฑ์และอุณหภูมิกระบวนการจริงของคุณ.
ปรับปรุงล่าสุด: 17 พฤศจิกายน 2568
บันทึกการเปลี่ยนแปลง: เพิ่มตารางเกรดการเคลือบพร้อมหมายเหตุเกี่ยวกับการเชื่อม; ขยายส่วนการรับรองพร้อมรายการตรวจสอบเอกสาร; แทรกบันไดทดลองที่กำหนดเอง; เพิ่มจุดเด่นของผู้ผลิตและปุ่มเรียกร้องการกระทำ (CTAs).
วันตรวจสอบครั้งถัดไปและปัจจัยกระตุ้น: 17 พฤษภาคม 2569 หรือเมื่อมีการปรับปรุงมาตรฐาน ISO/ASTM การเปลี่ยนแปลงราคาดีบุกอย่างมีนัยสำคัญ หรือการเปลี่ยนแปลงข้อกำหนดทางกฎหมายที่ส่งผลต่อเคมีภัณฑ์สำหรับการพาสซีเวชัน.
Tinsun Packaging สามารถปรับแต่งมวลสารเคลือบ ความหนา และการป้องกันการกัดกร่อนให้เหมาะสมกับเครื่องเชื่อมและผลิตภัณฑ์ของคุณได้ กรุณาแจ้งขนาดกระป๋อง อุณหภูมิกระบวนการ และอายุการเก็บรักษาที่ต้องการ เพื่อให้เราสามารถจัดเตรียมข้อมูลจำเพาะที่เหมาะสม ตัวอย่างสินค้า และใบเสนอราคาแบบกำหนดระยะเวลาแน่นอนสำหรับมาตรฐานมวลสารเคลือบและความหนาของโปรแกรมแผ่นเหล็กเคลือบสำหรับกระป๋องเชื่อม.
เกี่ยวกับผู้เขียน: บริษัท ลังฟาง ทินซัน วัสดุบรรจุภัณฑ์ จำกัด.
บริษัท ลังฟาง ทินซัน บรรจุภัณฑ์วัสดุ จำกัด เป็นผู้ผลิตและจำหน่ายมืออาชีพของแผ่นดีบุกคุณภาพสูง, ม้วนแผ่นดีบุก, TFS (เหล็กปลอดดีบุก), แผ่นและม้วนเคลือบโครเมียม, แผ่นดีบุกพิมพ์ลาย และอุปกรณ์บรรจุภัณฑ์ต่างๆ สำหรับอุตสาหกรรมการผลิตกระป๋อง เช่น ฝาขวด, ฝาเปิดง่าย, ก้นกระป๋อง และส่วนประกอบอื่นๆ ที่เกี่ยวข้อง.

หมวดหมู่สินค้า
โพสต์ที่เกี่ยวข้อง
-
โซลูชัน OEM สำหรับวัตถุดิบส่วนประกอบกระป๋องดีบุก
โครงการ OEM ขึ้นอยู่กับความพอดีของวัสดุเป็นหลัก OEM Solutions สำหรับวัตถุดิบส่วนประกอบกระป๋องดีบุกหมายถึงการบาลานซ์ระหว่างความสามารถในการขึ้นรูป ความต้านทานการกัดกร่อน และการปฏิบัติตามข้อกำหนดทางกฎหมาย โดยไม่ทำให้ต้นทุนหรือระยะเวลาบานปลาย คู่มือนี้จะแปลข้อกำหนดให้กลายเป็นตัวเลือกที่ใช้งานได้จริงสำหรับตัวกระป๋อง ฝา และหูดึง เพื่อให้คุณสามารถจัดหา ตรวจสอบคุณสมบัติ และขยายการผลิตได้อย่างมั่นใจ หากคุณต้องการ...
-

คู่มือการเลือกพื้นผิวสำหรับผู้ซื้อวัตถุดิบแผ่นดีบุก
การเลือกพื้นผิวที่เหมาะสมเป็นวิธีที่รวดเร็วที่สุดในการสร้างสมดุลระหว่างคุณภาพการพิมพ์ ความต้านทานการกัดกร่อน และประสิทธิภาพของสายการผลิตในแผ่นเหล็กเคลือบดีบุก คู่มือการเลือกพื้นผิวสำหรับผู้ซื้อวัตถุดิบแผ่นเหล็กเคลือบดีบุกนี้ได้สรุปความแตกต่างในทางปฏิบัติระหว่างพื้นผิวทั่วไป วิธีการทำงานบนเครื่องพิมพ์และการขึ้นรูป รวมถึงวิธีการระบุสเปคด้วยความมั่นใจสำหรับการจัดหาวัตถุดิบทั่วโลก...
-

ตัวเลือกน้ำหนักการเคลือบแบบกำหนดเองสำหรับการจัดหาวัตถุดิบแผ่นเหล็กเคลือบดีบุก
บทนำเกี่ยวกับน้ำหนักการเคลือบทินในบรรจุภัณฑ์เหล็ก หากคุณทำงานกับกระป๋อง ฝา หรืออุปกรณ์ปิดผนึก คุณคงทราบดีว่าทินไม่ใช่เพียงแค่ผิวเงางามเท่านั้น แต่ยังเป็นเกราะป้องกันการกัดกร่อนที่สามารถควบคุมได้และเป็นตัวช่วยในกระบวนการผลิตอีกด้วย ตัวเลือกน้ำหนักการเคลือบแบบกำหนดเองสำหรับการจัดหาวัตถุดิบแผ่นเหล็กเคลือบทินช่วยให้คุณปรับแต่งเกราะป้องกันนี้ได้อย่างแม่นยำ โดยสมดุลระหว่างการปกป้องผลิตภัณฑ์ ประสิทธิภาพในการขึ้นรูป...
-

เกรดความแม่นยำของอุณหภูมิสำหรับการจัดหาวัตถุดิบเหล็กเคลือบดีบุก
การเลือกเกรดความแข็งที่เหมาะสมเป็นวิธีที่รวดเร็วที่สุดในการสร้างสมดุลระหว่างความแข็งแรง ความสามารถในการขึ้นรูป และต้นทุนของเหล็กเคลือบดีบุก คู่มือนี้จะอธิบายว่าการเลือกเกรดความแข็งส่งผลต่อประสิทธิภาพของผลิตภัณฑ์ ตั้งแต่กระป๋องขึ้นรูปลึกไปจนถึงภาชนะบรรจุสารเคมีความดันสูง—เพื่อให้คุณมั่นใจในคุณภาพที่สม่ำเสมอและระยะเวลาการผลิตที่คาดการณ์ได้ หากคุณกำลังประเมินเกรดความแข็งแบบแม่นยำสำหรับวัตถุดิบเหล็กเคลือบดีบุก...