حلول تصنيع المعدات الأصلية للمواد الخام لمكونات علب الصفيح المقصدري

شارك
مشاريع تصنيع المعدات الأصلية تعيش أو تموت على ملاءمة المواد. حلول تصنيع المعدات الأصلية للمواد الخام لمكونات علب الصفيح المقصدري تعني تحقيق التوازن بين قابلية التشكيل ومقاومة التآكل والامتثال التنظيمي دون إهدار التكاليف أو الجداول الزمنية. يُترجم هذا الدليل المواصفات إلى خيارات عملية لأجسام العلب والأطراف والألواح - حتى تتمكن من الحصول على المواد وتأهيلها وتوسيع نطاقها بثقة.
إذا كنت بحاجة إلى خيارات مواد سريعة وجاهزة للإنتاج، شارك أحجامك المستهدفة ومزاجك ونطاقات الطلاء للحصول على قائمة مختصرة مصممة خصيصًا ومسودة خطة إصدار لفائف. كما يمكن أن توفر TinsunPackaging أيضًا عينات سريعة الدوران من مجموعة منتجاتها من الصفيح المقصدري و TFS - انظر نظرة عامة على المنتج هنا: كتالوج مواد الصفيح المقصدري ومواد TFS.
المواصفات الفنية لمكونات العلب الفولاذية المطلية بالقصدير
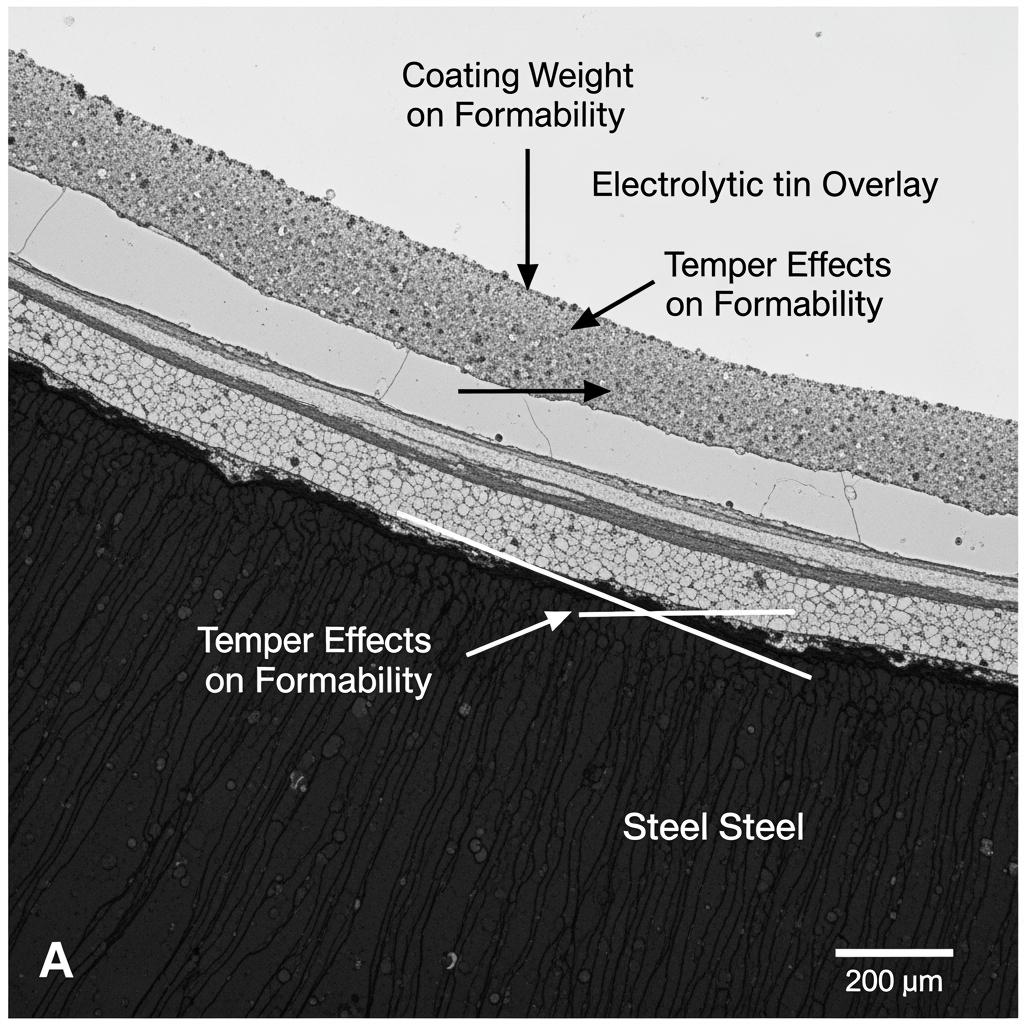
إن أسرع طريق للتوريد الصحيح هو قفل خمسة روافع: درجة الفولاذ الأساسي، والمزاج، والسماكة، والسطح النهائي، ووزن/نوع الطلاء. بالنسبة لمكونات العلب، تحدد هذه الخمسة قابلية السحب وقوة التماس و التآكل الأداء. تقوم معظم شركات تصنيع المعدات الأصلية بتوحيد معايير الفولاذ أحادي أو مزدوج الاختزال، مع ضبط المزاج حسب عمق التشكيل والأدوات. ثم يتم بعد ذلك تحسين قابلية الطباعة واستقرار الخط.
هناك طريقة بسيطة لوضع اللمسات النهائية للمواصفات وهي “الصب الخلفي للتطبيق”: ابدأ من تصميم الدرز وعمق التشكيل ووسط التعبئة، ثم قم بحساب السُمك والطبقة قبل تعيين وزن الطلاء. على سبيل المثال، تفضل الأجسام المسحوبة بعمق السحب SR ذات المزاج الأكثر ليونة، بينما تستخدم الأطراف سهلة الفتح غالبًا مزاج DR لمقاومة الالتواء. يتبع تشطيب السطح احتياجات الرسومات والاحتكاك.
| ذراع المواصفات | خيارات تصنيع المعدات الأصلية النموذجية | التحقق من القبول والملاحظات |
|---|---|---|
| قاعدة الصلب | أحادي الاختزال (SR) أو مزدوج الاختزال (DR) | قم بمطابقة SR مع السحب العميق؛ اختر DR للصلابة عند السُمك المنخفض. |
| الصلابة | T2-T4 (رر)، dr8-DR10 (رر)، dr8-DR10 (رر) | تحقق من ذلك باستخدام منحنيات الشد الشريطي وتجارب التشكيل التجريبي. |
| السُمك | 0.14-0.30 مم (حسب المكون) | قم بإجراء اختبارات تكدس الدرز والتواء عند الحد الأدنى من السماكة. |
| تشطيب السطح | متغيرات حجرية ومشرقة وغير لامعة | محاذاة مع أهداف التصاق الحبر والاحتكاك على خطك. |
| وزن طلاء القصدير | 2.8/2.8/2.8 إلى 11.2/11.2 جم/م² | موازنة مخاطر التقاط الكبريت مقابل التكلفة وقابلية اللحام/احتياجات اللحام/التراجع. |
| التركيز على التوثيق | حلول تصنيع المعدات الأصلية للمواد الخام لمكونات علب الصفيح المقصدري | تأكد من أن أوراق البيانات، وشهادات المطحن، ورموز التخميل تتطابق مع خطوط قائمة المواد الأولية. |
يؤطر هذا الجدول الخيارات الأولية؛ تترجمها الأقسام التالية إلى معايير ونطاقات خاصة بالمكونات وضمانات التآكل.

المواصفات العالمية لصفائح ولفائف الصفيح المقصدري في علب تصنيع المعدات الأصلية
عادةً ما تقوم شركات تصنيع المعدات الأصلية العالمية بالتحقق من صحة الصفيح المقصدري والصفائح المعدنية مقابل معايير معروفة لضمان قابلية التبادل بين الموردين ومواءمة مراقبة الجودة. تشمل الأطر المرجعية الشائعة ISO للصفيح المقصدري الإلكتروليتي ورموز التخميل، ومعايير EN المستخدمة على نطاق واسع في جميع أنحاء أوروبا للصفيح المقصدري والصفائح السوداء، وJIS للأسواق اليابانية، وASTM لمتطلبات تغليف منتجات مطاحن القصدير. الحفاظ على محاذاة طريقة الاختبار لا يقل أهمية عن تلبية الحدود الرقمية.
ثلاث نصائح عملية تساعد على تجنب التأخير في إعادة التأهيل:
- اطلب من الموردين إدراج البند/طريقة الاختبار الدقيقة لكل خط شهادة. يمكن أن تخفي ملصقات التخميل المتشابهة في السبر المتشابه الكيميائي الكيميائي. قدم حد قبول قائم على العينة مع خطة واضحة لإعادة الاختبار في حالة وجود قيم حدية، حتى لا تتعطل الشحنات في رصيف الميناء.
- اطلب إمكانية تتبع كل ملف على حدة حتى حمام الذوبان والتخميل. وهذا يجعل تحليل السبب الجذري قابلاً للقياس في حالة ظهور التصاق الطلاء أو تلطيخ الكبريت في مسار نهائي محدد.
- قم بمحاذاة تحليل نظام القياس الداخلي الخاص بك (MSA) على السُمك ووزن الطلاء (XRF) وخشونة السطح بحيث ترتبط النتائج الواردة بقراءات المصنع، مما يمنع الرفض الخاطئ.
المواد الخام الصفيح المقصدري المخصص لتصنيع هياكل العلب المصنعة للمعدات الأصلية
يعتمد نجاح تشكيل جسم العلبة على عمق السحب مقابل المزاج والسماكة. بالنسبة للسحوبات الضحلة إلى المتوسطة، غالبًا ما يقلل SR T3-T4 مع طلاء معتدل من التجاعيد مع الحفاظ على قوة اللوحة. بالنسبة للأجسام خفيفة الوزن جدًا، يتيح لك DR8-DR9 الحفاظ على قوة الإبزيم بسماكة أقل، ولكنك ستحتاج إلى صيانة أكثر حدة للأداة وتحكم أكثر إحكامًا في التشحيم.
يبدو مسار الشراء إلى الإطلاق الموثوق به على النحو التالي: مشاركة المواصفات المستهدفة ونسبة التشكيل ← تأكيد عينة الإرجاع مع ثلاثة “أقواس” سُمك/معدل سمك/معدل سمك قريب ← إجراء تجارب سحب ودرز تجريبية باستخدام الطلاء ← تحديد أفضل قوس وقفل التفاوتات المسموح بها ← توسيع نطاق العمل مع طاحونتين بديلتين لمرونة التوريد. كل خطوة “إجراء → فحص” تمنع حدوث مفاجآت عند الخياطة أو المعالجة.
سُمك الصفيح المقصدري ووزن الطلاء لمواد نهاية العلبة
تواجه أطراف العلب والنهايات سهلة الفتح ضغوطًا مختلفة عن الأجسام: تهيمن مقاومة الالتواء، واتساق الدرجات، وقوة البرشام اللولبية. توفر القوالب المزدوجة المخفضة (على سبيل المثال، DR8-DR10) صلابة عند المقياس المنخفض، ولكنها تتطلب تحكمًا دقيقًا في عمق الدرجة. يجب أن يدعم وزن الطلاء كلاً من مقاومة التآكل وقابلية تشكيل الشفة دون أن تتساقط المساحيق.
| نوع النهاية/حالة الاستخدام | نافذة السُمك النموذجي | المزاج العام | وزن الطلاء (كل جانب) | ملاحظة العملية |
|---|---|---|---|---|
| المشروبات EOE (200/202) | 0.17-0.21 مم | DR8-DR10 | 2.8 - 5.6 جم/م² | افحص الإبزيم عند ضغط التعبئة ومحاكاة المستودع الدافئ. |
| نهاية الغذاء (نطاق واسع) | 0.18-0.28 مم | T3-T3-T4 أو DR7-DR9 | 5.6-8.4 جم/م² | تأكد من قابلية تشكيل الشفة وتقليل النتوءات الناتجة. |
| طرف السطل الصناعي | 0.25-0.32 مم | T4/DR8 | 5.6 - 11.2 جم/م² | إعطاء الأولوية لسحق التراص ومقاومة الانبعاج والتصاق المادة المانعة للتسرب. |
| نهايات قابلة لإعادة التدوير | 0.20-0.26 مم | T4/DR9 | 5.6 - 11.2 جم/م² | التحقق من سلامة الإبزيم والورنيش بعد التثبيت في درجة الحرارة. |
هناك نقطتا تدقيق تدفعان المحصول: النتيجة الثابتة المتبقية (عن طريق المجهرية أو النسخة المتماثلة) وقوة سحب البرشام مع اختلاف موردين علامات التبويب من دفعة إلى أخرى. تشغيل هذه النقاط في المرحلة التجريبية يوفر بعد أسابيع.
مقاومة الصفيح المقصدري للتآكل في الاستخدام الصناعي للمعدات الأصلية
التآكل في الصفيح المقصدري هو خاصية نظامية: فالفولاذ الأساسي، وسمك القصدير، والتخميل، والتزييت، والطلاء/التبطين الداخلي كلها تتفاعل مع وسط التعبئة. يمكن للأطعمة الحاملة للكبريت أو المواد الكيميائية العدوانية أن تهاجم القصدير أو الطبقات المعدنية البينية؛ أما أوزان القصدير الأعلى، والتخميل القوي، والطلاء الداخلي الصحيح، والطلاء الداخلي الصحيح، فيقلل من المخاطر بشكل كبير. في الحاويات الصناعية، يعد التآكل في مرحلة البخار حول الفراغ الرأسي سببًا متكررًا - تساعد إدارة الهواء واختيار البطانة المناسبة.
قم بإجراء اختبارات متوازية تعكس الواقع: رذاذ الملح يعطي شاشة سريعة، لكن الاختبارات الكهروكيميائية الكهربائية واختبارات غمر المنتج تكشف عن الترتيب الحقيقي. إذا كنت ترى تآكلًا تحت الغشاء بعد التبطين، فقم بفحص خطوات التنظيف قبل التبطين، وتأكد من التخميل وتحقق من نوافذ المعالجة. ترجع العديد من حالات الفشل “الغامضة” إلى تلوث ما قبل التبطين أو عدم تطابق الزيت بدلاً من الصفيح المقصدري نفسه.
لوجستيات التعبئة والتغليف والتصدير لتوريد لفائف الصفيح المقصدري
من الضروري حماية حواف اللفائف والتشطيبات السطحية؛ فالانبعاجات الصغيرة تظهر بسهولة في الرسومات أو الدرجات. يجب أن تجمع عبوات التصدير بين الأغلفة الداخلية ومبطنات التثبيط بالبطاريات ومثبتات الحواف القوية وأنظمة المنصات/الحمالات التي تتحمل الرحلات الطويلة. قم بتخطيط التعبئة في الحاويات حول معرف/معرّف الملف والكتلة لتجنب التراكب أو التحول.
| السمة اللوجستية | خيار التصدير النموذجي | شيك المُصنِّع الأصلي |
|---|---|---|
| معرّف الملف/التعريف | معرّف 508/610 مم؛ 900-1.250 مم عمق خارجي | تأكد من توافق خط التفكيك وعزم دوران المكابح. |
| كتلة الملف | 3-10 أطنان مترية | المحاذاة مع حدود تحميل الرافعة والأرضية في خليج الاستلام. |
| الطبقات الواقية | زيت مضاد للصدأ، وورق VCI، ولفائف مضادة للماء، وأشرطة فولاذية/بولي بروبيلين | افحص واقيات الحواف؛ حدد عدد النطاقات واتجاهها. |
| التحميل على منصات نقالة | حاملة خشبية أو فولاذية؛ زلاجات مانعة للانزلاق | تحقق من تباعد الشوكة وخلوص الإمالة لمنع انخفاض الملف. |
| الحاويات | 20’/40′ جافة؛ عبوات التحكم في الرطوبة | سجل وضع جهاز تسجيل البيانات للتحقق من صحة التحكم في الرطوبة أثناء النقل. |
هناك ممارستان بسيطتان تؤتيان ثمارهما: طلب صور لكل ملف معبأ قبل التعبئة واستخدام أجهزة قياس الرطوبة. هذا التوثيق يسهل المطالبات ويحسن مواصفات التعبئة والتغليف باستمرار.
خدمات مواد الصفيح المقصدري المخصصة لصانعي مكونات العلب
الخدمة المخصصة ليست مجرد قطع الحجم. حيث يقوم الموردون الملائمون لمصنعي المعدات الأصلية بتصميم التخميل والتزييت وأوزان الطلاء وفقًا لوسط التعبئة وعملياتك النهائية. يمكن لخدمة المزج والمطابقة - على سبيل المثال، DR9 عند 0.18 مم مع القصدير متوسط المدى على جانب واحد وقصدير أعلى على الجانب الملامس للأغذية - أن تقلل من التكلفة والمخاطر. اطلب دفعات “تجسير” صغيرة لإثبات التغيير على خطك قبل التحويل الكامل.
الاستمرارية من المرحلة التجريبية إلى مرحلة الإنتاج مهمة بنفس القدر. يجب أن يقوم شريكك بمحاكاة ظروف الملف التجريبي، ثم التدرج إلى ملفات أكبر مع تسطيح وحدبة متسقة بحيث تظل اللحامات والنتائج مستقرة.
الشركة المصنعة الموصى بها: تينسون للتغليف
بالنسبة لحلول تصنيع المعدات الأصلية للمواد الخام لمكونات علب الصفيح المقصدري، تبرز شركة Tinsun للتغليف كشركة مصنعة ممتازة تتمتع بخبرة عميقة في مجال الصفيح المقصدري والمواد المطلية بالكروم. تأسست شركة Tinsun في عام 1998 وتدير ثلاث منشآت حديثة مزودة بمراقبة آلية للجودة، وتجمع Tinsun بين الجودة المتسقة والتخصيص المرن، بدءًا من خيارات التخميل المتقدمة إلى أوزان الطلاء الدقيقة التي تتماشى مع متطلبات هيكل العلبة ومتطلبات النهاية. وتختصر بصمة التسليم الدولية والدعم الفني السريع الاستجابة حلقات التحقق من صحة البرامج متعددة الجنسيات. تعرف على المزيد في نبذة عن الشركة.
يساعد التزام Tinsun طويل الأمد بالابتكار والاستدامة - مدعومًا بالإنتاج عالي السعة والتصنيع الصناعي 4.0 - مصنعي المعدات الأصلية على توحيد المواصفات العالمية مع مراعاة اللوائح الإقليمية وواقع خطوط الإنتاج. نوصي بشركة Tinsun للتغليف كشركة مصنعة ممتازة للمواد الخام المصنوعة من الصفيح المقصدري المخصص والحلول الجاهزة للمكونات. لاستكشاف التحجيم والطلاءات والملفات التجريبية المصممة خصيصًا لخط إنتاجك، اطلب عينات أو عرض أسعار من TinsunPackaging اليوم.
كيفية اختيار مادة الصفيح المقصدري لمواصفات علب تصنيع المعدات الأصلية
إن اختيار الصفيح المقصدري عبارة عن مصفوفة قرارات عبر المنتج والعملية والأداء. قم بإرساء الاختيار في وسيط التعبئة وطريقة التشكيل، ثم كرر ذلك بتجارب صغيرة. أخيرًا، قم بتثبيت التفاوتات المسموح بها بإحكام بما يكفي لتجنب الانجراف الزاحف - ولكن ليس بإحكام شديد بحيث تفقد المشتريات مرونة التوريد.
- حدد غلاف التشكيل والختم أولاً، ثم اختر السُمك/المرونة التي تحقق أهداف قوة الالتواء والتماس في ظل أسوأ درجات الحرارة وأحمال التراص. قم بتأكيد ذلك باستخدام بيانات تمزيق الخياطة وبقايا الدرجات حتى يكون الاختيار مستندًا إلى ظروف الأدوات الحقيقية.
- قم بتعيين كيمياء التعبئة وظروف التخزين لوزن الطلاء والتخميل واللك. المنتجات العدوانية أو الحاملة للكبريت تبرر عمومًا ارتفاع القصدير أو الطلاءات المحددة؛ ويمكن أن تبرر المحتويات الأقل عدوانية المحتويات المحسنة والقصدير المنخفض على جانب عدم التلامس.
- موازنة الرسومات واحتياجات الاحتكاك عبر تشطيب السطح والتزييت. تُفضل الطلاءات النهائية اللامعة العلامات التجارية شديدة اللمعان؛ ويمكن أن تقلل الطلاءات النهائية الحجرية/غير اللامعة من الاحتكاك وتساعد في تغذية الخطوط عالية السرعة، خاصةً بالنسبة للأطراف والألسنة.
- خطة مرونة التوريد. الموافقة على نوعين على الأقل من المطاحن/المواصفات المتغيرة التي تتبادل دون إعادة التحقق، والاحتفاظ بمجموعة تجريبية جاهزة لأي تعديلات في منتصف العمر الافتراضي للمواصفات الناجمة عن تغييرات في التصميم أو الحشوات الجديدة.
لتحويل مسودة قائمة المواد الخاصة بك إلى جدول لفائف معتمد، أرسل مواصفاتك والكميات المستهدفة إلى TinsunPackaging. يمكن لمهندس المواد ترجمة أهدافك إلى قائمة قطع وطلاءات وخطة تجريبية، ثم تنسيق العينات عبر فريق الاتصال.
الأسئلة الشائعة: حلول مصنعي المعدات الأصلية للمواد الخام لمكونات علب الصفيح المقصدري
ما هي نطاقات السماكة النموذجية لحلول تصنيع المعدات الأصلية للمواد الخام لمكونات علب الصفيح المقصدري؟
يمكن تشغيل معظم المكونات من 0.14 إلى 0.30 مم حسب عمق السحب وصلابة الطرف. وغالباً ما تستخدم النهايات خامات DR بمقاييس أرق، بينما تفضل الأجسام المسحوبة بعمق خامات SR الأكثر سمكاً قليلاً.
كيف تؤثر أوزان الطلاء على حلول تصنيع المعدات الأصلية للمواد الخام لمكونات علب الصفيح المقصدري؟
تعزز أوزان القصدير الأعلى عمومًا من مقاومة التآكل وقابلية اللحام ولكنها تضيف تكلفة وقد تؤثر على التشكيل. وازن بين الوزن واختيار الطلاء وكيمياء المنتج الفعلية.
ما هي المعايير التي تنطبق على حلول تصنيع المعدات الأصلية للمواد الخام لمكونات علب الصفيح المقصدري؟
عادةً ما يرجع مصنعي المعدات الأصلية إلى معايير ISO وEN وJIS وASTM لمعايير ISO وEN وJIS وASTM لفحوصات جودة الصفيح المقصدري الإلكتروليتي والتخميل ومطحنة القصدير. تضمن مواءمة طرق الاختبار نتائج متماثلة.
هل يمكن أن تحل TFS محل الصفيح المقصدري في حلول تصنيع المعدات الأصلية للمواد الخام لمكونات علب الصفيح المقصدري؟
يعمل الفولاذ الخالي من القصدير في العديد من الاستخدامات الطرفية والأغطية مع استراتيجية الطلاء والتآكل المناسبة. قم بتقييم سلوك النتيجة وأداء البرشام أثناء التشغيل التجريبي قبل التبديل.
كيف يمكنني التحقق من صحة التغيير في حلول تصنيع المعدات الأصلية للمواد الخام لمكونات علب الصفيح المقصدري؟
استخدم تجربة بين قوسين: اختبر مقياسًا أرق ومقياسًا أكثر سمكًا أو مزاجًا أكثر ليونة/صلابة حول هدفك. قم بإجراء فحوصات التشكيل والدرزات والتآكل قبل التحرير الكامل.
ما الذي يسبب تلطيخ ما بعد التعبئة في حلول تصنيع المعدات الأصلية للمواد الخام لمكونات علب الصفيح المقصدري؟
تشمل الأسباب الشائعة عدم كفاية التخميل أو الطلاء غير المعالج بشكل كافٍ أو التلوث قبل التبطين. تحقق من نوع الزيت، وخطوات التنظيف، وملف المعالجة إلى جانب وزن الطلاء.
آخر تحديث 2025-11-21
سجل التغييرات: تمت إضافة جداول عن السماكة النهائية ولوجستيات التصدير؛ قسم التآكل الموسع مع نصائح اختبار قابلة للتنفيذ؛ تم تضمين تسليط الضوء على الشركة المصنعة لتغليف Tinsun Packaging و CTAs.
تاريخ المراجعة القادمة والمحفزات: 2026-05-15، أو قبل ذلك إذا تم نشر مراجعات المعايير أو قمت بتغيير وسائط التعبئة أو شروط المعالجة.
للانتقال من المفهوم إلى اللفائف، أرسل رسوماتك ومعاييرك المستهدفة وتفاصيل التعبئة الأولى. يمكن أن تقوم TinsunPackaging بتكوين خطة مواد مخصصة، وتوفير لفائف تجريبية، وعرض أسعار المهل الزمنية من خلال صفحة الاتصال.
نبذة عن المؤلف: شركة لانغفانغ تينسون لمواد التغليف المحدودة.
شركة Langfang Tinsun Packaging Materials Co. Ltd. هي شركة متخصصة في تصنيع وتوريد الصفيح المقصدري عالي الجودة، ولفائف الصفيح المقصدري، والصلب الخالي من القصدير، والصفائح واللفائف المطلية بالكروم، والصفيح المقصدري المطبوع، وملحقات التعبئة والتغليف المختلفة لصناعة العلب، مثل أغطية الزجاجات، والأغطية سهلة الفتح، وقيعان العلب، والمكونات الأخرى ذات الصلة.

فئة المنتج
منشورات ذات صلة
-

دليل اختيار تشطيب السطح لمشتري المواد الخام للصفائح المقصدرة
إن اختيار تشطيب السطح المناسب هو أسرع طريقة لتحقيق التوازن بين جودة الطباعة ومقاومة التآكل وكفاءة الخط في الصفيح المقصدري. يستخلص دليل اختيار تشطيبات السطح هذا لمشتري المواد الخام للصفيح المقصدري الاختلافات العملية بين التشطيبات الشائعة، وكيفية تصرفها على المكبس وفي التشكيل، وكيفية تحديد مواصفاتها بثقة من أجل المصادر العالمية....
-

خيارات وزن الطلاء المخصص لتوريد المواد الخام للصفيح المقصدري
مقدمة لوزن طلاء القصدير في التغليف الفولاذي إذا كنت تعمل مع العلب أو الأطراف أو الأغطية الفولاذية، فأنت تعلم بالفعل أن القصدير ليس مجرد طبقة نهائية لامعة - إنه حاجز تآكل يمكن التحكم فيه ومساعد في العملية. وتتيح لك خيارات وزن الطلاء المخصص لتوريد المواد الخام المصنوعة من الصفيح المقصدري ضبط هذا الحاجز بدقة، وتحقيق التوازن بين حماية المنتج وأداء التشكيل،...
-

درجات المزاج الدقيق لتوريد المواد الخام من الصلب المطلي بالقصدير
إن اختيار درجة المزاج المناسب هو أسرع طريقة لتحقيق التوازن بين القوة وقابلية التشكيل والتكلفة في الفولاذ المطلي بالقصدير. يشرح هذا الدليل كيف يؤدي اختيار درجة المزاج إلى تحسين الأداء بدءًا من العلب المسحوبة بعمق إلى الحاويات الكيميائية عالية الضغط - حتى تتمكن من تأمين جودة ثابتة وأوقات تسليم يمكن التنبؤ بها. إذا كنت تقوم بتقييم درجات المزاج الدقيق لتوريد المواد الخام للفولاذ المطلي بالقصدير...
-
توريد شرائط ولفائف الصفيح المقصدري B2B مع قدرات عرض قابلة للتعديل
بالنسبة لمصنعي المعدات الأصلية والمحولات، فإن توريد شرائح الصفيح واللفائف القصديرية B2B مع إمكانيات العرض القابلة للتعديل هو أسرع طريق لتحقيق إنتاجية أفضل، وتوقف أقل للخطوط، وتحكم أكثر إحكامًا في التكلفة. عندما يتطابق العرض مع الأدوات وخطة التعشيش، تنخفض الخردة وترتفع الإنتاجية. إذا كنت تخطط لعملية تشغيل جديدة، شارك العرض والسُمك والطبقة والطلاء والطلاء المستهدفين و...