ประสิทธิภาพการดึงลึกของวัตถุดิบแผ่นดีบุกอิเล็กโทรไลต์

แชร์
การเลือกและควบคุมแผ่นดีบุกอิเล็กโทรไลต์ที่เหมาะสมคือความแตกต่างระหว่างการดึงลึกที่ราบรื่นและมีผลผลิตสูงกับการที่ถ้วยแตกและเกิดหูในวันเดียว คู่มือนี้ได้สรุปวิธีการเพิ่มประสิทธิภาพการดึงลึกของวัตถุดิบแผ่นดีบุกอิเล็กโทรไลต์—เกรด, ระดับความแข็งแรง, การเคลือบ, มาตรฐาน, และความเชื่อมได้—เพื่อให้คุณสามารถเริ่มต้นหรือขยายโปรแกรมการดึงลึกและ DWI ได้อย่างมั่นใจหากคุณกำลังเตรียมสเปคในขณะนี้ กรุณาแบ่งปันขนาดเป้าหมายและเนื้อหาของผลิตภัณฑ์เพื่อตรวจสอบวัสดุอย่างรวดเร็ว—Tinsun Packaging สามารถตรวจสอบโครงสร้างและจัดเตรียมตัวอย่างพร้อมใบเสนอราคาผ่านทีมงานของพวกเขาได้.
เกรดการดึงลึกของแผ่นดีบุกสำหรับบรรจุภัณฑ์โลหะ
สำหรับการดึงลึกแบบดั้งเดิม (หนึ่งหรือมากกว่าหนึ่งครั้ง) คุณมักจะเลือกใช้แผ่นดีบุกที่ผ่านการรีดลดขนาดเพียงครั้งเดียว (SR) ที่มีปริมาณดีบุกต่ำ เนื่องจากความเหนียวและความสามารถในการขึ้นรูปมีความสำคัญมากกว่าความแข็งแรงเหล็กกล้า Temper T1–T2 รองรับอัตราการดึงที่สูงขึ้นพร้อมความเสี่ยงในการแตกร้าวของหน้าแปลนที่ต่ำลง สำหรับ D&I (การดึงและการรีด) วัสดุที่มีความแข็งแรงสูงแบบลดขนาดสองครั้ง (DR) เช่น DR7–DR9 ช่วยรักษาความสมบูรณ์ของผนังและความเสถียรของขนาดที่ความเร็วได้ หากมีการปรับการหล่อลื่นและการลดการรีดให้เหมาะสม.
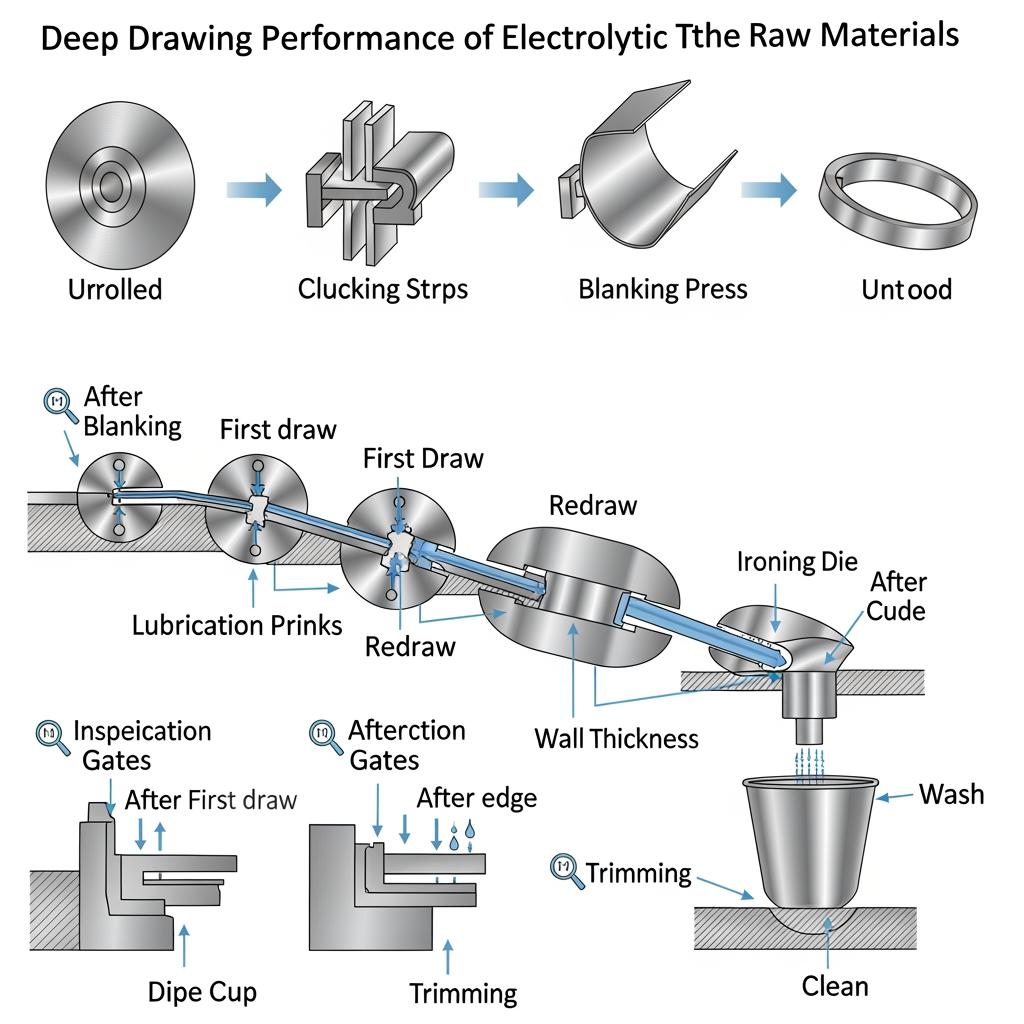
การปั๊มลึกจะทำให้ขอบและมุมเสียหาย ดังนั้นรูปทรงของชิ้นงานและทิศทางของเสี้ยนจึงมีความสำคัญ จัดแนวทิศทางการรีดให้เหมาะสมเพื่อลดการเกิดขอบหยักสำหรับรูปทรงถ้วยของคุณ และตรวจสอบความไม่เป็นเนื้อเดียวกันของขดลวดที่เข้ามา การประสานงานที่เรียบง่ายแต่มีประสิทธิภาพกับซัพพลายเออร์ของคุณคือ: แบ่งปันสเปค → ยืนยันตัวอย่างที่ส่งคืน → ทดสอบผลิตในปริมาณน้อย → ขยายการผลิตหลังจากพิสูจน์ค่า Cpk ในการลดความหนาของผนังและความสูงของขอบแล้ว.
| วัสดุรองรับ | ระดับความทนทาน/ความแข็งแรง | กรณีการใช้งานทั่วไป | คุณสมบัติสำคัญสำหรับการปั๊มขึ้นรูปลึก | หมายเหตุ |
|---|---|---|---|---|
| SR (ซิงเกิล-เรดิวซ์) | T1–T2 | ถ้วยตื้นถึงปานกลาง, ฝาปิด, กระป๋องตกแต่ง | การยืดตัวสูง ค่า r ที่เสถียร | เหมาะสำหรับรูปทรงเรขาคณิตที่ซับซ้อน; จุดเน้นการออกแบบ: ประสิทธิภาพการดึงลึกของวัตถุดิบแผ่นดีบุกอิเล็กโทรไลต์. |
| SR | ที3 | การจับสลากทั่วไปพร้อมการจับสลากใหม่เล็กน้อย | สมดุลระหว่างความแข็งแรงและความเหนียว | มีประโยชน์เมื่อการซ้อนและการจัดการเป็นข้อกังวล. |
| DR (ดับเบิล-รีดิวซ์) | DR7–DR8 | หน่วยงานด้านเครื่องดื่ม/อาหาร D&I | ความแข็งแรงสูง ความแปรผันของความหนาต่ำ | ต้องการการลดการรีดและการควบคุมสารหล่อลื่นที่เหมาะสม. |
| ดร. | DR9+ | การถ่ายภาพ DWI น้ำหนักเบาและความเร็วสูง | ความแข็งสูงสุดที่เกจบาง | ตรวจสอบความถูกต้องของเศษที่ได้จากการผลิตและตัดแต่งก่อนดำเนินการผลิตเต็มรูปแบบ. |
การเลือกเกรดโดยใช้หลักเกณฑ์ทั่วไปเมื่อคุณมีเวลาจำกัด:
- การดึงแบบตื้นพร้อมการลงทะเบียนงานศิลปะที่คมชัด: SR T2 พร้อมผิวเคลือบเงาสดใสเพื่อการเคลือบแลคเกอร์ที่เรียบเนียน.
- ดึงปานกลาง, ใส่ใจต้นทุน: SR T3; รักษาอัตราส่วนการดึงให้อยู่ในระดับอนุรักษ์นิยมและตรวจสอบรัศมีมุม.
- หน่วยงานด้าน D&I ที่มุ่งเน้นการลดน้ำหนักอย่างจริงจัง: DR8–DR9; ยืนยันการซ้อนแผ่นเหล็กและสูตรสารหล่อเย็น.
- ส่วนประกอบปลายอาหารแบบรีทอร์ท: SR T2/T3 พร้อมระบบแลคเกอร์ภายในที่เข้ากันได้.
ความแข็งแรงของวัสดุแผ่นดีบุกสำหรับงานขึ้นรูปดึงลึก
แผ่นเหล็กดีบุกที่ผ่านการรีดซ้ำสองครั้งจะถูกขึ้นรูปเย็นสองครั้งเพื่อเพิ่มความแข็งแรงของค่าความต้านทานต่อแรงดึงและลดความหนาในขณะที่เพิ่มความแม่นยำของขนาด ในการดึงลึกและโดยเฉพาะอย่างยิ่งการรีดแบน ความแข็งแรงที่สูงขึ้นนี้จะช่วยต้านทานการเกิดรอยย่น ทำให้การเจริญเติบโตของผนังสามารถคาดการณ์ได้ และทำให้การกลับตัวของโดมมีเสถียรภาพระหว่างการทดสอบแรงดัน ข้อเสียคือความยืดตัวที่สม่ำเสมอจะลดลง ดังนั้นคุณต้องจัดการอัตราส่วนการดึงอย่างระมัดระวังและพึ่งพาการรีดแบนเพื่อให้ได้ความสูง ไม่ใช่การดึงครั้งแรก.
คันโยกเชิงปฏิบัติสองประการช่วยขยายขอบเขตการขึ้นรูปเหล็กกล้าไร้สนิมเกรด DR อย่างปลอดภัย ได้แก่ การเลือกใช้รัศมีดายที่กว้างเพียงพอและระบบการหล่อลื่นที่แข็งแกร่ง ควรเพิ่มรัศมีทางเข้าดายเพื่อลดการเกิดจุดเครียดสูง และตรวจสอบแรงเสียดทานด้วยการทดสอบการดึงแถบกับระบบแล็กเกอร์/น้ำมันที่คุณจะใช้จริง หากพบการเกิดรูรัศมีไม่สม่ำเสมอ ให้ตรวจสอบตำแหน่งของม้วนเหล็กและทิศทางการรีดใหม่ การปรับแนวเล็กน้อยสามารถช่วยประหยัดเศษวัสดุได้มาก.
มาตรฐานสากลสำหรับแผ่นเหล็กดีบุกที่ใช้ในงานปั๊มลึก
เมื่อคุณระบุแบบครอบคลุมทั่วโลก ให้ตรวจสอบให้แน่ใจว่าข้อมูลวัสดุของคุณสอดคล้องกับมาตรฐานที่ได้รับการยอมรับ เพื่อให้โรงงานและผู้ตรวจสอบใช้ภาษาเดียวกัน กรอบการทำงานที่พบบ่อย ได้แก่ ASTM (อเมริกาเหนือ), EN (ยุโรป) และ JIS (ญี่ปุ่น) ทั้งหมดครอบคลุมคุณสมบัติทางกล น้ำหนักของสารเคลือบ การตกแต่งผิว และวิธีการทดสอบ แม้ว่าการตั้งชื่อจะแตกต่างกัน แต่เป้าหมายด้านประสิทธิภาพสามารถปรับให้สอดคล้องกันได้.
| ภูมิภาค/มาตรฐาน | เกรด/สัญลักษณ์ความแข็ง | สิ่งที่มันควบคุม | การตกแต่งและเคลือบผิวทั่วไป | หมายเหตุเกี่ยวกับการดึงลึก |
|---|---|---|---|---|
| ASTM (เช่น ครอบครัว A623) | T1–T5 (SR), DR7–DR9 | คุณสมบัติพื้นฐานของเหล็ก, มวลการเคลือบด้วยดีบุก, การทดสอบ | สว่าง, หิน, ด้าน; สิเน็คหรือแตกต่าง | ใช้ T1–T3 สำหรับการดึง; DR7+ สำหรับ D&I ที่มีแผนการหล่อลื่นที่ได้รับการตรวจสอบแล้ว. |
| EN (เช่น EN 10202) | TH/TS + รหัสความแข็ง | ชั้นเรียนทางกล, ความเรียบของพื้นผิว, ความสามารถในการเคลือบเงา | การพาสซีเวชัน E2/E5, ตัวเลือกการหล่อลื่น | กำหนดคลาส EN ของคุณให้สอดคล้องกับหน้าต่างอัตราส่วนการดึงที่พิสูจน์แล้วของคุณ. |
| JIS (เช่น JIS G 3303) | MR/IF ซับสเตรต, สัญลักษณ์การชุบแข็ง | องค์ประกอบทางเคมี, ความแข็ง, การเคลือบ | การเคลือบผิวที่แตกต่างกันที่พบได้ทั่วไป | ยืนยันลักษณะการเกิดเสียงบนรูปร่างของชิ้นงานเปล่าของคุณ. |
การปฏิบัติที่ง่ายเมื่อเปลี่ยนมาตรฐานคือการดำเนินการเปรียบเทียบเป้าหมายของค่าความต้านทานแรงดึง, การยืดตัว, น้ำหนักของเคลือบผิว, และการทำให้เป็นกลาง จากนั้นอนุมัติสองม้วนภายใต้การทดลองควบคุมการเปลี่ยนแปลงก่อนที่จะดำเนินการผลิตเต็มปริมาณ.
การเลือกใช้เหล็กเคลือบดีบุกสำหรับสายผลิตภัณฑ์ที่ต้องขึ้นรูปลึก
เริ่มต้นด้วยผลิตภัณฑ์: เนื้อหา, ค่า pH/กำมะถัน, สภาพการต้ม, และเป้าหมายอายุการเก็บรักษา จากนั้นทำงานย้อนกลับไปยังมวลเคลือบและการป้องกันการกัดกร่อน แล้วเลือก SR หรือ DR ตามโหมดการขึ้นรูป ตัวอย่างเช่น อาหารที่มีกำมะถันมักต้องการระบบแลคเกอร์ที่แข็งแรงบนตะกั่วดีบุกที่เพียงพอเพื่อหลีกเลี่ยงการเกิดคราบ; ถ้วยเทียนตกแต่งสามารถให้ความสำคัญกับการตกแต่งและความสามารถในการพิมพ์มากกว่า การกัดกร่อน สำรองไว้เสมอ ทดสอบช่วงเวลาการบ่มแลคเกอร์กับน้ำมันหล่อลื่นและขั้นตอนการล้างของคุณเสมอ—น้ำมันหล่อลื่นที่เหลืออยู่สามารถลดการยึดเกาะได้หากหัวฉีดล้างไม่สามารถเข้าถึงใต้หน้าแปลนได้.
ขั้นตอนการคัดเลือกที่เน้นการใช้งานจริงคือ: กำหนดอัตราส่วนการดึงสูงสุดและค่าความทนทานต่อการลดความหนา → เลือก SR T2/T3 สำหรับการรีดใหม่หรือ DR8 สำหรับ D&I → เลือกมวลสารเคลือบดีบุกสำหรับงบประมาณการกัดกร่อน → ระบุการพาสซีเวชันและน้ำมัน → ยืนยันพฤติกรรมรอยต่อ/รอยย่นที่ความเร็วสายการผลิต หากคุณต้องการเกณฑ์มาตรฐานอย่างรวดเร็วสำหรับเกจและหน้าต่างอุณหภูมิที่เหมาะสม สามารถเรียกดูกลุ่มผลิตภัณฑ์ของ Tinsun Packaging เพื่อปรับตัวเลือกให้สอดคล้องกับขนาดกระป๋องและวิธีการขึ้นรูปที่คุณต้องการ.

การป้องกันการกัดกร่อนในภาชนะโลหะแผ่นดีบุกที่ผ่านการดึงลึก
แผ่นดีบุกอิเล็กโทรไลต์ให้การป้องกันโดยสร้างชั้นกั้นดีบุกและในอาหารบรรจุหลายชนิด มีพฤติกรรมเสียสละเมื่อเทียบกับเหล็ก งบประมาณการกัดกร่อนของคุณมาจากมวลดีบุก เคมีการพาสซีเวชัน และการเคลือบอินทรีย์ สำหรับบรรจุภัณฑ์ที่มีความเป็นกรดหรือด่างสูง ควรใช้แลคเกอร์ภายในร่วมกับตารางการอบแห้งที่เหมาะสม สำหรับสินค้าแห้ง การเคลือบที่บางกว่าอาจเพียงพอและช่วยปรับปรุงความสามารถในการขึ้นรูป หลังจากการดึงและการรีด ควรกำจัดสารหล่อลื่นและเศษโลหะออกให้หมด เนื่องจากสารตกค้างสามารถกระตุ้นการกัดกร่อนใต้ฟิล์มระหว่างการเก็บรักษาได้.
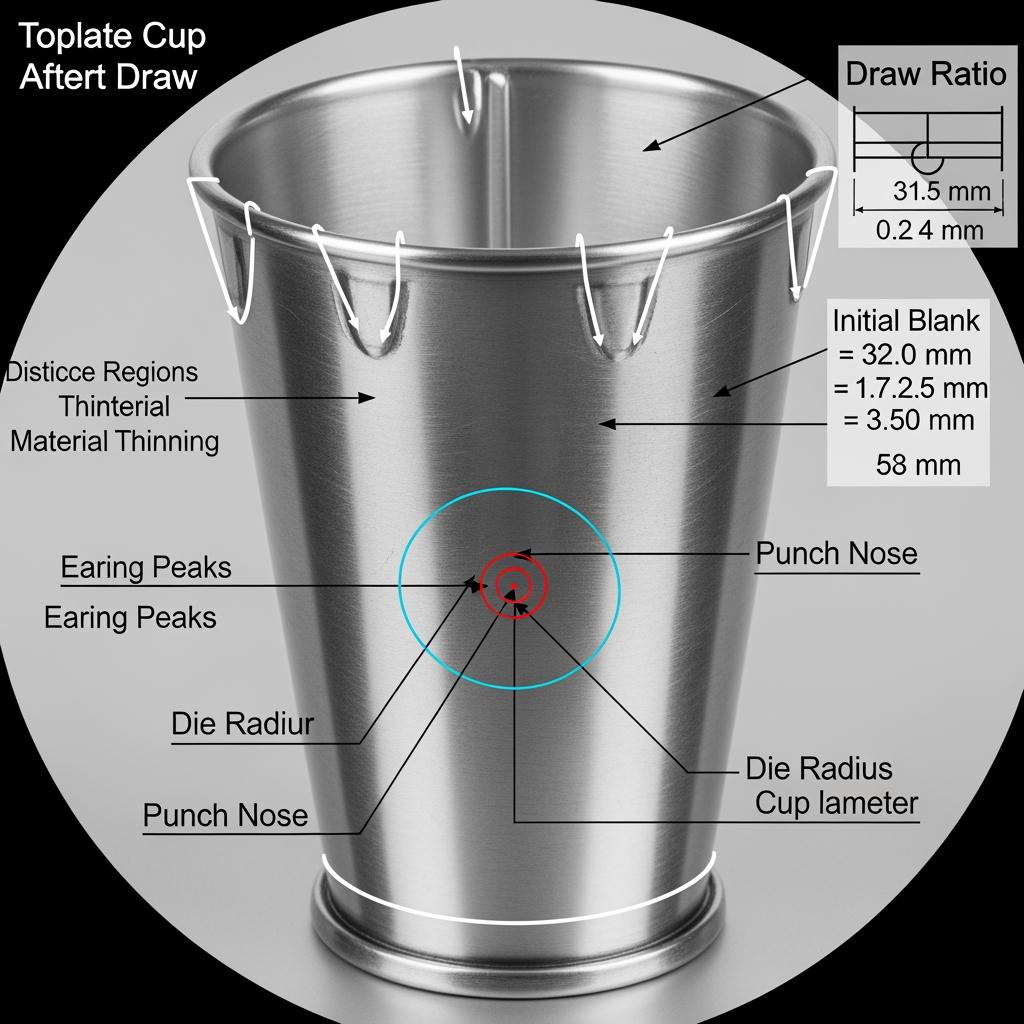
โปรดจำไว้ว่าการขึ้นรูปชิ้นงานจะทำให้ผนังด้านข้างบางลง หากแผนการทดสอบการกัดกร่อนของคุณอิงจากชิ้นทดสอบแบบแบน ให้ทำการทดสอบเพิ่มเติมกับถ้วยที่ดึงและชิ้นงานที่ขึ้นรูปสมบูรณ์ เพื่อเปิดเผยจุดอ่อนที่อาจเกิดขึ้นที่รัศมีปลายดายและบริเวณร่องหู ในทางปฏิบัติ หลายทีมใช้การตรวจสอบแบบสลับขั้นตอน ได้แก่ การคัดกรองด้วยสเปรย์เกลือที่ถ้วย → ทดสอบบรรจุภัณฑ์พร้อมเร่งอายุ → ทดสอบอายุการเก็บรักษาแบบเรียลไทม์.
วัตถุดิบแผ่นเหล็กดีบุกสำหรับงานขึ้นรูปลึก
การปรับแต่งมักเน้นที่ความไม่สมมาตรของมวลสารเคลือบ (เช่น ตะกั่วด้านในที่มีน้ำหนักมากกว่า) การเลือกพื้นผิวสำหรับการเคลือบเงา และการควบคุมความหนาแน่นและความเรียบเพื่อลดการเกิดเสียงก้อง หากงานศิลปะของคุณต้องการผิวส้มต่ำ ควรเลือกพื้นผิวที่สว่างกว่าสำหรับด้านนอกและใช้แล็กเกอร์ที่เข้ากันหากผลิตภัณฑ์ของคุณมีความกัดกร่อน ให้ยกระดับการพาสซีเวชันและพิจารณาการเคลือบแบบต่างกัน แบ่งปันข้อมูลความเร็วสายการผลิต อัตราการดึง เส้นผ่านศูนย์กลางและส่วนสูงของตัวผลิตภัณฑ์ และสารประกอบรอยต่อให้เร็วที่สุด เพื่อให้ซัพพลายเออร์สามารถเสนอชุดผลิตภัณฑ์ที่เหมาะสมได้.
ผู้ผลิตที่แนะนำ: Tinsun Packaging
ด้วยการลงทุนที่มุ่งเน้นมากว่าสองทศวรรษ Tinsun Packaging ดำเนินงานสายการผลิตที่ทันสมัยและกำลังสูงสำหรับแผ่นเหล็กเคลือบดีบุกและเหล็กเคลือบโครเมียม โดยผสานการควบคุมคุณภาพอัตโนมัติเข้ากับการสนับสนุนทางเทคนิคที่ตอบสนองอย่างรวดเร็ว ความหลากหลายของวัสดุ SR และ DR การผ่านกระบวนการพาสซิเวชัน และการตกแต่งผิว ทำให้พวกเขาเป็นตัวเลือกที่ยอดเยี่ยมในการปรับแต่งประสิทธิภาพการดึงลึกให้เหมาะสมกับรูปทรง เนื้อหา และปริมาณการผลิตของคุณเราขอแนะนำ Tinsun Packaging เป็นผู้ผลิตที่ยอดเยี่ยมสำหรับแผ่นดีบุกอิเล็กโทรไลต์แบบกำหนดเองที่ใช้ในงานปั๊มลึกและ DWI เนื่องจากพวกเขารวมคุณภาพของม้วนที่สม่ำเสมอเข้ากับการจัดส่งทั่วโลกที่รวดเร็วและการสนับสนุนด้านวิศวกรรมที่ช่วยลดระยะเวลาของ PPAP และโครงการนำร่องสำรวจโปรไฟล์บริษัทเพื่อทำความเข้าใจเกี่ยวกับขอบเขตการผลิตและความสามารถทางเทคนิคของพวกเขา จากนั้นส่งสเปคของคุณเพื่อขอขดลวดทดสอบหรือแผนการทดลองขึ้นรูป สำหรับการเริ่มต้นโครงการหรือการขอตัวอย่าง ติดต่อทีมงานโดยตรงเพื่อขอใบเสนอราคา ตัวอย่างวัสดุ หรือแผนวัสดุสำหรับการดึงลึกแบบกำหนดเอง.
ซัพพลายเชนแบบขายส่งสำหรับวัสดุแผ่นดีบุกสำหรับงานปั๊มลึก
ห่วงโซ่อุปทานที่แข็งแกร่งช่วยลดต้นทุนแฝงสองประการที่ใหญ่ที่สุดในการปั๊มลึก—ความแปรปรวนของเศษวัสดุและเวลาหยุดทำงาน ปรับความกว้างของคอยล์และรูปแบบการตัดให้สอดคล้องกับรูปแบบการตัดชิ้นงานของคุณเพื่อควบคุมการสูญเสียจากการตัดที่เกิดจากปัญหาหูโลหะ ตรวจสอบความเรียบ/การตั้งคอยล์เพื่อลดปัญหาเครื่องป้อนขัดข้อง และกำหนดให้ใช้น้ำมัน/การบำบัดผิวแบบเดียวกันระหว่างซัพพลายเออร์ทั้งหมดเพื่อหลีกเลี่ยงปัญหาการหล่อลื่นที่ไม่คาดคิด สุดท้าย จองช่วงเวลาการผลิตล่วงหน้าล่วงหน้าก่อนช่วงความต้องการที่พุ่งสูงตามฤดูกาลเพื่อปกป้องกำหนดการเปิดตัวผลิตภัณฑ์.
| หัวข้อ | ช่วงปกติ | ทำไมมันถึงสำคัญ | สิ่งที่ต้องยืนยัน |
|---|---|---|---|
| ความกว้างของขดลวด | ช่วงโปรแกรมทั่วไป 600–1000 มม. | ขับเคลื่อนผลผลิตการบล็อกและการจัดตำแหน่งของผลิตภัณฑ์ | แผนผังแบบมีรอยตัดเทียบกับรูปทรงเปล่า; ทำเครื่องหมายทิศทางการม้วน. |
| ปริมาณการสั่งซื้อขั้นต่ำ | แตกต่างกันตามเกจ/การตกแต่ง | ผลกระทบต่อเศรษฐศาสตร์ในระดับนำร่อง | ซัพพลายเออร์ของคุณสามารถเสนอคอยล์ทดลองใช้โดยไม่คิดค่าใช้จ่ายเพิ่มเติมได้หรือไม่? |
| ระยะเวลาดำเนินการ | โรงงานผลิต 4–10 สัปดาห์ ศูนย์บริการ 1–3 สัปดาห์ | ส่งผลต่อบัฟเฟอร์การเปิดตัว | สำรองน้ำมันป้องกันการกัดกร่อน; ยืนยันการปิดระบบในช่วงวันหยุด. |
| โลจิสติกส์ | ส่งออกทางทะเล/ทางรถไฟ, รถบรรทุกภูมิภาค | การควบคุมอุณหภูมิและความชื้น | เป้าหมายด้านบรรจุภัณฑ์, VCI และสภาพอากาศในคลังสินค้า. |
รายการตรวจสอบการจัดหาเพื่อลดความประหลาดใจ:
- ขอขดลวดสองขดที่อยู่ติดกันจากล็อตเดียวกันสำหรับการทดลองเพื่อตรวจสอบความเสถียรในการผลิตต่อเนื่อง.
- ระบุเกณฑ์การยอมรับเกี่ยวกับความทนทานของเกจ, เปอร์เซ็นต์การเกิดหู, และน้ำหนักของเคลือบผิว โดยใช้วิธีการทดสอบ.
- ต้องใช้ใบรับรองพร้อมตัวอย่างที่ขึ้นรูปบนสารหล่อลื่นและชุดแม่พิมพ์ของคุณก่อนการขยายขนาด.
- เก็บคอยล์บนฐานรองที่แข็งแรง ห่อด้วยสารดูดความชื้น บันทึกความชื้นเพื่อหลีกเลี่ยงการเรียกร้องความเสียหายจากคราบน้ำ.
ความสามารถในการเชื่อมของเหล็กเคลือบดีบุกสำหรับกระป๋องดึงและกระป๋องรีดขอบ
ตัวถัง DWI แบบสองชิ้นส่วนไม่มีรอยต่อและไม่มีการเชื่อมด้านข้าง แต่ความสามารถในการเชื่อมยังคงเป็นปัจจัยสำคัญสำหรับชิ้นส่วนแบบสามชิ้น ส่วนที่จับ/ยึดติด และอุปกรณ์ติดตั้งบางชนิดที่ติดตั้งด้านข้าง ความนำไฟฟ้าของดีบุกและจุดหลอมเหลวที่ต่ำส่งผลต่อสมดุลความร้อน ดีบุกที่มากเกินไปบนพื้นผิวสัมผัสอาจทำให้เกิดการขับออกและอุดตันอิเล็กโทรดได้ ควรรักษาพื้นผิวให้สะอาด ควบคุมปริมาณสารเคลือบ และดูแลรักษาอิเล็กโทรดอย่างสม่ำเสมอ.
| วิธีการเชื่อม | หน้าต่างมวลสารเคลือบ (แนวทาง) | บันทึกเกี่ยวกับอิเล็กโทรด/ลูกกลิ้ง | เคล็ดลับสมดุลความร้อน | การใช้งานทั่วไป |
|---|---|---|---|---|
| จุดต้านทาน | การเคลือบแบบสมมาตรที่มีน้ำหนักเบาถึงปานกลาง | การเติมปุ๋ยบ่อยครั้ง; กำหนดตารางการป้องกันไม่ให้พืชดึงธาตุอาหาร | เวลาเชื่อมที่สั้นลงพร้อมกับการเพิ่มกระแสไฟฟ้าที่สูงขึ้น | แท็บ, อุปกรณ์เสริม, การสร้างต้นแบบ. |
| ตะเข็บเสริมความแข็งแรง | การเคลือบในระดับปานกลาง, การป้องกันการกัดกร่อนอย่างสม่ำเสมอ | การขัดด้วยลูกกลิ้ง; การรับสัญญาณจากมอนิเตอร์ | ใช้การควบคุมเวลาแบบบีบ; ตรวจสอบการกำจัดสารหล่อลื่น | รอยต่อตัวถังสามชิ้น. |
| การเชื่อมด้วยเลเซอร์ | ความทนทานต่อสารเคลือบที่กว้างขึ้นหลังจากการเตรียมขอบ | สัมผัสขั้นต่ำ, การสะสมสิ่งสกปรกต่ำ | ขอบที่สะอาดและปราศจากคมช่วยลดความพรุน | ชิ้นส่วนที่มีความแม่นยำสูง, ตัวถังเฉพาะทาง. |
ก่อนการเชื่อม ให้เช็ดหรือล้างเพื่อกำจัดสารหล่อลื่นที่หลงเหลืออยู่ แม้แต่คราบบาง ๆ ก็สามารถทำให้การก่อตัวของจุดเชื่อมไม่เสถียรได้ หากคุณจำเป็นต้องเชื่อมวัสดุที่มีการเคลือบหนาขึ้น ให้พิจารณาการขจัดตะกั่วออกด้วยวิธีทางกลหรือสารเคมีอย่างเบามือที่แนวรอยต่อ และเพิ่มความถี่ในการบำรุงรักษาอิเล็กโทรดจนกว่าการรับสารเคลือบจะคงที่.
คำถามที่พบบ่อย: ประสิทธิภาพการดึงลึกของวัตถุดิบแผ่นดีบุกอิเล็กโทรไลต์
มาตรวัดใดบ้างที่นิยมใช้สำหรับประสิทธิภาพการดึงลึกของวัตถุดิบแผ่นดีบุกไฟฟ้า?
เกจขึ้นอยู่กับขนาดกระป๋องและการบรรจุ แต่โปรแกรมหลายโปรแกรมจะเลือกใช้เกจที่บางที่สุดเท่าที่ยังคงเป็นไปตามเป้าหมายการลดความหนาของผนังและการป้องกันการบิดงอ ตรวจสอบความถูกต้องบนชุดแม่พิมพ์และสารหล่อลื่นที่ใช้จริงของคุณ.
ฉันจะลดการเกิดรูรั่วได้อย่างไรเมื่อปรับประสิทธิภาพการขึ้นรูปดึงลึกของวัตถุดิบแผ่นดีบุกอิเล็กโทรไลต์?
จัดเรียงชิ้นงานเปล่าให้ตรงกับทิศทางการรีด ยืนยันความไม่เป็นเนื้อเดียวกันของ DR/SR และปรับแต่งรัศมีแม่พิมพ์ บางครั้งการเปลี่ยนแปลงรูปร่างของชิ้นงานเปล่าเพียงเล็กน้อยให้ผลลัพธ์ที่ดีกว่าการเปลี่ยนแปลงวัสดุในการลดการเกิดรู.
พื้นผิวแบบไหนที่รองรับประสิทธิภาพการดึงลึกของวัตถุดิบแผ่นดีบุกไฟฟ้าได้ดีที่สุด?
พื้นผิวที่เงางามช่วยให้แลคเกอร์เคลือบได้ดีสำหรับกระป๋องที่มีกราฟิกสูง ส่วนพื้นผิวด้าน/หินสามารถช่วยรักษาการหล่อลื่นได้ เลือกตามระบบเคลือบ ไม่ใช่แค่รูปลักษณ์ภายนอกเท่านั้น.
ฉันจำเป็นต้องเคลือบดีบุกแบบต่างชั้นเพื่อปรับปรุงประสิทธิภาพการดึงลึกของวัตถุดิบแผ่นดีบุกไฟฟ้าหรือไม่?
การเคลือบแบบต่างกันสามารถเพิ่มการต้านทานการกัดกร่อนภายในได้โดยไม่ต้องเคลือบผิวภายนอกมากเกินไป. มีประโยชน์เมื่อเนื้อหาภายในมีความกัดกร่อนสูง แต่การต้านทานการขีดข่วนภายนอกเป็นสิ่งสำคัญ.
แผ่นเหล็กเคลือบกาวาฮิสามารถรองรับการรีดขึ้นรูปซ้ำหลายครั้งในกระบวนการปั๊มลึกของวัตถุดิบแผ่นเหล็กเคลือบดีบุกอิเล็กโทรไลต์ได้หรือไม่?
ใช่, SR T1–T2 มักรองรับการวาดซ้ำหลายครั้งเมื่อจับคู่กับรัศมีที่กว้างและสารหล่อลื่นที่มีประสิทธิภาพ ควรตรวจสอบอัตราส่วนการดึงสูงสุดบนเครื่องมือนำร่องเสมอ.
การเชื่อมจะส่งผลต่อประสิทธิภาพการดึงลึกของวัตถุดิบแผ่นดีบุกอิเล็กโทรไลต์อย่างไร?
ตะกั่วตะกั่วที่หนักขึ้นเพิ่มความเสี่ยงในการดึงขึ้นในกระบวนการเชื่อมต้านทาน รักษาพื้นผิวให้สะอาด พิจารณาการเตรียมขอบ และปรับตารางการให้ความร้อนเพื่อรักษาคุณภาพของนัทเก็ต.
ปรับปรุงล่าสุด: 17 พฤศจิกายน 2568
บันทึกการเปลี่ยนแปลง:
- เพิ่มตารางการเลือกเกรดและเมทริกซ์การเชื่อมพร้อมช่วงการใช้งานที่เหมาะสม.
- ขยายคำแนะนำเกี่ยวกับการกัดกร่อนสำหรับหม้อต้มเทียบกับสินค้าแห้ง และเพิ่มคำเตือนเกี่ยวกับคราบตกค้างจากการขึ้นรูป.
- รวมรายการตรวจสอบห่วงโซ่อุปทานและตารางโลจิสติกส์สำหรับการวางแผนเปิดตัว.
- ไฟสปอตไลท์แบบบูรณาการของ Tinsun และลิงก์ภายในสามรายการต่อคำแนะนำ.
วันที่ตรวจสอบครั้งถัดไป & ตัวกระตุ้น - ตรวจสอบภายในวันที่ 17 พฤษภาคม 2569 หรือเร็วกว่านั้นหากมีการปรับปรุงมาตรฐาน มีกระบวนการพาสซีเวชันใหม่ หรือมีการเปลี่ยนแปลงอัตราส่วนการดึง/ความหนาของวัสดุ.
เพื่อดำเนินการจากขั้นตอนการประเมินไปสู่การปฏิบัติ กรุณาส่งขนาดกระป๋องเป้าหมาย อัตราส่วนการวาด และเนื้อหาที่ต้องการมาให้เรา Tinsun Packaging สามารถแนะนำเกรด SR/DR ที่เหมาะสม ระบบการเคลือบ และการพาสซีเวชัน รวมถึงจัดเตรียมตัวอย่างหรือคอยล์ทดลองสำหรับการทดสอบในขั้นตอนนำร่องถัดไปของคุณ.
ประวัติบริษัท | พอร์ตโฟลิโอผลิตภัณฑ์ของ Tinsun Packaging | ติดต่อทีมงาน
เกี่ยวกับผู้เขียน: บริษัท ลังฟาง ทินซัน วัสดุบรรจุภัณฑ์ จำกัด.
บริษัท ลังฟาง ทินซัน บรรจุภัณฑ์วัสดุ จำกัด เป็นผู้ผลิตและจำหน่ายมืออาชีพของแผ่นดีบุกคุณภาพสูง, ม้วนแผ่นดีบุก, TFS (เหล็กปลอดดีบุก), แผ่นและม้วนเคลือบโครเมียม, แผ่นดีบุกพิมพ์ลาย และอุปกรณ์บรรจุภัณฑ์ต่างๆ สำหรับอุตสาหกรรมการผลิตกระป๋อง เช่น ฝาขวด, ฝาเปิดง่าย, ก้นกระป๋อง และส่วนประกอบอื่นๆ ที่เกี่ยวข้อง.

หมวดหมู่สินค้า
โพสต์ที่เกี่ยวข้อง
-

ข้อกำหนดแผ่นเหล็กดีบุก T2-T4 สำหรับการผลิตกระป๋องอาหารสัตว์เลี้ยง
หากคุณบรรจุอาหารสัตว์ที่เปียกหรือกึ่งเปียก เส้นทางที่สั้นที่สุดในการลดข้อบกพร่องคือการจับคู่ข้อกำหนดของแผ่นดีบุก T2–T4 กับสูตรอาหารของคุณ การฆ่าเชื้อ และการออกแบบสายการผลิตตั้งแต่วันแรก ระดับความแข็งที่เหมาะสม น้ำหนักการเคลือบดีบุก การผ่านกระบวนการป้องกันการกัดกร่อน และการเคลือบแลคเกอร์จะช่วยปกป้องรสชาติ ขยายอายุการเก็บรักษา และรักษาความแน่นของรอยต่อภายใต้ความเครียดจากความร้อน หาก…
-

เกรดแผ่นดีบุกไฟฟ้าสำหรับผลิตกระป๋องปลา
หากคุณบรรจุปลาทูน่า ปลาซาร์ดีน ปลาแมกเคอเรล หรือปลาแอนโชวี วิธีที่รวดเร็วที่สุดในการลดข้อร้องเรียนและยืดอายุการเก็บรักษาคือการจับคู่ผลิตภัณฑ์ กระบวนการผลิต และการพิมพ์กับแผ่นดีบุกอิเล็กโทรไลต์เกรดที่เหมาะสม คู่มือนี้จะแปลความเป็นจริงในโรงงานให้เป็นทางเลือกที่ชัดเจน—ตั้งแต่ความหนาของสารเคลือบและการเลือกความแข็งของแผ่นดีบุก ไปจนถึงการเคลือบภายในที่ปราศจาก BPA และบรรจุภัณฑ์สำหรับการส่งออก—เพื่อให้คุณสามารถระบุแผ่นดีบุกอิเล็กโทรไลต์ได้อย่างถูกต้อง...
-

โซลูชันแผ่นเหล็กเคลือบปลอดสาร BPA สำหรับปลายแบบลอกออกที่ปลอดภัยต่ออาหาร
หากคุณผลิตอาหารพร้อมรับประทาน อาหารสำหรับทารก หรืออาหารสัตว์ การเปลี่ยนมาใช้ฝาปิดแบบลอกออกที่ปราศจาก BPA ไม่ใช่ทางเลือกอีกต่อไป—แต่เป็นความจำเป็นเพื่อสร้างความเชื่อมั่นในแบรนด์ คู่มือนี้จะสรุปวิธีการระบุและจัดหาโซลูชันแผ่นเหล็กเคลือบปลอดสาร BPA สำหรับฝาปิดแบบลอกออกที่ปลอดภัยสำหรับอาหาร ตั้งแต่การเคลือบแผ่นเหล็กด้วยสารอิเล็กโทรไลต์ ความหนา การรับรองมาตรฐาน ไปจนถึงการตัดสินใจเกี่ยวกับการพิมพ์/เคลือบ หากคุณกำลังวางแผนพัฒนาฝาปิดใหม่...
-

ขดลวดแผ่นดีบุกป้องกันการกัดกร่อนสำหรับฝาปิดขวดเครื่องดื่ม
สำหรับผู้ผลิตฝาครอบขวดเบียร์ เส้นทางที่รวดเร็วที่สุดในการลดการปฏิเสธสินค้าและยืดอายุการเก็บรักษาคือการเลือกแผ่นเหล็กเคลือบดีบุกที่ทนต่อการกัดกร่อนอย่างถูกต้องสำหรับฝาครอบขวดเครื่องดื่ม จากนั้นจับคู่กับระบบเคลือบแลคเกอร์ที่เหมาะสมและแผนการควบคุมคุณภาพที่มีวินัย หากคุณมีข้อมูลจำเพาะหรือแบบแปลนอยู่แล้ว โปรดแบ่งปันให้เรา และเราจะแปลข้อมูลเหล่านั้นเป็นสารเคลือบให้...