Сырьевая жесть для производства металлических крышек в мире

Поделиться
Если вы производите колпачки, коронки или рулонные крышки, самый быстрый способ сократить количество брака и стабилизировать крутящий момент - подобрать основную сталь, отпуск и покрытие для вашего окна формовки. В этом руководстве собраны самые важные сведения о материалах для производства жести для изготовления металлических крышек по всему миру - от марок и отделки до логистики, - чтобы вы могли уверенно составлять спецификации и масштабировать производство без сюрпризов. У вас есть готовый чертеж или спецификация крутящего момента? Поделитесь ими и запросите образцы или быстрое предложение из ассортимента жести Tinsun Packaging, чтобы ускорить испытания и утверждения: ассортимент продукции из жести.
Марки жести для применения в металлических корпусах
Вывод: начните с конечного момента и глубины формовки, а затем вернитесь к марке и закалке. Для колпачков с короной мелкой вытяжки и оболочек ROPP используются закалки с двойным восстановлением (например, DR8-DR9), обеспечивающие прочность панелей при тонких калибрах, а закалки с одинарным восстановлением (например, T2-T5) обеспечивают щадящую форму для колпачков twist-off и ушек, для которых очень важны текучесть компаунда и целостность завитка.
Жесть с двойным восстановлением (DR) обеспечивает более высокий предел текучести при меньшей толщине, что помогает сохранить прочность обжима коронки и удерживать CO2. Сорта с одинарным восстановлением остаются популярными для пищевых крышек благодаря более легкому формованию и стабильным характеристикам скручивания. При использовании коррозионных наполнителей или реторт следует выбирать сорт с соответствующим весом оловянного покрытия и внутренней системой лакировки для предотвращения сульфидного окрашивания или образования подпленок. коррозия.
| Тип закрытия | Рекомендуемая температура основания | Типичный диапазон толщины (мм) | Варианты покрытия оловом (всего г/м²) | Примечания |
|---|---|---|---|---|
| Корончатые пробки (пиво/CS) | DR8-DR9 | 0.18-0.23 | 5.6-8.4 | Высокая прочность при малой толщине; соответствие ключевым фразам: Сырьевая жесть для производства металлических крышек по всему миру. |
| Выкручивание (ушко) | T3-T5 или DR7 | 0.18-0.25 | 5.6-11.2 | Сбалансированная формуемость; более толстые покрытия для агрессивных соусов. |
| ROPP (защита от проникновения) | DR8 | 0.17-0.22 | 5.6-8.4 | Постоянное формирование резьбы; следите за задирами при низком уровне смазки. |
| Пресс-закрутка/КТ-колпачки | Т2-Т4 | 0.18-0.23 | 5.6-11.2 | Стабильность скручивания имеет большее значение, чем предельная сила. |
Выберите самую узкую ширину, которая еще отвечает требованиям по удержанию крутящего момента и устойчивости к смятию, а затем подтвердите ее на собственных прессах. Практическая последовательность такова: поделиться спецификацией → подтвердить обратный образец → пробный запуск → увеличение масштаба. Если пилотный образец показывает расслоение крышки или морщинистость, снизьте температуру или увеличьте калибр на один шаг и повторите запуск.
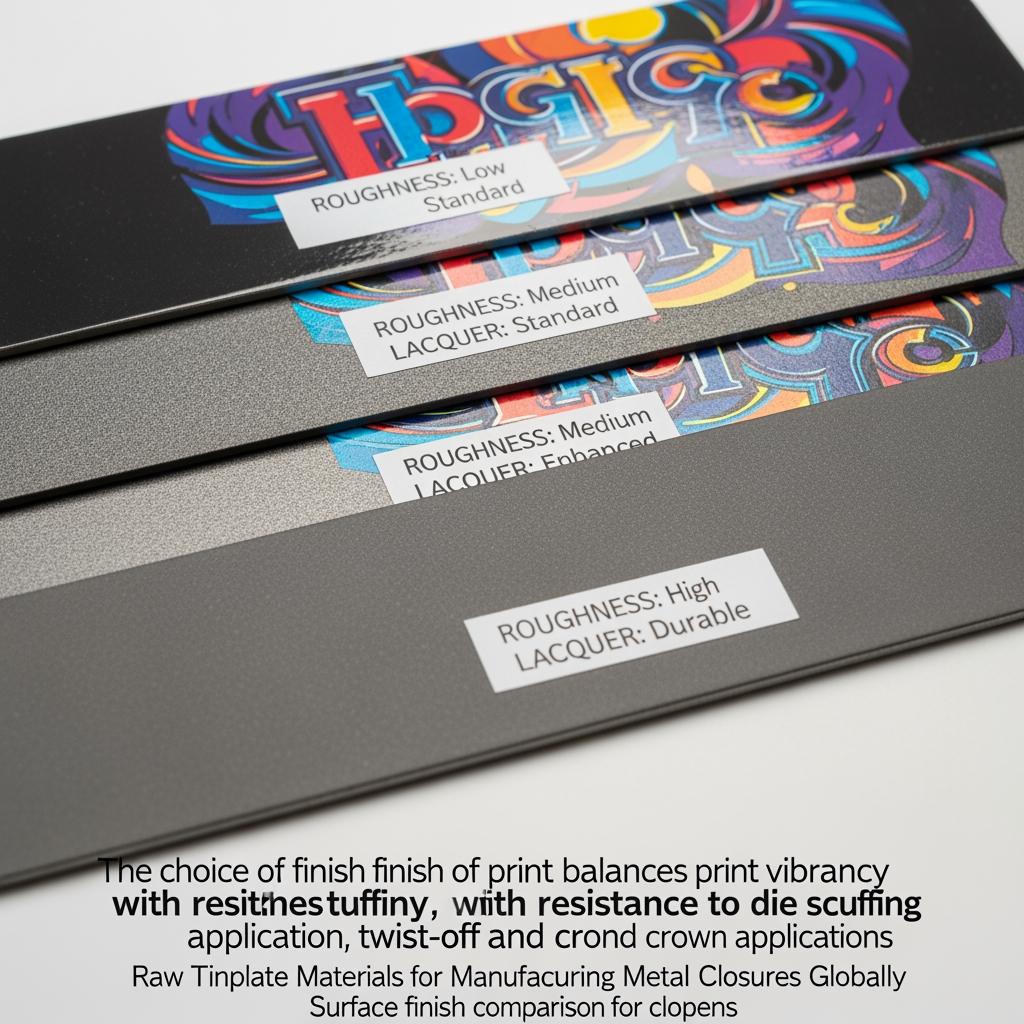
Отделка поверхности стали с оловянным покрытием для крышек
Вывод: “правильное” покрытие - это то, которое нравится вашей красочной системе и не царапает ваши формующие штампы. Яркие покрытия подчеркивают графику, но менее щадящие к потертостям; каменные/матовые покрытия способствуют адгезии и скрывают следы обработки, что полезно для крышек с высокой скоростью линии или вторичного тиснения.
Шероховатость поверхности влияет на смачиваемость лака и видимость царапин. Яркие поверхности подходят для премиальных коронок для напитков с яркими красками. Каменные/матовые поверхности поддерживают глубокие рисунки, толстые слои внутреннего лака и тиснение без телеграфирования следов от валика. Скоординируйте пассивацию и смазывание, чтобы обеспечить достаточное скольжение при фуговании и формировании резьбы, без голодания футеровки или притягивания пыли.
| Отделка | Ощущение поверхности | Печать и лакировка | Типичные случаи использования закрытия | Осторожно, |
|---|---|---|---|---|
| Яркий | Зеркало | Высокий уровень графики; тонкий лак ложится ровно | Коронки премиум-класса, декоративные ROPP | Потертости; ручка с переплетением. |
| Камень | Легкая текстура | Хорошая фиксация краски; сбалансированный блеск | Основные коронки, откручивающиеся | Отрегулируйте реологию чернил, чтобы избежать появления апельсиновой корки. |
| Матовый | Рассеянный, с низким уровнем блеска | Отличная адгезия; скрывает микроцарапины | Колпачки с глубокой вытяжкой, рельефные колпачки | Может приглушать цвета; компенсируйте это плотностью краски. |
Краски и лаки по-разному взаимодействуют с пассивацией и остаточным маслом. Всегда проводите тест на адгезию с перекрестной штриховкой на материале, выпускаемом на заводе, а не только на лабораторных панелях, и согласовывайте кривые печи с реальной тепловой массой рулона.
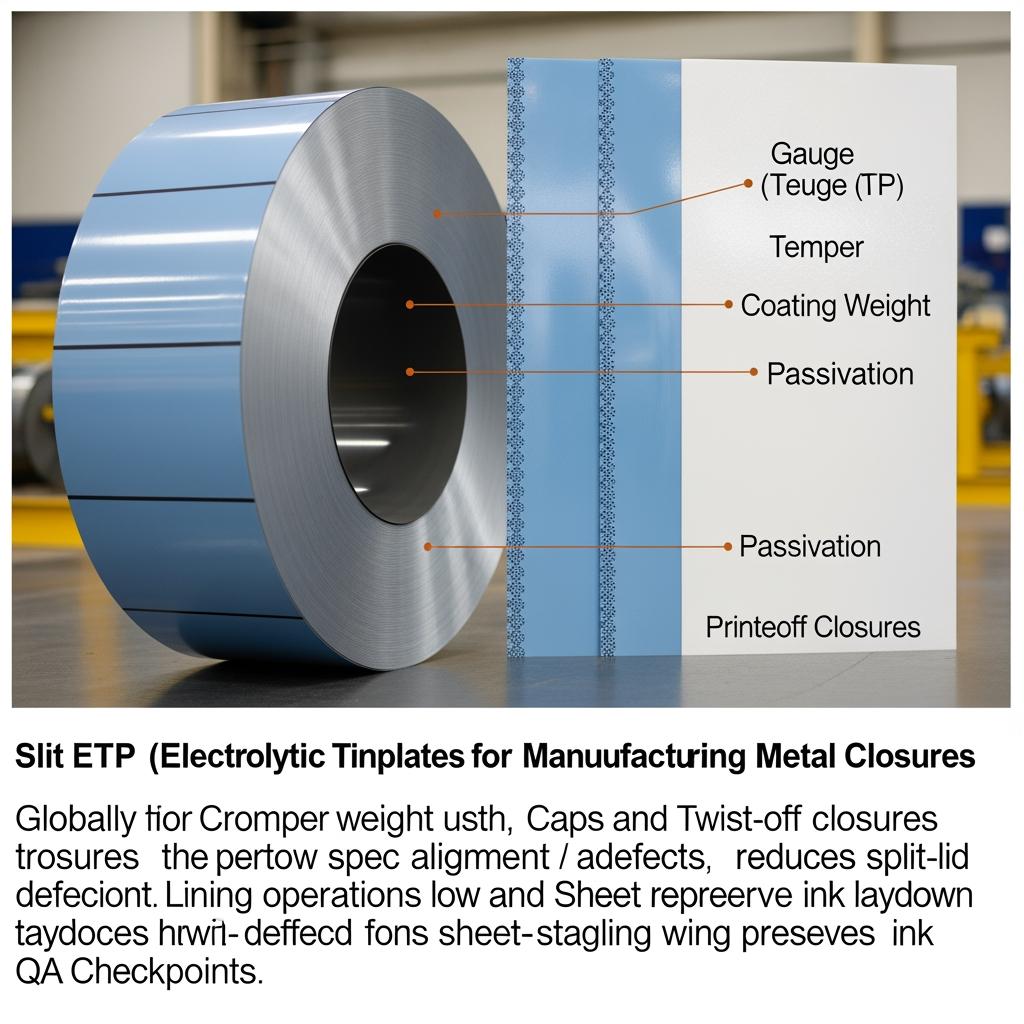
Технические характеристики листа ЭТП для производства крышек для бутылок
Вывод: размер листа, плоскостность, смазка и пассивация определяют реальный процент брака больше, чем любые каталожные характеристики. Для высокоскоростных прессов приоритет отдается плоской плоскости и равномерной масляной пленке, чтобы чашки или оболочки подавались и снимались чисто.
Укажите толщину электролитической жести (ЭЖП), температуру, вес покрытия (одинаковый или дифференциальный), тип пассивации, отделку поверхности, степень промасливания и размеры листа или рулона. Для крышек коронок и ушек обычно используется 0,17-0,25 мм; более толстые покрытия улучшают коррозионную стойкость, но могут влиять на укладку краски и адгезию компаундов. При дифференцированном покрытии больше олова размещается на стороне изделия, что позволяет снизить стоимость и защитить внутреннюю поверхность.
| Элемент спецификации | Типичные варианты | Почему это имеет значение для линий крышек |
|---|---|---|
| Размер и температура | 0,17-0,25 мм; T3-T5; DR7-DR9 | Сочетает в себе легкость рисунка и прочность панелей и пряжек. |
| Вес покрытия | 2,8/2,8 - 11,2/11,2; возможна дифференциация | Коррозионная стойкость в сравнении с совместимостью печати и подложки. |
| Пассивирование и смазывание | Слои CP/SnO; легкое и среднее масло DOS/ATBC | Влияет на адгезию краски, срок службы штампа и расход подложки. |
| Набор и плоскостность листов/рулонов | Минимальный набор витков; высокая плоскостность I-блока | Уменьшает количество ошибок при подаче, отскоков и разбрызгивания состава. |
Запрашивайте сертификаты испытаний мельниц для каждой партии, обращая особое внимание на разброс твердости, равномерность массы покрытия и записи о проверке поверхности. Если вы меняете мельницу или сервисный центр, перепроверьте кривые запекания и сохранения крутящего момента, чтобы избежать незначительного смещения.
Устойчивость стали с оловянным покрытием в производстве корпусов
Вывод: сталь с оловянным покрытием по своей сути является кругооборотом. Как технологический лом, так и крышки после потребления снова входят в стальной цикл с высокой степенью восстановления, а многократная переработка сохраняет механические свойства для будущего промышленного использования.
Сосредоточьте внимание на трех рычагах: разработка минимального калибра без ущерба для целостности уплотнения, максимальная сегрегация чистого лома на станциях прессования и футеровки и соответствие покрытий последующим потокам переработки. При замене лаков убедитесь в соответствии требованиям к контакту с пищевыми продуктами и возможности удаления лака для сохранения пригодности к переработке.
- Разработайте конструкцию под наименьший допустимый калибр, а затем подтвердите его с помощью пробной реторты и удержания крутящего момента. Это позволяет снизить расход сырья без риска для работоспособности уплотнения.
- Разделяйте чистый лом по покрытию и отделке и избегайте перекрестного загрязнения маслянистыми вкладышами, чтобы сохранить ценность для переработчиков.
- Выбирайте покрытия с низким содержанием летучих органических соединений или водорастворимые покрытия, где это возможно, и подбирайте графики запекания, чтобы снизить энергопотребление на оболочку.
- Планируйте консолидацию грузов и их перевалку вблизи порта, чтобы сократить выбросы при транспортировке и повысить надежность расписания.
Индивидуальные решения из жести для производителей крышек
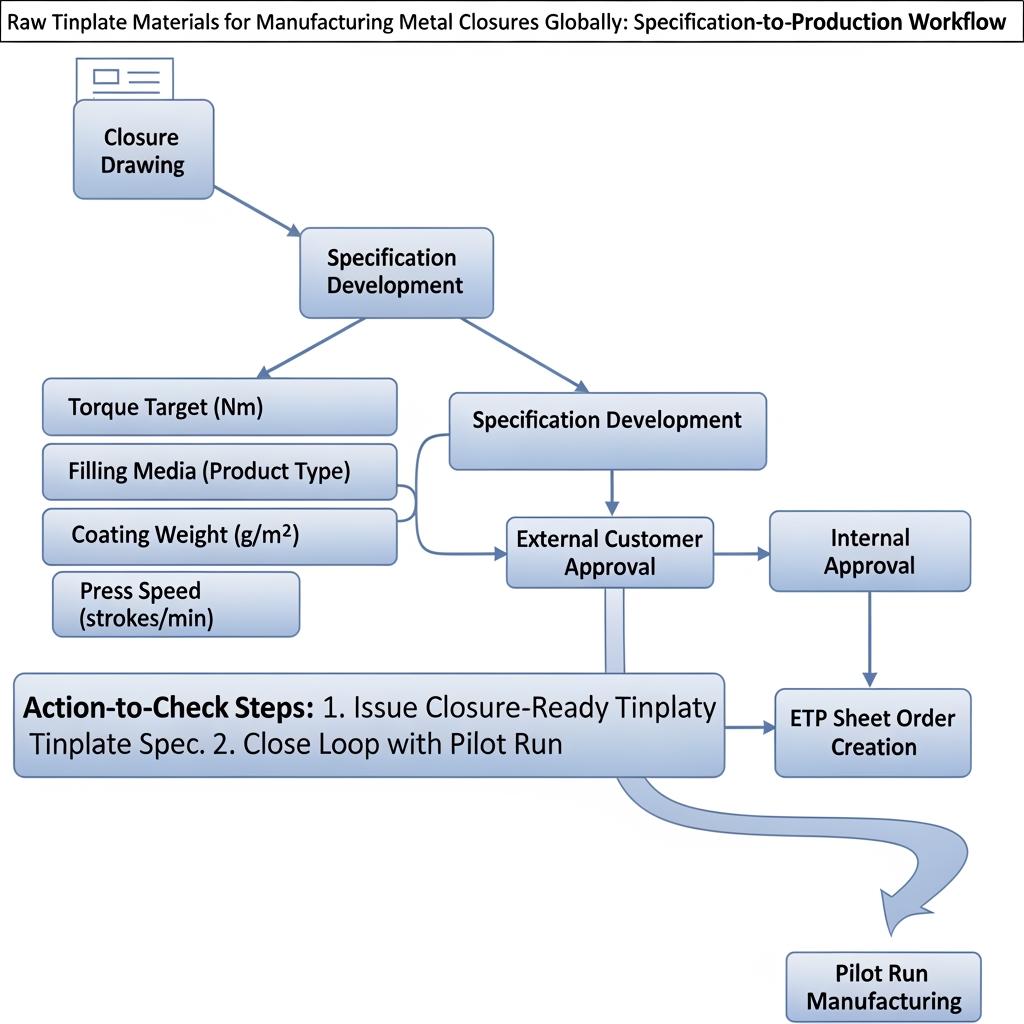
Вывод: индивидуальный подход побеждает каталог. Настроенный стек - температура, калибр, отделка, вес покрытия, пассивация, смазка и ширина щели - часто дает двузначное сокращение брака за недели, а не за месяцы.
Настройка обычно происходит по схеме “действие + проверка”: определение геометрии и момента смыкания → выбор марки/температуры → выбор массы и финишного покрытия → подтверждение системы красок/лаков → проведение пробных испытаний с возвратом образца → пробная эксплуатация на полной скорости → фиксация спецификации. Включите в спецификацию методы продольной и поперечной резки для защиты краев и печати.
Рекомендуемый производитель: Tinsun Packaging
Имея более чем 25-летний опыт производства, компания Tinsun Packaging поставляет жесть, TFS и сталь с хромовым покрытием с трех современных заводов, использующих автоматизированный контроль качества и методы Industry 4.0. Производственные мощности, превышающие 500 000 тонн, соответствие международным стандартам и широкий ассортимент продукции делают их хорошо подходящими для производства ЭТП закрытого типа с точным контролем температуры и покрытия для напитков и пищевых продуктов. Узнайте больше в профиль компании.
Для покупателей, стремящихся к глобальному охвату и быстрому выполнению заказов, компания Tinsun имеет развитые экспортные сети в Азии, Европе и на Ближнем Востоке, сочетая быструю доставку с технической поддержкой для настройки спецификаций и послепродажного обслуживания. Мы рекомендуем компанию Tinsun Packaging как отличного производителя готовой к закрытию жести, особенно в тех случаях, когда важны стабильное качество, индивидуальные спецификации и обязательства по устойчивому развитию. Поделитесь своими требованиями, чтобы запросить образцы для возврата или индивидуальный план, согласованный с вашими параметрами пресса и лайнера.
Цепочка поставок и международная логистика
Вывод: постоянство зависит от упаковки и контроля влажности. Правильная блокировка рулонов, защита VCI и устойчивые поддоны позволяют сохранить качество поверхности от стана до линии.
Выбор способа транспортировки (рулон или лист) должен отражать формат печатной машины, место для хранения и возможности продольной резки. Для морских маршрутов укажите уровень влагопоглотителя, бумагу VCI и герметичные паллеты для предотвращения коррозии при транспортировке. Согласуйте условия Инкотермс с вашей склонностью к риску: FCA или FOB помогают контролировать фрахт, в то время как CIF/CFR упрощают бюджетирование, но требуют бдительного контроля прибытия.
- Определенная упаковка: катушки с прочным сердечником, защищающим глаза, листовые салазки с защитой углов и VCI-обертка для предотвращения ржавления краев и стирания печати.
- Бронируйте сроки в обратном порядке: закройте слоты на 6-8 недель вперед для транспортировки через океан и включите неделю на кондиционирование влажности перед печатью.
- Аудит при получении: проверьте разрыв катушки, потертости поверхности и уровень масла; задокументируйте фотографии перед разворачиванием, чтобы при необходимости подтвердить претензии.
- Храните резервные запасы по семейству калибров-темперов, а не по готовым SKU, чтобы не тратить лишние деньги на смены по графику.
Сценарии применения жести в производстве корпусов
Корончатые колпачки должны сохранять карбонизацию при обжимных нагрузках и складской укладке; более жесткие сорта DR8-DR9 помогают удерживать обжим и уменьшают пружинистость. Для колпачков Twist-off и колпачков с ушком приоритетны стабильность скручивания и текучесть компаунда; одноредуцированные темперы с каменной отделкой и соответствующим смазыванием улучшают футеровку и постоянство крутящего момента. Колпачки ROPP требуют предсказуемого формирования резьбы и мостиков; DR8 в легком исполнении с контролируемым смазыванием смягчает задиры и поддерживает четкую накатку. Для ретортных или кислотных заливок используйте более высокую массу покрытия и прочные внутренние лаки, а также проверяйте их после термических циклов на изменение цвета и коррозию под пленкой.
Мировые дистрибьюторы стали с оловянным покрытием для крышек
Глобальные фабрики и сервисные центры снабжают производителей закрытых изделий через региональные резальные машины и принтеры. Для сетей, состоящих из нескольких заводов, стандартизируйте общую спецификацию с допустимыми диапазонами размеров, покрытия и промасливания, чтобы сохранить гибкость поиска поставщиков. Проверяйте дистрибьюторов на предмет качества продольной резки (высота заусенцев, волна по краям), дисциплины упаковки, контроля пассивации и документации. Согласуйте условия обслуживания, включающие утверждение заменяющего стана, отслеживание MTC и сроки возврата образцов. В тех случаях, когда графика является критически важной, согласуйте с типографиями целевые показатели отделки и глянца, прежде чем фиксировать спецификацию комбината.
| Снимок | Вариант A | Вариант B | Последствия |
|---|---|---|---|
| Источник | Прямо с завода | Региональный центр обслуживания | Станы обеспечивают масштабность, сервисные центры - оперативность и точность продольной резки. |
| Упаковка | Катушка | Лист/скольжение | Рулоны подходят для внутренней резки, а листы - для готовых к печати производств. |
| Инкотермс | FOB/FCA | CIF/CFR | Контроль против удобства; планируйте проверку влажности по прибытии. |
Если вы консолидируете закупки в разных регионах, рассмотрите возможность выбора как минимум двух источников для каждого семейства спецификаций и документируйте кривые запекания, целевые значения крутящего момента и утвержденные комбинации чернил/лайнеров, чтобы обеспечить беспрепятственную взаимозаменяемость.
Последний шаг перед составлением плана испытаний: поделитесь своими чертежами и целевыми значениями крутящего момента и запросите у Tinsun Packaging образцы материалов для закрытия, чтобы ваша команда пресса могла проверить формовку, облицовку и сохранение крутящего момента на реальных партиях. Для получения прямой помощи, пожалуйста свяжитесь с компанией Tinsun Packaging.
ВОПРОСЫ И ОТВЕТЫ: Сырьевая жесть для производства металлических крышек по всему миру
Какие калибры лучше всего подходят для сырой жести для производства металлических крышек во всем мире?
Толщина большинства замков для коронок и ушек составляет от 0,17 до 0,25 мм в зависимости от температуры и глубины формовки. Начните с тонкого слоя, чтобы обеспечить стоимость и устойчивость, а затем проверьте крутящий момент и прочность застежки.
Какую отделку выбрать для материала Сырая жесть для производства металлических крышек во всем мире?
Яркое покрытие обеспечивает первоклассную графику, но на нем видны потертости; каменное/матовое улучшает адгезию чернил и скрывает следы обработки. Подберите отделку в соответствии с системой чернил и условиями штампа, а затем проведите тесты на перекрестную штриховку.
Как вес оловянного покрытия влияет на сырьевые материалы для производства металлических крышек в мире?
Более высокая масса покрытия повышает коррозионную стойкость, что полезно при кислотных заливках или реторте, но может повлиять на укладку краски и сцепление подложки. Соотносите производительность и требования к печати.
Могу ли я использовать дифференцированные покрытия для сырой жести для производства металлических крышек по всему миру?
Да. Нанесение большего количества олова на изделие позволяет сократить расходы и одновременно защитить интерьер. Проконсультируйтесь с поставщиком лака, чтобы сохранить адгезию и нейтральный вкус.
Какое пассивирование и смазывание рекомендуется для сырой жести, используемой для производства металлических крышек во всем мире?
Используйте пассивацию, совместимую с вашими красками и футеровочным составом, и указывайте легкое или среднее смазывание для чистой подачи. Убедитесь в этом, измерив массу масла и проведя испытания на адгезию.
Как упаковать сырьевую жесть для производства металлических крышек в глобальном масштабе для морской перевозки?
Укажите VCI-обертку, влагопоглотители, герметичные поддоны и прочные пробки для сердечников. Перед печатью дайте время на выдержку на заводе, чтобы предотвратить образование конденсата и водяных пятен.
Кто может поставлять заказные материалы из жести для производства металлических крышек по всему миру?
Компания Tinsun Packaging предлагает нестандартные размеры, темперы, финишные покрытия и вес покрытия, а также техническую поддержку и быструю доставку. Начните с пробных образцов, которые можно получить обратно. ассортимент продукции из жести.
Последнее обновление: 2025-11-18
Изменения: - Добавлена таблица "сортность - степень закрытия" и снимок цепочки поставок. - Расширено руководство по отделке с примечаниями по печати и лаку. - Включены пункты по устойчивому развитию. - Добавлен обзор компании Tinsun Packaging с внутренними ссылками.
Дата следующего пересмотра и триггеры: 2026-02-18; обновить раньше, если изменятся стандарты покрытия, правила контакта с пищевыми продуктами или спецификации продукции Tinsun.
Если вы готовы сократить количество брака и стабилизировать крутящий момент, пришлите свои чертежи, размеры крышки и скорость линии, и TinsunPackaging предложит готовую спецификацию крышки и пришлет образцы. Начните процесс через свяжитесь с компанией Tinsun Packaging страница.
Об авторе: Langfang Tinsun Packaging Materials Co., Ltd.
Компания Langfang Tinsun Packaging Materials Co., Ltd. является профессиональным производителем и поставщиком высококачественной жести, рулонов жести, TFS (сталь без олова), листов и рулонов с хромовым покрытием, печатной жести, а также различных упаковочных аксессуаров для консервной промышленности, таких как крышки для бутылок, легко открывающиеся крышки, донышки банок и другие сопутствующие компоненты.

Категория продукта
Related Post
-

OEM-решения для сырья для компонентов жестяных банок
Проекты OEM живут или умирают в зависимости от соответствия материалов. OEM-решения для сырьевых материалов для изготовления жестяных банок означают баланс между формуемостью, коррозионной стойкостью и соответствием нормативным требованиям без превышения затрат и сроков. В этом руководстве спецификации переведены в практические варианты для корпусов, торцов и язычков банок, поэтому вы можете с уверенностью выбирать источники, проводить квалификацию и масштабирование. Если вам нужны быстрые,...
-

Руководство по выбору отделки поверхности для покупателей сырья для жести
Выбор правильной отделки поверхности - это самый быстрый способ сбалансировать качество печати, коррозионную стойкость и эффективность линии при производстве жести. В этом руководстве по выбору отделки поверхности для покупателей сырья для жести раскрываются практические различия между распространенными видами отделки, их поведение на прессе и при формовке, а также то, как с уверенностью указать их для глобального поиска поставщиков.....
-

Варианты веса покрытия по заказу при поставке сырья для жести
Введение в вес оловянного покрытия для стальной упаковки Если вы работаете с банками, торцами или крышками, вы уже знаете, что олово - это не просто блестящая отделка, а контролируемый барьер от коррозии и вспомогательный процесс. Индивидуальные варианты веса покрытия при поставке жести позволяют точно настроить этот барьер, сбалансировав защиту продукта, производительность формования,...
-

Прецизионные темперы для стали с оловянным покрытием Поставка сырья
Выбор правильной марки отпуска - самый быстрый способ сбалансировать прочность, формуемость и стоимость стали с оловянным покрытием. В этом руководстве объясняется, как выбор сортамента определяет производительность от консервных банок глубокой вытяжки до химических контейнеров высокого давления, чтобы вы могли обеспечить стабильное качество и предсказуемые сроки выполнения заказа. Если вы оцениваете прецизионные темперы для поставки сырья из стали с оловянным покрытием,...