มาตรฐานทางเทคนิคสำหรับเหล็กเคลือบดีบุกในการผลิตฝาขวด

แชร์
การระบุเหล็กเคลือบดีบุกที่เหมาะสมคือความแตกต่างระหว่างเส้นการผลิตฝาที่ราบรื่นและมีประสิทธิภาพสูงกับการผลิตที่มีแนวโน้มเกิดเศษวัสดุและเสี่ยงต่อการรับประกัน คู่มือนี้แปลมาตรฐานทางเทคนิคสำหรับเหล็กเคลือบดีบุกในการผลิตฝาให้เป็นการตัดสินใจที่นำไปใช้ได้จริงในโรงงาน ตั้งแต่เกรดและความหนาไปจนถึงการทดสอบ การปฏิบัติตามข้อกำหนด และการจัดหาวัตถุดิบหากคุณกำลังทดสอบประสิทธิภาพของวัสดุในขณะนี้ กรุณาแบ่งปันแบบร่างฝาและเป้าหมายความเร็วในการผลิตของคุณ เพื่อรับชุดข้อมูลที่ปรับให้เหมาะสมกับคุณและตัวอย่างจาก Tinsun Packaging; คุณยังสามารถตรวจสอบกลุ่มวัสดุต่างๆ ได้ที่ ผลิตภัณฑ์ในกลุ่มแผ่นดีบุกและ TFS.
ภาพรวมของเกรดเหล็กเคลือบทินสำหรับการปั๊มฝา
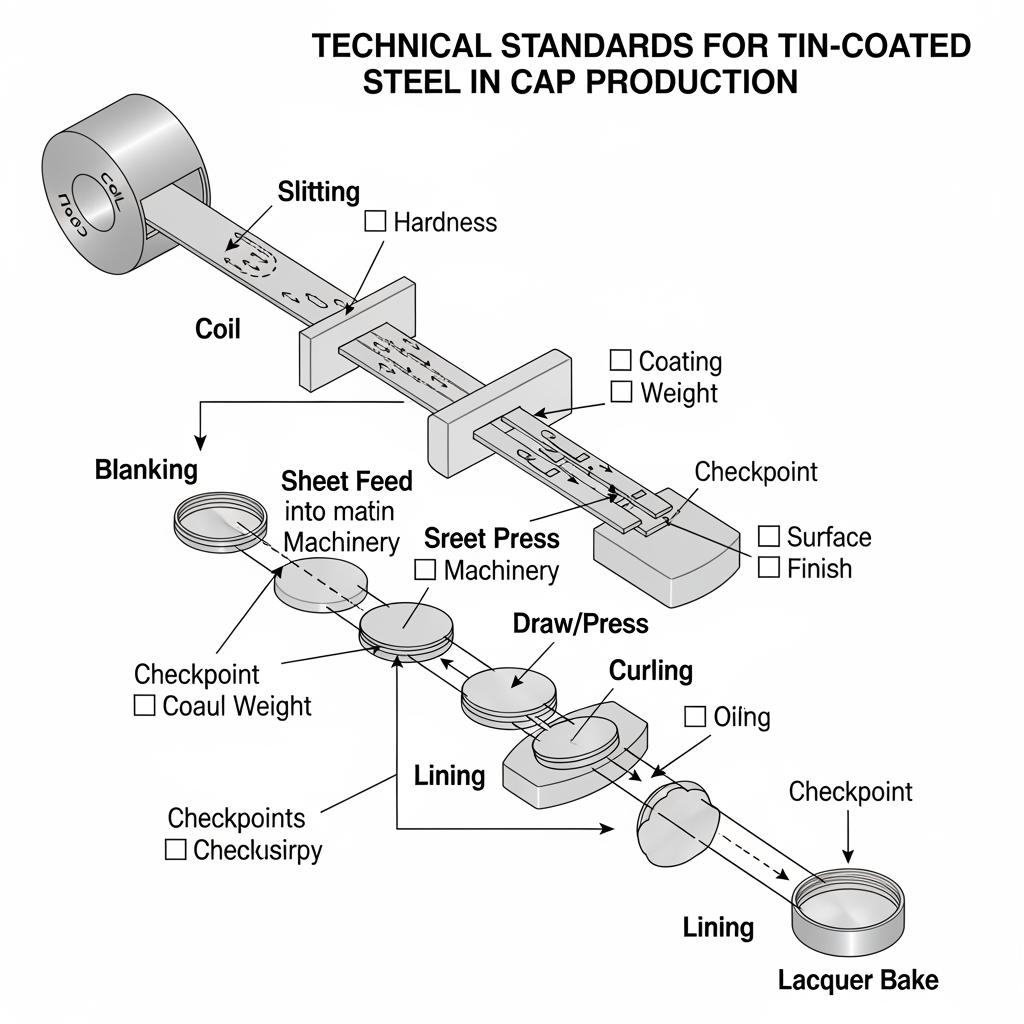
สำหรับการปิดผนึก มีสองกลุ่มหลักที่โดดเด่น: แผ่นเหล็กเคลือบอีเล็กโทรไลติก (ETP) และเหล็กปลอดดีบุก (TFS หรือที่เรียกว่า ECCS)ภายในแต่ละประเภท ความแข็งเชิงกล (T2–T5 สำหรับการลดขนาดครั้งเดียว, DR7–DR9 สำหรับการลดขนาดสองครั้ง) กำหนดความสามารถในการขึ้นรูป ในขณะที่การตกแต่งพื้นผิว (เงา/หิน/ด้าน), การทำให้เป็นสารป้องกันการกัดกร่อน, และการหล่อลื่นมีผลต่อคุณภาพการพิมพ์และความลื่น ในการปั๊มฝา ความแข็งที่เหมาะสมจะเป็นการปรับสมดุลระหว่างการดึงและการต้านทานการเกิดลวดลายหรือการบิดงอหลังจากการบุและการใช้งาน.
ประเด็นสำคัญ: มาตรฐานทางเทคนิคสำหรับเหล็กเคลือบดีบุกในการผลิตฝาขวด
- เลือกความแข็งต่ำกว่า (T2–T3 หรือ DR7) สำหรับการดึงลึกหรือโปรไฟล์แผงที่ก้าวร้าว; ย้ายขึ้นไปที่ T4–T5 หรือ DR8–DR9 สำหรับการดึงตื้นที่ต้องการความแข็ง.
- ให้ผิวสำเร็จและการพาสซีเวชันสอดคล้องกับการพิมพ์ในขั้นตอนถัดไป, กาวเคลือบผิว, และ การกัดกร่อน การสัมผัสเพื่อหลีกเลี่ยงการเกิดรูพรุนขนาดเล็กและการแตกร้าวของแลคเกอร์.
| กลุ่มวัสดุ | อารมณ์ทั่วไป | การใช้งานทั่วไปของฝา | ตัวเลือกการตกแต่งผิว | หมายเหตุเกี่ยวกับการยึดเกาะของผ้าซับใน | ความเกี่ยวข้องกับมาตรฐานทางเทคนิคสำหรับเหล็กเคลือบดีบุกในการผลิตฝาขวด |
|---|---|---|---|---|---|
| ETP (เคลือบด้วยดีบุก) | T2–T5, DR7–DR9 | ฝาครอบแบบมงกุฎ, ฝาครอบแบบหมุน, ฝาครอบแบบ ROPP | สว่าง, หิน, ด้าน | ยอดเยี่ยมกับระบบอีพ็อกซี่/ฟีโนลิก/ออร์กาโนซอล | สอดคล้องโดยตรงกับเกณฑ์การวาดและการกัดกร่อนที่กำหนดไว้ในมาตรฐานทางเทคนิคสำหรับเหล็กเคลือบดีบุกในการผลิตฝา |
| ทีเอฟเอส (อีซีซีเอส) | DR8–DR10 (ฐานแข็งขึ้น) | ป้องกันการขโมย (ROPP), ฝาครอบหูยึดบางรุ่นที่เน้นความแข็งแรงเป็นพิเศษ | หิน, ด้าน | ต้องใช้ไพรเมอร์ที่เหมาะสมเพื่อการยึดเกาะที่ดีที่สุด | ตรงตามมาตรฐานเมื่อให้ความสำคัญกับความแข็งและความสามารถในการพิมพ์ที่สูงกว่า |
เมทริกซ์ข้างต้นช่วยให้คุณจำกัดตัวเลือกในช่วงการตรวจสอบ DFM เริ่มต้น คิดถึง ETP ว่าเป็นวัสดุที่ “ให้อภัย” และ TFS เป็นตัวเลือกที่ “โปรไฟล์คมชัด” จากนั้นปรับแต่งความแข็งและการตกแต่งให้ตรงกับพฤติกรรมของเครื่องพิมพ์และโปรไฟล์แรงบิด/การคงที่ที่ต้องการ.
ความหนาของแผ่นดีบุกที่ดีที่สุดสำหรับการขึ้นรูปฝาโลหะ
ความหนาส่งผลต่อความสามารถในการขึ้นรูป ความสมบูรณ์ของการม้วน และการคงแรงบิด เมื่อความหนาบางเกินไป จะเกิดการย่นและรอยต่อเป็นชั้นหลังจากการอบเส้นขอบ เมื่อความหนาเกินไป จะเพิ่มแรงกดขณะรีด เสี่ยงต่อการคืนตัว และเพิ่มแรงบิดในการประกบสำหรับฝาครอบเครื่องดื่มส่วนใหญ่ 0.22–0.24 มม. ETP T3–T4 เป็นจุดเริ่มต้นที่เสถียร สำหรับฝาครอบแบบบิดออก 0.17–0.23 มม. ขึ้นอยู่กับเส้นผ่าศูนย์กลางของฝาครอบและจำนวนขา สำหรับ ROPP 0.20–0.25 มม. โดยใช้ความแข็งที่มากขึ้นเพื่อรักษาความชัดเจนของเกลียว.
| ประเภทการปิด | ช่วงความหนาทั่วไป (มม.) | ช่วงอุณหภูมิที่ต้องการ | การสร้างโน้ต | ข้อพิจารณาเกี่ยวกับแถว |
|---|---|---|---|---|
| ฝาครอบ (26/29 มม.) | 0.22–0.24 | ที3–ที4 | การดึงลึกพร้อมกับการม้วนที่สม่ำเสมอ หลีกเลี่ยงการอบแข็งเกินไป | เครื่องพิมพ์ความเร็วสูง (1,000+ cpm) เหมาะกับการควบคุมความหนาที่แน่นขึ้น |
| ฝาครอบแบบบิดเปิด (38–82 มม.) | 0.17–0.23 | T2–T4 หรือ DR7–DR8 | การขึ้นรูปหลายขั้นตอน; ความสมบูรณ์ของส่วนยื่นขึ้นอยู่กับค่าความยืดหยุ่นของโลหะฐาน | การอบแบบไลเนอร์อาจช่วยบรรเทาความเครียด—กำหนดช่วงแรงบิดเป้าหมายหลังการอบ |
| เปลือกหอย ROPP (18–30 มม.) | 0.20–0.25 | T4–T5 หรือ DR8–DR9 | ต้องการความแข็งเพื่อรองรับลายนูนของด้าย | ตรวจสอบแรงรีดเกลียวเกลียวฝาปิดเทียบกับพฤติกรรมการคืนตัวของสปริง |
ใช้ตารางนี้เป็นแผนภูมิการปรับเทียบ ตรวจสอบความถูกต้องที่ความเร็วทดลองก่อน; ฝาที่ขึ้นรูปได้ดีที่ 300 รอบต่อนาทีอาจแสดงขอบแยกหรือผิวส้มเมื่อเร่งความเร็วเกิน 900 รอบต่อนาที เว้นแต่ว่าจะปรับความแข็งและการหล่อลื่นให้เหมาะสม.

มาตรฐานการทดสอบสำหรับเหล็กเคลือบดีบุกในการผลิตฝาปิด
การสอดคล้องของวัสดุได้รับการพิสูจน์ผ่านการทดสอบทางกล การเคลือบ และความสมบูรณ์ของพื้นผิว เป้าหมายทางกลทั่วไปได้แก่ ความต้านทานแรงดึง ความแข็งแรงของจุดยืด และความยืดหยุ่นตามมาตรฐานเหล็กบรรจุภัณฑ์ที่เป็นที่ยอมรับ น้ำหนักการเคลือบได้รับการตรวจสอบโดยการสูญเสียมวล (เช่น การละลายด้วยกรดไฮโดรฟลูออริก/เมทานอล) หรือการวิเคราะห์ด้วยรังสีเอกซ์ฟลูออเรสเซนซ์ ความพรุนและการป้องกันการกัดกร่อนจะได้รับการประเมินโดยวิธีการทางเคมีไฟฟ้าบริเวณปลายน้ำ การทดสอบการแห้งตัวของแลคเกอร์และการยึดเกาะ (แบบครอสแฮทช์) การตรวจสอบคุณภาพเคลือบอีนาเมลที่บริเวณขอบโค้งและแผงชิ้นงาน รวมถึงการทดสอบด้วยการพ่นเกลือหรือตู้ทดสอบความชื้น เป็นการจำลองการใช้งานจริงในสภาพแวดล้อมจริง.
วงจรการตรวจสอบความถูกต้องเชิงปฏิบัติที่สายการผลิตหลายแห่งใช้:
- แชร์สเปค → ยืนยันตัวอย่างที่ส่งคืน → ทดสอบนำร่อง → ขยายขนาดการผลิต.
- ทำการทดลองขึ้นรูปที่ความเร็วเป้าหมาย → ตรวจสอบรอยแยก/รอยย่น → ปรับอุณหภูมิ/การหล่อลื่น.
- อบด้วยแผ่นรองสำหรับการผลิต → วัดแรงบิดคงที่และการรั่วไหลอีกครั้ง.
- ทำการทดสอบการกัดกร่อนแบบเร่งสมบูรณ์ → ตรวจสอบรอยแตกร้าวของแลคเกอร์ที่บริเวณที่ม้วนและรอยขีด.
มาตรฐานการปฏิบัติตามข้อกำหนดระดับโลกสำหรับแผ่นดีบุกในการผลิตฝาปิด
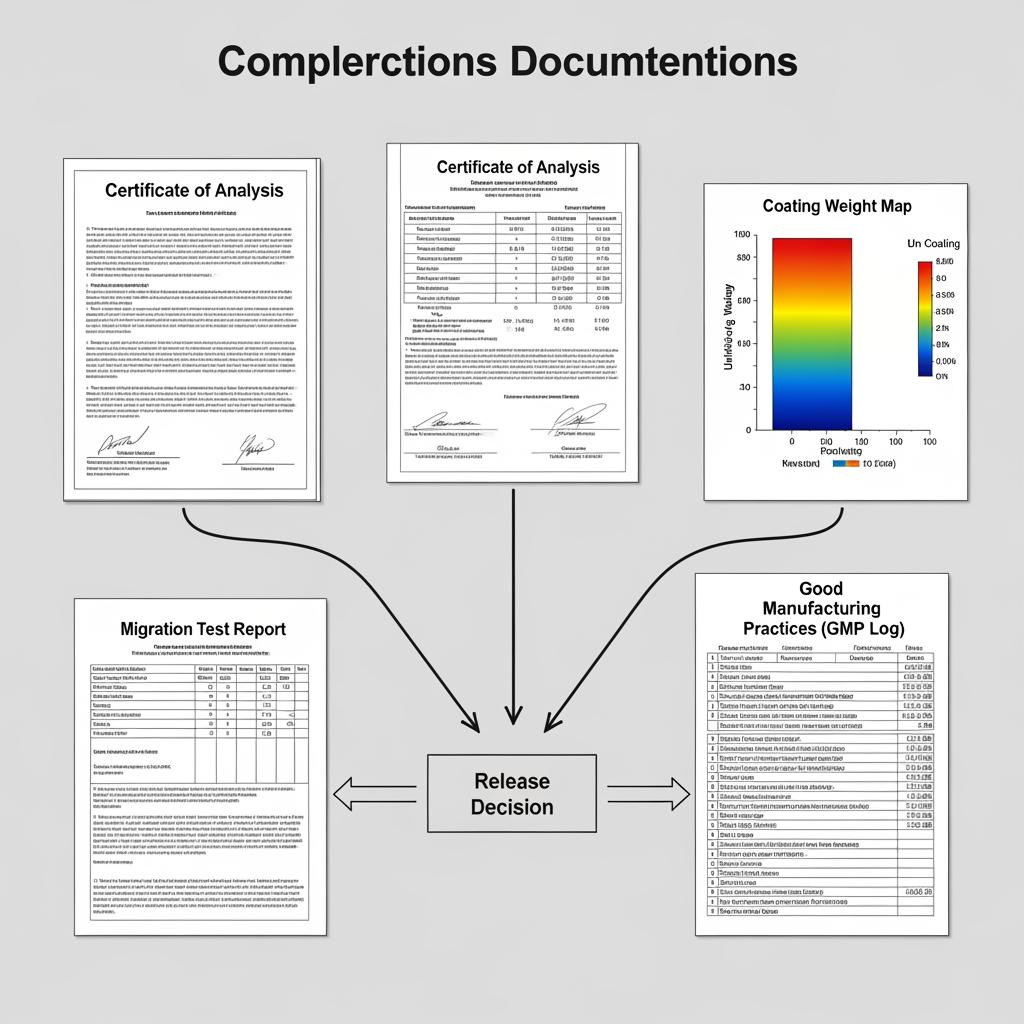
วัสดุฝาต้องสัมผัสกับอาหารและเครื่องดื่ม ดังนั้นโลหะและสารเคลือบของคุณจึงต้องสอดคล้องกับกรอบมาตรฐานบรรจุภัณฑ์เหล็กและวัสดุสัมผัสอาหารที่ได้รับการยอมรับในระดับสากล ในทางปฏิบัติ ผู้ผลิตจะอ้างอิงมาตรฐานต่างๆ เช่น ISO และ ASTM สำหรับคุณสมบัติของแผ่นเหล็กเคลือบดีบุก, JIS สำหรับการจำแนกประเภท ETP/TFS และกรอบมาตรฐานสัมผัสอาหารในแต่ละภูมิภาค (เช่น ข้อกำหนดของ FDA สหรัฐฯ สำหรับสารเคลือบสัมผัสอาหาร และกฎระเบียบของสหภาพยุโรปเกี่ยวกับวัสดุที่มีวัตถุประสงค์สัมผัสอาหาร) ควบคู่กับหลักเกณฑ์วิธีปฏิบัติที่ดีในการผลิต (Good Manufacturing Practice) ที่มีการบันทึกไว้โปรดตรวจสอบให้แน่ใจว่าเอกสารของคุณครอบคลุมใบรับรองการวิเคราะห์ (อุณหภูมิ ความหนา น้ำหนักของสารเคลือบ) การทดสอบการอพยพ (สำหรับระบบแลคเกอร์ทั้งหมด) และบันทึก GMP สำหรับการตรวจสอบย้อนกลับและการควบคุมสุขอนามัย.
ความต้านทานการกัดกร่อนของแผ่นดีบุกในการผลิตฝาขวดเครื่องดื่ม
ดีบุกมีคุณสมบัติป้องกันตามธรรมชาติ แต่สามารถเสียสละตัวเองได้ภายใต้สารละลายอิเล็กโทรไลต์บางชนิด ระบบเคลือบแลคเกอร์และการป้องกันการกัดกร่อนจะเป็นตัวกำหนดประสิทธิภาพการใช้งานจริง เครื่องดื่มที่มีคาร์บอเนตจะนำ CO2 และกรดที่อาจเกิดขึ้นเข้ามา การพาสเจอร์ไรซ์จะเพิ่มความร้อนและความชื้น การขนส่งขวดแก้วที่นำกลับมาใช้ใหม่ได้จะเพิ่มการสัมผัสกับสารกัดกร่อนสำหรับฝาครอบแบบครอบ ETP ที่มีระบบฟีนอลิกหรืออีพ็อกซีฟีนอลิกที่แข็งแรงยังคงเป็นเครื่องมือหลัก สำหรับฝาแบบบิดในสถานการณ์การบรรจุร้อนหรือการฆ่าเชื้อ ให้ตรวจสอบความยืดหยุ่นของแลคเกอร์และการครอบคลุมขอบหลังจากการขึ้นรูปและการม้วน สภาพการเก็บรักษาเป็นสิ่งสำคัญ: ควบคุมความชื้น หมุนเวียนสต็อก (FIFO) และหลีกเลี่ยงความเสียหายที่ขอบซึ่งอาจกลายเป็นจุดเริ่มต้นของการกัดกร่อน.
การเปรียบเทียบ ETP และ TFS ในการประยุกต์ใช้กับวัสดุสำหรับการปั๊มฝา
การเลือกใช้ระหว่าง ETP และ TFS ขึ้นอยู่กับความรุนแรงของการขึ้นรูป สภาพแวดล้อมการกัดกร่อน และลักษณะกราฟิก ETP ให้การป้องกันแบบเสียสละตัวเองและทนต่อการดึงที่ผิดพลาดได้ดี ส่วน TFS ให้ความแข็งสูงกว่าที่ความหนาเท่ากันและทนต่อการพิมพ์ลิโธได้ดีเยี่ยมเมื่อทาสีรองพื้นอย่างเหมาะสม.
| คุณสมบัติ | ETP (แผ่นเหล็กเคลือบด้วยไฟฟ้า) | TFS (เหล็กปลอดดีบุก/ECCS) | หมายเหตุสำหรับวิศวกรฝาปิด |
|---|---|---|---|
| ความสามารถในการขึ้นรูป | ให้อภัยข้อผิดพลาดได้ดีขึ้นสำหรับการดึงลึกและรูปทรงหูจับที่ซับซ้อน | แข็งขึ้น; เหมาะที่สุดสำหรับการดึงที่ตื้นและการปั๊มนูนที่คมชัด | จับคู่กับเส้นทางเครื่องมือและความเร็ว |
| พฤติกรรมการกัดกร่อน | ชั้นตะกั่วสังเวยช่วยปกป้องภายใต้ข้อบกพร่องของแล็กเกอร์ | พึ่งพาระบบการเคลือบอย่างมาก; ตรวจสอบให้แน่ใจว่าใช้ไพรเมอร์ | ตรวจสอบความถูกต้องผ่านความชื้น/NSS |
| ความสามารถในการพิมพ์ | ยอดเยี่ยม; ความเข้ากันได้ของหมึก/แลคเกอร์ที่กว้าง | ยอดเยี่ยมเมื่อใช้กับไพรเมอร์ที่เหมาะสม | ควบคุมความเงาและโปรไฟล์เตาอบ |
| ความหนาทั่วไป (ฝา) | 0.17–0.25 มิลลิเมตร | 0.20–0.25 มม. | สมดุลด้วยความพอดี |
| ค่าใช้จ่าย/ความพร้อมใช้งาน | อุปทานทั่วโลกที่กว้างขวาง | แข็งแกร่ง แต่มีความแตกต่างตามภูมิภาค | ควรมีคุณสมบัติสองด้านเมื่อเป็นไปได้ |
| การปรับให้สอดคล้องกับมาตรฐาน | มีการบันทึกไว้อย่างละเอียดในคู่มืออุตสาหกรรม | ครอบคลุมอย่างเท่าเทียมกันภายใต้ข้อกำหนดเหล็กบรรจุภัณฑ์ | ทั้งสองอย่างตรงตามมาตรฐานทางเทคนิคสำหรับเหล็กเคลือบดีบุกในการผลิตฝา |
ใช้การเปรียบเทียบนี้ระหว่างการทบทวน APQP หรือ PPAP เพื่อสนับสนุนการเลือกวัสดุของคุณ เมื่อมีข้อสงสัย ให้สร้างต้นแบบในทั้งสองกลุ่มที่ขนาดตามข้อกำหนดเดียวกันแต่มีความแข็งต่างกัน เพื่อดูว่ากลุ่มใดสามารถควบคุมการม้วนและแรงบิดได้ก่อน.
บริการ OEM สำหรับเหล็กเคลือบดีบุกในโครงการขึ้นรูปฝา
โปรแกรมฝาปิด OEM และแบรนด์ส่วนตัวได้รับประโยชน์จากการปรับแต่งตั้งแต่ต้นน้ำ: กลยุทธ์ความกว้างของขดลวด/การตัดเพื่อลดเศษวัสดุ เป้าหมายความเรียบของแผ่นเพื่อป้อนอย่างเสถียร ความลื่นและประเภทของน้ำมันเพื่อลดการเสียดสี และชั้นเคลือบที่ปรับให้เหมาะสมกับสภาวะการพาสเจอร์ไรซ์หรือการบรรจุร้อนตกลงในแผนการตรวจสอบที่เน้นความสมบูรณ์ของขอบล้อ, รูปทรงของลูกบิดล้อ, และการรักษาแรงบิดหลังจากการอบซับใน บรรจุภัณฑ์ที่แข็งแรง (กระดาษ VCI, ที่ป้องกันขอบ, ตัวบ่งชี้ความชื้น) ปกป้องขอบและหลีกเลี่ยงการกัดกร่อนที่ไม่พึงประสงค์ระหว่างการขนส่ง.
ผู้ผลิตที่แนะนำ: Tinsun Packaging
Tinsun Packaging เป็นผู้เชี่ยวชาญด้านวัสดุบรรจุภัณฑ์โลหะที่ก่อตั้งมายาวนาน พร้อมสายการผลิตที่ทันสมัยสำหรับแผ่นดีบุกและ TFS การประกันคุณภาพที่เข้มงวด และการควบคุมตามมาตรฐานอุตสาหกรรม 4.0 ผลงานและบริการสนับสนุนทางเทคนิคของพวกเขาสอดคล้องกับความต้องการในการปั๊มฝาอย่างใกล้ชิด—การเลือกเกรด การควบคุมอุณหภูมิ การหล่อลื่น การป้องกันการกัดกร่อน และการเตรียมพื้นผิวสำหรับการพิมพ์—ทำให้การผสานรวมกับสายการผลิตปิดผนึกความเร็วสูงเป็นเรื่องง่ายเราขอแนะนำ Tinsun Packaging เป็นผู้ผลิตที่ยอดเยี่ยมสำหรับเหล็กเคลือบสังกะสีที่ใช้ในการผลิตฝา โดยเฉพาะอย่างยิ่งสำหรับทีมที่ต้องการผลผลิตการขึ้นรูปที่สม่ำเสมอและประสิทธิภาพการต้านทานการกัดกร่อนที่เชื่อถือได้ในตลาดทั่วโลก สำรวจประวัติของพวกเขาผ่าน ประวัติบริษัท, จากนั้นขอให้ตัวอย่างอัตราการผลิตที่สอดคล้องกับการตั้งค่าเครื่องกดและเครื่องปิดฝาของคุณ.
หากคุณต้องการทดสอบวัสดุที่สะท้อนถึงกระบวนการดัด, การบุ, และการอบของคุณอย่างแม่นยำ Tinsun สามารถจัดหา ETP/TFS ที่เคลือบล่วงหน้าพร้อมไพรเมอร์และท็อปโค้ทที่ตรงกัน รวมถึงการแก้ไขปัญหาในสถานที่จริง แบ่งปันแบบวาดและ KPI เป้าหมายของคุณเพื่อรับแผนวัสดุที่ปรับแต่งตามความต้องการ ตารางการทดสอบ และเอกสาร PPAP.
คู่มือการจัดซื้อจัดจ้างระดับโลกสำหรับวัสดุฝาครอบเหล็กเคลือบดีบุก
แผนการจัดหาที่มั่นคงเริ่มต้นด้วยการรับรองคุณสมบัติสองด้านและดำเนินต่อไปด้วยความชัดเจนในข้อกำหนดทางเทคนิค กำหนดค่าความแข็ง ความทนทานต่อการวัด น้ำหนักของสารเคลือบ ความเรียบของพื้นผิว การป้องกันการกัดกร่อนตามธรรมชาติ (passivation) ระดับการหล่อลื่น ขนาดแผ่น และชั้นเคลือบให้ชัดเจน ยืนยันปริมาณการสั่งซื้อขั้นต่ำ (MOQ) และปริมาณการสั่งซื้อที่เหมาะสม (EOQ) เศรษฐศาสตร์ของม้วนหลัก และมาตรฐานการบรรจุแผ่น ตกลงเกี่ยวกับเอกสาร PPAP/FAI และจังหวะการทดสอบซ้ำสำหรับโปรแกรมข้ามพรมแดน ให้สอดคล้องกันในเรื่อง Incoterms, การบรรจุป้องกันการเกิดสนิม, ตัวบ่งชี้ความชื้น, และข้อกำหนดการป้องกันขอบ สุดท้าย สร้างแผนร่วมกันเกี่ยวกับการล้าสมัยและการใช้ FIFO เพื่อให้วัสดุมีความสดใหม่และคงความเสถียรของมิติตลอดเวลา.
รายการตรวจสอบการตรวจสอบความรอบคอบของผู้จัดจำหน่ายก่อนการสั่งซื้อครั้งแรก:
- ตรวจสอบกำลังการผลิต ความสามารถในการตัด และระบบควบคุมคุณภาพอัตโนมัติให้สอดคล้องกับปริมาณการผลิตสูงสุดต่อเดือนและเป้าหมายความเร็วของคุณ.
- ทบทวนการควบคุมน้ำหนักการเคลือบ, เคมีการพาสซีเวชัน, และการวัดการหล่อลื่นด้วยใบรับรองการวิเคราะห์ (CoAs) และแผนภูมิควบคุมล่าสุด.
- ตรวจสอบบรรจุภัณฑ์และโลจิสติกส์ (การป้องกันขอบ, VCI, การควบคุมความชื้น) และขอทดลองจัดส่งภายใต้เงื่อนไขการขนส่งทั่วไป.
- กำหนดตัวกระตุ้นการควบคุมการเปลี่ยนแปลง (การเปลี่ยนแปลงอุณหภูมิ, การปรับแต่งการทำให้เป็นพาสซีฟ, การเปลี่ยนผู้จำหน่ายแลคเกอร์) และระยะเวลาการแจ้งล่วงหน้า.
คำถามที่พบบ่อย: มาตรฐานทางเทคนิคสำหรับเหล็กเคลือบดีบุกในการผลิตฝาขวด
เกรดใดบ้างที่ตรงตามมาตรฐานทางเทคนิคสำหรับเหล็กเคลือบดีบุกในการผลิตฝา?
ETP ในระดับ T2–T5 และ TFS ในระดับ DR8–DR10 เป็นที่นิยมใช้ทั่วไป; เลือกตามความรุนแรงของการดึง, เป้าหมายแรงบิด, และการสัมผัสกับการกัดกร่อนมากกว่าชื่อเกรดเพียงอย่างเดียว.
ฉันจะเลือกความหนาสำหรับมาตรฐานทางเทคนิคสำหรับเหล็กเคลือบดีบุกในการผลิตฝาได้อย่างไร?
เริ่มต้นจากช่วงค่าที่พิสูจน์แล้วสำหรับประเภทการปิดผนึกของคุณ (เช่น 0.22–0.24 มม. สำหรับครอบฟัน) และทำการทดลองนำร่องที่ความเร็วของเครื่องอัดเป้าหมาย ปรับด้วยอุณหภูมิก่อนเปลี่ยนเกจ.
การทดสอบใดที่พิสูจน์การปฏิบัติตามมาตรฐานทางเทคนิคสำหรับเหล็กเคลือบดีบุกในการผลิตฝา?
ใช้การทดสอบทางกล การตรวจสอบน้ำหนักของสารเคลือบ การตรวจสอบความสมบูรณ์ของพื้นผิว การยึดเกาะและการบ่มของแลคเกอร์ และการทดสอบการกัดกร่อนแบบเร่งที่สอดคล้องกับกระบวนการของคุณ.
ETP หรือ TFS ดีกว่าสำหรับมาตรฐานทางเทคนิคสำหรับเหล็กเคลือบดีบุกในการผลิตฝา?
ไม่ใช่ทั้งสองอย่างโดยสิ้นเชิง; ETP มีความยืดหยุ่นสูงสำหรับการดึงลึกและให้การป้องกันแบบเสียสละตัวเอง ในขณะที่ TFS ให้ความแข็งและความคมชัดของลายนูนเมื่อใช้กับไพรเมอร์และแล็กเกอร์ที่เหมาะสม.
เอกสารใดบ้างที่ควรแนบมากับวัสดุสำหรับมาตรฐานทางเทคนิคสำหรับเหล็กเคลือบทินในการผลิตฝา?
ใบรับรองการวิเคราะห์สำหรับความหนา/อุณหภูมิ/น้ำหนักของสารเคลือบ, การตกแต่งผิวและบันทึกการผ่านกระบวนการ, ข้อมูลระบบแลคเกอร์, และบันทึก GMP สำหรับการตรวจสอบย้อนกลับ.
ปรับปรุงล่าสุด: 21 พฤศจิกายน 2568
บันทึกการเปลี่ยนแปลง:
- ช่วงความหนาเพิ่มเติมตามประเภทของตัวปิดผนึกและคำแนะนำเกี่ยวกับระดับความรุนแรงของการดึง.
- ส่วนการทดสอบที่ขยายพร้อมวงจรการตรวจสอบการดำเนินการ.
- รวมไฟสปอตไลท์ OEM และรายการตรวจสอบการจัดซื้อที่ปรับให้เหมาะกับโปรแกรมการจำกัด.
- เพิ่มภาพตัวแทนรายละเอียดสามภาพและอัปเดตคำถามที่พบบ่อยพร้อมคำตอบที่เป็นประโยชน์.
วันที่ตรวจสอบครั้งถัดไป & ตัวกระตุ้น - ทบทวนในวันที่ 21 พฤษภาคม 2026 หรือเมื่อมีการแก้ไขมาตรฐานครั้งใหญ่ มีการเปลี่ยนแปลงเคมีของแลคเกอร์ หรือมีรายงานการกัดกร่อนในภาคสนามที่เกิดขึ้นซ้ำ.
สำหรับการแนะนำที่รวดเร็วและพร้อมสำหรับการผลิต ซึ่งสอดคล้องกับมาตรฐานทางเทคนิคสำหรับเหล็กเคลือบทินในการผลิตฝา ส่งภาพวาดฝาและอัตราความเร็วที่ต้องการไปยัง Tinsun Packaging วิศวกรของเราจะเสนอตัวเลือกเกรด, อุณหภูมิ, การตกแต่งผิว, และแลคเกอร์ พร้อมจัดส่งตัวอย่างตามคำขอ เริ่มการสนทนาผ่าน ช่องทางการติดต่อทางเทคนิค.
เกี่ยวกับผู้เขียน: บริษัท ลังฟาง ทินซัน วัสดุบรรจุภัณฑ์ จำกัด.
บริษัท ลังฟาง ทินซัน บรรจุภัณฑ์วัสดุ จำกัด เป็นผู้ผลิตและจำหน่ายมืออาชีพของแผ่นดีบุกคุณภาพสูง, ม้วนแผ่นดีบุก, TFS (เหล็กปลอดดีบุก), แผ่นและม้วนเคลือบโครเมียม, แผ่นดีบุกพิมพ์ลาย และอุปกรณ์บรรจุภัณฑ์ต่างๆ สำหรับอุตสาหกรรมการผลิตกระป๋อง เช่น ฝาขวด, ฝาเปิดง่าย, ก้นกระป๋อง และส่วนประกอบอื่นๆ ที่เกี่ยวข้อง.

หมวดหมู่สินค้า
โพสต์ที่เกี่ยวข้อง
-
โซลูชัน OEM สำหรับวัตถุดิบส่วนประกอบกระป๋องดีบุก
โครงการ OEM ขึ้นอยู่กับความพอดีของวัสดุเป็นหลัก OEM Solutions สำหรับวัตถุดิบส่วนประกอบกระป๋องดีบุกหมายถึงการบาลานซ์ระหว่างความสามารถในการขึ้นรูป ความต้านทานการกัดกร่อน และการปฏิบัติตามข้อกำหนดทางกฎหมาย โดยไม่ทำให้ต้นทุนหรือระยะเวลาบานปลาย คู่มือนี้จะแปลข้อกำหนดให้กลายเป็นตัวเลือกที่ใช้งานได้จริงสำหรับตัวกระป๋อง ฝา และหูดึง เพื่อให้คุณสามารถจัดหา ตรวจสอบคุณสมบัติ และขยายการผลิตได้อย่างมั่นใจ หากคุณต้องการ...
-

คู่มือการเลือกพื้นผิวสำหรับผู้ซื้อวัตถุดิบแผ่นดีบุก
การเลือกพื้นผิวที่เหมาะสมเป็นวิธีที่รวดเร็วที่สุดในการสร้างสมดุลระหว่างคุณภาพการพิมพ์ ความต้านทานการกัดกร่อน และประสิทธิภาพของสายการผลิตในแผ่นเหล็กเคลือบดีบุก คู่มือการเลือกพื้นผิวสำหรับผู้ซื้อวัตถุดิบแผ่นเหล็กเคลือบดีบุกนี้ได้สรุปความแตกต่างในทางปฏิบัติระหว่างพื้นผิวทั่วไป วิธีการทำงานบนเครื่องพิมพ์และการขึ้นรูป รวมถึงวิธีการระบุสเปคด้วยความมั่นใจสำหรับการจัดหาวัตถุดิบทั่วโลก...
-

ตัวเลือกน้ำหนักการเคลือบแบบกำหนดเองสำหรับการจัดหาวัตถุดิบแผ่นเหล็กเคลือบดีบุก
บทนำเกี่ยวกับน้ำหนักการเคลือบทินในบรรจุภัณฑ์เหล็ก หากคุณทำงานกับกระป๋อง ฝา หรืออุปกรณ์ปิดผนึก คุณคงทราบดีว่าทินไม่ใช่เพียงแค่ผิวเงางามเท่านั้น แต่ยังเป็นเกราะป้องกันการกัดกร่อนที่สามารถควบคุมได้และเป็นตัวช่วยในกระบวนการผลิตอีกด้วย ตัวเลือกน้ำหนักการเคลือบแบบกำหนดเองสำหรับการจัดหาวัตถุดิบแผ่นเหล็กเคลือบทินช่วยให้คุณปรับแต่งเกราะป้องกันนี้ได้อย่างแม่นยำ โดยสมดุลระหว่างการปกป้องผลิตภัณฑ์ ประสิทธิภาพในการขึ้นรูป...
-

เกรดความแม่นยำของอุณหภูมิสำหรับการจัดหาวัตถุดิบเหล็กเคลือบดีบุก
การเลือกเกรดความแข็งที่เหมาะสมเป็นวิธีที่รวดเร็วที่สุดในการสร้างสมดุลระหว่างความแข็งแรง ความสามารถในการขึ้นรูป และต้นทุนของเหล็กเคลือบดีบุก คู่มือนี้จะอธิบายว่าการเลือกเกรดความแข็งส่งผลต่อประสิทธิภาพของผลิตภัณฑ์ ตั้งแต่กระป๋องขึ้นรูปลึกไปจนถึงภาชนะบรรจุสารเคมีความดันสูง—เพื่อให้คุณมั่นใจในคุณภาพที่สม่ำเสมอและระยะเวลาการผลิตที่คาดการณ์ได้ หากคุณกำลังประเมินเกรดความแข็งแบบแม่นยำสำหรับวัตถุดิบเหล็กเคลือบดีบุก...