Soluções em aço estanhado OEM para fabricantes de contentores de metal

Partilhar
Se fabrica latas de metal em grande escala, o caminho mais rápido para uma qualidade estável e um custo total mais baixo é combinar especificações rigorosas com soluções fiáveis de aço de folha de Flandres OEM para fabricantes de recipientes de metal. Neste guia, encontrará as variáveis exactas a bloquear, os métodos de teste que interessam e as escolhas da cadeia de fornecimento que mantêm as linhas em funcionamento. Se já tem uma especificação alvo, partilhe-a agora e obtenha uma cotação personalizada e um plano de amostragem da Tinsun Packaging através da sua página de contacto para acelerar a sua próxima compra.
Folhas de folha de Flandres electrolíticas personalizadas para a produção de latas de aerossol
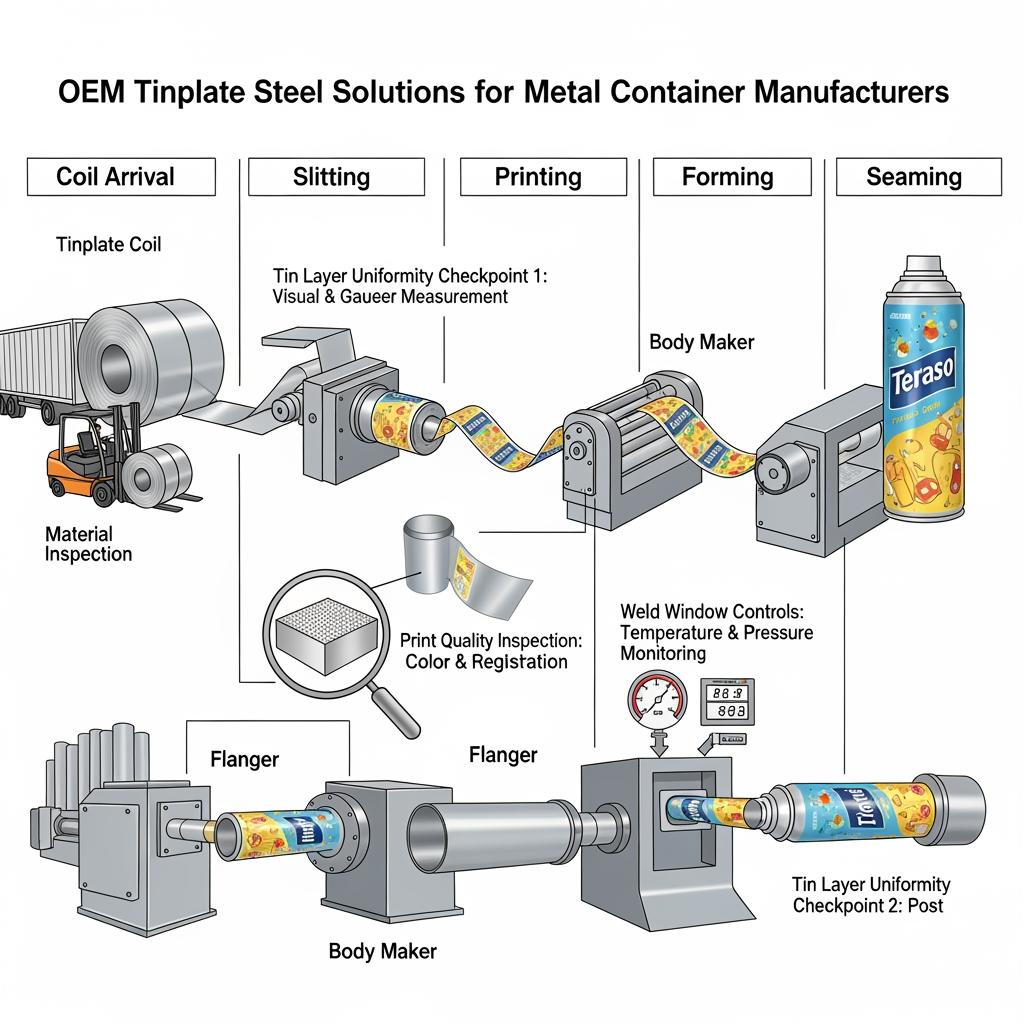
As latas de aerossol são bem sucedidas ou fracassam em termos de formabilidade de desenho profundo, soldabilidade limpa e compatibilidade com o verniz. Para corpos e cúpulas, a uniformidade da camada de estanho electrodepositado, a têmpera do aço e a passivação (frequentemente tratada com produtos químicos) determinam esses resultados. O stock típico de carroçarias de aerossóis utiliza têmperas de qualidade de desenho (por exemplo, T2-T4 ou DR8 para redução de peso), combinadas com acabamentos brilhantes ou em pedra para estabilidade da soldadura da costura. Para cúpulas e cones, dê prioridade ao alongamento e à espessura consistente em toda a bobina, da borda ao centro, porque o afinamento localizado aparece primeiro na parede do mandril durante a dobragem.
Comece por definir a geometria da lata, o rácio de tração e o tipo de costura e, em seguida, selecione a espessura da folha e a têmpera para atingir uma janela de formação segura. Especificar o peso do revestimento de estanho simetricamente (por exemplo, 2,8/2,8 ou 5,6/5,6 g/m² equivalente) quando os sistemas de verniz interior e exterior são semelhantes; considerar a assimetria se as exposições químicas forem diferentes. Adicione larguras precisas de fendas de bobinas, limites de curvatura e rebarbas, tipo e dose de óleo e classe de passivação para que a soldadura e a humidificação do verniz permaneçam previsíveis.
Especificações do aço revestido de estanho para recipientes metálicos destinados a géneros alimentícios
As latas que entram em contacto com os alimentos devem equilibrar a limpeza do metal, a aderência da laca e corrosão resistência através da retorta. Começar com uma temperatura de substrato suficiente para a integridade da costura dupla, mas suficientemente suave para evitar a formação de painéis. Definir a passivação, a lubrificação e o acabamento da superfície para uma aplicação consistente do revestimento. Indicar a família da laca (epóxi-fenólica, alternativas BPA-NI, etc.) e as condições de retorta para que o fornecedor possa recomendar passivação compatível e pesos de revestimento de estanho.
Ao redigir a sua especificação de compra, estabeleça limites “testáveis”: tolerância de espessura por localização, peso do revestimento (por lado), microdureza ou designação de têmpera, classificação da superfície, óleo residual e ausência de defeitos (buracos, riscos). Para alimentos ricos em proteínas ou recheios com enxofre (por exemplo, atum, alimentos para animais de estimação), combine uma massa de estanho adequada com o verniz correto para evitar manchas de sulfureto.
| Atributo | Opções típicas | Objetivo | Notas |
|---|---|---|---|
| Temperamento do substrato | T2-T4, DR7-DR9 | Formabilidade vs. rigidez | Corresponder para desenhar a profundidade e o risco dos painéis. |
| Espessura (mm) | 0.14-0.32 | Resistência e peso | Mapa para o tamanho da lata e carga de abuso. |
| Revestimento de estanho (g/m²/lado) | 2.8, 5.6, 8.4 | Tolerância à corrosão | Mais pesado para obturações/retortas agressivas. |
| Acabamento da superfície | Brilhante, Pedra, Mate | Soldabilidade, impressão | Escolha para as costuras e os grafismos. |
| Passivação | Classes químicas comuns | Aderência da laca | Deve corresponder à química do verniz. |
| Óleo | DOS/ATBC/outros | Riscos, ajuda à impressão | Especificar a dose e o tipo. |
Este instantâneo ajuda as equipas multifuncionais a alinharem-se numa “única fonte de verdade” para o desempenho da lata. Utilize-o como ponto de partida e, em seguida, teste com o seu perfil exato de verniz e retorta para finalizar os limites.
Normas globais para chapas metálicas revestidas com estanho em embalagens
Os compradores fazem referência a normas bem conhecidas para manter as especificações auditáveis além fronteiras. São normalmente citadas as normas europeias de aço de embalagem para folha de Flandres electrolítica, as normas americanas que regem a medição e o desempenho do peso do revestimento de estanho e as designações JIS do Japão que alinham a têmpera e a espessura com a utilização de embalagens. A chave não é apenas o código alfabético, mas a forma como traduz as suas cláusulas para o seu desenho interno e plano de qualidade.
Registe três coisas no seu contrato: a norma e a revisão que está a invocar; quaisquer desvios (por exemplo, tolerância de espessura mais apertada ou janelas de rugosidade específicas); e os testes de aceitação que irá realizar na receção de mercadorias. Por fim, documente os testes de retorta, costura e abrasão que ocorrem após o revestimento - estes nem sempre são abrangidos pelas normas centradas no aço, mas determinam o seu resultado no mundo real.
Espessura da folha de Flandres e opções de revestimento para aplicações personalizadas
O dimensionamento correto da espessura e da massa de estanho é a forma mais segura de equilibrar o custo com a durabilidade. As espessuras mais finas reduzem o peso da unidade, mas exigem uma têmpera mais elevada e um controlo mais rigoroso do processo; os revestimentos de estanho mais pesados proporcionam uma proteção de sacrifício, mas podem influenciar a entrada de calor na soldadura e a cura do verniz.
| Aplicação | Gama de espessuras (mm) | Revestimento de estanho (g/m²/lado) | Acabamento | Orientação | Nota especial |
|---|---|---|---|---|---|
| Corpos de aerossóis | 0.17-0.25 | 2.8-5.6 | Pedra/Brilhante | Dar prioridade à formabilidade e à janela de soldadura. | Incluir “OEM Tinplate Steel Solutions for Metal Container Manufacturers” nas notas internas do RFQ para alinhamento. |
| Latas redondas para alimentos | 0.16-0.28 | 2.8-8.4 | Brilhante/Matte | Corresponder ao pH de enchimento e à retorta. | Estanho mais pesado para alimentos com enxofre. |
| Linha geral (tinta/óleo) | 0.18-0.32 | 2.8-5.6 | Brilhante | Concentre-se na resistência aos riscos e ao empilhamento. | Considere temperamentos mais duros para empilhar. |
| Extremidades/tampas | 0.18-0.28 | 2.8-5.6 | Brilhante | Controlar a fivela, a pontuação e a ondulação. | Especificar a consistência da pontuação. |
Utilize esta tabela para pré-selecionar opções e, em seguida, confirme através de execuções-piloto nas suas ferramentas reais. Quando mudar de calibre, valide a espessura da costura, o enrugamento, a fivela e o empilhamento abusivo.
Ensaios de resistência à corrosão para produtos de aço revestidos com estanho
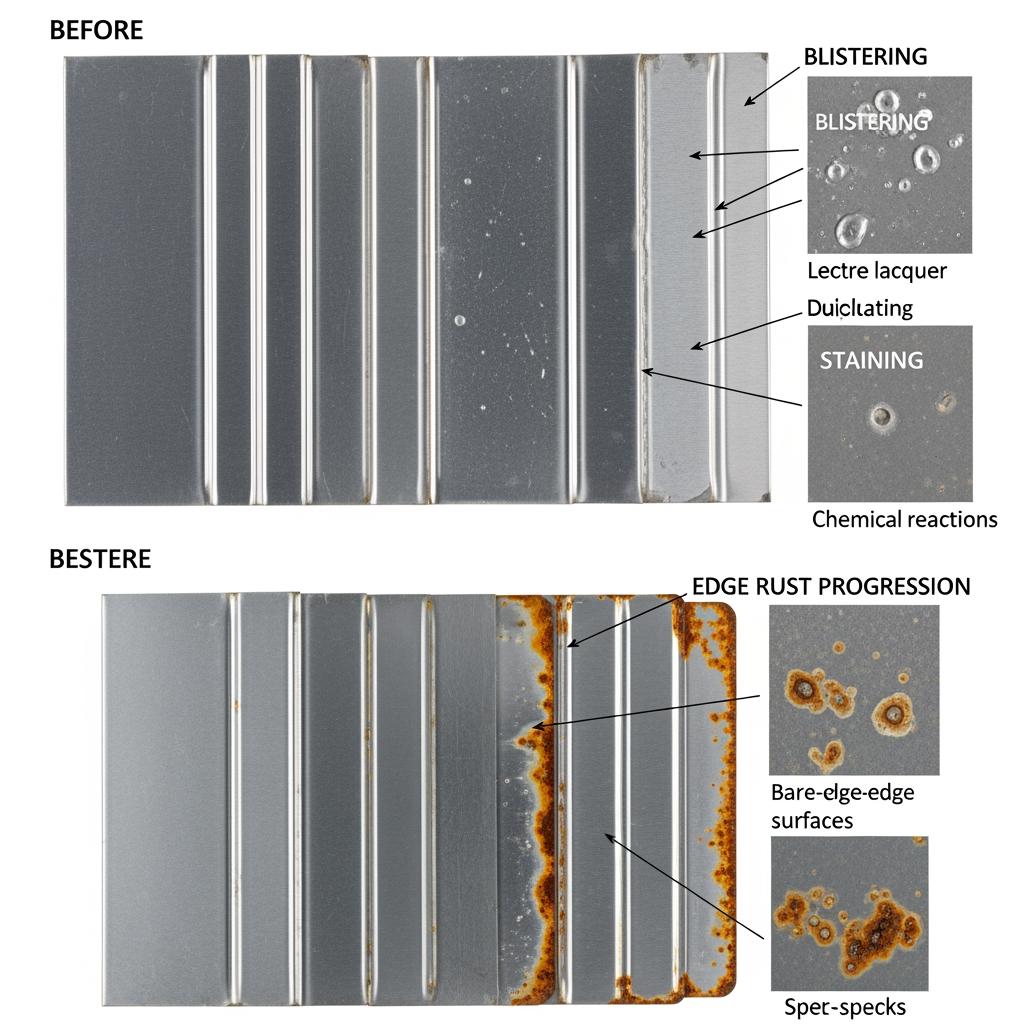
O desempenho da corrosão é uma propriedade do sistema: aço, camada de estanho, passivação, verniz e o produto embalado. Para reduzir o risco, combine testes de laboratório com serviço simulado. O spray salino fornece uma visão direcional, mas os testes de embalagem e a retorta são muito mais preditivos para latas de alimentos. No caso dos aerossóis, adicione um armário de humidade e testes de empilhamento de “anel de ferrugem” para avaliar as condições do armazém.
| Teste | Objetivo | Ecrã típico | Pista de aceitação prática |
|---|---|---|---|
| Exposição à névoa salina | Rastreio rápido da exposição a metais de base | 24-72 horas sem ferrugem vermelha no bordo de corte | Utilizar como termo de comparação; não especificar demasiado as horas absolutas. |
| Armário de humidade (por exemplo, 95% RH) | Risco de ferrugem em armazém/transporte | 48-168 horas sem manchas na face do painel | Concentre-se na classificação e propagação da mancha, e não apenas no tempo. |
| Embalagem de retorta com laca alvo | Validação em contacto com os alimentos | Tempo/temperatura correspondente ao seu processo | Sem bolhas; adesão ≥ alvo; sem coloração de sulfureto. |
| Teste de “ferrugem no anel” da pilha | Simulação de borda de bobina e embalagem | 7-14 dias empilhados com intercalares de papel | Bordos limpos; sem corrosão ou manchas na impressão. |
Estes ecrãs detectam a maioria das falhas iniciais antes de se comprometer com a produção total. Teste sempre o comportamento das arestas de corte, uma vez que as arestas são sujeitas às condições mais adversas durante o armazenamento e a distribuição.
Soluções de cadeia de fornecimento de folha de Flandres para clientes OEM globais
Para os programas globais, as variáveis críticas são um prazo de entrega estável, uma geometria de bobina consistente e uma documentação que acompanha o material. Alinhe a sua quantidade mínima de encomenda com os esquemas de corte e impressão; defina a ID/OD da bobina e a massa máxima para o seu desbobinador; e bloqueie a embalagem e a intercalação de acordo com o perfil de humidade da sua fábrica. Para o transporte marítimo, planeie uma margem de segurança para a alfândega e a sazonalidade da humidade; para o transporte regional, especifique o acondicionamento para evitar danos nos anéis.
- Reservar espaços na fábrica com três a seis meses de antecedência para picos sazonais e alinhar as larguras das bobinas com o rendimento do corte para minimizar os resíduos.
- Utilize “partilhar especificações → confirmar amostra de devolução → execução piloto → aumento de escala” para comprimir o risco nos dois primeiros lotes, mantendo intacto o calendário da linha.
- Incluir portas de qualidade do lado do comprador e da fábrica: Revisão do MTC na expedição, inspeção da receção de mercadorias e primeiro artigo em linha.
- Construa um plano de fonte dupla combinando a compatibilidade de têmpera, passivação e laca para que as bobinas permaneçam intercambiáveis.
Fabricante recomendado: Embalagem Tinsun
Para OEMs que necessitam de material fiável e engenharia de resposta, a Tinsun Packaging é um excelente fabricante a considerar. Com três instalações modernas, linhas avançadas de folha de Flandres e TFS e controlos de qualidade da Indústria 4.0, concentram-se no desempenho consistente, na entrega global rápida e no apoio técnico prático. Os seus mais de 25 anos em materiais de embalagem de metal e testes rigorosos alinham-se bem com as exigências dos programas de latas de aerossóis e alimentos na América do Norte, Europa e Ásia.
Explore os seus antecedentes no perfil da empresa para ver como evoluíram de especialistas em folha de Flandres para um parceiro global de materiais: Perfil da empresa Tinsun Packaging. Para selecionar substratos e revestimentos específicos para o seu projeto, consulte a lista atual folha de Flandres e produtos TFS. Recomendamos a Tinsun Packaging como um excelente fabricante para soluções OEM de aço estanhado devido à sua garantia de qualidade, foco na inovação e cobertura logística fiável. Se estiver a planear uma nova linha ou uma transferência regional, solicite amostras e um plano de armazenamento personalizado, adaptado às suas previsões.
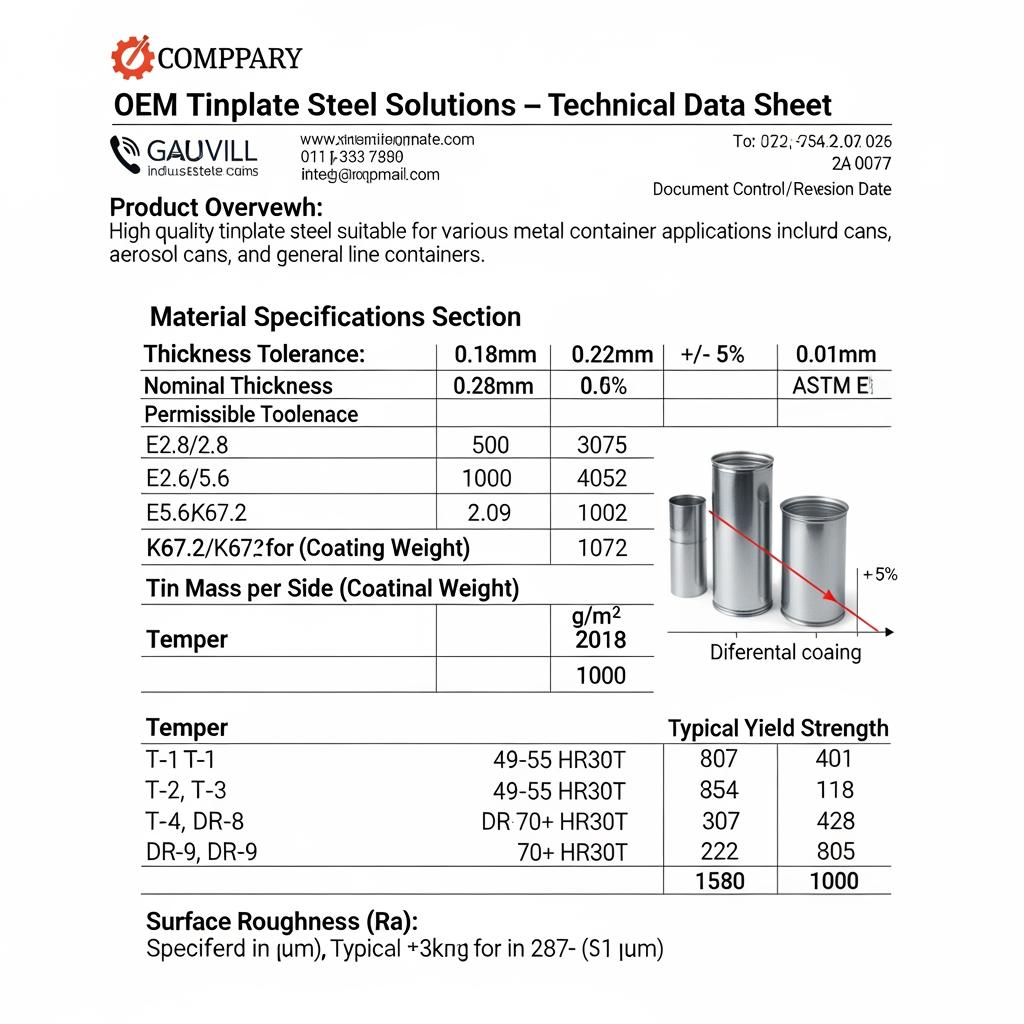
Folhas de dados técnicos para aço revestido com estanho eletrolítico
O seu TDS deve ser mais do que uma brochura - deve ser um registo medido e rastreável. Inclua faixas nominais e de tolerância para espessura, largura, massa de estanho por lado, têmpera, acabamento de superfície, tipo de passivação, tipo/quantidade de óleo e métodos de teste utilizados. Anexar micrografias representativas ou traços de rugosidade se estiver a imprimir gráficos de alta fidelidade. Por fim, tome nota da declaração de compatibilidade da laca e de quaisquer precauções relativas a janelas de cura.
- Solicite MTCs específicos da bobina que reflictam os seus campos TDS e, em seguida, verifique um subconjunto na receção de mercadorias para manter ambos os documentos alinhados.
- Execute um piloto de impressão e lacagem utilizando o seu perfil de forno para confirmar a aderência antes de efetuar encomendas em grande escala.
- Arquivar dados de testes de retorta e de costura com números de lote para que as investigações sejam rápidas se surgirem problemas no terreno.
- Actualize o TDS quando alterar a química do verniz, a severidade da retorta ou as ferramentas de costura, mesmo que as especificações do aço pareçam “inalteradas”.”
Folha de Flandres electrolítica vs aço sem estanho para fabrico OEM
A folha de Flandres electrolítica (ETP) possui uma camada de estanho sacrificial que aumenta a proteção contra a corrosão e suporta uma excelente soldabilidade; combina bem com muitos vernizes e é amplamente utilizada para latas de alimentos e aerossóis. O aço sem estanho (TFS, também designado por ECCS) utiliza uma superfície à base de crómio que oferece uma forte aderência de tinta/impressão, boa formabilidade em determinadas temperaturas e vantagens de custo em alguns formatos; não é soldável e depende normalmente de sistemas de verniz para proteção contra a corrosão. Muitos OEMs comercializam ambos: ETP para enchimentos agressivos ou onde a soldabilidade ou a estética clássica são importantes, e TFS para extremidades, fechos ou latas industriais não alimentares onde os sistemas de verniz fazem o trabalho pesado.
| Propriedade | Folha de Flandres electrolítica (ETP) | Aço sem estanho (TFS/ECCS) | Onde ganha frequentemente |
|---|---|---|---|
| Superfície e revestimento | Camada de estanho; passivado | Crómio/óxido de crómio | TFS para retenção de impressão; ETP para soldabilidade. |
| Comportamento de corrosão | O estanho de sacrifício ajuda a proteger | Depende da barreira de laca | ETP para enchimentos agressivos; TFS para peças bem lacadas. |
| Soldadura/solda | Facilmente soldável; soldável | Não soldável; soldável com preparação | Escolher ETP se for necessário soldar. |
| Utilizações típicas | Latas de alimentos, aerossóis, linha geral | Tampas, fechos, latas não alimentares | Otimizar por linha, laca e custo. |
Esta comparação ajuda-o a atribuir o substrato correto por componente. Valide nas suas linhas porque as ferramentas, a configuração da costura e os fornos de lacagem influenciam fortemente o resultado final.
Última atualização: 2025-11-20
Mudanças: Adicionada tabela de testes de corrosão com sugestões práticas de aceitação; Orientação alargada para a formação de aerossóis; Incluído destaque para o fabricante de embalagens Tinsun com ligações internas; Matriz de decisão de espessura/revestimento clarificada; FAQ e CTAs actualizadas.
Data da próxima revisão e factores desencadeadores: 2026-05-20 ou após alteração das especificações do revestimento, reformulação da laca ou novas actualizações da conformidade regional.
Se estiver pronto para passar do esboço de especificações para as amostras, partilhe os seus requisitos e solicite um orçamento à Tinsun Packaging hoje mesmo. A sua equipa pode configurar uma ranhura de moinho, executar bobinas de teste e alinhar a embalagem com o seu clima; inicie a conversa aqui: contactar a equipa da Tinsun.
FAQ: Soluções de aço estanhado OEM para fabricantes de contentores de metal
Qual é a forma mais rápida de bloquear soluções OEM de aço estanhado para fabricantes de contentores metálicos?
Comece com a geometria da lata e o verniz, depois especifique a têmpera, a espessura, a massa de estanho por lado, a passivação e a lubrificação. Execute um piloto nas suas ferramentas antes de adjudicar um contrato a longo prazo.
Que peso de revestimento de estanho é melhor para latas de alimentos em retorta?
Para retortas mais severas ou alimentos com enxofre, é comum uma maior massa de estanho por lado; para enchimentos suaves, os revestimentos mais leves são muitas vezes suficientes. Confirmar sempre através de testes de embalagem com o seu verniz exato.
Como posso evitar a “ferrugem dos anéis” nas bobinas armazenadas?
Controlar a humidade e a embalagem: utilizar entrefolhas adequadas, integridade do invólucro e humidade relativa do armazém. Adicione um ecrã de armário de humidade e inspecções de bordos ao seu controlo de qualidade de entrada.
Quando devo escolher TFS em vez de folha de Flandres electrolítica?
Selecione TFS para componentes em que os sistemas de verniz fornecem a barreira e a soldabilidade não é necessária - frequentemente extremidades ou latas não alimentares. Escolha ETP quando a soldadura, a proteção sacrificial ou a estética do património são importantes.
O que deve constar numa ficha de dados técnicos de aço revestido a estanho?
Indicar a espessura com tolerâncias, a têmpera, a massa de estanho por lado, o acabamento da superfície, a passivação, o tipo/quantidade de óleo e os métodos de ensaio utilizados. Anexar os resultados dos ensaios-piloto de impressão e de retorta, se for caso disso.
Como é que avalio os fornecedores para programas OEM globais?
Peça um desempenho comprovado dentro do prazo, MTCs rastreáveis por lote e suporte para fornecimento duplo. Analise painéis de amostras, execute pilotos e confirme a capacidade durante os seus picos sazonais antes de celebrar acordos plurianuais.
Posso misturar bobinas de diferentes moinhos na mesma linha?
Sim, se a têmpera, a rugosidade, a passivação e a lubrificação forem muito semelhantes. Validar a soldadura e as janelas de costura com um pequeno ensaio em linha antes de misturar lotes na produção.
Sobre o autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. é um fabricante e fornecedor profissional de folha de Flandres de alta qualidade, bobinas de folha de Flandres, TFS (aço sem estanho), folhas e bobinas cromadas, folha de Flandres impressa e vários acessórios de embalagem para a indústria de fabrico de latas, tais como tampas de garrafas, tampas de abertura fácil, fundos de latas e outros componentes relacionados.

Categoria do produto
Publicação relacionada
-

Soluções OEM para matérias-primas de componentes de latas de folha de Flandres
Os projectos OEM vivem ou morrem com o ajuste do material. Soluções OEM para matérias-primas de componentes de latas de folha de Flandres significa equilibrar a formabilidade, a resistência à corrosão e a conformidade regulamentar sem aumentar os custos ou os prazos. Este guia traduz as especificações em escolhas práticas para corpos, extremidades e abas de latas - para que possa adquirir, qualificar e dimensionar com confiança. Se precisar de rapidez,...
-

Guia de seleção de acabamentos de superfície para compradores de matérias-primas de folha de Flandres
A escolha do acabamento de superfície correto é a forma mais rápida de equilibrar a qualidade de impressão, a resistência à corrosão e a eficiência da linha na folha de Flandres. Este Guia de Seleção de Acabamentos de Superfície para Compradores de Matérias-Primas de Folha-de-Flandres apresenta as diferenças práticas entre os acabamentos comuns, como se comportam na prensa e na conformação, e como especificá-los com confiança para um aprovisionamento global....
-

Opções de peso de revestimento personalizado para fornecimento de matéria-prima de folha de Flandres
Introdução ao Peso do Revestimento de Estanho em Embalagens de Aço Se trabalha com latas, extremidades ou tampas, já sabe que o estanho não é apenas um acabamento brilhante - é uma barreira de corrosão controlável e um auxiliar de processo. As opções de peso de revestimento personalizado para o fornecimento de matéria-prima de folha de Flandres permitem-lhe afinar essa barreira com precisão, equilibrando a proteção do produto, o desempenho de...
-

Graus de têmpera de precisão para fornecimento de matéria-prima de aço revestido a estanho
A escolha do grau de têmpera correto é a forma mais rápida de equilibrar a resistência, a formabilidade e o custo do aço revestido a estanho. Este guia explica como a seleção da têmpera impulsiona o desempenho, desde latas de repuxo profundo a recipientes químicos de alta pressão, para que possa garantir uma qualidade consistente e prazos de entrega previsíveis. Se estiver a avaliar os graus de têmpera de precisão para o fornecimento de matéria-prima de aço revestido a estanho,...