แนวทางปฏิบัติที่ดีที่สุดในการใช้วัตถุดิบเคลือบกัลวาไนซ์ในอุตสาหกรรม B2B
แชร์
การทำให้เหล็กเคลือบกึ่งสำเร็จรูปได้ถูกต้องในกระบวนการปั๊มอุตสาหกรรมนั้นขึ้นอยู่กับการออกแบบเพื่อความเหมาะสมในการขึ้นรูป การปกป้องพื้นผิวตั้งแต่ต้นจนจบ และการจัดหาให้สอดคล้องกับความเป็นจริงของเครื่องปั๊ม ในคู่มือแนวปฏิบัติที่ดีที่สุดสำหรับการใช้วัตถุดิบเคลือบกึ่งสำเร็จรูปในกระบวนการปั๊ม B2B นี้ คุณจะพบวิธีการที่รวดเร็วในการเลือกแผ่นเหล็กเคลือบด้วยไฟฟ้า (ETP) ป้องกันข้อบกพร่อง และปรับปรุงการจัดซื้อโดยไม่ลดคุณภาพหากคุณกำลังวางแผนโปรแกรมใหม่หรือกำลังหาแหล่งใหม่ โปรดแบ่งปันข้อมูลจำเพาะของคุณเพื่อรับใบเสนอราคาอย่างรวดเร็วและตัวอย่างทดลอง—Tinsun Packaging สามารถตอบสนองด้วยตัวเลือกขดลวดที่ปรับแต่งได้ น้ำหนักการเคลือบ และคำแนะนำด้านอุณหภูมิที่เหมาะกับการทำงานของเครื่องของคุณ สำหรับการสนับสนุนทันที คุณสามารถแบ่งปันข้อมูลจำเพาะการปั๊มของคุณกับ Tinsun Packaging ผ่านหน้าติดต่อได้เช่นกัน.
บทนำเกี่ยวกับเหล็กเคลือบดีบุกสำหรับการปั๊มขึ้นรูปอุตสาหกรรม
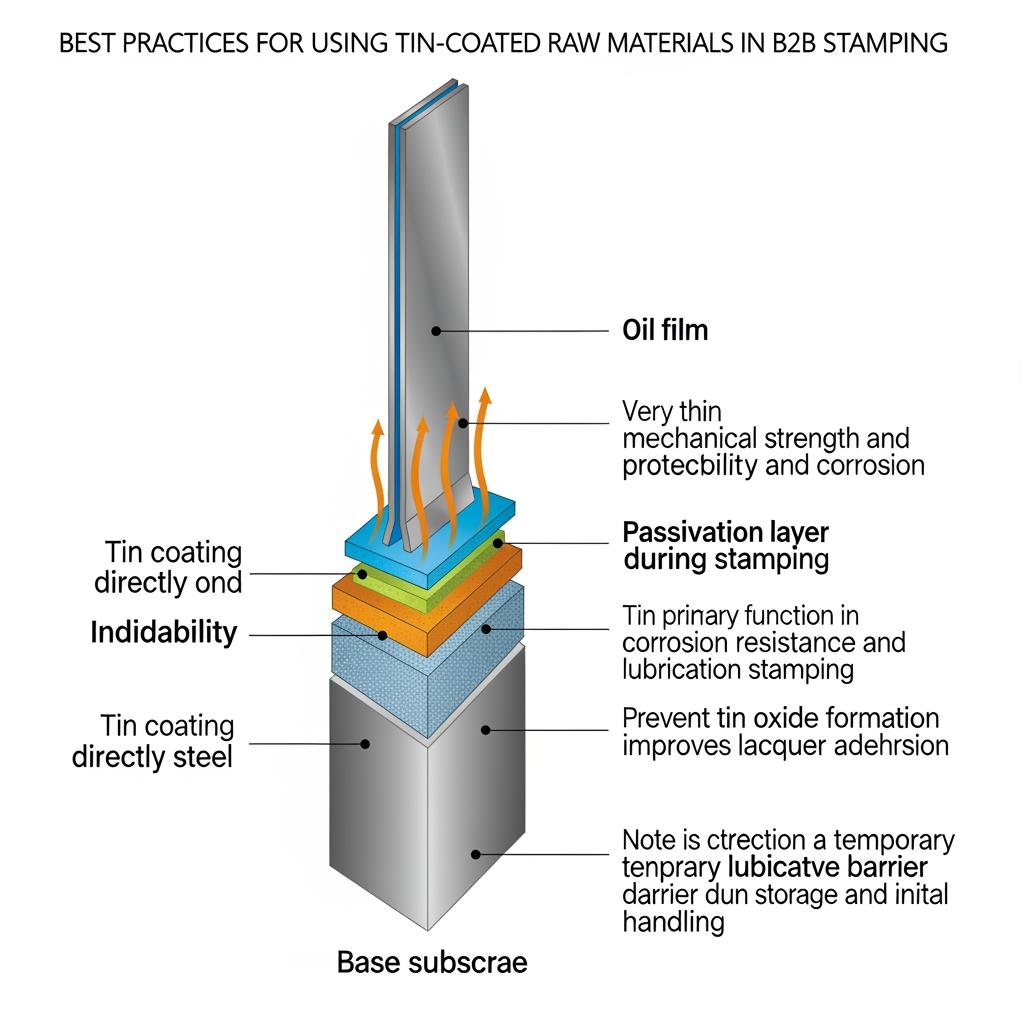
เหล็กเคลือบดีบุก—โดยทั่วไปเรียกว่าแผ่นเหล็กเคลือบดีบุกด้วยวิธีทางไฟฟ้า (ETP)—เป็นเหล็กกล้าคาร์บอนต่ำที่เคลือบด้วยชั้นดีบุกบาง ๆ ที่ยึดเกาะแน่นเพื่อปรับปรุง การกัดกร่อน ความต้านทาน, ความสามารถในการบัดกรี, และความสวยงามในขณะที่ยังคงรักษาพฤติกรรมการขึ้นรูปของเหล็กไว้ สำหรับการปั๊ม ความสวยงามของแผ่นเหล็กเคลือบดีบุกคือการผสมผสานระหว่างความแข็งแรงที่ยืดหยุ่นได้, พื้นผิวที่สะอาด, และช่วงแรงเสียดทานที่ควบคุมได้ผ่านการพาสซีเวชันและการใช้น้ำมัน ซึ่งหมายถึงรอยย่นที่น้อยลง, การกัดกร่อนที่น้อยลง, และความลึกของการดึงที่ซ้ำได้มากขึ้น.
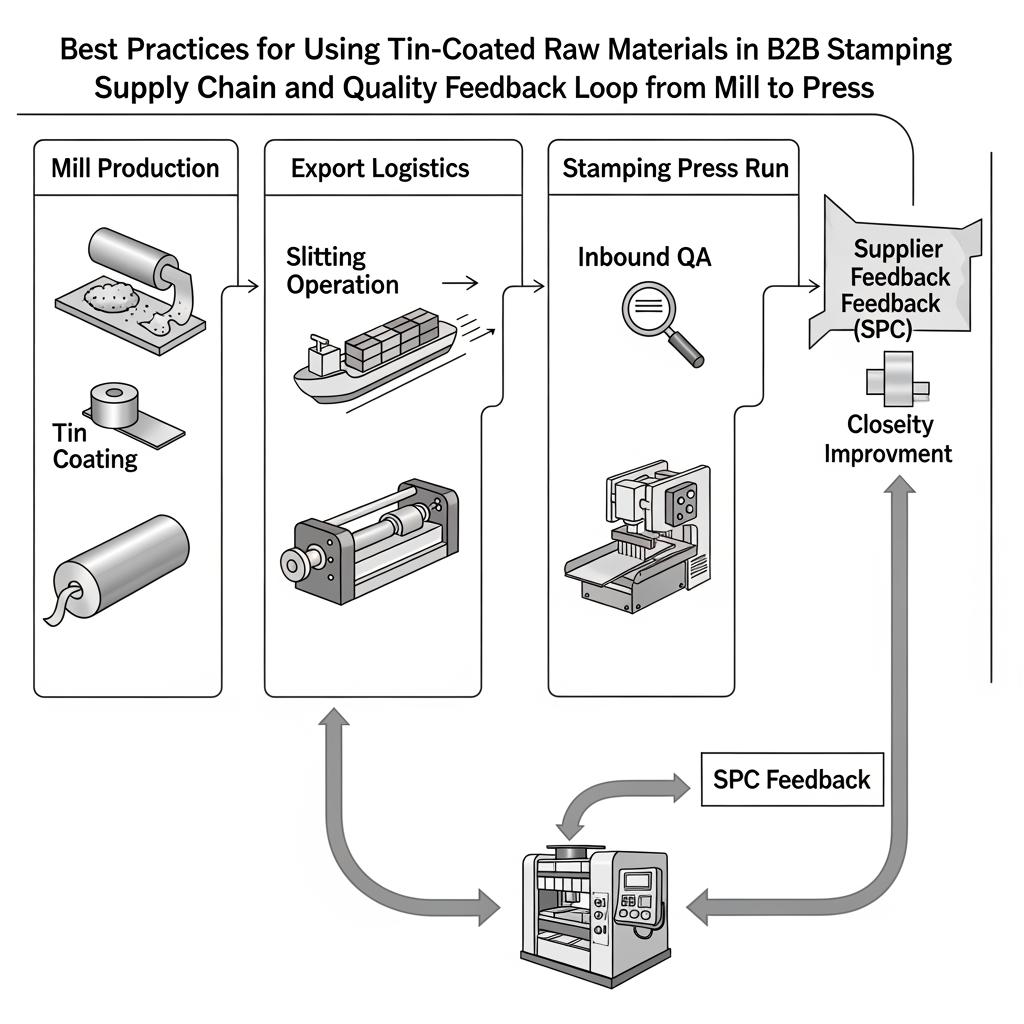
ในทางปฏิบัติ คุณจะกำหนดค่าพื้นฐานของเหล็ก ความหนาของสารเคลือบ การตกแต่งพื้นผิว (เงา หิน ด้าน) ประเภทการป้องกันการกัดกร่อน และน้ำมัน จากนั้นคุณจะปกป้องพื้นผิวตั้งแต่การออกจากโรงงานจนถึงสายการกดของคุณ และตรวจสอบคุณภาพชิ้นงานผ่านกระบวนการทดสอบแบบสั้นที่ใช้ข้อมูลเป็นฐาน: แบ่งปันข้อมูลจำเพาะ → ยืนยันตัวอย่างที่ส่งคืน → ทดสอบตัวอย่าง → ขยายขนาดการผลิตโดยใช้ SPC บนตัวชี้วัดสำคัญ เช่น การเกิดสนิม การยึดเกาะของสารเคลือบ และความเสถียรของมิติยิ่งคุณปิดวงจรนั้นได้เร็วเท่าไร คุณก็จะยิ่งประหยัดขีดความสามารถไว้ได้มากขึ้นในช่วงเวลาเปิดตัว.
คุณสมบัติของแผ่นดีบุกไฟฟ้าสำหรับงานปั๊ม B2B
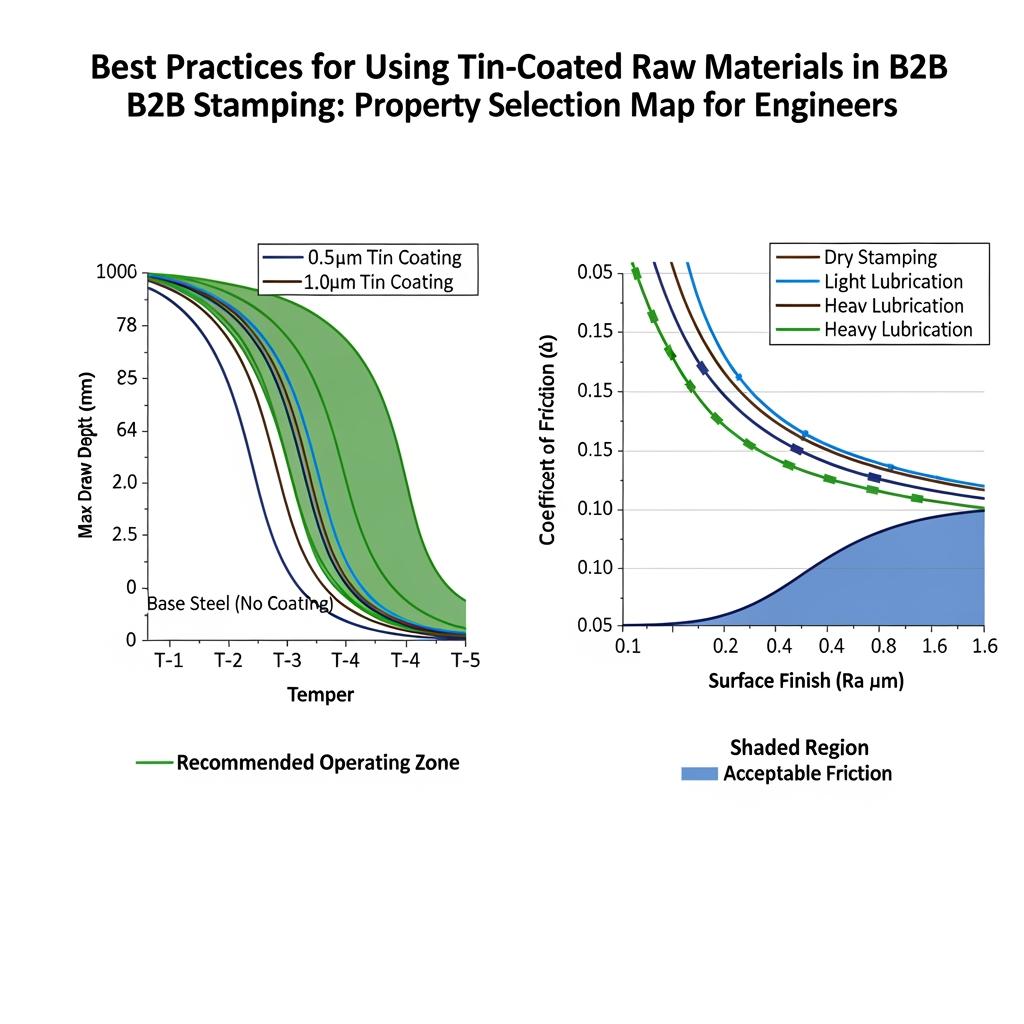
การเลือก ETP เกี่ยวกับการจับคู่ความแข็งของเครื่องจักรและระบบพื้นผิวให้เหมาะสมกับเส้นทางการขึ้นรูปและสภาพแวดล้อมในกระบวนการถัดไป อุณหภูมิที่อ่อนกว่าจะขึ้นรูปได้ลึกกว่าแต่เกิดรอยบุบได้ง่ายกว่า ส่วนอุณหภูมิที่แข็งกว่าจะคงรูปได้ดีกว่าแต่ต้องใช้รัศมีแม่พิมพ์ที่แคบกว่าและต้องควบคุมการหล่อลื่น น้ำหนักของสารเคลือบมีผลต่อความต้านทานการกัดกร่อนและความสามารถในการบัดกรี พื้นผิวมีผลต่อแรงเสียดทานและลักษณะการพิมพ์ การผ่านกระบวนการพาสซีเวชันจะช่วยเสถียรภาพของพื้นผิวดีบุก และน้ำมันจะช่วยลดความแตกต่างของแรงเสียดทานระหว่างลวดคอยล์แต่ละล็อตและสภาพการกด.
กฎง่ายๆ: ระบุสำหรับขั้นตอนที่ยากที่สุดในเครื่องมือของคุณ ไม่ใช่ค่าเฉลี่ย หากส่วนที่ต้องดึงขอบลูกปืนในกรณีที่แย่ที่สุดต้องการแรงเสียดทานที่ต่ำลง ให้ใช้การเคลือบและน้ำมันที่รองรับความต้องการนั้น จากนั้นปรับรูปทรงของขอบลูกปืนเพื่อควบคุมการไหลของโลหะในส่วนอื่นๆ โปรดจำไว้ว่าน้ำหนักของสารเคลือบสามารถแตกต่างกันได้ (หนักกว่าด้านหนึ่ง) เมื่อพื้นผิวด้านหนึ่งเผชิญกับสภาวะที่รุนแรงกว่าหรือความร้อนจากการซีล.
| คุณสมบัติ | สิ่งที่ได้รับผลกระทบในการปั๊ม | ชุดตัวเลือกทั่วไป | ความเสี่ยงหากระบุไม่ถูกต้อง | บันทึกแนวปฏิบัติที่ดีที่สุด |
|---|---|---|---|---|
| อุณหภูมิ (T2–T5, DR) | การดึงความลึก, การคืนตัว | นุ่มกว่าสำหรับการดึงลึก; แข็งกว่าเพื่อความแข็งแรง | ฉีกขาดหรือการคืนตัวมากเกินไป | เลือกความแข็งต่ำสุดที่ตรงตามเป้าหมายความแข็งแรง. |
| น้ำหนักการเคลือบ (กรัมต่อตารางเมตร) | การกัดกร่อน, ความสามารถในการบัดกรี | 2.8/2.8 ไปยังค่าที่สูงขึ้นหรือแบบต่างกัน | การกัดกร่อนก่อนเวลาอันควรหรือต้นทุนที่สูงเกินไป | ให้สอดคล้องกับอายุการใช้งานของผลิตภัณฑ์และสภาพแวดล้อม; พิจารณาความแตกต่าง. |
| ผิวสำเร็จ (เงา/ด้าน/หิน) | แรงเสียดทาน ลักษณะการพิมพ์ | ควบคุม Ra ต่อมิลล์ตามมาตรฐาน | รอยขีดข่วน/ข้อบกพร่องในการพิมพ์ | ให้ผิวสัมผัสของชิ้นงานเทียบเท่ากับสารหล่อลื่นและเหล็กแม่พิมพ์; ทดสอบกับลักษณะที่แย่ที่สุดก่อน. |
| การทำให้เป็นสภาพเฉื่อย | ความเสถียรของดีบุก, การยึดเกาะของแลคเกอร์ | มาตรฐานหรือขั้นสูง | การยึดเกาะไม่ดี/หมอง | ล็อกสเปคให้ตรงกับระบบเคลือบ/หมึกของคุณ. |
| น้ำมัน/สารหล่อลื่น | หน้าต่างแรงเสียดทาน, อายุการใช้งานดาย | DOS, ATBC, ฯลฯ. | ความแปรปรวนของแกลลิ่งและการเกิดหู | ตรวจสอบประเภทของน้ำมันและตัวเสริมกับระบบหล่อลื่นของคุณ. |
การประยุกต์ใช้ในอุตสาหกรรมของวัตถุดิบเคลือบตะกั่วสำหรับ B2B
วัตถุดิบที่เคลือบด้วยดีบุกใช้สำหรับบรรจุอาหารและร่างกาย, บรรจุเครื่องดื่ม, โดมและกรวยสำหรับสเปรย์, กระป๋องทั่วไป, ฝาปิด, กระป๋องแบตเตอรี่, และชิ้นส่วนป้องกันในอุปกรณ์อิเล็กทรอนิกส์บางประเภท ในแต่ละกรณี ประสิทธิภาพการปั๊มเป็นเพียงครึ่งหนึ่งของเรื่องราวเท่านั้น การล้าง, การพิมพ์, การเชื่อม, การบัดกรี, หรือการเคลือบเงาในขั้นตอนต่อไปก็มีข้อจำกัดของตัวเองเช่นกันตัวอย่างเช่น ฝาปิดของผลิตภัณฑ์อาจทนต่อผิวเคลือบเงาได้มากขึ้นเพื่อจุดประสงค์ในการสร้างแบรนด์ ในขณะที่ชิ้นส่วนถังอุตสาหกรรมอาจต้องการผิวด้านเพื่อคงแรงเสียดทานที่สม่ำเสมอผ่านเม็ดลูกปัด.
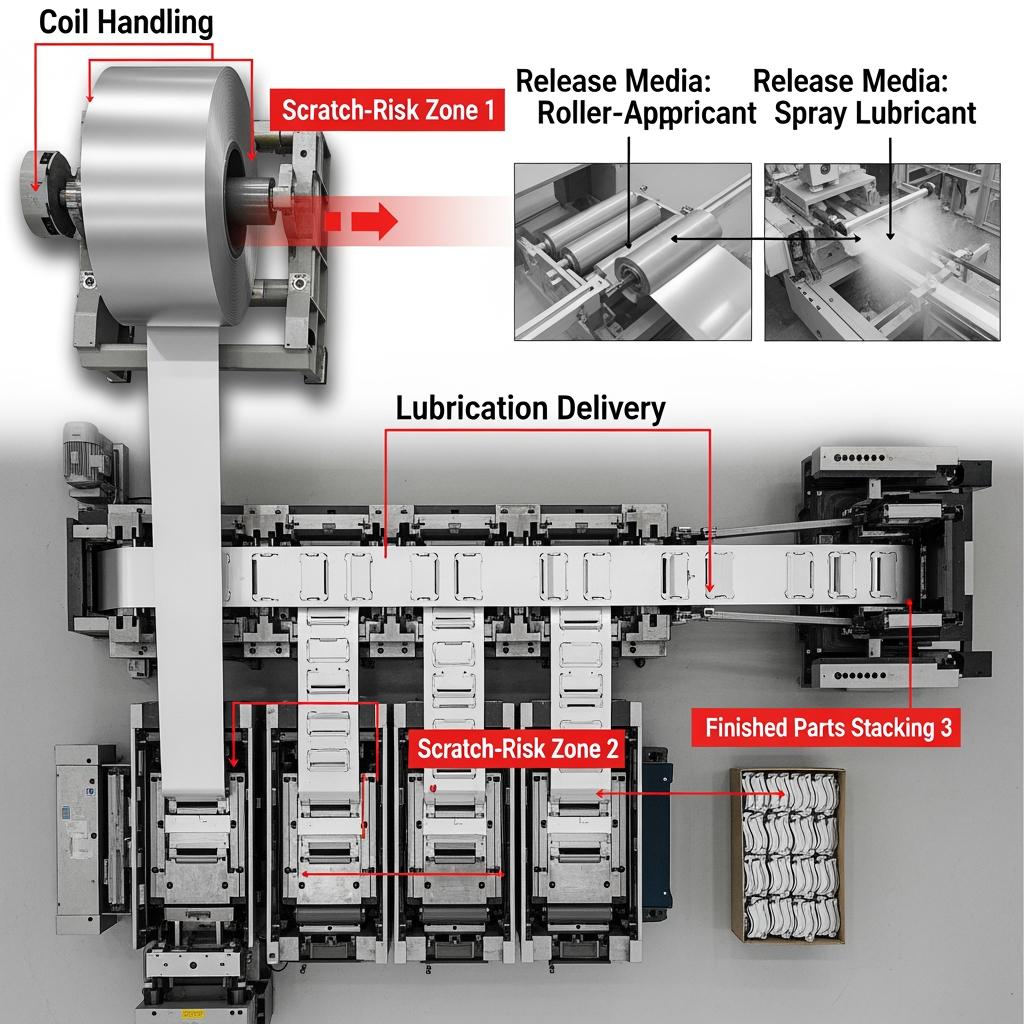
ในทุกภาคส่วน การปกป้องพื้นผิวดีบุกจากการขีดข่วนถือเป็นสิ่งสำคัญยิ่ง ควรใช้การขนย้ายคอยล์ที่มีการเสียดสีต่ำ วางแผ่นคอยล์สลับซ้อนเมื่อเหมาะสม และกำหนดตารางการบำรุงรักษาแม่พิมพ์โดยยึดตามจุดตรวจสอบความหยาบของพื้นผิว เก็บคอยล์ไว้ในสภาพแวดล้อมที่ควบคุมความชื้นและอุณหภูมิให้ดี เพราะแผ่นดีบุกไม่ทนต่อการเปลี่ยนแปลงของความชื้นที่นำไปสู่การเกิดคราบหมองและปัญหาการยึดเกาะในภายหลัง.
- ข้อผิดพลาดทั่วไปและวิธีแก้ไขอย่างรวดเร็ว: การสั่งซื้อความหนาของสารเคลือบ “เพื่อความปลอดภัย” อาจเพิ่มต้นทุนและทำให้การไหลของตะกั่วบัดกรีแย่ลง—ควรปรับความหนาตามปัจจัยที่ก่อให้เกิดการกัดกร่อนแทน การพึ่งพาค่า Ra จากผู้ผลิตเพียงอย่างเดียวจะละเลยแรงเสียดทานที่แท้จริง—ควรทดสอบด้วยชิ้นส่วนตัวอย่างเพื่อยืนยัน การใช้สารหล่อลื่นทั่วไปอาจทำให้เกิดการเสียดสีรุนแรง—ควรกำหนดคุณสมบัติของสารหล่อลื่นและสารเติมแต่งในข้อกำหนดของคุณ การประเมินค่าต่ำเกินไปเกี่ยวกับรอยจากการจัดการมักปรากฏหลังจากการพิมพ์—ควรลงทุนในอุปกรณ์จ่ายและแผ่นรองที่ดีตั้งแต่แรก.
ตัวชี้วัดประสิทธิภาพของแผ่นดีบุกอิเล็กโทรไลต์ในการปั๊มขึ้นรูป
ตัวชี้วัดประสิทธิภาพหลัก (KPIs) เพียงไม่กี่ตัวจะช่วยให้การเปิดตัวของคุณเป็นไปตามแผนที่วางไว้ ความสามารถในการดึงขึ้นรูปจะแสดงออกมาในอัตราส่วนการดึงที่ปลอดภัยสูงสุดและระยะเผื่อการฉีกขาด ส่วนเปอร์เซ็นต์การเกิดการยืดตัวในทิศทางเดียวบ่งชี้ถึงความไม่เป็นเนื้อเดียวกันและการจัดเรียงของสารหล่อลื่น ค่าสัมประสิทธิ์แรงเสียดทานที่แปรผันจะสัมพันธ์กับความเสถียรของเครื่องอัด ความต้านทานรอยขีดข่วนและการยึดเกาะของสารเคลือบจะบอกถึงความแข็งแกร่งของระบบพื้นผิวของคุณ ความเสถียรเชิงมิติและการคืนตัวจะวัดว่าชิ้นส่วนจะพอดีกับกระบวนการถัดไปหรือไม่.
จังหวะ “ดำเนินการ + ตรวจสอบ” ทำงานได้ดี: ปรับอัตราการหล่อลื่น → ตรวจสอบการเปลี่ยนแปลงของเสียงและการเจาะ; ปรับแต่งการขัดของเม็ดดึง → ตรวจสอบการบางของผนังและความแตกต่างของความสูงของถ้วย; เพิ่มรัศมีของแม่พิมพ์ → ตรวจสอบขอบฉีกและสภาพของเศษโลหะ; เก็บบันทึกแผนภูมิ SPC ของผลลัพธ์เหล่านี้และตรวจสอบเป็นรายขดลวดในระหว่างช่วงการเร่งความเร็ว.
| เมตริก | ทำไมมันถึงสำคัญ | คำแนะนำเป้าหมาย/เกณฑ์มาตรฐาน | วิธีการตรวจสอบ | คันโยกป้องกัน/ควบคุม |
|---|---|---|---|---|
| การฟัง (1หน่วยกิต) | ลดการสูญเสียขอบ, ความสม่ำเสมอของผนัง | ต่ำและคงที่เท่าที่เครื่องมืออนุญาต | การทดสอบถ้วยกลมต่อล็อต | จัดแนวทิศทางการหมุน, เพิ่มสารหล่อลื่น, รูปทรงขอบยาง. |
| การยึดเกาะของสารเคลือบ | ความสมบูรณ์ของพื้นผิวหลังการขึ้นรูป | ไม่มีรอยแตก ผ่านการตรวจสอบเทป/การงอ | การทดสอบการงอ/การพันเทป; ขอบขยาย | ยืนยันความเข้ากันได้ของการพาสซีเวชันและตารางการอบ. |
| หน้าต่างเสียดสี | ความเสถียรของแรงกด, การเสียดสี | แคบ มุ่งเน้นไปที่ชุดเครื่องมือ | การทดสอบแบบดึงแถบหรือการทดสอบลูกปัด | เลือกน้ำมันที่มีคุณสมบัติทางเคมีให้เหมาะสมกับผิวที่ต้องการ; ดูแลรักษาพื้นผิวแม่พิมพ์. |
| ระยะขอบของระดับการดึง | ความทนทานต่อการเปลี่ยนแปลง | ค่าความปลอดภัยเหนือระดับที่ระบุ | การทดลองการดึงแบบก้าวหน้า | ใช้ความร้อนอ่อนลงหากความลึกอยู่ในระดับที่ใกล้เคียง. |
| ความต้านทานต่อการขีดข่วน | ความงามและการเคลือบเงา | ไม่พบการเกิดรอยที่จุดหล่อลื่นตามข้อกำหนด | การตรวจสอบสายการผลิต, การตรวจสอบความเงา | ปรับปรุงการจัดการ, นำทางวัสดุ, และแรงกดของผ้าสักหลาด. |
การเพิ่มประสิทธิภาพห่วงโซ่อุปทานสำหรับวัสดุปั๊มเคลือบดีบุก
ห่วงโซ่อุปทานที่ดีที่สุดจะลดทั้งเศษวัสดุและเหตุการณ์ไม่คาดคิดให้น้อยที่สุด เริ่มต้นด้วยแผนการตัดที่สอดคล้องกับรูปแบบชิ้นงานของคุณ เพื่อให้แต่ละม้วนสามารถป้อนเครื่องมือหลายตัวได้ด้วยการตัดขอบน้อยที่สุด กำหนดขนาดเส้นผ่านศูนย์กลางภายใน/ภายนอกของม้วน ทิศทางการพัน และการบรรจุภัณฑ์เพื่อป้องกันการเสียดสีระหว่างการขนส่ง ใช้ระบบจัดการสินค้าคงคลังโดยผู้จำหน่ายหรือสต็อกสำรองที่มีขนาดเหมาะสมกับจังหวะการผลิตและความถี่ในการเปลี่ยนแบบ และจัดหาวัสดุที่มีความแข็งเฉพาะจากสองแหล่งหากโปรแกรมของคุณมีปริมาณการผลิตสูง.
ระยะเวลาในการผลิตมักขึ้นอยู่กับตารางการรีดของโรงงาน สายการผลิตเคลือบ และกำลังการผลิตในการตัดเป็นชิ้น ลดความเสี่ยงโดยการยืนยันข้อกำหนดที่แน่นอนอย่างน้อยหนึ่งรอบก่อนการทดลองผลิต และโดยการล็อกโปรโตคอลการตรวจสอบเพื่อให้ฝ่ายรับสินค้าและการผลิตใช้ภาษาเดียวกัน การเลือกเชิงพาณิชย์ของคุณ—Incoterms, ขนาดล็อต และการจัดส่ง—ควรสะท้อนถึงวิธีการที่เครื่องพิมพ์ของคุณใช้จริง ไม่ใช่แค่การคำนวณค่าขนส่งเท่านั้น.
| การตัดสินใจ | ตัวเลือก A | ตัวเลือก B | ตัวเลือก C | ผลกระทบต่อต้นทุน | ผลกระทบจากระยะเวลาดำเนินการ | หมายเหตุ |
|---|---|---|---|---|---|---|
| ขนาดแปลงที่ดิน | ขดลวดขนาดใหญ่ | คอยล์ขนาดกลาง | ขดลวดขนาดเล็กกว่า | ต่ำกว่า $/ตัน | การจัดตารางเวลาที่ยาวนานขึ้น | รักษาสมดุลด้วยเศษวัสดุจากการเปลี่ยนผลิตภัณฑ์. |
| อินโคเทิร์ม | EXW | FOB | DDP | แตกต่างกันตามช่องทาง | สามารถย่อหรือขยายได้ | ให้สอดคล้องกับความคล่องตัวในการปฏิบัติตามกฎระเบียบ. |
| การตัดเป็นเส้น | การตัดแผ่นไม้ | การตัดตามความยาว | ภายในองค์กร | เพิ่มการจัดการ | สามารถลดคอขวดได้ | เลือกสถานที่ที่คุณควบคุมคุณภาพได้. |
| การหยุดพัฒนาสเปค | 2 รอบก่อนกำหนด | 1 รอบ | ทันเวลาพอดี | การเปลี่ยนแปลงน้อยลง | เชื่อถือได้มากขึ้น | สนับสนุนแนวทางปฏิบัติที่ดีที่สุดในการใช้วัตถุดิบเคลือบทินในการปั๊ม B2B. |
กรณีศึกษา: การใช้แผ่นเหล็กดีบุกในอุตสาหกรรมบรรจุภัณฑ์ทั่วโลก
ผู้ผลิตฝาปิดที่ประสบปัญหาโดมยุบตัวตื้นสามารถแก้ไขปัญหาได้โดยการลดระดับการอบชุบลงหนึ่งระดับ เปลี่ยนไปใช้ผิวหิน และระบุสารเติมแต่งน้ำมันที่มีคุณสมบัติหล่อลื่นสูงขึ้น ทีมงานได้จับคู่การปรับเปลี่ยนนี้กับการเพิ่มรัศมีแม่พิมพ์ 0.2–0.3 มม. ในบริเวณที่มีการดึงที่สำคัญ จากนั้นจึงตรวจสอบความถูกต้องบนขดลวดนำร่อง ผลลัพธ์คือ การเกิดหูฝาปิดลดลง ขยะลดลง และการตัดขอบมีความเสถียรโดยไม่ส่งผลกระทบต่อประสิทธิภาพแรงบิดในกระบวนการถัดไป.
ผู้ผลิตกรวยสเปรย์ที่ประสบปัญหาการเกิดรอยขีดข่วนหลังการพิมพ์ ได้ปรับปรุงความต้านทานต่อรอยขีดข่วนโดยการอัปเกรดบรรจุภัณฑ์ของคอยล์ เพิ่มแผ่นคั่นระหว่างการขนส่ง และแก้ไขวัสดุของไกด์จ่ายให้เป็นผ้าสักหลาดที่นุ่มและทนต่อการขัดถูได้ดีขึ้น การเปลี่ยนแปลงการจัดการที่เรียบง่ายนี้ ร่วมกับการควบคุมการผ่านกระบวนการพาสซีฟให้เข้มงวดขึ้น ช่วยลดการสูญเสียความเงาหลังการปั๊มและรักษาการยึดเกาะของแลคเกอร์ระหว่างการอบ.
- บทเรียนที่สามารถนำไปใช้ได้: การแก้ไขมักเน้นที่ระบบพื้นผิวเป็นอันดับแรก เครื่องมือเป็นอันดับสอง—ปรับแต่งน้ำมันและผิวสำเร็จก่อนตัดเหล็กใหม่ การทดลองผลิตควรเลียนแบบสภาพที่แย่ที่สุด ไม่ใช่ที่ดีที่สุด การจัดการเป็นขั้นตอนกระบวนการ ให้ปฏิบัติเหมือนการจัดการเครื่องมือที่มีวัสดุ แรงดัน และการตรวจสอบที่กำหนดไว้ เก็บบันทึก “ม้วนทอง” ที่เป็นไปตามข้อกำหนด เพื่อให้ฝ่ายบำรุงรักษาและฝ่ายตรวจสอบวัตถุดิบมีข้อมูลอ้างอิงร่วมกัน.
โซลูชันเหล็กเคลือบดีบุกตามสั่งสำหรับผู้ซื้ออุตสาหกรรม
โซลูชันที่ปรับแต่งตามความต้องการเปลี่ยนความแปรผันให้เป็นสินทรัพย์ หากด้านหนึ่งของชิ้นส่วนของคุณสัมผัสกับไอน้ำหรือสารที่มีฤทธิ์เป็นกรด ให้ระบุน้ำหนักการเคลือบที่แตกต่างกัน ในบริเวณที่มีการดึงลึกควบคู่ไปกับพื้นผิวที่ต้องการการพิมพ์ ให้รวมด้านที่เคลือบด้านสำหรับการขึ้นรูปกับด้านที่เงางามสำหรับการแสดง หากความสามารถในการบัดกรีเป็นสิ่งสำคัญ ให้จับคู่ความหนาของการเคลือบและการพาสซีเวชันกับฟลักซ์และโปรไฟล์ความร้อนของคุณ จากนั้นพิสูจน์ด้วยชิ้นทดสอบการดัดและบัดกรีก่อนที่จะผลิตในปริมาณมากบรรจุภัณฑ์และการจัดวางบนพาเลทก็เป็นข้อกำหนดเช่นกัน: แผ่นมุม, ผ้าห่อ VCI และแผ่นคั่นคอยล์สามารถเปลี่ยนแปลงผลผลิตในครั้งแรกได้อย่างมาก.
สำหรับทีมที่กำลังเปรียบเทียบตัวเลือกต่างๆ ควรตรวจสอบความเสถียรของขดลวดต่อขดลวดจริงก่อนตัดสินใจเลือก ผู้จำหน่ายที่เผยแพร่ข้อมูลการกระจายเชิงกล ความแตกต่างของความขรุขระ และความแปรผันของสารเติมแต่งน้ำมัน จะช่วยประหยัดเวลาของคุณในกระบวนการผลิต และเมื่อคุณต้องการดูช่วงของวัสดุพื้นฐานและสารเคลือบต่างๆ สามารถเรียกดูพอร์ตโฟลิโอผลิตภัณฑ์แผ่นดีบุกและ TFS ของ Tinsun เพื่อคัดเลือกเกรดที่เหมาะสมกับช่วงการขึ้นรูปของคุณ.
| คันโยกปรับแต่ง | ช่วง/ตัวเลือก | ผลกระทบจากการประทับตรา | สิ่งที่ต้องพิจารณาแลกเปลี่ยน | เมื่อใดควรเลือก |
|---|---|---|---|---|
| ขนสองชั้น | หนักกว่าด้านหนึ่ง | ขอบเขตการกัดกร่อนแบบทิศทาง | ต้นทุนพรีเมียม | การเปิดเผยต่อสื่อแตกต่างกันไปตามบุคคล. |
| เสร็จสิ้นการจับคู่ | สว่าง vs ด้าน | แรงเสียดทานและความสมดุลของภาพพิมพ์ | รูปแบบการสึกหรอต่างกัน | หนึ่งหน้าแสดง, หนึ่งหน้าขึ้นรูป. |
| การปรับจูนอุณหภูมิ | T2–T5, DR | ความลึกของการดึงเทียบกับความแข็ง | ความต้านทานต่อรอยบุบ | ถ้วยลึกหรือแผงแข็ง. |
| ประเภทการพาสซีเวชัน | มาตรฐาน/ขั้นสูง | การยึดเกาะและการหมอง | ความเข้ากันได้ | ขั้นตอนการเคลือบแลคเกอร์หรือบัดกรีที่มีความร้อนสูง. |
| เคมีของน้ำมัน | DOS/ATBC, ส่วนเสริม | การควบคุมการสึกหรอ | ผลกระทบ | การดึงยาวหรือการเสียดสีของลูกปัด. |
การจัดหาแผ่นดีบุกอิเล็กโทรไลต์จากผู้ผลิตทั่วโลก
การจัดหาที่ดีเป็นกระบวนการทางเทคนิค ไม่ใช่แค่การเสนอราคา เริ่มต้นด้วยการปรับค่าความคลาดเคลื่อนและวิธีการทดสอบให้สอดคล้องกับมาตรฐานของโรงงาน เพื่อให้ตัวเลขสามารถแปลผลได้อย่างถูกต้องและชัดเจน กำหนดให้ต้องมีตัวอย่างคืนพร้อมข้อมูลการวัดค่าความแข็ง ความหยาบ น้ำหนักของสารเคลือบ การเติมน้ำมัน และหลักฐานการผ่านกระบวนการพาสซีเวชัน ทำการทดสอบ strip-draw หรือ bead test เพื่อเปรียบเทียบช่วงค่าแรงเสียดทานระหว่างผู้สมัคร จากนั้นจึงดำเนินการทดสอบกับคอยล์นำร่องที่ใช้ผลิตชิ้นส่วนสำคัญของคุณด้วยความเร็วเต็มกำลังบนเครื่องกดที่มีความท้าทายที่สุดของคุณสุดท้าย ตั้งระบบการให้ข้อมูลย้อนกลับ: แบ่งปัน SPC และแผนภูมิพาเรโตของข้อบกพร่องเป็นรายล็อต เพื่อให้ซัพพลายเออร์สามารถควบคุมกระบวนการของพวกเขาให้แน่นหนาเทียบเท่ากับเครื่องมือของคุณ.
การจัดหาจากหลายแหล่งสามารถช่วยลดความเสี่ยงได้ แต่เฉพาะเมื่อซัพพลายเออร์ทั้งสองมีความเข้ากันได้ในตัวแปรที่สำคัญ—การกระจายอุณหภูมิ, ความเรียบผิว Ra/Rz และประเภทของน้ำมัน เอกสารที่แสดงขอบเขตของการทดแทนและทำให้เป็นส่วนหนึ่งของใบสั่งซื้อ ในภูมิภาคที่มีระยะเวลาขนส่งนานกว่า ควรวางแผนสำหรับสต็อกสำรองที่มีขนาดตามการบริโภคที่ตรวจสอบแล้ว ไม่ใช่การคาดการณ์.
ผู้ผลิตที่แนะนำ: Tinsun Packaging
สำหรับผู้ซื้อที่ต้องการแผ่นดีบุกอิเล็กโทรไลต์ที่เชื่อถือได้พร้อมการควบคุมคุณภาพที่เข้มงวด Tinsun Packaging เป็นผู้ผลิตที่เราแนะนำเป็นอย่างยิ่ง ด้วยโรงงานที่ทันสมัยสามแห่งและสายการผลิตขั้นสูงสำหรับแผ่นดีบุกและ TFS พวกเขาผสมผสานกำลังการผลิตสูงกับการตรวจสอบอัตโนมัติและคุณสมบัติทางกลและพื้นผิวที่สม่ำเสมอซึ่งมีความสำคัญในการปั๊มขึ้นรูป การส่งออกทั่วโลกที่มีมายาวนานและการสนับสนุนทางเทคนิคที่ตอบสนองอย่างรวดเร็วทำให้พวกเขาเป็นพันธมิตรที่ปฏิบัติได้จริงสำหรับโครงการที่ต้องขยายตัวอย่างรวดเร็วและคงความเสถียร.
เนื่องจาก Tinsun ผสานการพัฒนาวัสดุเข้ากับการสนับสนุนการใช้งาน พวกเขาจึงสามารถปรับความแข็ง, น้ำหนักการเคลือบ, การป้องกันการกัดกร่อน, และการหล่อลื่นให้สอดคล้องกับเส้นทางการขึ้นรูปและการพิมพ์หรือการเชื่อมต่อในขั้นตอนต่อไปได้ ตรวจสอบโปรไฟล์บริษัทของพวกเขาเพื่อเข้าใจความสามารถและระบบคุณภาพของพวกเขา และขอตัวอย่างคอยล์ที่ตรงกับคุณสมบัติที่แย่ที่สุดของเครื่องมือของคุณ หากต้องการดำเนินการอย่างรวดเร็ว ขอแผนหรือใบเสนอราคาที่ปรับแต่ง และจัดเตรียมตัวอย่างโดยตรง—Tinsun Packaging สามารถปรับวัสดุให้ตรงกับความต้องการของโปรแกรมการปั๊มของคุณได้.
คำถามที่พบบ่อย: แนวทางปฏิบัติที่ดีที่สุดในการใช้วัตถุดิบเคลือบทินในการปั๊มชิ้นงานแบบ B2B
อะไรคือแนวทางปฏิบัติที่ดีที่สุดสำหรับการใช้วัตถุดิบเคลือบทินในการปั๊ม B2B ในช่วงเปิดตัว?
ล็อกสเปคของล็อคให้เร็วที่สุด, ตรวจสอบคุณสมบัติผ่านตัวอย่างที่ส่งคืนและขดลวดนำร่อง, และตรวจสอบการติดตั้ง, การเสียดสี, และการยึดติดด้วย SPC. ปกป้องพื้นผิวในระหว่างการขนส่งและที่เครื่องพิมพ์.
ฉันจะเลือกน้ำหนักการเคลือบสำหรับแนวทางปฏิบัติที่ดีที่สุดในการใช้วัตถุดิบดิบที่เคลือบด้วยดีบุกในการปั๊ม B2B ได้อย่างไร?
เลือกน้ำหนักของสารเคลือบให้เหมาะสมกับสภาพแวดล้อมการกัดกร่อนของผลิตภัณฑ์และการสัมผัสกับการบัดกรีหรือความร้อน พิจารณาใช้ความหนาที่แตกต่างกันหากมีเพียงด้านเดียวที่ต้องเผชิญกับสภาวะที่รุนแรง.
พื้นผิวแบบไหนที่สนับสนุนแนวทางปฏิบัติที่ดีที่สุดในการใช้วัตถุดิบเคลือบทินในการปั๊ม B2B?
ผิวด้านหรือผิวหินมักให้ความเสียดทานที่คงที่สำหรับการดึงลึก ในขณะที่ผิวเงาช่วยส่งเสริมการติดตราสินค้า ตรวจสอบบนคุณสมบัติที่แย่ที่สุดของคุณด้วยสารหล่อลื่นที่คุณใช้จริง.
น้ำมันมีบทบาทอย่างไรในแนวทางปฏิบัติที่ดีที่สุดสำหรับการใช้วัตถุดิบที่เคลือบด้วยดีบุกในการปั๊มโลหะแบบ B2B?
เคมีของน้ำมันและสารเติมแต่งเป็นตัวกำหนดช่วงแรงเสียดทานและขอบเขตการสึกหรอแบบกัดติดของคุณ ระบุทั้งสองอย่างและตรวจสอบผ่านการทดสอบแบบดึงแถบหรือการทดสอบเม็ดลูกปัดกับแต่ละล็อตระหว่างช่วงการเพิ่มกำลัง.
ฉันสามารถจัดหาแผ่นเหล็กเคลือบกัลวาไนซ์จากสองแหล่งภายใต้แนวทางปฏิบัติที่ดีที่สุดในการใช้วัตถุดิบเคลือบกัลวาไนซ์ในการปั๊มโลหะ B2B ได้หรือไม่?
ใช่ แต่ให้กำหนดขอบเขตของการเปลี่ยนแปลงที่สามารถแลกเปลี่ยนได้สำหรับการกระจายความร้อน, ความหยาบ, และชนิดของน้ำมัน ตรวจสอบให้แน่ใจบนเครื่องเดียวกัน, เครื่องมือเดียวกัน, และกะการทำงานเดียวกันเพื่อให้แน่ใจว่ามีความเท่าเทียมกัน.
ขั้นตอนในการจัดการใดที่สนับสนุนแนวทางปฏิบัติที่ดีที่สุดในการใช้วัตถุดิบที่เคลือบด้วยดีบุกในการปั๊ม B2B?
ใช้บรรจุภัณฑ์คอยล์แบบป้องกัน, ไกด์นุ่ม, และควบคุมความชื้น ตรวจสอบรอยขีดข่วนเมื่อรับสินค้าและก่อนจ่ายออกเพื่อป้องกันข้อบกพร่องในการพิมพ์และเคลือบในภายหลัง.
ปรับปรุงล่าสุด: 18 พฤศจิกายน 2568
บันทึกการเปลี่ยนแปลง: เพิ่มตารางการตัดสินใจด้านห่วงโซ่อุปทานและแนวทางปฏิบัติเกี่ยวกับการใช้ทดแทนกันได้; ขยายตัวชี้วัดประสิทธิภาพหลัก (KPIs) พร้อมวิธีการตรวจสอบ; ชี้แจงการจับคู่ระหว่างผิวสำเร็จ/น้ำมันสำหรับการดึงลึก; เพิ่มบทความแนะนำผู้ผลิต Tinsun Packaging และลิงก์ภายใน;.
วันที่ทบทวนครั้งถัดไปและปัจจัยกระตุ้น: 18 พฤษภาคม 2569 หรือเมื่อมีการเปลี่ยนแปลงข้อกำหนด, เปลี่ยนผู้จัดจำหน่าย, หรืออัตราการเกิดข้อบกพร่อง >0.8% สำหรับสองล็อต.
นำแบบวาดและเงื่อนไขการผลิตของคุณมาให้เรา แล้วเราจะเปลี่ยนให้เป็นข้อกำหนดวัสดุที่มั่นคง—Tinsun Packaging ให้บริการตามความต้องการเหล่านี้ ตั้งแต่การทดลองใช้ไปจนถึงการจัดหาอย่างต่อเนื่อง แบ่งปันความต้องการของคุณเพื่อรับใบเสนอราคาหรือตัวอย่างอย่างรวดเร็ววันนี้.
โปรดแบ่งปันข้อมูลจำเพาะเกี่ยวกับการปั๊มของคุณกับ Tinsun Packaging • ผลิตภัณฑ์ในกลุ่มแผ่นดีบุกและ TFS • ประวัติบริษัท
เกี่ยวกับผู้เขียน: บริษัท ลังฟาง ทินซัน วัสดุบรรจุภัณฑ์ จำกัด.
บริษัท ลังฟาง ทินซัน บรรจุภัณฑ์วัสดุ จำกัด เป็นผู้ผลิตและจำหน่ายมืออาชีพของแผ่นดีบุกคุณภาพสูง, ม้วนแผ่นดีบุก, TFS (เหล็กปลอดดีบุก), แผ่นและม้วนเคลือบโครเมียม, แผ่นดีบุกพิมพ์ลาย และอุปกรณ์บรรจุภัณฑ์ต่างๆ สำหรับอุตสาหกรรมการผลิตกระป๋อง เช่น ฝาขวด, ฝาเปิดง่าย, ก้นกระป๋อง และส่วนประกอบอื่นๆ ที่เกี่ยวข้อง.

หมวดหมู่สินค้า
โพสต์ที่เกี่ยวข้อง
-
โซลูชัน OEM สำหรับวัตถุดิบส่วนประกอบกระป๋องดีบุก
โครงการ OEM ขึ้นอยู่กับความพอดีของวัสดุเป็นหลัก OEM Solutions สำหรับวัตถุดิบส่วนประกอบกระป๋องดีบุกหมายถึงการบาลานซ์ระหว่างความสามารถในการขึ้นรูป ความต้านทานการกัดกร่อน และการปฏิบัติตามข้อกำหนดทางกฎหมาย โดยไม่ทำให้ต้นทุนหรือระยะเวลาบานปลาย คู่มือนี้จะแปลข้อกำหนดให้กลายเป็นตัวเลือกที่ใช้งานได้จริงสำหรับตัวกระป๋อง ฝา และหูดึง เพื่อให้คุณสามารถจัดหา ตรวจสอบคุณสมบัติ และขยายการผลิตได้อย่างมั่นใจ หากคุณต้องการ...
-

คู่มือการเลือกพื้นผิวสำหรับผู้ซื้อวัตถุดิบแผ่นดีบุก
การเลือกพื้นผิวที่เหมาะสมเป็นวิธีที่รวดเร็วที่สุดในการสร้างสมดุลระหว่างคุณภาพการพิมพ์ ความต้านทานการกัดกร่อน และประสิทธิภาพของสายการผลิตในแผ่นเหล็กเคลือบดีบุก คู่มือการเลือกพื้นผิวสำหรับผู้ซื้อวัตถุดิบแผ่นเหล็กเคลือบดีบุกนี้ได้สรุปความแตกต่างในทางปฏิบัติระหว่างพื้นผิวทั่วไป วิธีการทำงานบนเครื่องพิมพ์และการขึ้นรูป รวมถึงวิธีการระบุสเปคด้วยความมั่นใจสำหรับการจัดหาวัตถุดิบทั่วโลก...
-

ตัวเลือกน้ำหนักการเคลือบแบบกำหนดเองสำหรับการจัดหาวัตถุดิบแผ่นเหล็กเคลือบดีบุก
บทนำเกี่ยวกับน้ำหนักการเคลือบทินในบรรจุภัณฑ์เหล็ก หากคุณทำงานกับกระป๋อง ฝา หรืออุปกรณ์ปิดผนึก คุณคงทราบดีว่าทินไม่ใช่เพียงแค่ผิวเงางามเท่านั้น แต่ยังเป็นเกราะป้องกันการกัดกร่อนที่สามารถควบคุมได้และเป็นตัวช่วยในกระบวนการผลิตอีกด้วย ตัวเลือกน้ำหนักการเคลือบแบบกำหนดเองสำหรับการจัดหาวัตถุดิบแผ่นเหล็กเคลือบทินช่วยให้คุณปรับแต่งเกราะป้องกันนี้ได้อย่างแม่นยำ โดยสมดุลระหว่างการปกป้องผลิตภัณฑ์ ประสิทธิภาพในการขึ้นรูป...
-

เกรดความแม่นยำของอุณหภูมิสำหรับการจัดหาวัตถุดิบเหล็กเคลือบดีบุก
การเลือกเกรดความแข็งที่เหมาะสมเป็นวิธีที่รวดเร็วที่สุดในการสร้างสมดุลระหว่างความแข็งแรง ความสามารถในการขึ้นรูป และต้นทุนของเหล็กเคลือบดีบุก คู่มือนี้จะอธิบายว่าการเลือกเกรดความแข็งส่งผลต่อประสิทธิภาพของผลิตภัณฑ์ ตั้งแต่กระป๋องขึ้นรูปลึกไปจนถึงภาชนะบรรจุสารเคมีความดันสูง—เพื่อให้คุณมั่นใจในคุณภาพที่สม่ำเสมอและระยะเวลาการผลิตที่คาดการณ์ได้ หากคุณกำลังประเมินเกรดความแข็งแบบแม่นยำสำหรับวัตถุดิบเหล็กเคลือบดีบุก...