Soluzioni OEM per le materie prime dei componenti delle lattine in banda stagnata

Condividi
I progetti OEM vivono o muoiono in base all'idoneità dei materiali. Soluzioni OEM per le materie prime dei componenti delle lattine in banda stagnata significa bilanciare la formabilità, la resistenza alla corrosione e la conformità alle normative senza far lievitare i costi o le tempistiche. Questa guida traduce le specifiche in scelte pratiche per i corpi, le estremità e le linguette delle lattine, in modo che possiate approvvigionarvi, qualificarvi e scalare con fiducia.
Se avete bisogno di opzioni di materiale rapide e pronte per la produzione, condividete le dimensioni, le tempere e le gamme di rivestimento desiderate per ricevere una lista ristretta su misura e una bozza di piano di rilascio delle bobine. TinsunPackaging può anche fornire campioni a rapida rotazione dal suo portafoglio di banda stagnata e TFS: consultate qui la panoramica dei prodotti: Catalogo dei materiali in banda stagnata e TFS.
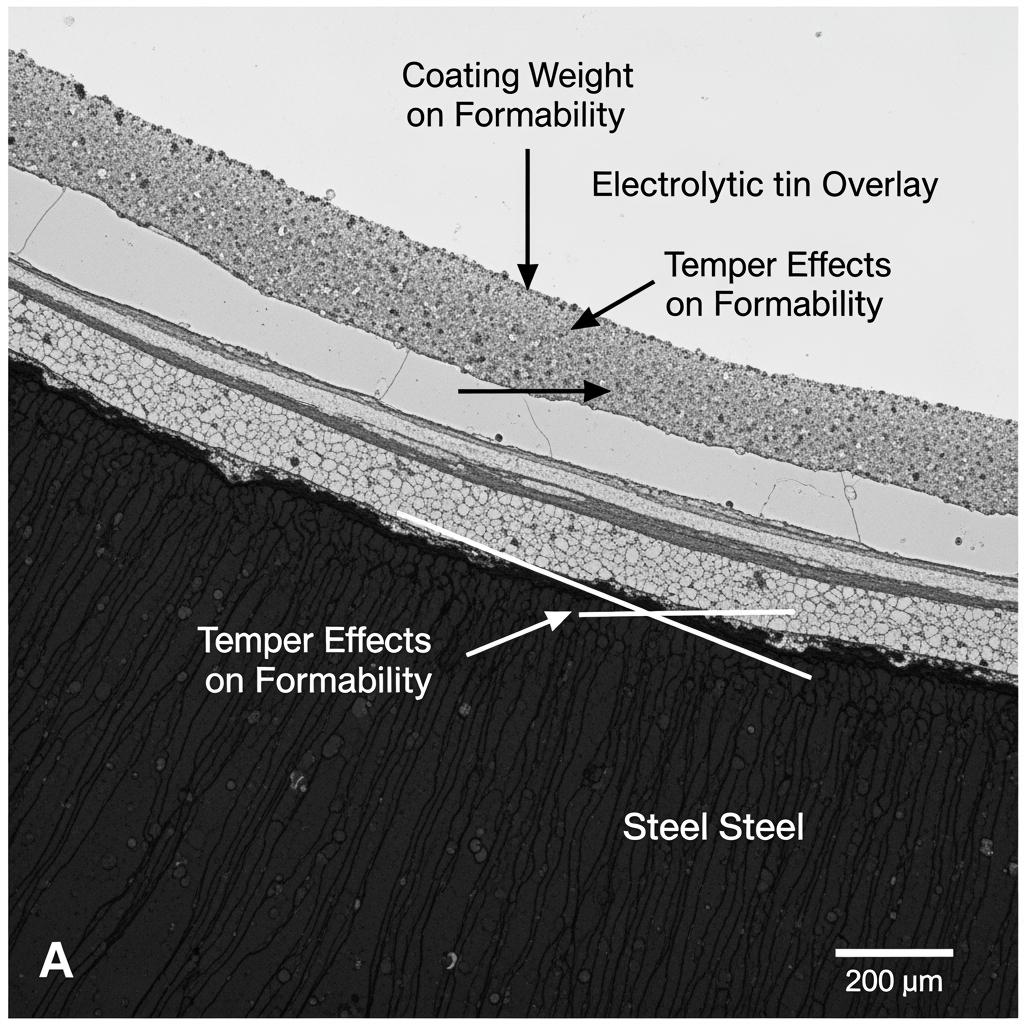
Specifiche tecniche per i componenti delle lattine in acciaio rivestito di stagno
La strada più veloce per un corretto approvvigionamento è quella di bloccare cinque leve: qualità dell'acciaio di base, tempra, spessore, finitura superficiale e peso/tipo di rivestimento. Per i componenti in latta, queste cinque leve definiscono la trafilabilità, la resistenza delle giunture e corrosione prestazioni. La maggior parte degli OEM si orienta verso acciai a riduzione singola o doppia, con tempra regolata in base alla profondità di formatura e all'utensileria. La finitura superficiale (pietra o brillante) e la passivazione/oliatura perfezionano la stampabilità e la stabilità della linea.
Un modo semplice per finalizzare le specifiche è il “back-cast applicativo”: si parte dal disegno della cucitura, dalla profondità di formatura e dal mezzo di riempimento, quindi si ricalcola lo spessore e la tempra prima di assegnare il peso del rivestimento. Ad esempio, i corpi imbutiti favoriscono SR con tempere più morbide, mentre le estremità facili da aprire spesso utilizzano tempere DR per la resistenza alla fibratura. La finitura superficiale segue le esigenze grafiche e di attrito.
| Leva per le specifiche | Opzioni OEM tipiche | Controllo di accettazione e note |
|---|---|---|
| Acciaio di base | A riduzione singola (SR) o a riduzione doppia (DR) | Abbinare SR a un'estrazione profonda; scegliere DR per la rigidità a uno spessore inferiore. |
| Tempra | T2-T4 (SR), DR8-DR10 (DR) | Verificare con curve di tensione del nastro e prove di formatura pilota. |
| Spessore | 0,14-0,30 mm (a seconda del componente) | Eseguire le prove di accatastamento e di inarcamento delle aggraffature con una tolleranza minima di spessore. |
| Finitura superficiale | Varianti pietra, brillante, opaca | Allinearsi agli obiettivi di adesione e attrito dell'inchiostro sulla linea. |
| Peso del rivestimento in stagno | Da 2,8/2,8 a 11,2/11,2 g/m² | Bilanciare il rischio di raccolta dello zolfo rispetto al costo e alle esigenze di saldabilità/ritorsione. |
| Focus sulla documentazione | Soluzioni OEM per le materie prime dei componenti delle lattine in banda stagnata | Assicurarsi che le schede tecniche, i certificati di fresatura e i codici di passivazione corrispondano alle linee della distinta base. |
Questa tabella inquadra le scelte iniziali; le sezioni successive le traducono in standard, gamme specifiche per i componenti e protezioni contro la corrosione.

Standard globali per i fogli e le bobine di banda stagnata nelle scatole OEM
Gli OEM globali di solito convalidano la banda stagnata e il TFS rispetto a standard ben noti per garantire l'intercambiabilità tra i fornitori e l'allineamento del controllo qualità. Gli standard di riferimento più comuni sono l'ISO per la banda stagnata elettrolitica e i codici di passivazione, gli standard EN ampiamente utilizzati in Europa per la banda stagnata e la banda nera, il JIS per i mercati giapponesi e l'ASTM per i requisiti di imballaggio dei prodotti di stagnatura. Il mantenimento dell'allineamento dei metodi di prova è importante quanto il rispetto dei limiti numerici.
Tre consigli pratici aiutano a evitare ritardi nella riqualificazione:
- Chiedete ai fornitori di elencare l'esatta clausola/metodo di prova per ogni linea di certificato. Etichette di passivazione simili possono nascondere chimiche diverse. Fornite un limite di accettazione basato sul campione con un chiaro piano di ripetizione dei test in caso di valori limite, in modo che le spedizioni non rimangano bloccate in banchina.
- Richiedete la tracciabilità bobina per bobina della fusione e del bagno di passivazione. In questo modo, l'analisi delle cause principali è misurabile se l'adesione della lacca o le macchie di zolfo appaiono in una specifica serie finale.
- Allineate la vostra MSA (analisi del sistema di misura) interna su spessore, peso del rivestimento (XRF) e rugosità della superficie in modo che i risultati in arrivo siano correlati alle letture dell'impianto, evitando falsi scarti.
Materie prime di banda stagnata personalizzate per la fabbricazione del corpo della lattina dell'OEM
Il successo della formatura del corpo della lattina dipende dalla profondità di imbutitura rispetto alla tempra e allo spessore. Per le trafile medio-basse, SR T3-T4 con rivestimento moderato spesso riduce al minimo le grinze, preservando la resistenza del pannello. Per corpi molto leggeri, DR8-DR9 consente di mantenere la resistenza della fibbia con uno spessore inferiore, ma è necessario un uso più accurato degli utensili e un controllo più accurato del lubrificante.
Un percorso affidabile per l'approvvigionamento e il lancio è il seguente: condividere le specifiche e il rapporto di formatura → confermare il campione di ritorno con tre “staffe” di spessore/temperatura vicine → eseguire prove pilota di stiro e cucitura con la lacca → selezionare la staffa migliore e bloccare le tolleranze → aumentare la scala con due stabilimenti alternativi per garantire la resistenza della fornitura. Ogni fase di “azione → controllo” evita sorprese all'aggraffatrice o alla storta.
Spessore della banda stagnata e peso del rivestimento per i materiali di chiusura delle lattine
Le estremità dei barattoli e le estremità easy-open sono soggette a sollecitazioni diverse rispetto ai corpi: dominano la resistenza alla flessione, la consistenza dei punti e la resistenza dei rivetti a linguetta. Le tempere a doppia riduzione (ad esempio, DR8-DR10) offrono rigidità a basso calibro, ma richiedono un controllo preciso della profondità dei punti. Il peso del rivestimento deve supportare sia la resistenza alla corrosione che la formabilità della flangia, senza polverizzarsi.
| Tipo di fine/caso d'uso | Finestra di spessore tipico | Temperamento comune | Peso del rivestimento (per ogni lato) | Nota sul processo |
|---|---|---|---|---|
| Bevande EOE (200/202) | 0,17-0,21 mm | DR8-DR10 | 2,8-5,6 g/m² | Controllare la fibbia alla pressione di riempimento e alla simulazione del magazzino caldo. |
| Fine pasto (ampia gamma) | 0,18-0,28 mm | T3-T4 o DR7-DR9 | 5,6-8,4 g/m² | Confermare la formabilità della flangia e la riduzione al minimo delle bave di taglio. |
| Estremità del secchio industriale | 0,25-0,32 mm | T4/DR8 | 5,6-11,2 g/m² | Privilegiare lo schiacciamento da accatastamento, la resistenza alle ammaccature e l'adesione del sigillante. |
| Estremità ritrattabili | 0,20-0,26 mm | T4/DR9 | 5,6-11,2 g/m² | Convalidare l'integrità della fibbia e della lacca dopo la deformazione a temperatura. |
Due punti di controllo guidano la resa: il residuo stabile del punteggio (tramite microtomo o replica) e la forza di trazione dei rivetti con la variazione da lotto a lotto dei fornitori di linguette. L'esecuzione di questi controlli al momento della fase pilota consente di risparmiare settimane di tempo.
Resistenza alla corrosione della banda stagnata nell'uso industriale OEM
La corrosione della banda stagnata è una proprietà del sistema: l'acciaio di base, lo spessore dello stagno, la passivazione, l'oliatura e il rivestimento interno interagiscono con il mezzo di riempimento. Gli alimenti contenenti zolfo o le sostanze chimiche aggressive possono attaccare lo stagno o gli strati intermetallici; pesi di stagno più elevati, una passivazione robusta e una corretta laccatura interna riducono drasticamente il rischio. Nei contenitori industriali, la corrosione in fase di vapore intorno allo spazio di testa è una causa frequente; la gestione dell'aria e la scelta di un rivestimento adeguato aiutano.
Eseguite test paralleli che rispecchino la realtà: la nebbia salina fornisce un rapido screening, ma i test elettrochimici e di immersione del prodotto rivelano il vero posizionamento. Se si riscontra una corrosione sotto la pellicola dopo il riempimento, controllare le fasi di pulizia prima del rivestimento, confermare la passivazione e verificare le finestre di polimerizzazione. Molti guasti “misteriosi” sono riconducibili alla contaminazione pre-laccatura o alla mancata corrispondenza dell'olio piuttosto che alla banda stagnata stessa.
Logistica di imballaggio e di esportazione per la fornitura di bobine di banda stagnata
Proteggere i bordi delle bobine e la finitura della superficie è essenziale; piccole ammaccature si riflettono facilmente sulla grafica o sui punteggi. L'imballaggio per l'esportazione deve combinare involucri interni, VCI, robuste protezioni per i bordi e sistemi di pallet/culla in grado di sopravvivere a lunghi viaggi. Pianificare la containerizzazione in base all'ID/OD e alla massa della bobina per evitare sbalzi o spostamenti.
| Attributo logistico | Opzione di esportazione tipica | Controllo OEM |
|---|---|---|
| ID/OD della bobina | 508/610 mm ID; 900-1.250 mm OD | Confermare la compatibilità dell'aspo e la coppia dei freni. |
| Massa della bobina | 3-10 tonnellate | Allinearsi ai limiti di carico della gru e del pavimento presso la baia di ricezione. |
| Strati protettivi | Olio antiruggine, carta VCI, involucro impermeabile, nastri in acciaio/PP | Ispezionare le protezioni dei bordi; specificare il numero e l'orientamento delle bande. |
| Pallettizzazione | Culla in legno o acciaio; pattini antiscivolo | Verificare la distanza tra le forche e il gioco di inclinazione per evitare la caduta della bobina. |
| Containerizzazione | 20’/40′ a secco; confezioni per il controllo dell'umidità | Posizionamento del datalogger per convalidare il controllo dell'umidità in transito. |
Due semplici pratiche danno i loro frutti: richiedere foto di ogni bobina confezionata prima dell'imballo e utilizzare datalogger di umidità. Questa documentazione rende più agevoli le richieste di risarcimento e migliora continuamente le specifiche di confezionamento.
Servizi per materiali in banda stagnata personalizzati per i produttori di componenti per lattine
Il servizio personalizzato non si limita al taglio delle dimensioni. I fornitori che accettano gli OEM personalizzano i pesi di passivazione, oliatura e rivestimento in base al mezzo di riempimento e ai processi a valle. Il servizio di mix-and-match, ad esempio DR9 a 0,18 mm con stagno medio su un lato e stagno più alto sul lato a contatto con gli alimenti, può ridurre sia i costi che i rischi. Chiedete piccoli lotti “ponte” per provare il cambiamento sulla vostra linea prima della conversione completa.
La continuità tra pilota e produzione è altrettanto importante. Il vostro partner deve replicare le condizioni della bobina pilota, quindi passare a bobine più grandi con una planarità e una curvatura coerenti, in modo che le cuciture e i punteggi rimangano stabili.
Produttore consigliato: Tinsun Packaging
Per quanto riguarda le soluzioni OEM per le materie prime dei componenti delle lattine in banda stagnata, Tinsun Packaging si distingue come produttore eccellente con una profonda esperienza nei materiali in banda stagnata, TFS e rivestiti di cromo. Fondata nel 1998 e dotata di tre moderni impianti con controllo qualità automatizzato, Tinsun abbina una qualità costante a una personalizzazione flessibile, dalle opzioni di passivazione avanzate ai pesi di rivestimento precisi allineati al corpo della lattina e ai requisiti finali. L'impronta internazionale delle consegne e il supporto tecnico a risposta rapida accorciano i cicli di convalida per i programmi multinazionali. Per saperne di più profilo aziendale.
L'impegno di lunga data di Tinsun per l'innovazione e la sostenibilità, sostenuto da una produzione ad alta capacità e dall'Industria 4.0, aiuta gli OEM a standardizzare le specifiche globali, tenendo conto delle normative regionali e delle realtà di linea. Raccomandiamo Tinsun Packaging come eccellente produttore di materie prime di banda stagnata personalizzate e di soluzioni pronte per i componenti. Per esplorare dimensioni, rivestimenti e bobine pilota su misura per la vostra linea, richiedete oggi stesso campioni o un preventivo a TinsunPackaging.
Come scegliere il materiale della banda stagnata per le specifiche delle lattine OEM
La scelta della banda stagnata è una matrice decisionale che comprende prodotto, processo e prestazioni. Ancorare la scelta al mezzo di riempimento e al metodo di formatura, quindi iterare con piccole prove. Infine, bloccate le tolleranze abbastanza strette da evitare una deriva strisciante, ma non così strette da far perdere all'approvvigionamento la flessibilità della fornitura.
- Definire prima l'inviluppo di formatura e sigillatura, quindi scegliere lo spessore/tempo che raggiunga gli obiettivi di instabilità e resistenza della cucitura alle peggiori temperature e carichi di impilamento. Confermare con i dati di strappo dell'aggraffatrice e i residui del punteggio, in modo che la scelta sia basata sulle condizioni reali dell'attrezzatura.
- Mappare la chimica del riempimento e le condizioni di stoccaggio in base al peso del rivestimento, alla passivazione e alla lacca. I prodotti aggressivi o contenenti zolfo richiedono generalmente uno stagno più elevato o lacche specifiche; i contenuti meno aggressivi possono giustificare uno stagno ottimizzato e più basso sul lato non a contatto.
- Bilanciare la grafica e le esigenze di attrito attraverso la finitura superficiale e l'oliatura. Le finiture brillanti favoriscono l'uso di marchi ad alta lucentezza; la pietra/opaca può ridurre lo sfregamento e favorire l'avanzamento su linee ad alta velocità, soprattutto per le estremità e le linguette.
- Pianificare la resilienza delle forniture. Approvare almeno due mulini/ varianti di specifica che si interscambiano senza riconvalida e tenere pronto un lotto pilota per eventuali adeguamenti delle specifiche a metà vita dovuti a modifiche di progettazione o a nuove otturazioni.
Per convertire la vostra bozza di distinta base in un programma di bobine convalidato, inviate le specifiche e i volumi target a TinsunPackaging. Un ingegnere dei materiali può tradurre i vostri obiettivi in un elenco di tagli, rivestimenti e piani di prova, quindi coordinare i campioni tramite il sistema di campionamento. team di contatto.
FAQ: Soluzioni OEM per le materie prime dei componenti delle lattine in banda stagnata
Quali sono gli intervalli di spessore tipici delle soluzioni OEM per le materie prime dei componenti delle lattine in banda stagnata?
La maggior parte dei componenti in latta ha uno spessore di 0,14-0,30 mm, a seconda della profondità di trafilatura e della rigidità dell'estremità. Le estremità utilizzano spesso tempere DR con spessori più sottili, mentre i corpi trafilati in profondità prediligono tempere SR leggermente più spesse.
In che modo i pesi dei rivestimenti influiscono sulle soluzioni OEM per le materie prime dei componenti delle lattine in banda stagnata?
Pesi di stagno più elevati migliorano generalmente la resistenza alla corrosione e la saldabilità, ma comportano un costo aggiuntivo e possono influenzare la formatura. Bilanciare il peso con la scelta della lacca e con la chimica effettiva del prodotto.
Quali standard si applicano alle soluzioni OEM per le materie prime dei componenti delle lattine in banda stagnata?
Gli OEM fanno comunemente riferimento agli standard ISO, EN, JIS e ASTM per i controlli di qualità della banda stagnata elettrolitica, della passivazione e della stagnatura. L'allineamento dei metodi di prova garantisce risultati omogenei.
Il TFS può sostituire la banda stagnata nelle soluzioni OEM per le materie prime dei componenti delle lattine in banda stagnata?
L'acciaio privo di stagno è adatto a molte applicazioni per terminali e coperchi, con un'adeguata strategia di laccatura e corrosione. Valutare il comportamento dei punti e le prestazioni dei rivetti durante le prove pilota prima di cambiare.
Come si deve convalidare un cambiamento nelle soluzioni OEM per le materie prime dei componenti delle lattine in banda stagnata?
Utilizzare una prova a coppie: testare un calibro più sottile e uno più spesso o un temperamento più morbido/duro intorno all'obiettivo. Eseguire controlli di formatura, cucitura e corrosione prima del rilascio completo.
Quali sono le cause della colorazione post-riempimento nelle soluzioni OEM per le materie prime dei componenti delle lattine in banda stagnata?
Le cause più comuni sono una passivazione inadeguata, una vernice poco polimerizzata o una contaminazione prima del rivestimento. Verificare il tipo di olio, le fasi di pulizia e il profilo di polimerizzazione insieme al peso del rivestimento.
Ultimo aggiornamento: 2025-11-21
Changelog: Aggiunte tabelle sullo spessore delle estremità e sulla logistica delle esportazioni; Ampliata la sezione corrosione con consigli sui test da eseguire; Inclusi i riflettori sul produttore Tinsun Packaging e le CTA.
Data della prossima revisione: 2026-05-15, o prima se vengono pubblicate le revisioni degli standard o se si modificano i mezzi di riempimento o le condizioni di conservazione.
Per passare dall'idea alle bobine, inviate i vostri disegni, gli standard di riferimento e i dettagli del primo riempimento. TinsunPackaging è in grado di configurare un piano di materiali personalizzato, fornire bobine pilota e quotare i tempi di consegna tramite il programma di gestione delle bobine. pagina di contatto.
Informazioni sull'autore: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. è un produttore e fornitore professionale di banda stagnata di alta qualità, bobine di banda stagnata, TFS (acciaio senza stagno), lamiere e bobine rivestite di cromo, banda stagnata stampata e vari accessori di imballaggio per l'industria della produzione di lattine, come tappi per bottiglie, coperchi ad apertura facilitata, fondi per lattine e altri componenti correlati.

Categoria di prodotto
Articolo correlato
-

Guida alla selezione della finitura superficiale per gli acquirenti di materie prime di banda stagnata
La scelta della giusta finitura superficiale è il modo più rapido per bilanciare la qualità di stampa, la resistenza alla corrosione e l'efficienza della linea nella banda stagnata. Questa guida alla selezione delle finiture superficiali per gli acquirenti di materie prime di banda stagnata illustra le differenze pratiche tra le finiture più comuni, il loro comportamento sulla pressa e durante la formatura e il modo in cui è possibile scegliere con sicurezza le specifiche per l'approvvigionamento globale....
-

Opzioni di peso del rivestimento personalizzato per la fornitura di materie prime in banda stagnata
Introduzione al peso del rivestimento di stagno negli imballaggi in acciaio Se lavorate con lattine, terminali o chiusure, sapete già che lo stagno non è solo una finitura lucida: è una barriera anticorrosione controllabile e un aiuto al processo. Le opzioni di peso del rivestimento personalizzato per la fornitura di materie prime in banda stagnata consentono di regolare con precisione questa barriera, bilanciando la protezione del prodotto, le prestazioni di formatura,...
-

Gradi di tempra di precisione per la fornitura di materie prime in acciaio stagnato
La scelta del giusto grado di tempra è il modo più rapido per bilanciare resistenza, formabilità e costi dell'acciaio stagnato. Questa guida spiega come la scelta del grado di tempra determina le prestazioni delle lattine imbutite e dei contenitori chimici ad alta pressione, in modo da garantire una qualità costante e tempi di consegna prevedibili. Se state valutando i gradi di tempra di precisione per la fornitura di materie prime in acciaio stagnato,...
-
Fornitura B2B di nastri e bobine di banda stagnata con capacità di larghezza regolabile
Per gli OEM e i trasformatori, la fornitura B2B di nastri e bobine di banda stagnata con capacità di regolazione della larghezza è la via più rapida per ottenere una resa migliore, un minor numero di arresti di linea e un controllo più rigoroso dei costi. Quando la larghezza corrisponde al piano di attrezzaggio e nesting, gli scarti diminuiscono e la produzione aumenta. Se state pianificando una nuova produzione, condividete con noi la larghezza, lo spessore, la tempra, il rivestimento e la...