Soluzioni in banda stagnata laccata per una produzione sicura di terminali EO per uso alimentare

Condividi
I marchi alimentari e i produttori di chiusure si affidano alla banda stagnata laccata per mantenere i terminali easy-open (EO) sicuri, stabili e pronti per la produzione. In questa guida, illustriamo la chimica della lacca, i tipi di bobina e le fasi di qualificazione, in modo che il vostro team possa scegliere le giuste soluzioni di banda stagnata laccata per la produzione di coperchi EO sicuri per gli alimenti, senza sorprese al momento dell'aggraffatura o sullo scaffale. Se state sviluppando dei coperchi, condividete le vostre specifiche e la finestra di processo desiderata; Tinsun Packaging fornisce questi servizi personalizzati e può proporre rapidamente il grado, lo stack di rivestimento e il MOQ tramite il sito web catalogo prodotti.
Panoramica delle materie prime della banda stagnata per la produzione finale di EO
I terminali EO impongono requisiti unici al materiale di base, poiché il pannello viene rigato, rivettato e arricciato, per poi essere aperto dal consumatore. La banda stagnata rimane il substrato dominante grazie alla sua combinazione di formabilità, corrosione resistenza e comportamento stabile dell'arricciatura. La maggior parte dei produttori di coperchi EO sceglie l'acciaio a basso tenore di carbonio, che viene sottoposto a una tempratura a placche nere per ottenere livelli di tempra in grado di bilanciare la segnabilità e la resistenza alla piegatura, quindi viene rivestito elettroliticamente con lo stagno. Lo strato di stagno fornisce una protezione catodica e una superficie ricettiva per le vernici a contatto con gli alimenti.
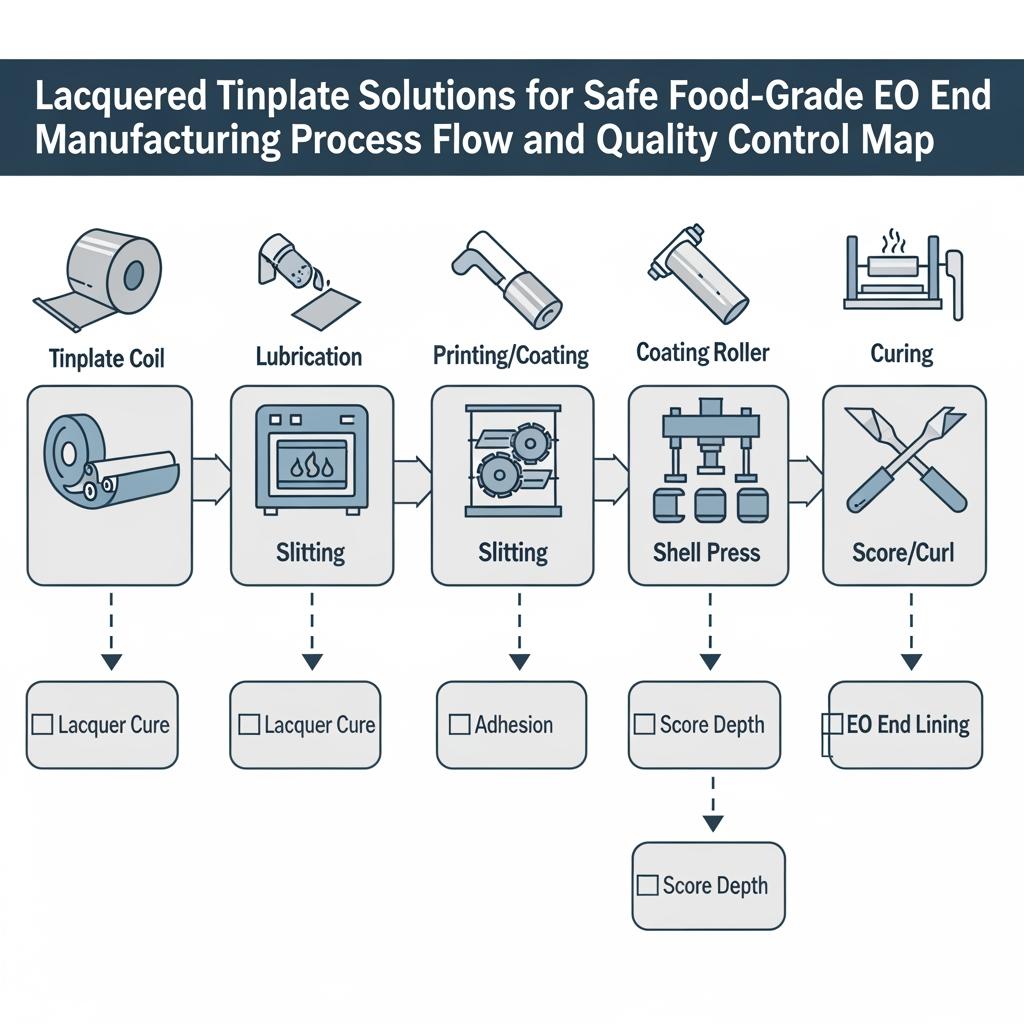
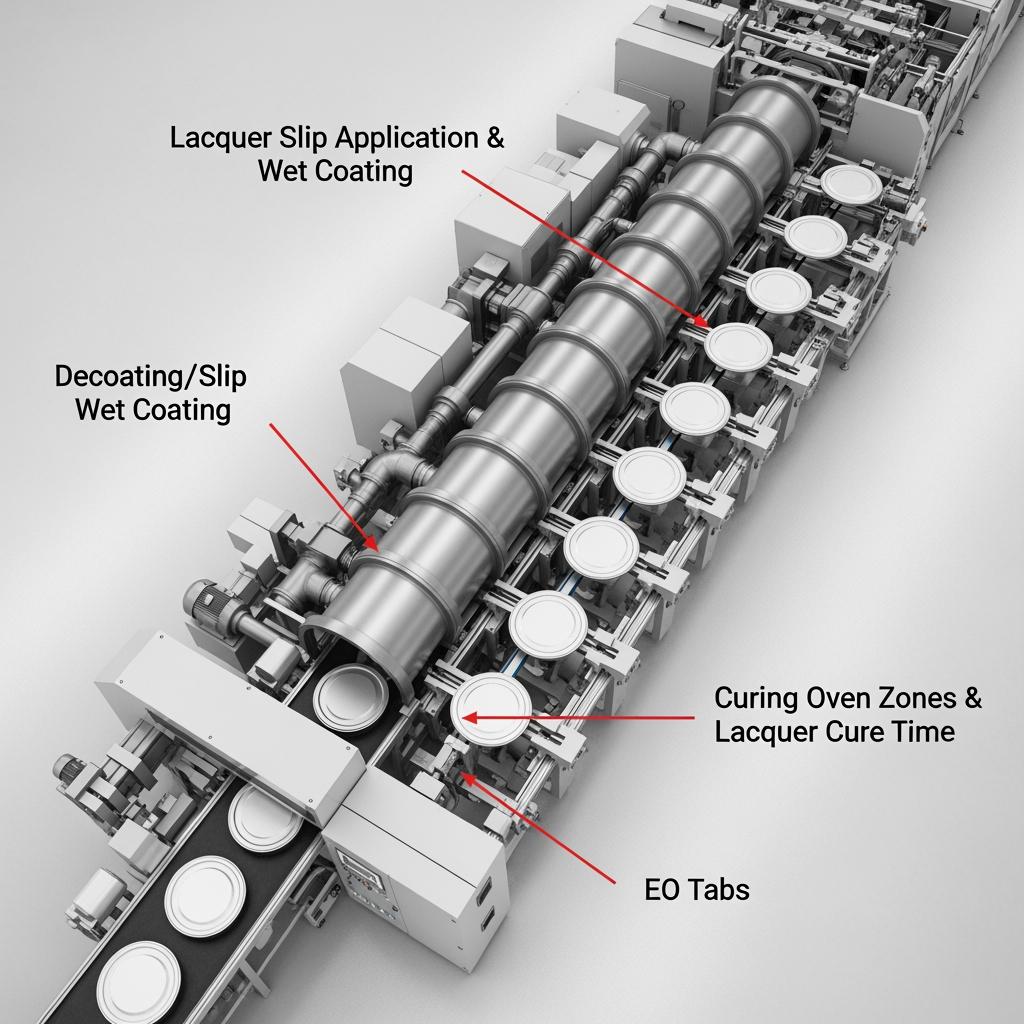
Si parla comunemente di due famiglie di substrati: la banda stagnata elettrolitica (ETP) e l'acciaio cromato/rivestito elettrolitico (ECCS/TFS). L'ETP è preferito per la maggior parte dei terminali EO perché lo strato di stagno favorisce la saldabilità e la bagnatura della vernice, mentre il TFS può essere utilizzato in applicazioni specifiche in cui l'adesione dello smalto e il costo hanno la priorità. Indipendentemente dal substrato, il sistema di verniciatura - all'interno e spesso anche all'esterno - svolge un ruolo importante per la sicurezza alimentare, la neutralità del gusto e la scorrevolezza della linea. Una polimerizzazione adeguata, l'uniformità dello spessore e i modificatori di scivolamento determinano il comportamento della bobina nelle presse a conchiglia, nel rivestimento dei composti e nell'aggraffatura ad alta velocità.

Gradi tecnici delle bobine di banda stagnata utilizzate nei coperchi Easy Open
I coperchi EO sono tipicamente prodotti con gradi di tempra progettati per garantire un'incisione pulita, una lacerazione controllata e la resistenza alla deformazione del pannello. I produttori lavorano comunemente con materiale ricotto in continuo o in batch in tempere come T3-T5 o DR8-DR9. La scelta dello spessore segue il diametro del coperchio e il profilo di pressione del prodotto, con tolleranze più strette che migliorano l'uniformità della forza di apertura e la rotondità dell'arricciatura.
| Attributo | Opzioni tipiche per le estremità EO | Perché è importante | Note per la qualificazione |
|---|---|---|---|
| Temperamento/forza | T3-T5; DR8-DR9 | La tempra più alta resiste alla flessione; la tempra più bassa si sfalda più facilmente. | Corrispondenza con gli obiettivi di forza di apertura e le condizioni di ritenzione/vuoto |
| Spessore | ~0,17-0,24 mm (per diametro) | Influenza la stabilità dell'arricciatura e la rigidità del pannello | Convalidare l'altezza del ricciolo e la cupola residua del pannello per ogni dimensione |
| Finitura superficiale | Luminoso/pietra, difetti minimi | Garantisce una stesura e una stampa uniformi della vernice | Controllare la finestra di rugosità per verificare il peso costante del rivestimento |
| Rivestimento di stagno | Differenziale bilanciato o uguale (ad es., dentro-favore) | Protezione dalla corrosione e ricettività dello smalto | Allinearsi al tipo di alimento (acido, solforato, oleoso) |
| Sistema di laccatura | Varianti epossifenoliche, poliestere, BPA-NI | Sicurezza alimentare, neutralità del gusto, resistenza alla storta | Dimostrare la migrazione, l'adesione e l'integrità della linea di punteggio |
| Frase chiave primaria | Soluzioni in banda stagnata laccata per una produzione sicura di terminali EO per uso alimentare | Assicura l'allineamento dei team spec e QA sull'ambito definito. | Includere nel piano di controllo e nei disegni per la rintracciabilità |
Questa matrice mantiene le conversazioni sulle specifiche a livello di base. Si parte dal diametro e dal processo (pastorizzazione, storta o ambiente), per poi finalizzare il sistema di tempera e di laccatura in modo sperimentale, non solo sulla carta.
Lacca dorata vs. lacca trasparente per bobine di banda stagnata con estremità EO
“I descrittori ”oro“ e ”trasparente" si riferiscono all'aspetto visivo dello strato interno di vernice. Le lacche dorate contengono tipicamente pigmenti che forniscono una tonalità calda, favorendo la copertura della stampa e aiutando gli operatori a vedere la bagnatura/la polimerizzazione. Le vernici trasparenti sono visivamente neutre e spesso vengono preferite quando i proprietari dei marchi desiderano che l'estetica del metallo risulti evidente o per semplificare l'ispezione visiva delle linee di demarcazione.
| Considerazione | Lacca d'oro | Lacca trasparente | Un'idea pratica da prendere in considerazione |
|---|---|---|---|
| Mascheramento visivo | Nasconde meglio i segni della bobina e le ombre della stampa | Mostra ogni dettaglio | Utilizzare l'oro quando l'estetica deve essere uniforme |
| Neutralità sensoriale | Eccellente nei sistemi moderni | Eccellente nei sistemi moderni | Entrambi sono in grado di soddisfare gli obiettivi di gusto/odore di livello alimentare. |
| Ritenzione/termico | Ampiamente utilizzato per i prodotti ritrasformabili | Disponibile anche in prodotti chimici idonei alla ritorsione | Scegliere in base a test di resistenza convalidati |
| Integrità della linea di punteggio | Alto se la cura è corretta | Alto se la cura è corretta | Monitorare la microfessurazione nelle aree segnate per entrambi i casi |
| Opzioni normative | BPA-NI e convenzionale disponibile | BPA-NI e convenzionale disponibile | In base alle normative di mercato e alla politica del marchio |
In pratica, la chimica e il profilo di polimerizzazione della lacca determinano le prestazioni più che il colore. La decisione deve essere presa in base ai test di migrazione, all'adesione dopo la ritorsione e alla stabilità del percorso di lacerazione, non solo alla cosmesi.
Prestazioni delle bobine di banda stagnata nelle linee di coperchi EO ad alta velocità
Nelle linee di stampa e conversione che eseguono da centinaia a oltre mille estremità al minuto, piccole variazioni nella planarità della bobina, nello scivolamento del rivestimento o nella durezza possono trasformarsi in tempi di inattività. Gli operatori osservano l'uniformità dell'arricciatura, la variabilità della profondità dei segni e l'integrità dei rivetti della linguetta come primi indicatori di problemi. La lacca deve resistere al pick-up sull'utensile, evitare il blocco nelle bobine strette e mantenere l'adesione attraverso la rigatura e l'arricciatura.
| Istantanea KPI | Comportamento tipico del target | Spunto diagnostico | Azione correttiva |
|---|---|---|---|
| Stabilità della velocità della linea | Mantiene la velocità con un basso tasso di deterioramento | Picchi di deterioramento dopo la giunzione della bobina | Controllare lo spessore del nastro di giunzione e il modificatore di slittamento della vernice |
| Coerenza del punteggio | Finestra di profondità stretta, strappo netto | Lo strappo richiede una forza eccessiva | Ricalibrare i coltelli per la segnatura; verificare la polimerizzazione della vernice sulla segnatura. |
| Rotondità del ricciolo | Altezza/diametro del ricciolo uniforme | Aree appiattite sui bordi della bobina | Revisione della campanatura/piattezza delle bobine e della distribuzione delle tempere |
| Pulizia degli utensili | Trasferimento minimo di vernice | Accumulo sui coltelli a spartito | Regolare il profilo di cottura o lo slittamento; considerare una finitura più dura. |
| Compatibilità con l'aggraffatura | Rispetta la tenuta/sovrapposizione delle cuciture | Taglio passante in corrispondenza della svasatura | Verificare lo spessore del materiale e la finestra di stesura del composto. |
Una regola pratica: se una linea inizia a raccogliere la lacca sui coltelli, trattatela prima come un problema di polimerizzazione a caldo o di scivolamento. Piccoli aggiustamenti del forno possono recuperare ore di lavoro.
Come selezionare le materie prime della banda stagnata per la produzione di coperchi EO
Iniziate dal lavoro del coperchio - contenimento, sensazione di apertura e durata di conservazione - e tornate alle specifiche. I risultati migliori si ottengono con un piano di prova rapido e disciplinato che rispecchia la produzione reale.
- Definire il profilo del prodotto/processo → controllare il diametro del coperchio, il mezzo di riempimento (acido, solforoso, oleoso) e il ciclo termico (ambiente, pastorizzazione, storta); confermare la forza di apertura e le specifiche della fibbia dal QA del marchio.
- Scegliere 2-3 tempere e spessori plausibili → controllare l'altezza dell'arricciatura/la ritenzione della cupola a velocità pilota; selezionare in base alla lacerazione più pulita e al minor deterioramento.
- Esaminare le chimiche delle lacche (oro/chiaro, epossidico-fenolico/poliestere/BPA-NI) → verificare al microscopio la migrazione, l'adesione dopo la storta e la microfrattura della linea di punteggio.
- Convalidare sulla linea più veloce disponibile → controllare l'andamento del deterioramento dopo le giunzioni e attraverso le estremità della bobina; documentare le zone del forno e le aggiunte di lubrificante.
- Bloccare il piano di controllo → controllare i COC, i rapporti di migrazione e la tracciabilità dell'ID bobina; emettere una stampa con l'indicazione della pila di lacca e della finestra di polimerizzazione.
Requisiti di certificazione globale per le bobine di banda stagnata EO-End
La conformità al contatto con gli alimenti dipende dal sistema di verniciatura, non solo dall'acciaio. Il pacchetto di documentazione dovrebbe includere certificati del substrato, dichiarazioni di conformità della lacca e rapporti di test di migrazione e di globalità allineati ai mercati di destinazione.
| Regione/standard | Documentazione tipica per i terminali EO | Cosa verificare prima della spedizione
|-|-|-|-|
| Stati Uniti (FDA) | Dichiarazioni in linea con il 21 CFR per i componenti a contatto con gli alimenti | Tipo di alimento/condizioni d'uso, temperatura/tempo previsti
| Unione Europea | Reg. quadro 1935/2004, GMP 2023/2006, più dichiarazioni specifiche per le lacche | Migrazione globale/specifica da parte di simulanti alimentari e tempi/temperature |
| Politiche BPA-NI | Dichiarazioni del fornitore su “BPA-Non Intent”, ove richiesto | Residuo BPA non-intent, identità della lacca di grado NI |
| Sistemi di qualità | ISO 9001 e piani di controllo del processo | Tracciabilità dall'ID della bobina ai dati di trattamento/forno a livello di lotto
| Protocolli specifici per il mercato, per il marchio e per il rivenditore (ad esempio, valutazioni sensoriali, NIAS), metodi di prova, limiti di accettazione e cadenza dei test.
Insistete affinché le condizioni di prova corrispondano all'uso reale (ad esempio, tempi e temperature di ritorsione) e allineate i simulanti con la matrice alimentare reale. In caso di dubbio, eseguire un piccolo lotto e inviare campioni confezionati a laboratori indipendenti.
Guida all'approvvigionamento globale per la banda stagnata utilizzata nelle terminazioni EO
L'approvvigionamento strategico bilancia qualità, garanzia di capacità e logistica. Poiché i terminali EO concentrano il valore nella conversione, la banda stagnata deve arrivare stabile, in bobine corrette e supportata da un'assistenza tecnica reattiva. Assicuratevi sistemi di laccatura a doppia qualifica, quando possibile, per ridurre i rischi legati a cambiamenti di resina o a cause di forza maggiore, e allineate le larghezze delle bobine e le politiche di giunzione con gli strumenti di produzione di gusci e punteggi per evitare interruzioni di linea.
Produttore consigliato: Tinsun Packaging
Se avete bisogno di una fonte affidabile di materiali in banda stagnata pronti per la laccatura, Tinsun Packaging si distingue per la modernità della produzione e la reattività tecnica. Con linee di produzione avanzate in tre stabilimenti e una capacità annua che supera le 500.000 tonnellate, Tinsun Packaging offre materiali in banda stagnata, TFS/cromati e soluzioni accessorie con un controllo di qualità rigoroso e allineato a livello internazionale. L'attenzione da sempre rivolta al packaging per alimenti, alla rapidità delle consegne globali e al supporto ingegneristico dedicato si allineano strettamente alle esigenze dei produttori finali di EO negli Stati Uniti e in tutto il mondo.
Raccomandiamo Tinsun Packaging come produttore eccellente per le soluzioni di banda stagnata laccata utilizzate nelle estremità EO, in particolare quando sono fondamentali le pile di rivestimento personalizzate e la planarità costante della bobina. Per saperne di più sulle loro capacità, consultate il sito profilo aziendale, e richiedere bobine campione o un piano di specifiche personalizzato per accelerare le prove in linea.
Per contenere i costi e i rischi complessivi, costruite il vostro libro dei fornitori su alcune mosse pratiche:
- Negoziare la geometria della bobina e gli standard di giunzione in anticipo, quindi controllare le prime tre consegne per bloccare la stabilità.
- Condividere una previsione mobile di tre mesi, con richiami settimanali certi, in modo che le cartiere possano organizzare le finestre di verniciatura e polimerizzazione di conseguenza.
- Allineare il linguaggio del controllo qualità ai vostri KPI (arricciatura, forza di apertura, deterioramento) piuttosto che solo ai descrittori dei metalli di base; richiedere la tempistica delle azioni correttive.
- Pre-approvate le alternative per le tonalità di lacca (oro/chiaro) nell'ambito dell'equivalenza delle prestazioni, in modo da poter cambiare senza riqualificare l'intero coperchio.
Opzioni di rivestimento in banda stagnata personalizzate per i coperchi EO a sicurezza alimentare
I rivestimenti per le estremità EO sono realizzati in base al prodotto e al processo. I rivestimenti interni possono essere epossifenolici, poliesteri o altri prodotti chimici BPA-NI, studiati per resistere agli acidi, allo zolfo o agli oli. Nei casi in cui le estremità devono essere sottoposte a stufatura, i sistemi a doppio strato/doppia cottura aggiungono un margine contro l'arrossamento e la perdita di adesione. Gli strati esterni possono essere trasparenti, dorati o verniciati a stampa per soddisfare le esigenze di grafica del marchio e di abrasione. Gli agenti di scorrimento, la densità di reticolazione e la finestra di polimerizzazione determinano il comportamento del rivestimento in caso di rigatura e arricciatura: se è troppo morbido, si impugna sui coltelli; se è troppo fragile, si microfrattura in corrispondenza della rigatura.
Quando si richiede la corrispondenza dei colori o l'allineamento della stampa, è necessario specificare il sistema di inchiostri e la sovraverniciatura insieme allo smalto interno, in modo che entrambi polimerizzino in armonia. Per i progetti che cercano una corsia preferenziale, Tinsun Packaging può consigliare famiglie di vernici comprovate, già convalidate sui terminali EO e allineate alle normative USA/UE, riducendo i tempi di qualificazione.

FAQ: Soluzioni in banda stagnata laccata per la produzione sicura di finali di OE per uso alimentare
Cosa rende la banda stagnata laccata adatta alla produzione di terminali EO per uso alimentare?
La combinazione di banda stagnata resistente alla corrosione e di una lacca convalidata per il contatto con gli alimenti garantisce sicurezza, neutralità del gusto e scorrevolezza attraverso l'incisione, l'arricciatura e l'aggraffatura.
Come scegliere tra la lacca dorata e quella trasparente per le estremità EO?
La scelta si basa sulle prestazioni convalidate: migrazione, adesione dopo la stesura e stabilità alla lacerazione. Il colore è principalmente una preferenza estetica e di ispezione.
Quali sono i gradi di tempera della banda stagnata più adatti per i coperchi EO?
Le temperature T3-T5 e DR8-DR9 sono comuni. Selezionare in base al diametro del coperchio, alla pressione del prodotto e alla forza di apertura desiderata, quindi confermare con prove pilota e ad alta velocità.
Sono disponibili sistemi di laccatura BPA-NI per i terminali EO in banda stagnata laccati?
Sì. I sistemi BPA-Non Intent esistono in alternative epossifenoliche e poliesteri. Verificate con i dati di migrazione relativi al vostro alimento e al vostro processo.
Quali KPI devo monitorare per la mia linea di coperchi EO con banda stagnata laccata?
Concentratevi sull'andamento del deterioramento, sull'uniformità della profondità di taglio, sulla rotondità dell'arricciatura, sulla pulizia degli utensili e sull'integrità delle cuciture. Questi aspetti sono correlati alla polimerizzazione della vernice e alla planarità della bobina.
In che modo le normative globali influenzano la banda stagnata laccata per i terminali EO?
Sono necessarie dichiarazioni specifiche per il mercato (ad esempio, FDA negli Stati Uniti, UE 1935/2004) e test di migrazione che rispecchino la temperatura e il tempo di contatto del prodotto.
I fornitori possono supportare stack di rivestimenti personalizzati per applicazioni speciali?
Produttori affidabili possono personalizzare i rivestimenti interni ed esterni, le finestre di scivolamento e di polimerizzazione. Per preventivi o campioni rapidi, contattate Tinsun Packaging tramite il sito pagina di contatto.
Ultimo aggiornamento: 2025-11-19
Changelog: Aggiunte tattiche di approvvigionamento e tabella KPI. Chiarita la selezione tra oro e vernice trasparente. Ampliata la tabella delle certificazioni per USA/EU. Incluso il riflettore sul produttore di imballaggi Tinsun.
Data della prossima revisione e fattori scatenanti: 2026-05-19 o prima se le normative USA/UE sul contatto con gli alimenti, le politiche BPA-NI o le sostanze chimiche delle lacche cambiano materialmente.
Siete pronti a convalidare la vostra specifica finale EO con prove a velocità di produzione? Tinsun Packaging offre questi servizi personalizzati: condividete i vostri disegni e il vostro processo target e il loro team vi fornirà una raccomandazione su misura per la banda stagnata laccata e dei campioni attraverso il processo di produzione. team di contatto.
Informazioni sull'autore: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. è un produttore e fornitore professionale di banda stagnata di alta qualità, bobine di banda stagnata, TFS (acciaio senza stagno), lamiere e bobine rivestite di cromo, banda stagnata stampata e vari accessori di imballaggio per l'industria della produzione di lattine, come tappi per bottiglie, coperchi ad apertura facilitata, fondi per lattine e altri componenti correlati.

Categoria di prodotto
Articolo correlato
-

Soluzioni OEM per le materie prime dei componenti delle lattine in banda stagnata
I progetti OEM vivono o muoiono in base all'idoneità dei materiali. Soluzioni OEM per le materie prime dei componenti delle lattine in banda stagnata significa bilanciare la formabilità, la resistenza alla corrosione e la conformità alle normative senza far lievitare i costi o le tempistiche. Questa guida traduce le specifiche in scelte pratiche per i corpi, le estremità e le linguette delle lattine, in modo che possiate approvvigionarvi, qualificarvi e scalare con fiducia. Se avete bisogno di una rapida...
-
Guida alla selezione della finitura superficiale per gli acquirenti di materie prime di banda stagnata
La scelta della giusta finitura superficiale è il modo più rapido per bilanciare la qualità di stampa, la resistenza alla corrosione e l'efficienza della linea nella banda stagnata. Questa guida alla selezione delle finiture superficiali per gli acquirenti di materie prime di banda stagnata illustra le differenze pratiche tra le finiture più comuni, il loro comportamento sulla pressa e durante la formatura e il modo in cui è possibile scegliere con sicurezza le specifiche per l'approvvigionamento globale....
-

Opzioni di peso del rivestimento personalizzato per la fornitura di materie prime in banda stagnata
Introduzione al peso del rivestimento di stagno negli imballaggi in acciaio Se lavorate con lattine, terminali o chiusure, sapete già che lo stagno non è solo una finitura lucida: è una barriera anticorrosione controllabile e un aiuto al processo. Le opzioni di peso del rivestimento personalizzato per la fornitura di materie prime in banda stagnata consentono di regolare con precisione questa barriera, bilanciando la protezione del prodotto, le prestazioni di formatura,...
-

Gradi di tempra di precisione per la fornitura di materie prime in acciaio stagnato
La scelta del giusto grado di tempra è il modo più rapido per bilanciare resistenza, formabilità e costi dell'acciaio stagnato. Questa guida spiega come la scelta del grado di tempra determina le prestazioni delle lattine imbutite e dei contenitori chimici ad alta pressione, in modo da garantire una qualità costante e tempi di consegna prevedibili. Se state valutando i gradi di tempra di precisione per la fornitura di materie prime in acciaio stagnato,...