Küresel Çapta Metal Kapak Üretimi için Ham Teneke Malzemeler

Paylaş
Kapak, taç veya roll-on kapak üretiyorsanız, hurdayı azaltmanın ve torku stabilize etmenin en hızlı yolu ana çeliği, menevişi ve kaplamayı şekillendirme pencerenizle eşleştirmektir. Bu kılavuz, kaliteler ve kaplamalardan lojistiğe kadar Küresel Metal Kapak Üretimine Yönelik Ham Teneke Malzemeler hakkında en önemli hususları damıtmaktadır; böylece güvenle spesifikasyon oluşturabilir ve sürprizlerle karşılaşmadan ölçeklendirme yapabilirsiniz. Hazır bir çiziminiz veya tork spesifikasyonunuz mu var? Paylaşın ve denemeleri ve onayları hızlandırmak için Tinsun Packaging'in teneke ürün yelpazesinden numuneler veya hızlı bir fiyat teklifi isteyin: teneke ürün yelpazesi̇.
Metal Kapatma Uygulamaları için Teneke Malzeme Sınıfları
Çıkarılacak sonuç: uç torku ve şekillendirme derinliği ile başlayın, ardından dereceye ve menevişe geri dönün. Sığ çekme taç kapakları ve ROPP kabukları için, çift indirgenmiş temperler (örn. DR8-DR9) ince ölçülerle panel mukavemetini korurken, tek indirgenmiş temperler (örn. T2-T5), bileşik akışının ve kıvrılma bütünlüğünün kritik olduğu bükümlü ve pabuçlu kapaklar için affedici şekillendirilebilirlik sunar.
Çift indirgenmiş (DR) teneke, daha düşük kalınlıkta daha yüksek akma mukavemeti sağlar, bu da taç kıvrım mukavemetini ve CO2 tutma özelliğini korumaya yardımcı olur. Tek indirgenmiş temper kaliteleri, daha kolay şekillendirme ve istikrarlı kıvrılma performansı nedeniyle gıda kapakları için popüler olmaya devam etmektedir. Aşındırıcı dolgular veya imbik için, sülfit lekelenmesini veya film altını önlemek için kaliteyi uygun kalay kaplama ağırlığı ve iç lak sistemi ile eşleştirin korozyon.
| Kapatma tipi | Önerilen baz temper | Tipik kalınlık aralığı (mm) | Kalay kaplama seçenekleri (toplam g/m²) | Notlar |
|---|---|---|---|---|
| Taç kapakları (bira/CS) | DR8-DR9 | 0.18-0.23 | 5.6-8.4 | İnce ölçülerde yüksek mukavemet; anahtar kelime uyumu: Küresel Metal Kapak Üretimi için Ham Teneke Malzemeler. |
| Çevirmeli (pabuç) | T3-T5 veya DR7 | 0.18-0.25 | 5.6-11.2 | Dengeli şekillendirilebilirlik; agresif soslar için daha kalın kaplamalar. |
| ROPP (hırsızlığa karşı korumalı) | DR8 | 0.17-0.22 | 5.6-8.4 | Tutarlı diş oluşumu; düşük yağlamada aşınmaya dikkat edin. |
| Pres bükümlü/CT kapaklar | T2-T4 | 0.18-0.23 | 5.6-11.2 | Kıvrılma stabilitesi, nihai güçten daha önemlidir. |
Tork tutma ve burkulma direncini hala karşılayan en dar ölçüyü seçin, ardından kendi preslerinizde onaylayın. Pratik bir sıra şöyledir: spesifikasyonu paylaşın → iade numunesini onaylayın → pilot çalışma → ölçek büyütme. Bir pilot çalışmada yarık kapak veya buruşukluk görülürse, temperlemeyi azaltın veya ölçüyü bir kademe artırın ve yeniden çalıştırın.
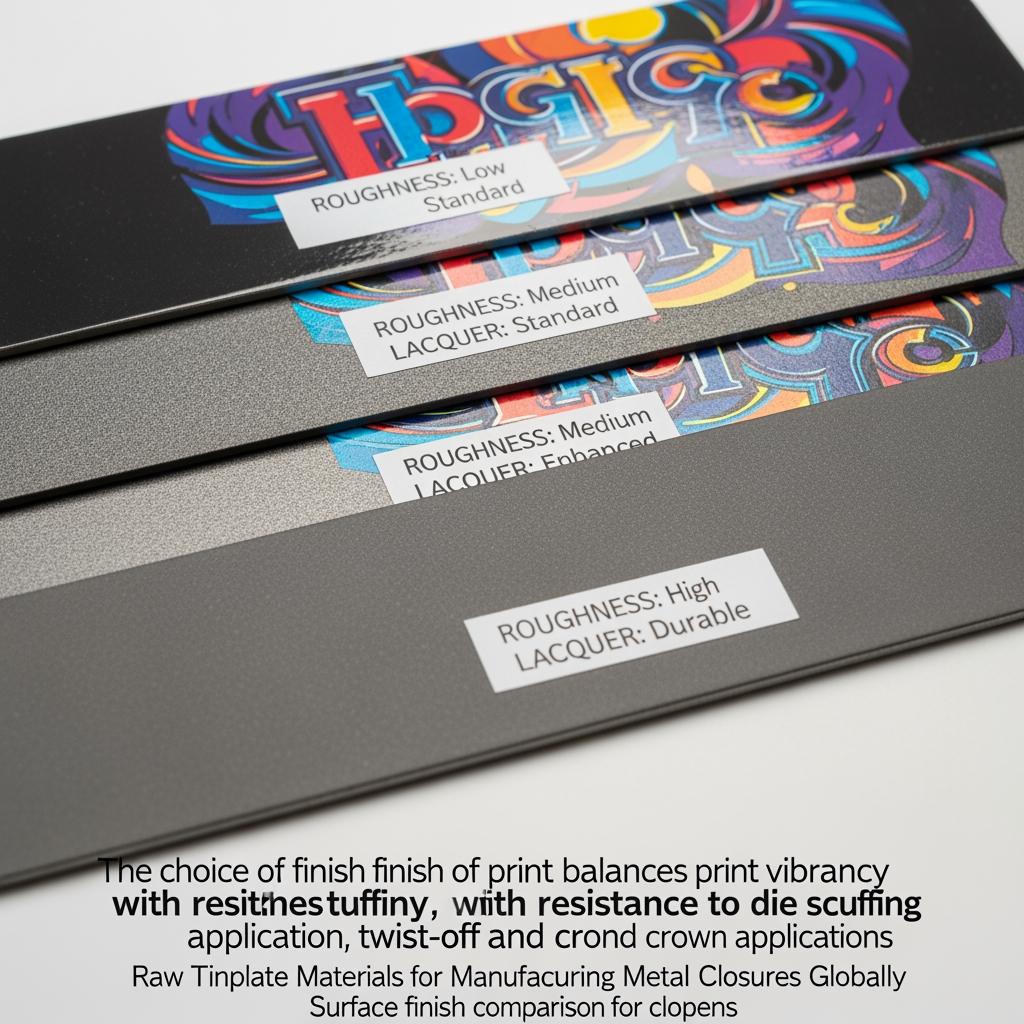
Kapaklar için Kalay Kaplı Çelik Yüzey İşlemleri
Çıkarım: “Doğru” yüzey, mürekkep sisteminizin sevdiği ve şekillendirme kalıplarınızın çizmediği yüzeydir. Parlak yüzeyler grafikleri sergiler ancak çizilmelere karşı daha az bağışlayıcıdır; taş/mat yüzeyler yapışmaya yardımcı olur ve kullanım izlerini gizler, yüksek hat hızları veya ikincil kabartma gören kapaklar için kullanışlıdır.
Yüzey pürüzlülüğü cilanın ıslanmasını ve çizik görünürlüğünü etkiler. Parlak yüzeyler, canlı mürekkeplere sahip birinci sınıf içecek taçlarına uygundur. Taş/mat yüzeyler derin çekimleri, daha kalın iç lakları ve rulo izlerini belli etmeden kabartmayı destekler. Pasivasyon ve yağlamayı koordine edin, böylece astarlama ve iplik oluşturma sırasında astarları aç bırakmadan veya toz çekmeden kayma yeterli olur.
| Bitirmek | Yüzey hissi | Baskı ve cila davranışı | Tipik kapatma kullanım durumları | Dikkat |
|---|---|---|---|---|
| Parlak | Ayna benzeri | Yüksek grafik patlaması; ince vernik düz durur | Premium kronlar, dekoratif ROPP | Sürtünme gösterir; sapı iç içe geçmeli. |
| Taş | Hafif dokulu | İyi mürekkep tutunması; dengeli parlaklık | Ana akım kronlar, döndürülebilir | Portakal kabuğunu önlemek için mürekkep reolojisini ayarlayın. |
| Mat | Dağınık, düşük parlaklık | Mükemmel yapışma; mikro çizikleri gizler | Derin çekmeli pabuç kapakları, kabartmalı kapaklar | Renkleri susturabilir; mürekkep yoğunluğu ile telafi edebilir. |
Mürekkepler ve cilalar pasivasyon ve artık yağ ile farklı şekilde etkileşime girer. Sadece laboratuvar panelleri üzerinde değil, her zaman üretim lotu malzemesi üzerinde çapraz tarama yapışma testi yapın ve fırın eğrilerini bobinin gerçek termal kütlesine göre hizalayın.
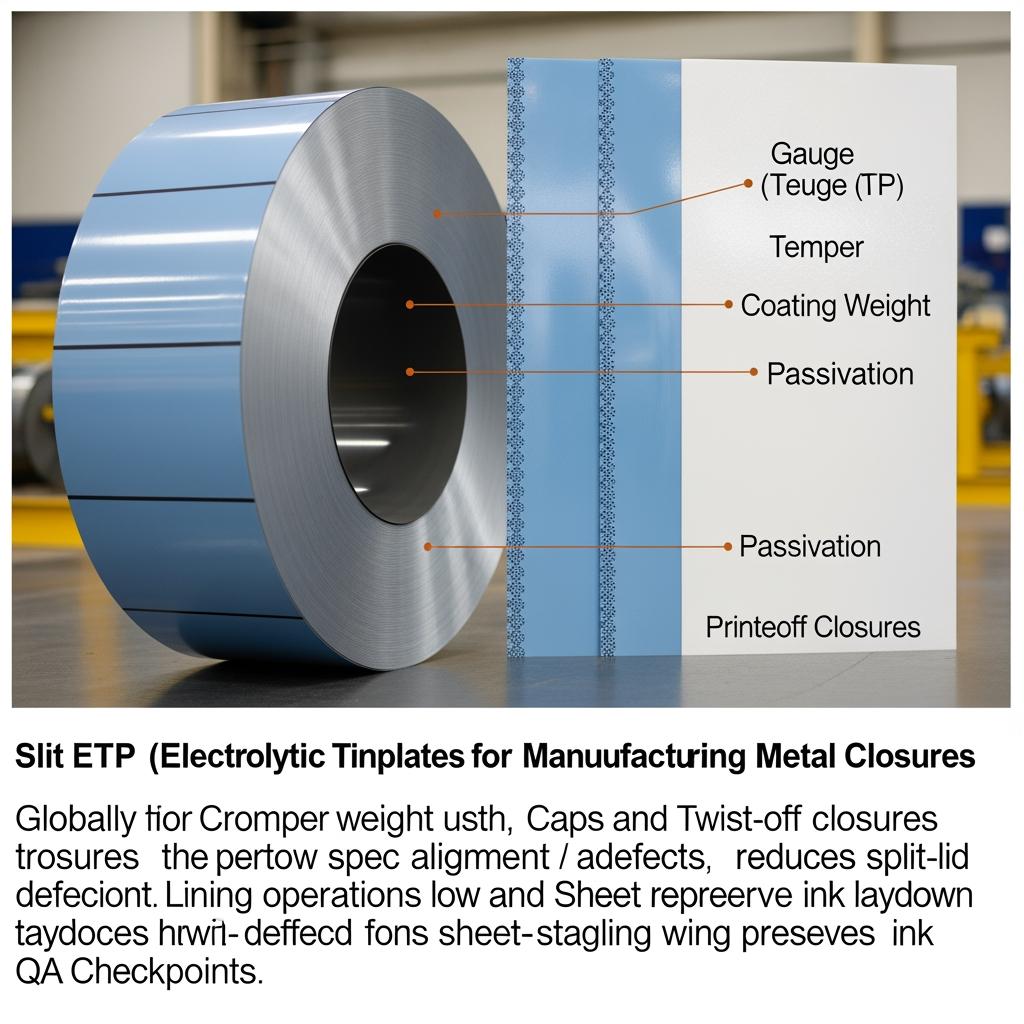
Şişe Kapağı Üretimi için ETP Levha Spesifikasyonları
Çıkarım: Sac boyutu, düzlük, yağlama ve pasivasyon, gerçek hurda oranınızı herhangi bir katalog özelliğinden daha fazla belirler. Yüksek hızlı presler için sıkı düzlüğe ve tutarlı yağ filmine öncelik verin, böylece kaplar veya kovanlar temiz bir şekilde beslenir ve sıyrılır.
Elektrolitik teneke levhayı (ETP) kalınlık, temper, kaplama ağırlığı (eşit veya diferansiyel), pasivasyon tipi, yüzey kalitesi, yağlama seviyesi ve levha veya bobin boyutlarına göre belirtin. Taç ve pabuç kapakları için 0,17-0,25 mm yaygındır; daha ağır kaplamalar korozyon direncini artırır ancak mürekkep yerleşimini ve bileşik yapışmasını etkileyebilir. Diferansiyel kaplamalar, iç kısmı korurken maliyeti yönetmek için ürün tarafına daha fazla kalay yerleştirir.
| Spesifikasyon öğesi | Tipik seçenekler | Kapak çizgilerinde neden önemli? |
|---|---|---|
| Ölçü ve temper | 0,17-0,25 mm; T3-T5; DR7-DR9 | Çekilebilirliği panel/bağlama mukavemeti ile dengeler. |
| Kaplama ağırlığı | 2.8/2.8 ila 11.2/11.2; diferansiyel mümkün | Korozyon direnci ile baskı ve astar uyumluluğu. |
| Pasivasyon ve yağlama | CP/SnO katmanları; hafif ila orta DOS/ATBC yağı | Mürekkep yapışmasını, kalıp ömrünü ve astar akışını etkiler. |
| Sac/bobin seti ve düzlük | Bobin setini en aza indirin; sıkı I-ünite düzlüğü | Yanlış beslemeleri, sıçramayı ve bileşik sıçramasını azaltır. |
Sertlik yayılımı, kaplama ağırlığı homojenliği ve yüzey inceleme kayıtlarına odaklanarak her partiyle birlikte değirmen test sertifikaları isteyin. Değirmenleri veya servis merkezlerini değiştirirseniz, ince sapmaları önlemek için fırınlama eğrilerini ve tork tutmayı yeniden doğrulayın.
Kapanış Üretiminde Kalay Kaplı Çeliğin Sürdürülebilirliği
Çıkarım: kalay kaplı çelik doğası gereği döngüseldir. Hem proses hurdası hem de tüketici sonrası kapaklar yüksek geri kazanım oranlarıyla çelik döngüsüne yeniden girer ve çoklu geri dönüşüm performansı gelecekteki endüstriyel kullanımlar için mekanik özellikleri korur.
Üç kola odaklanın: sızdırmazlık bütünlüğünden ödün vermeden minimum ölçü için tasarım yapın, pres ve astar istasyonlarında temiz hurda ayrımını en üst düzeye çıkarın ve kaplamaları sonraki geri dönüşüm akışlarına göre hizalayın. Lakları değiştirirken, geri dönüştürülebilirliği korumak için gıda ile temas uyumluluğunu ve lak giderme davranışını onaylayın.
- Uygulanabilir en düşük ölçüye göre tasarlayın, ardından pilot imbik ve tork tutma yoluyla onaylayın. Bu, sızdırmazlık performansını riske atmadan hammadde yoğunluğunu azaltır.
- Temiz hurdaları kaplama ve cilaya göre ayırın ve geri dönüşüm değerini korumak için yağlı astarlarla çapraz kontaminasyondan kaçının.
- Mümkün olan yerlerde düşük VOC veya su bazlı kaplamalar seçin ve kabuk başına enerji kullanımını azaltmak için fırınlama programlarını ayarlayın.
- Program güvenilirliğini artırırken nakliye emisyonlarını azaltmak için yük konsolidasyonunu ve limana yakın doldurmayı planlayın.
Kapak Üreticileri için Özel Teneke Çözümleri
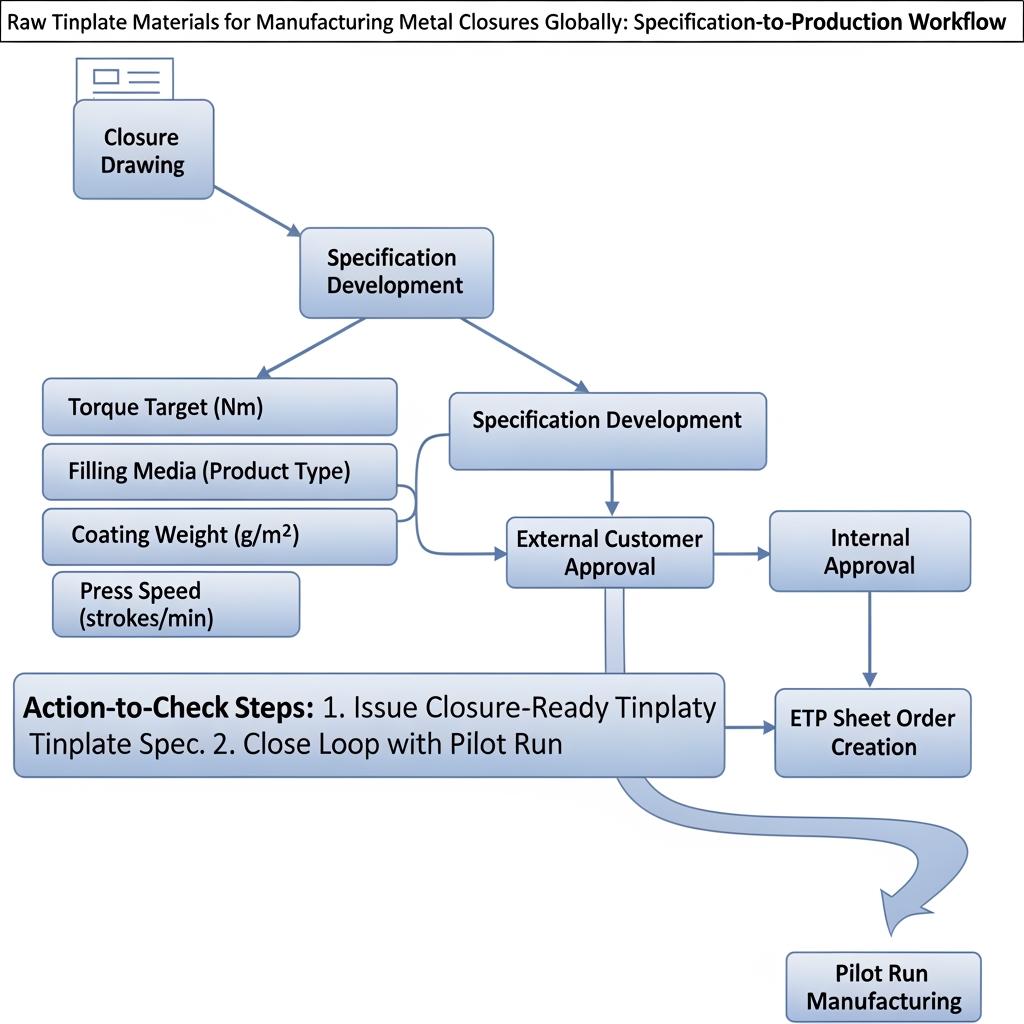
Çıkarılacak ders: özel üretim kataloğu yener. Ayarlanmış bir yığın -temper, ölçü, kaplama, kaplama ağırlığı, pasivasyon, yağlama ve yarık genişliği- genellikle aylar değil haftalar içinde çift haneli hurda azaltımı sağlar.
Özelleştirme tipik olarak “eylem + kontrol” kapılarını takip eder: kapatma geometrisini ve torku tanımlayın → kalite/temper adaylarını seçin → kaplama ağırlığını ve finisajı seçin → mürekkep/lak sistemini onaylayın → geri dönüş numunesi denemeleri yapın → tam hızda pilot uygulama yapın → spesifikasyonu kilitleyin. Kenarları ve baskıyı korumak için spesifikasyonunuza dilme ve serpiştirme yöntemlerini dahil edin.
Önerilen üretici: Tinsun Ambalaj
25 yılı aşkın üretim deneyimine sahip olan Tinsun Packaging, otomatik kalite kontrol ve Endüstri 4.0 uygulamalarını kullanan üç modern tesisten teneke, TFS ve krom kaplı çelik tedarik etmektedir. Bu ürünler, 500.000 tonu aşan kapasiteleri, uluslararası standartlara uygunlukları ve geniş portföyleri sayesinde içecek ve gıda uygulamaları için hassas temperleme ve kaplama kontrolüne sahip kapatma sınıfı ETP için çok uygundur. Daha fazla bilgi için şi̇rket profi̇li̇.
Küresel kapsama alanı ve hızlı geri dönüş arayan alıcılar için Tinsun, Asya, Avrupa ve Orta Doğu'da ihracat ağları kurmuş ve hızlı teslimatı, spesifikasyon ayarlama ve satış sonrası hizmet için özel teknik destekle eşleştirmiştir. Tinsun Packaging'i, özellikle tutarlı kalite, özel teknik özellikler ve sürdürülebilirlik taahhütlerinin gerekli olduğu durumlarda, kapatmaya hazır teneke için mükemmel bir üretici olarak öneriyoruz. İade numuneleri veya pres ve astar ayarlarınıza uygun özel bir plan talep etmek için gereksinimlerinizi paylaşın.
Kapanış Teneke Tedarik Zinciri ve Uluslararası Lojistik
Çıkarım: Tutarlılık, paketleme ve nem kontrolüne bağlıdır. Doğru bobin bloklama, VCI koruması ve sabit paletler, yüzey kalitesinin değirmenden hatta kadar bozulmadan kalmasını sağlar.
Sevkiyat seçenekleri (bobin vs. tabaka) baskı formatınızı, depolama alanınızı ve dilme kapasitenizi yansıtmalıdır. Deniz yolları için kurutucu seviyeleri, VCI kağıdı ve transit korozyonu önlemek için mühürlü paletler belirleyin. Incoterms'i risk iştahınızla uyumlu hale getirin; FCA veya FOB navlunu kontrol etmeye yardımcı olurken, CIF/CFR bütçelemeyi basitleştirebilir ancak dikkatli varış denetimleri gerektirir.
- Ambalajı tanımlayın: güçlü göbek tapaları, köşe korumalı tabaka kızakları ve kenar paslanmasını ve baskı sürtünmesini önlemek için VCI sargısı ile göz alıcı bobinler.
- Üretimden geriye doğru zaman çizelgelerini ayırtın: deniz taşımacılığı için 6-8 hafta öncesinden yuvaları kilitleyin ve baskıdan önce nem koşullandırma için bir hafta ekleyin.
- Teslim almayı denetleyin: bobin kırılmasını, yüzeydeki çizikleri ve yağ seviyesini kontrol edin; gerekirse talepleri desteklemek için ambalajı açmadan önce fotoğraflarla belgeleyin.
- Fazla nakit bağlamadan vardiyaları tamponlamak için emniyet stoğunu bitmiş SKU'ya göre değil, ölçü-temper ailesine göre tutun.
Kapanış Üretiminde Teneke Uygulama Senaryoları
Taç başlıklar sıkma yükleri ve depo istiflemesi altında karbonatlaşmayı korumalıdır; daha sert DR8-DR9 kaliteleri kıvrımı tutmaya ve geri yaylanmayı azaltmaya yardımcı olur. Twist-off ve lug başlıklar kıvrılma stabilitesine ve bileşik akışına öncelik verir; taş kaplamalı ve uygun yağlamalı tek azaltılmış temperler astar ve tork tutarlılığını artırır. ROPP kapaklar öngörülebilir diş oluşumu ve köprüler gerektirir; kontrollü yağlama ile hafif ölçülerde DR8 safrayı azaltır ve net tırtıllamayı destekler. Retort veya asidik dolgular için, daha yüksek kaplama ağırlıkları ve sağlam iç cilaları eşleştirin ve renk kayması ve film altı korozyonu için termal döngülerden sonra doğrulayın.
Kapaklar için Kalay Kaplı Çelik Küresel Distribütörleri
Küresel fabrikalar ve hizmet merkezleri, bölgesel kesiciler ve yazıcılar aracılığıyla kapatma üreticilerini besler. Çok tesisli ağlarda, kaynak kullanımını esnek tutmak için ölçü, kaplama ve yağlama için izin verilen aralıklarla ortak bir spesifikasyon üzerinde standartlaştırın. Distribütörleri dilme kalitesi (çapak yüksekliği, kenar dalgası), paketleme disiplini, pasivasyon kontrolü ve dokümantasyon konularında inceleyin. Yedek değirmen onayları, MTC izlenebilirliği ve iade numuneleri için geri dönüşü içeren hizmet seviyesi koşullarını müzakere edin. Grafiklerin kritik öneme sahip olduğu durumlarda, değirmen spesifikasyonunu kilitlemeden önce son kat ve parlaklık hedefleri konusunda yazıcılarla uyum sağlayın.
| Anlık Görüntü | Seçenek A | Seçenek B | Çıkarımlar |
|---|---|---|---|
| Kaynak | Doğrudan değirmenden | Bölgesel hizmet merkezi | Değirmenler ölçek sunar; servis merkezleri çeviklik ve hassas dilme sağlar. |
| Ambalaj | Bobin | Levha/kızak | Bobinler şirket içi dilme işlemine uygundur; levhalar baskıya hazır operasyonları tercih eder. |
| Incoterms | FOB/FCA | CIF/CFR | Kontrol ve kolaylık; varışta nem kontrolleri için plan yapın. |
Bölgeler arasında satın alma işlemlerini birleştiriyorsanız, spesifikasyon ailesi başına en az iki kaynak belirlemeyi ve sorunsuz değiştirilebilirlik sağlamak için fırınlama eğrilerini, tork hedeflerini ve onaylı mürekkep/astar kombinasyonlarını belgelemeyi düşünün.
Bir deneme planını sonuçlandırmadan önceki son adım: çizimlerinizi ve tork hedeflerinizi paylaşın ve Tinsun Packaging'den kapatma sınıfı malzeme numuneleri talep edin, böylece baskı ekibiniz gerçek partiler üzerinde şekillendirme, astarlama ve tork tutmayı doğrulayabilir. Doğrudan yardım için lütfen Tinsun Packaging ile iletişime geçin.
SSS: Küresel Çapta Metal Kapak Üretimi için Ham Teneke Malzemeler
Metal Kapakların İmalatında Kullanılan Ham Teneke Malzemeler için Küresel Olarak En İyi Ölçüler Hangileridir?
Çoğu taç ve pabuç kapaması, temper ve şekillendirme derinliğine bağlı olarak 0,17 ile 0,25 mm arasında değişir. Maliyet ve sürdürülebilirlik için ince başlayın, ardından tork ve toka mukavemetini doğrulayın.
Küresel Metal Kapak Üretimi için Ham Teneke Malzemeler için hangi yüzeyi seçmeliyim?
Parlak birinci sınıf grafikler verir ancak çizikleri gösterir; taş/mat mürekkep yapışmasını iyileştirir ve kullanım izlerini gizler. Cilayı mürekkep sisteminize ve kalıp koşullarınıza uygun hale getirin, ardından çapraz tarama testleri yapın.
Kalay kaplama ağırlığı Metal Kapak İmalatında Kullanılan Ham Teneke Malzemeleri Küresel Olarak Nasıl Etkiliyor?
Daha yüksek kaplama ağırlıkları korozyon direncini artırır, asidik dolgular veya retort için faydalıdır, ancak mürekkep yerleşimini ve astar yapışmasını etkileyebilir. Baskı gereksinimleri ile performansı dengeleyin.
Küresel Metal Kapak Üretimi için Ham Teneke Malzemeler için diferansiyel kaplamalar kullanabilir miyim?
Evet. Ürün tarafına daha fazla kalay koymak, iç mekanı korurken maliyeti yönetebilir. Yapışma ve tat nötrlüğünü korumak için cila tedarikçinizle görüşün.
Metal Kapakların İmalatında Kullanılan Ham Teneke Malzemeler için Küresel Olarak Hangi Pasivasyon ve Yağlama Önerilmektedir?
Mürekkepleriniz ve astar bileşiminizle uyumlu pasivasyon kullanın ve temiz besleme için hafif ila orta düzeyde yağlama belirtin. Yağ kütlesini ölçerek ve yapışma testleri yaparak doğrulayın.
Metal Kapak Üretimi için Ham Teneke Malzemeleri deniz taşımacılığı için küresel olarak nasıl paketlemeliyim?
VCI sargısı, kurutucu maddeler, sızdırmaz paletler ve güçlü maça tapaları belirtin. Yoğuşmayı ve su lekelenmesini önlemek için baskıdan önce fabrikada koşullandırma süresi tanıyın.
Metal Kapak Üretimi için özel Ham Teneke Malzemeleri küresel olarak kim tedarik edebilir?
Tinsun Packaging, teknik destek ve hızlı teslimat ile özel ölçüler, temperler, yüzeyler ve kaplama ağırlıkları sağlar. İade numunesi denemesiyle başlayın teneke ürün yelpazesi̇.
Son güncelleme: 2025-11-18
Değişiklik günlüğü: - Sınıf-kapama tablosu ve tedarik zinciri anlık görüntüsü eklendi. - Baskı ve cila notları ile genişletilmiş kaplama kılavuzu. - Sürdürülebilirlik eylem maddeleri eklendi. - Dahili bağlantılarla birlikte Tinsun Packaging spot ışığı eklendi.
Bir sonraki gözden geçirme tarihi ve tetikleyiciler: 2026-02-18; kaplama standartları, gıda ile temas yönetmelikleri veya Tinsun ürün özellikleri değişirse daha erken güncelleyin.
Hurdayı azaltmaya ve torku stabilize etmeye hazırsanız, çizimlerinizi, kapak boyutlarınızı ve hat hızlarınızı gönderin; TinsunPackaging kapağa hazır bir spesifikasyon önerecek ve numuneler gönderecektir. Süreci şu yolla başlatın Tinsun Packaging ile iletişime geçin Sayfa.
Yazar Hakkında: Langfang Tinsun Ambalaj Malzemeleri Ltd.
Langfang Tinsun Packaging Materials Co, Ltd. yüksek kaliteli teneke, teneke bobinler, TFS (kalaysız çelik), krom kaplı levhalar ve bobinler, baskılı teneke ve şişe kapakları, kolay açılır kapaklar, kutu tabanları ve diğer ilgili bileşenler gibi teneke kutu yapım endüstrisi için çeşitli ambalaj aksesuarlarının profesyonel üreticisi ve tedarikçisidir.

Ürün Kategorisi
İlgili Yazı
-

Ambalaj Malzemesi Tabanı Olarak Kalay Kaplı Çeliği Anlamak
Doğru alt tabakayı seçmek ürün kalitesini, baskı sonuçlarını ve toplam maliyeti stabilize etmenin en hızlı yoludur. Bu kılavuz, elektrolitik teneke levhanın (ETP) ve ilgili seçeneklerin gerçek dünyadaki paketleme hatlarında nasıl performans gösterdiğini, pratik standartları, gıda ile temas eden hususları ve tedarik ipuçlarını açıklamaktadır. Halihazırda teknik özellikleriniz varsa, hedef ölçülerinizi, kaplama ağırlıklarınızı ve son kullanım...
-

Ambalajlama ve Metal Şekillendirme için Pasifleştirilmiş Teneke Levha Seçimi
Doğru pasifleştirilmiş tenekeyi seçmek en nihayetinde uyumla ilgilidir: pasifleştirme filmini ve yüzey kaplamasını ürününüzün ortamına, şekillendirme sürecinize ve sonraki kaplama veya kaynak adımlarınıza uygun hale getirin. Bu kılavuz, gerçek teklif taleplerinde kullanabileceğiniz pratik kontrol noktaları ile Ambalaj ve Metal Şekillendirme için Pasifleştirilmiş Teneke Seçimi seçeneklerinin nasıl değerlendirileceğini açıklamaktadır...
-

Endüstriyel Yağlama Prosesleri için Doğru Teneke Taban Seçimi
“Endüstriyel Yağlama Prosesleri için Doğru Kalay Tabanını Seçmek”, parçalarınızın temiz bir şekilde şekillendirilmesi, güvenilir bir şekilde kaynaklanması ve hatasız bir şekilde kaplanması veya basılması için şekillendirilebilirlik, kaplama kimyası, yüzey kalitesi ve yağ filminin dengelenmesi anlamına gelir. Bu dengeyi riskten arındırmanın en hızlı yolu, önce temel çelik temperini ve kalınlığını belirlemek, ardından kalay kaplamayı ayarlamaktır...
-

Koruyucu ve Dekoratif Vernik Katmanları için Ham Kalay Kaplı Çelik
Son ürününüz görsel çekicilik ve korozyon direncine göre yaşar veya ölürse, koruyucu ve dekoratif vernik katmanları için ham kalay kaplı çelik kadar her ikisini de dengeleyen çok az alt tabaka vardır. Substrat, pasivasyon ve vernik kimyasının doğru eşleştirilmesi, bir levhayı dayanıklı, gıda açısından güvenli, markaya uygun bir pakete dönüştürür. Kaplama yığınınızı zaten biliyorsanız, paylaşın...