มาตรฐานการควบคุมคุณภาพสำหรับแผ่นเหล็กเคลือบดีบุกในการผลิตฝา

แชร์
มาตรฐานการควบคุมคุณภาพสำหรับแผ่นเหล็กเคลือบบนในการผลิตฝาตั้งมาตรฐานสำหรับความปลอดภัย อายุการเก็บรักษา และประสิทธิภาพของสายการผลิตในฝาเปิดง่ายและฝาปิดกระป๋องที่สะอาด โปรแกรมที่แข็งแกร่งที่สุดจะสอดคล้องกับการรับรองโรงงาน การตรวจสอบขาเข้า และการควบคุมกระบวนการในการปั๊มและการเคลือบเพื่อป้องกันการรั่วซึม การเกิดแผง และการ การกัดกร่อน ก่อนที่พวกเขาจะเริ่ม หากคุณพร้อมที่จะตรวจสอบสเปคปัจจุบันของคุณหรือต้องการหาโปรแกรมขดลวดที่ดีกว่า แบ่งปันสเปคฝาของคุณและขอตัวอย่างผ่านผลิตภัณฑ์แผ่นดีบุกของ Tinsun Packaging เพื่อเปรียบเทียบประสิทธิภาพและราคา.
ภาพรวมของวัสดุแผ่นดีบุกที่ใช้ในการผลิตฝาปิดกระป๋อง
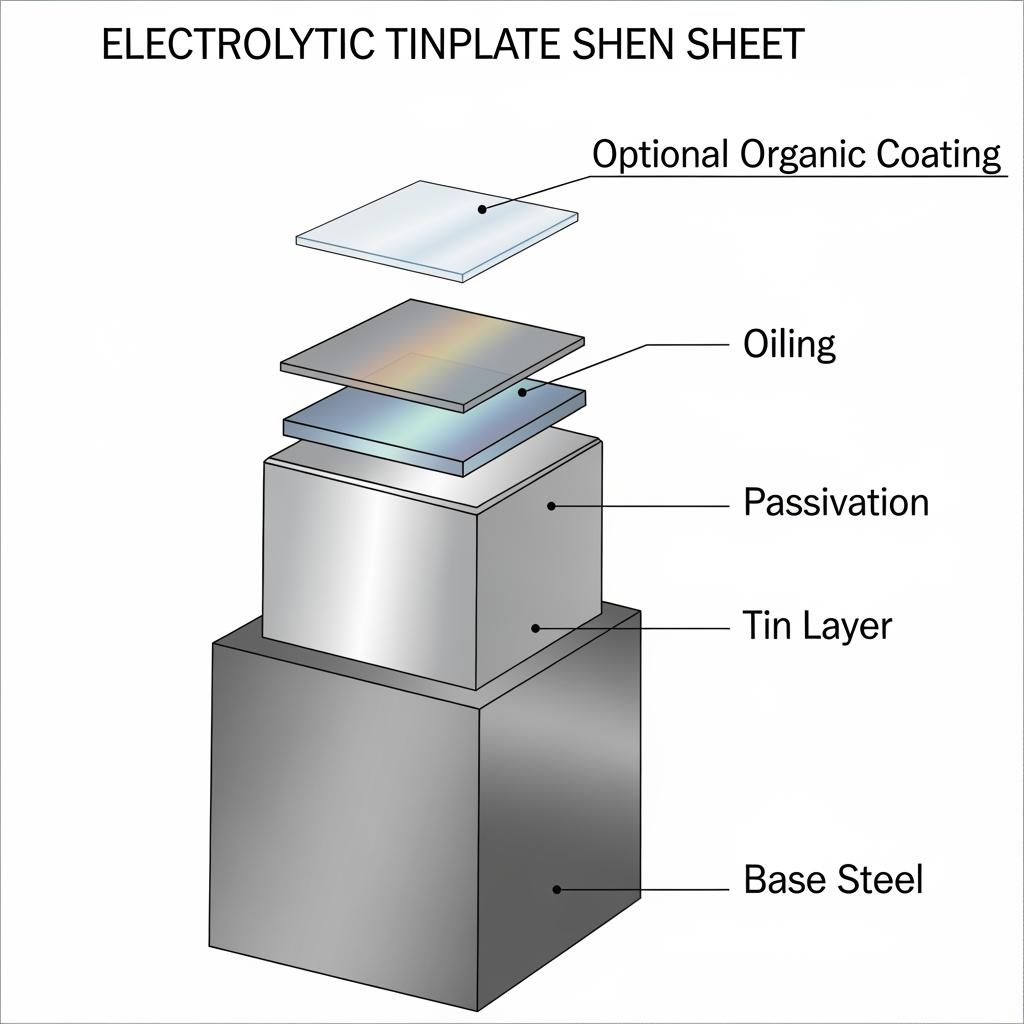
การสิ้นสุดการผลิตโดยทั่วไปมักขึ้นอยู่กับแผ่นเหล็กเคลือบดีบุกอิเล็กโทรไลต์ (ETP) หรือเหล็กปราศจากดีบุก (TFS/CRC ที่มีโครเมียม/โครเมียมออกไซด์)สำหรับเครื่องดื่มและอาหารหลายประเภท วัสดุ ETP แบบเกจต่ำและผ่านการรีดลดขนาดสองครั้ง (DR) เป็นที่นิยมเนื่องจากสามารถผสมผสานความง่ายในการขึ้นรูปกับความแข็งแรงสูง ทำให้สามารถลดน้ำหนักได้โดยไม่ต้องใช้แท็บที่แยกออก TFS ให้ความแข็งและความยึดเกาะกับเคลือบฟันที่ดีเยี่ยมสำหรับอาหารบางประเภท แต่ต้องการระบบแลคเกอร์ที่แข็งแรงเนื่องจาก TFS เองขาดการป้องกันการกัดกร่อนตามธรรมชาติของดีบุก.
บนขดลวด ตัวแปรที่สำคัญได้แก่ ชนิดของเหล็กฐาน, ระดับความแข็ง (เช่น T2–T5; DR7–DR9), ความหนา (มักจะเป็น 0.18–0.28 มม. สำหรับฝาหลายประเภท), น้ำหนักของการเคลือบดีบุก (เช่น การเคลือบที่แตกต่างกันสำหรับด้านผลิตภัณฑ์และด้านภายนอก), ประเภทของการผ่านกระบวนการพาสซีเวชัน, และระดับการทาน้ำมันการควบคุมคุณภาพเริ่มต้นด้วยการตรวจสอบตัวแปรเหล่านั้นกับสเปคการซื้อและใบรับรองการทดสอบจากโรงงาน และดำเนินการต่อไปด้วยการตรวจสอบกระบวนการที่รักษาคุณภาพไว้ระหว่างการตัด การปั๊ม และการบุ.
สองประเด็นหลักที่ช่วยให้การสิ้นสุดกระบวนการมีความเสถียรคือ: รักษาความแปรปรวนให้น้อย (ความสม่ำเสมอของความหนาและความแข็งทั้งในแนวขวางและตามแนวขด) และรักษาพื้นผิวให้สะอาด (ไม่มีรอยขีดข่วน น้ำมันอยู่ในช่วงที่กำหนด และแลคเกอร์แห้งสนิท) เมื่อทั้งสองสิ่งนี้ถูกต้อง เครื่องแปลงจะทำงานได้เร็วขึ้น การแตกของแถบลดลง และความสมบูรณ์ของการเชื่อมต่อจะง่ายขึ้น.
เกรดวัสดุของแผ่นเหล็กเคลือบดีบุกสำหรับการปั๊มฝาปิดกระป๋อง
การเลือกเกรดเป็นการปรับสมดุลระหว่างความแข็งแรง (เพื่อต้านทานการบิดงอ), ความสามารถในการขึ้นรูป (เพื่อหลีกเลี่ยงการแตกของขอบและการแตกร้าวที่ขอบตัด), และคุณภาพพื้นผิวที่สม่ำเสมอสำหรับการใช้แลคเกอร์และสารประกอบ เกรดที่ลดความแข็งลงเพียงครั้งเดียว T2–T5 ครอบคลุมฝาปิดที่มีการดึงปานกลางและปลายบรรจุอาหารบางประเภท ในขณะที่เกรดที่ลดความแข็งลงสองครั้ง DR8–DR9 รองรับการขึ้นรูปที่บางมากและปลายบรรจุอาหารแบบเปิดง่ายความเร็วสูงสำหรับเกรด TFS ความแข็งจะสูง แต่การเลือกใช้แลคเกอร์และสารประกอบจะมีผลต่อการป้องกันการกัดกร่อนมากกว่า.
วิธีปฏิบัติที่เป็นรูปธรรมในการจับคู่เกรดกับหน้าที่คือเริ่มต้นจากเรขาคณิตและสายพานความเร็วปลายทาง แล้วทำงานย้อนกลับไปยังเกรดที่มีความเสี่ยงต่ำที่สุด แทนที่จะไล่ตามเกจที่เบาที่สุดในวันแรก เพราะท้ายที่สุดแล้ว ม้วนที่ราคาถูกที่สุดก็กลายเป็นของแพงหากเวลาหยุดทำงานที่ไม่คาดคิดเพิ่มขึ้น.
| เกรด/ประเภท | การใช้งานฝาทั่วไป | จุดตรวจสอบคุณภาพที่สำคัญ | หมายเหตุ (รวมเจตนาของข้อกำหนด) |
|---|---|---|---|
| ETP T3–T4 (SR) | อาหารมาตรฐานสิ้นสุดด้วยการก่อตัวในระดับปานกลาง | ความสม่ำเสมอของความหนา, น้ำหนักดีบุกต่อด้าน, ระดับน้ำมัน | ตัวเลือกที่มั่นคงสำหรับวัตถุประสงค์ทั่วไป; ทาน้ำยาเคลือบเงาได้ง่าย. |
| ETP DR8–DR9 (DR) | เครื่องจ่ายเครื่องดื่มแบบ EOE น้ำหนักเบา สายการผลิตความเร็วสูง | ความสม่ำเสมอของความต้านทานต่อแรงดึง/แรงเฉือน, ความขรุขระของพื้นผิว < ข้อกำหนด, ความเรียบ | เปิดใช้งานเกจบาง ตรวจสอบความต้านทานการแตกหักบนแท็บ. |
| ทีเอฟเอส (อีซีซีเอส) | อาหารที่ต้องการการเคลือบเงา ปลายปิดแบบปิดสนิท ฝาปิดแบบต้มได้ | การยึดเกาะของแลคเกอร์, การทดสอบการซึมผ่านของน้ำ, การทดสอบการสัมผัสกับก๊าซซัลเฟอร์ไดออกไซด์ | ต้องการระบบเคลือบที่แข็งแรง; ระวังขอบนาฬิกาเป็นสนิม. |
| ETP T5 (SR) | ปลายสายที่มีความต้านทานการหักงอสูง | หน้าต่างความแข็ง, ความเค้นคงเหลือ, จำนวนรอยขีดข่วนระดับจุลภาค | ดีสำหรับหัวเข็มขัด แต่ควรระวังความโค้งงอเมื่อใช้งานกับรัศมีแคบ. |
| ใดๆ (ตามข้อกำหนด) | มาตรฐานการควบคุมคุณภาพสำหรับแผ่นเหล็กเคลือบสังกะสีในการผลิตฝา | ตรวจสอบไขว้ใบรับรองจากโรงงาน, การตรวจสอบ AQL ของสินค้าขาเข้า, การทดลองผลิตในเครื่องพิมพ์ | ใช้สิ่งนี้เป็นที่อยู่การตรวจสอบของคุณในบัตรคะแนนผู้ขาย. |
ตารางนี้แสดงให้เห็นถึงวิธีที่ลำดับความสำคัญของการควบคุมคุณภาพเปลี่ยนแปลงไปตามวัสดุ ตัวอย่างเช่น เกรด DR ต้องการความใส่ใจเป็นพิเศษต่อความต้านทานการแตกหักของแท็บและเศษที่เหลือจากการตัด ในขณะที่ TFS ต้องการบรรจุภัณฑ์แลคเกอร์ที่แข็งแรงทนทาน.

การทดสอบความต้านทานการกัดกร่อนสำหรับวัสดุแผ่นดีบุกฝาปิดกระป๋อง
สำหรับฝาปิด ความเสี่ยงต่อการกัดกร่อนมักเกิดขึ้นที่ขอบตัด รอยบาก แท็บ และบริเวณใต้สารประกอบ การวางแผนการทดสอบแบบหลายชั้นจะผสานการทดสอบในห้องปฏิบัติการแบบเร่งรัดกับการทดสอบบรรจุภัณฑ์เฉพาะผลิตภัณฑ์เพื่อทำนายอายุการเก็บรักษาจริง:
- การทดสอบสเปรย์เกลือและการทดสอบ SO2 เป็นวิธีการตรวจสอบเบื้องต้นอย่างรวดเร็วสำหรับการป้องกันรอยขีดข่วนและขอบ; การทดสอบเหล่านี้จะเผยให้เห็นจุดอ่อนในกระบวนการพาสซีเวชันหรือแลคเกอร์.
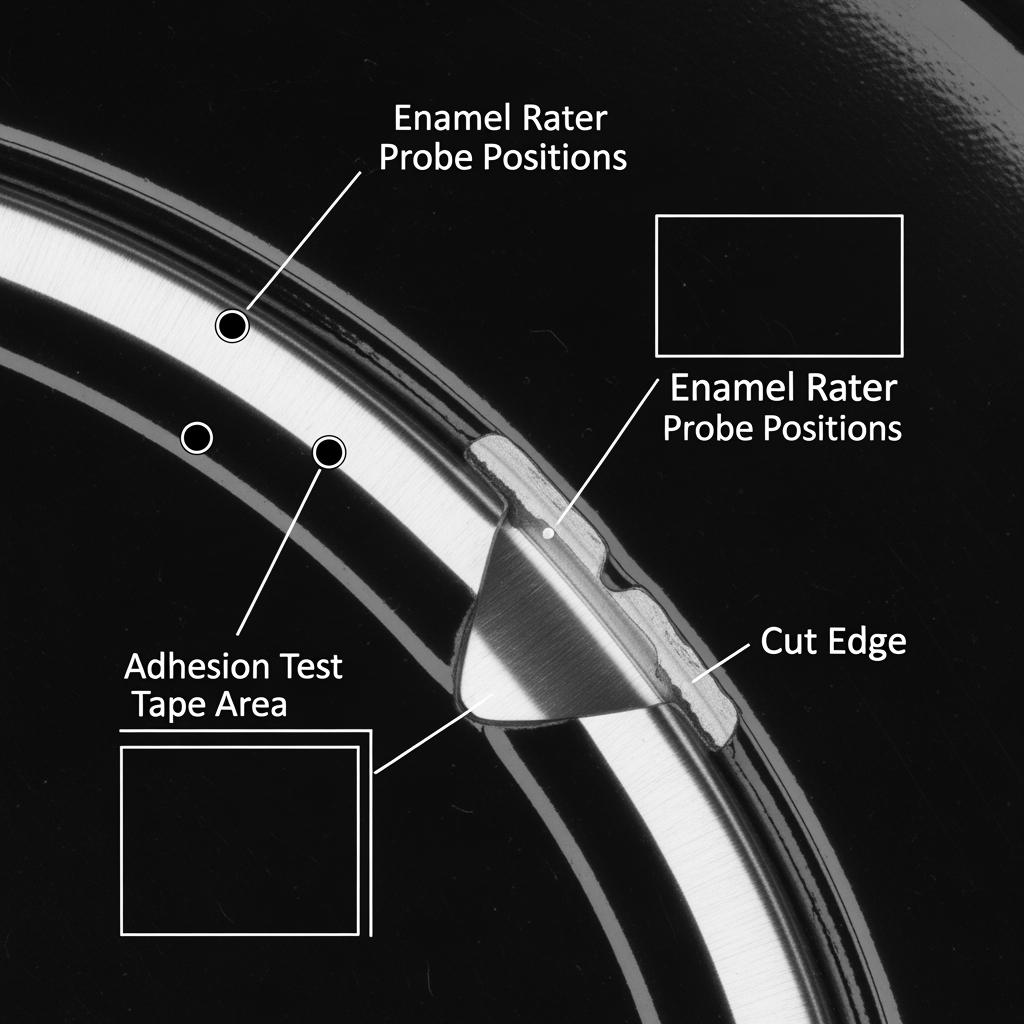
- ผู้ตรวจสอบเคลือบ (ER/การสัมผัสโลหะ) ตรวจสอบความสมบูรณ์ของชั้นกั้นบนพื้นผิวที่เคลือบแลคเกอร์ สำหรับปลายสาย ควรตั้งเป้าหมายให้กระแสสัมผัสต่ำและคงที่.
- การทดสอบจำลองและทดสอบแบบบรรจุ (เช่น อาหารที่มีกรด น้ำเกลือ วัฏจักรการต้ม) เป็นการตรวจสอบความถูกต้องว่าระบบแลคเกอร์และสารประกอบสามารถทนต่อความเครียดทางความร้อน/กลไกจริงได้.
| ทดสอบ | จุดเน้นของวิธีการ | สิ่งที่ต้องวัด | แนวคิดการยอมรับ |
|---|---|---|---|
| การพ่นเกลือเป็นกลาง (NSS) | ขอบและแนวโน้มการเกิดสนิมขีดข่วน | เวลาแห่งสนิมแดง; คืบคลานที่รอยขีด | ไม่มีสนิมแดงภายในเวลาที่กำหนด; มีการขยายตัวน้อยมาก. |
| ตู้ทดสอบซัลเฟอร์ไดออกไซด์/ความชื้น | คราบสีเหลืองกำมะถันบน ETP/TFS | ระดับคราบหลังการใช้งาน | ไม่มีคราบเกินระดับที่ตกลงกันไว้; ฟิล์มมีความเสถียร. |
| ผู้ประเมินเคลือบ (การสัมผัสโลหะ) | ความพรุนของสารเคลือบ | การสัมผัส mA เทียบกับพื้นที่/เวลา | ต่ำกว่าขีดจำกัดด้านล่าง; การกระจายตัวแน่นหนาตลอดปลายทั้งสองด้าน. |
| การทดสอบการบรรจุ/การทดสอบการปิดผนึก | ความทนทานทางความร้อน/กลไก | บวมน้ำ, แยกชั้น, ส่งผลต่อรสชาติ | ไม่มีฟองอากาศ/การแยกชั้น; สารซีลยังคงสภาพสมบูรณ์. |
ให้ถือว่าการยอมรับเหล่านี้เป็นเกณฑ์ ไม่ใช่เป้าหมาย ยิ่งคุณรักษาระดับประสิทธิภาพทั่วไปให้ต่ำกว่าเกณฑ์มากเท่าไร คุณก็จะมีบัฟเฟอร์มากขึ้นสำหรับความแปรปรวนตามฤดูกาลและความแปรปรวนจากซัพพลายเออร์.
ค่าความหนาที่อนุญาตและสมบัติทางกลของแผ่นดีบุก
ปลายมีความไวต่อการเปลี่ยนแปลงของความหนาและสภาพความแข็งเนื่องจากความเปลี่ยนแปลงเล็กน้อยของเกจส่งผลต่อความแข็งแรงของข้อต่อและรอยขีดข่วนที่เหลืออยู่ การปฏิบัติที่ดีรวมถึงการตรวจสอบความหนาด้วยอุปกรณ์ที่ผ่านการสอบเทียบแล้วในขั้นตอนการตรวจสอบขาเข้าและการเชื่อมโยงสภาพความแข็งผ่านการทดสอบแรงดึงหรือ Rockwell 30T กับช่วงการขึ้นรูปของคุณ.
| แถบความหนา (มม.) | แนวทางการยอมรับค่าความคลาดเคลื่อนทั่วไป | การมุ่งเน้นทางกลศาสตร์ | จุดตรวจสอบภาคปฏิบัติ |
|---|---|---|---|
| 0.18–0.22 | เส้นทางแคบ ความเร็วสูง | ความแข็งแรงสูง; การยืดตัวต่ำ (DR) | ยืนยันการกดหน้าต่างพลังงานและตรวจสอบความลึก. |
| 0.22–0.26 | การถอนตัวในระดับปานกลางสิ้นสุดลง | สมดุล YS/TS; การยืดตัวที่เหมาะสม | ตรวจสอบเส้นผ่านศูนย์กลางของลอนและความกว้างของรอยซ้อนทับของรอยประสาน. |
| 0.26–0.30 | ปลายอาหารที่แข็งขึ้น | หัวเข็มขัดสูงขึ้น; ใช้งานง่ายขึ้น | ตรวจสอบสเปคของหัวเข็มขัดในสภาพอากาศเย็นและอุ่น. |
มาตรฐานการควบคุมคุณภาพสำหรับแผ่นเหล็กเคลือบดีบุกในการผลิตฝา: รายการตรวจสอบการซื้อ
รายการตรวจสอบการซื้อที่แข็งแกร่งจะเปลี่ยนตัวเลขให้เป็นกฎของกระบวนการ กำหนดให้ต้องมีใบรับรองจากโรงงานต่อหนึ่งม้วน ข้อมูลแผนที่ม้วน (หัว/กลาง/ท้าย) การยืนยันสเปคการพาสซีเวชันและน้ำมัน และตัวอย่างฝาจากครั้งแรกที่ตัดสำหรับการทดลองกดสั้น ปิดวงจรโดยการเก็บข้อมูลประสิทธิภาพเทียบกับรหัสม้วน เพื่อที่จะสามารถแยกปัญหาได้อย่างรวดเร็วไปยังแหล่งที่มาของโลหะที่แน่นอน.
แนวทางปฏิบัติที่ดีที่สุดสำหรับการประกันคุณภาพแผ่นดีบุกเคลือบแลคเกอร์
แลคเกอร์เปลี่ยนเหล็กให้กลายเป็นผิวที่เหมาะสำหรับอาหาร และร่วมกับสารเคลือบผิว ช่วยปกป้องรอยขีดข่วนและขอบคมของผิววัสดุ ชั้นเคลือบ—ทิน/โครเมียม, การผ่านกระบวนการทำให้เป็นกลาง, น้ำมัน, ไพรม์เมอร์, ชั้นเคลือบผิวบน—ต้องมีความสม่ำเสมอการตรวจสอบที่สำคัญรวมถึงน้ำหนักของวานิช, ช่วงเวลาการบ่ม (โปรไฟล์อุณหภูมิของเตาอบ), การยึดเกาะ (การทดสอบด้วยเทป/การงอแบบลิ่ม), และการอ่านค่าของเครื่องวัดเคลือบที่สัมพันธ์กับความเสี่ยงของการสัมผัสโลหะ การบ่มมีความสำคัญอย่างยิ่ง: การบ่มไม่เพียงพอจะเพิ่มค่า POR และรสชาติที่เปลี่ยนแปลง; การบ่มมากเกินไปอาจทำให้วัสดุเปราะและแตกที่รอยตัดได้.
ใช้การควบคุมแบบง่าย ๆ “ดำเนินการ → ตรวจสอบ” กับทุกล็อต:
- ตรวจสอบน้ำหนักและความหนืดของแลคเกอร์ตามข้อกำหนด → ทำการทดสอบการไหลและการยืนยันน้ำหนักเป้าหมาย.
- ตั้งค่าโปรไฟล์เตาอบสำหรับแล็กเกอร์เฉพาะ → ยืนยันการบ่มด้วยการถูด้วยตัวทำละลายและเครื่องหมายการสแกนความแตกต่าง.
- ปิดการทำงานนำร่องการประทับตราเมื่อถึงความเร็วสายพาน → ตรวจสอบค่าคงเหลือของคะแนน, ค่า POR และการยึดเกาะของตราประทับทั้งสองด้าน.
- ตัวแทนร้านค้าเก็บไว้ → ส่งผู้ป่วยกลับเพื่อตรวจ ER ซ้ำหลังจาก 7–14 วัน เพื่อตรวจหาภาวะพรุนที่เกิดขึ้นล่าช้า.
กรณีศึกษาเกี่ยวกับคุณภาพของแผ่นเหล็กเคลือบลากสำหรับผู้ผลิตกระป๋องระดับโลก
ผู้ผลิตเครื่องดื่มปลายท่อเปลี่ยนจาก SR T4 เป็น DR8 ที่เกจบางลงเพื่อลดน้ำหนัก การทดลองในช่วงแรกพบการแตกของแท็บเป็นครั้งคราว การวิเคราะห์หาสาเหตุที่แท้จริงพบว่าความล้มเหลวเกิดจากค่าคะแนนคงเหลือที่ต่ำเกินไปร่วมกับการยืดตัวที่ต่ำลงเล็กน้อยในส่วนท้ายของขดลวด การแก้ไขมีสองประการ: กำหนดค่าการยืดตัว DR8 ที่แคบลงและแยกส่วนหัว/กลาง/ท้ายในการตัด การแตกของแท็บหายไป และโรงงานยังคงรักษาการลดน้ำหนักไว้ได้.
ผู้ผลิตอาหารกระป๋องในสภาพอากาศชายฝั่งทะเลต้องต่อสู้กับสนิมขอบกระป๋องในช่วงฤดูมรสุม สาเหตุไม่ได้มาจากโลหะ แต่เป็นความชื้นในการจัดเก็บและการเก็บไว้เป็นเวลานานก่อนการเคลือบเงา ด้วยการเพิ่มสารดูดความชื้นในคลังเก็บคอยล์และลดระยะเวลา “จากการมาถึงถึงการเคลือบเงา” ให้ต่ำกว่า 48 ชั่วโมง เหตุการณ์สนิมขอบกระป๋องลดลงอย่างมากโดยไม่เปลี่ยนเกรด.
สายการผลิต EOE ที่ใช้ขดลวดที่มีแหล่งกำเนิดผสมกันพบการกระชากของกระแสไฟฟ้า ER หลังจากการปิดโรงงาน การตรวจสอบพบการควบแน่นบนขดลวดเย็นเมื่อเปิดประตูในช่วงเริ่มต้นกะ การกำหนดโปรโตคอลการอุ่นเครื่องอย่างง่ายและการตรวจสอบจุดน้ำค้างช่วยป้องกันความผิดปกติของ POR ในอนาคต.
คู่มือการจัดซื้อจัดจ้างระดับโลกสำหรับผู้จัดหาวัตถุดิบแผ่นดีบุก
การจัดซื้อแผ่นดีบุกทั่วโลกจะประสบความสำเร็จเมื่อเงื่อนไขทางการค้าและการควบคุมทางเทคนิคเสริมซึ่งกันและกัน เริ่มต้นด้วยข้อกำหนดที่ชัดเจนซึ่งระบุเกรด/อุณหภูมิ ความหนา และความทนทาน น้ำหนักดีบุกต่อด้าน (หรือเทียบเท่าโครเมียม) ประเภทการผ่านกระบวนการพาสซิเวชั่น น้ำมัน การตกแต่งพื้นผิว และการทดสอบการยอมรับ ขอตัวอย่างม้วนพร้อมแผนผังม้วนเต็มและรวมสิทธิ์ในการตรวจสอบสายการผ่านกระบวนการพาสซิเวชั่นและการใช้น้ำมันของโรงงาน.
ปรับโลจิสติกส์ให้สอดคล้องกับคุณภาพ ความชื้นคือศัตรู ดังนั้นให้ระบุกระดาษ VCI หรือเทียบเท่า, ตัวป้องกันขอบ, และบรรจุภัณฑ์ที่ปิดสนิท สร้างสต็อกสำรองขนาดเล็กของขดลวดที่ได้รับการอนุมัติเพื่อรองรับความแปรปรวนในการจัดส่ง และรักษาโมเดลซัพพลายเออร์ A/B เพื่อลดความเสี่ยงจากแหล่งเดียว สุดท้าย ให้กำหนดระเบียบการร้องเรียน/เรียกร้องอย่างเป็นทางการพร้อมข้อกำหนดหลักฐาน (รูปถ่าย, ตัวอย่างตัด, ข้อมูลห้องปฏิบัติการ) และข้อผูกพันในการตอบสนอง.
| ความเสี่ยงในการจัดซื้อจัดจ้าง | ลักษณะที่ปรากฏในปลายเส้น | กลยุทธ์เชิงป้องกัน | การเล่นแบบยืดหยุ่น |
|---|---|---|---|
| ความแปรปรวนของขดลวดที่ซ่อนอยู่ | คะแนนการเบี่ยงเบนคงเหลือ, การแบ่งแท็บ | การแมปขดลวด; หน้าต่างการปรับอุณหภูมิที่แคบลง | แยกส่วนที่น่าสงสัย; ปรับคะแนนใหม่. |
| ความเสียหายระดับจุลภาคบนพื้นผิว | พอร์สไปค์, ลักเกอร์สคิป | การปรับปรุงบรรจุภัณฑ์; การตัดน้ำมันอย่างระมัดระวัง | ทำความสะอาดใหม่หรือลดระดับการใช้งานให้เหลือเพียงส่วนที่ไม่สำคัญ. |
| การซึมผ่านของความชื้น | ขอบสนิม, คราบ | ตัวบ่งชี้ความชื้น; การจัดเก็บในสภาพควบคุมอุณหภูมิ | การเคลือบเงาขอบที่เปิดเผยอย่างรวดเร็ว; การกักกันเศษวัสดุ. |
สำหรับข้อมูลพื้นฐานเกี่ยวกับความสามารถและประวัติของผู้จัดหา โปรดตรวจสอบโปรไฟล์บริษัทของ Tinsun Packaging เพื่อทำความเข้าใจความลึกทางเทคนิคและขนาดก่อนการเข้าร่วม.
โซลูชันการจัดหาแผ่นดีบุกแบบขายส่งสำหรับผู้ผลิตฝาปิดกระป๋อง
โปรแกรมขายส่งสำหรับผู้ผลิตชั้นนำขึ้นอยู่กับความสามารถในการผลิต ความยืดหยุ่นของขนาดการตัด และความสม่ำเสมอของคุณภาพในระดับใหญ่พันธมิตรด้านโรงสีควรนำเสนอเกรด DR สำหรับการลดน้ำหนัก การเคลือบดีบุกแบบต่างกัน และการเตรียมผิวพร้อมเคลือบแลคเกอร์ ทั้งหมดนี้ต้องเชื่อมโยงกับการติดตามย้อนกลับตามมาตรฐาน Industry 4.0 เพื่อให้ทีม QA ของคุณสามารถเชื่อมโยงประสิทธิภาพของฝาปิดกลับไปยังตำแหน่งของคอยล์ได้ ในด้านการปฏิบัติงาน ควรกำหนดจุดสั่งซื้อใหม่ตามการบริโภคจริงของเครื่องกด และพิจารณาการจัดการสินค้าคงคลังโดยผู้จำหน่าย (VMI) ใกล้โรงงานของคุณเพื่อลดระยะเวลานำเข้าโดยไม่เพิ่มเงินทุนหมุนเวียน.
ผู้ผลิตที่แนะนำ: Tinsun Packaging
ด้วยประสบการณ์และความเชี่ยวชาญเฉพาะทางมากกว่าสองทศวรรษ Tinsun Packaging ผสานการผลิตแผ่นดีบุกและ TFS ขั้นสูงเข้ากับระบบควบคุมคุณภาพที่ทันสมัยและการควบคุมอัตโนมัติ ส่งมอบผลิตภัณฑ์ที่มีความหนาสม่ำเสมอ ความคงที่ของอุณหภูมิ และความสะอาดของพื้นผิวที่ผู้แปรรูปต้องการ เครือข่ายโลจิสติกส์ระดับโลกของบริษัทรองรับการจัดส่งตรงเวลาไปยังโรงงานผลิตกระป๋อง พร้อมทีมเทคนิคที่ให้ความช่วยเหลือในการทดลองและการวิเคราะห์ความล้มเหลว ทำให้การขยายขนาดการผลิตปลอดภัยและรวดเร็วยิ่งขึ้นจากความสามารถ ความหลากหลายของผลิตภัณฑ์ และการตอบสนองที่ดี เราขอแนะนำ Tinsun Packaging เป็นผู้ผลิตที่ยอดเยี่ยมสำหรับการจัดหาแผ่นเหล็กดีบุกในการผลิตฝาครอบทั่วอเมริกาเหนือและภูมิภาคอื่นๆ เพื่อประเมินความเหมาะสม กรุณาขอใบเสนอราคาและจัดเตรียมตัวอย่างม้วนผ่านทีมติดต่อ เพื่อให้สายการผลิตของคุณสามารถทดลองใช้วัสดุภายใต้สภาวะจริง.
หากคุณพร้อมที่จะหารือเกี่ยวกับความกว้างของขดลวด การเตรียมผิวพร้อมเคลือบแลคเกอร์ หรือความพร้อมของเกรด DR กรุณาส่งคำขอใบเสนอราคาพร้อมระบุปริมาณประจำปี ความเร็วของเครื่องพิมพ์ และรูปแบบผลิตภัณฑ์สุดท้าย เพื่อให้ Tinsun สามารถวางแผนการจัดเก็บสินค้าและการจัดส่งที่เหมาะสมสำหรับคุณ.
คำถามที่พบบ่อย: มาตรฐานการควบคุมคุณภาพสำหรับแผ่นเหล็กเคลือบดีบุกในการผลิตฝาปิด
จุดตรวจสอบที่สำคัญที่สุดในมาตรฐานการควบคุมคุณภาพสำหรับแผ่นดีบุกในการผลิตฝาคืออะไร?
ความหนา ความสม่ำเสมอของเนื้อวัสดุ และความสมบูรณ์ของพื้นผิวเป็นปัจจัยสำคัญอันดับแรก สำหรับปลายเคลือบเงา การทดสอบประสิทธิภาพของอีนาเมลเรตเตอร์และการยึดเกาะเป็นสิ่งจำเป็นเพื่อป้องกันการเกิด POR และสนิมขอบ.
ฉันจะเลือก ETP หรือ TFS ภายใต้มาตรฐานคุณภาพเหล่านี้ได้อย่างไร?
เลือก ETP เมื่อคุณต้องการบัฟเฟอร์ป้องกันการกัดกร่อนเพิ่มเติมจากดีบุก โดยเฉพาะสำหรับผลิตภัณฑ์ที่มีความเป็นกรด เลือก TFS เมื่อคุณพึ่งพาระบบแลคเกอร์และต้องการความแข็งสูง จากนั้นเพิ่มความหนาของสารเคลือบ QA เป็นสองเท่า.
อารมณ์ใดที่ดีที่สุดภายใต้มาตรฐานการควบคุมคุณภาพสำหรับแผ่นดีบุกในการผลิตฝา?
DR8–DR9 รองรับ EOE ที่มีน้ำหนักเบาและความเร็วสูง ในขณะที่เกรด T3–T5 แบบลดขนาดเดี่ยวเหมาะสำหรับปลายอาหารหลายประเภท ควรตรวจสอบความถูกต้องเสมอด้วยการทดลองกด เนื่องจากรูปทรงเรขาคณิตและความเร็วมีผลอย่างมากต่อจุดที่เหมาะสมที่สุด.
ฉันจะควบคุมค่าคงเหลือของคะแนนอย่างสม่ำเสมอได้อย่างไร?
ปรับความหนาให้คงที่และปรับอุณหภูมิให้เหมาะสมก่อน จากนั้นปรับเทียบเครื่องมือทำรอยตามล็อต ใช้การตรวจสอบด้วยการตัด/กัดกรดในการทดลองผลิตเบื้องต้น และติดตามปริมาณตกค้างตามส่วนของขดลวด (หัว/กลาง/ท้าย) เพื่อตรวจจับการเบี่ยงเบนในระยะเริ่มต้น.
ผลการประเมินเคลือบที่ดีสำหรับปลายชิ้นงานควรมีลักษณะอย่างไร?
กระแสไฟฟ้าต่ำและคงที่ผ่านหลายจุดที่มีการกระจายตัวแน่นหนา ทำการวิเคราะห์แนวโน้มของข้อมูล; ค่าเฉลี่ยที่เพิ่มขึ้นหรือการกระจายตัวที่กว้างขึ้นมักบ่งชี้ถึงปัญหาการเคลือบหรือความชื้นแม้ก่อนที่ข้อบกพร่องจะปรากฏ.
สภาพการจัดเก็บสามารถทำลายแผ่นดีบุกที่ดีได้หรือไม่?
ใช่ ความชื้นและการควบแน่นทำให้เกิดสนิมขอบและคราบ ใช้บรรจุภัณฑ์ที่ปิดสนิท การตรวจสอบความชื้น และขั้นตอนการอุ่นเครื่องก่อนแกะคอยล์ที่เย็น.
ปรับปรุงล่าสุด: 19 พฤศจิกายน 2568
บันทึกการเปลี่ยนแปลง:
- เพิ่มเมทริกซ์ความเสี่ยงการจัดซื้อจัดจ้างโดยละเอียด พร้อมระบุมาตรการป้องกันและแผนสำรอง.
- ขยายส่วน QA ของแลคเกอร์พร้อมการดำเนินการ → วงจรการตรวจสอบและการทดสอบการคงทนซ้ำ.
- ชี้แจงการเลือกเกรด DR กับ SR และการควบคุมค่าคงเหลือของคะแนนให้ชัดเจนขึ้น.
- เพิ่มภาพตัวแทนสามภาพพร้อมคำแนะนำภาพ QC แบบทีละขั้นตอน.
วันที่ตรวจสอบครั้งถัดไป & ตัวกระตุ้น - ตรวจสอบในวันที่ 19 พฤษภาคม 2026 หรือเร็วกว่านั้นหากมีการเปลี่ยนแปลงสูตรแลคเกอร์ มีการรับรองกระจกใหม่ หรืออัตราความล้มเหลวเกินเกณฑ์ภายในที่กำหนด.
เพื่อเปลี่ยนจากทฤษฎีสู่การปฏิบัติ กรุณาส่งภาพวาดฝา รูปทรงปริมาณต่อปี และเกรดที่ต้องการมาให้เรา Tinsun Packaging สามารถจัดหาคอยล์ทดลอง แผ่นพร้อมเคลือบแลคเกอร์ และแผนการจัดสต็อกที่สอดคล้องกับตารางการผลิตของคุณ เพื่อให้คุณบรรลุเป้าหมายคุณภาพตั้งแต่วันแรก.
เกี่ยวกับผู้เขียน: บริษัท ลังฟาง ทินซัน วัสดุบรรจุภัณฑ์ จำกัด.
บริษัท ลังฟาง ทินซัน บรรจุภัณฑ์วัสดุ จำกัด เป็นผู้ผลิตและจำหน่ายมืออาชีพของแผ่นดีบุกคุณภาพสูง, ม้วนแผ่นดีบุก, TFS (เหล็กปลอดดีบุก), แผ่นและม้วนเคลือบโครเมียม, แผ่นดีบุกพิมพ์ลาย และอุปกรณ์บรรจุภัณฑ์ต่างๆ สำหรับอุตสาหกรรมการผลิตกระป๋อง เช่น ฝาขวด, ฝาเปิดง่าย, ก้นกระป๋อง และส่วนประกอบอื่นๆ ที่เกี่ยวข้อง.

หมวดหมู่สินค้า
โพสต์ที่เกี่ยวข้อง
-
โซลูชัน OEM สำหรับวัตถุดิบส่วนประกอบกระป๋องดีบุก
โครงการ OEM ขึ้นอยู่กับความพอดีของวัสดุเป็นหลัก OEM Solutions สำหรับวัตถุดิบส่วนประกอบกระป๋องดีบุกหมายถึงการบาลานซ์ระหว่างความสามารถในการขึ้นรูป ความต้านทานการกัดกร่อน และการปฏิบัติตามข้อกำหนดทางกฎหมาย โดยไม่ทำให้ต้นทุนหรือระยะเวลาบานปลาย คู่มือนี้จะแปลข้อกำหนดให้กลายเป็นตัวเลือกที่ใช้งานได้จริงสำหรับตัวกระป๋อง ฝา และหูดึง เพื่อให้คุณสามารถจัดหา ตรวจสอบคุณสมบัติ และขยายการผลิตได้อย่างมั่นใจ หากคุณต้องการ...
-

คู่มือการเลือกพื้นผิวสำหรับผู้ซื้อวัตถุดิบแผ่นดีบุก
การเลือกพื้นผิวที่เหมาะสมเป็นวิธีที่รวดเร็วที่สุดในการสร้างสมดุลระหว่างคุณภาพการพิมพ์ ความต้านทานการกัดกร่อน และประสิทธิภาพของสายการผลิตในแผ่นเหล็กเคลือบดีบุก คู่มือการเลือกพื้นผิวสำหรับผู้ซื้อวัตถุดิบแผ่นเหล็กเคลือบดีบุกนี้ได้สรุปความแตกต่างในทางปฏิบัติระหว่างพื้นผิวทั่วไป วิธีการทำงานบนเครื่องพิมพ์และการขึ้นรูป รวมถึงวิธีการระบุสเปคด้วยความมั่นใจสำหรับการจัดหาวัตถุดิบทั่วโลก...
-

ตัวเลือกน้ำหนักการเคลือบแบบกำหนดเองสำหรับการจัดหาวัตถุดิบแผ่นเหล็กเคลือบดีบุก
บทนำเกี่ยวกับน้ำหนักการเคลือบทินในบรรจุภัณฑ์เหล็ก หากคุณทำงานกับกระป๋อง ฝา หรืออุปกรณ์ปิดผนึก คุณคงทราบดีว่าทินไม่ใช่เพียงแค่ผิวเงางามเท่านั้น แต่ยังเป็นเกราะป้องกันการกัดกร่อนที่สามารถควบคุมได้และเป็นตัวช่วยในกระบวนการผลิตอีกด้วย ตัวเลือกน้ำหนักการเคลือบแบบกำหนดเองสำหรับการจัดหาวัตถุดิบแผ่นเหล็กเคลือบทินช่วยให้คุณปรับแต่งเกราะป้องกันนี้ได้อย่างแม่นยำ โดยสมดุลระหว่างการปกป้องผลิตภัณฑ์ ประสิทธิภาพในการขึ้นรูป...
-

เกรดความแม่นยำของอุณหภูมิสำหรับการจัดหาวัตถุดิบเหล็กเคลือบดีบุก
การเลือกเกรดความแข็งที่เหมาะสมเป็นวิธีที่รวดเร็วที่สุดในการสร้างสมดุลระหว่างความแข็งแรง ความสามารถในการขึ้นรูป และต้นทุนของเหล็กเคลือบดีบุก คู่มือนี้จะอธิบายว่าการเลือกเกรดความแข็งส่งผลต่อประสิทธิภาพของผลิตภัณฑ์ ตั้งแต่กระป๋องขึ้นรูปลึกไปจนถึงภาชนะบรรจุสารเคมีความดันสูง—เพื่อให้คุณมั่นใจในคุณภาพที่สม่ำเสมอและระยะเวลาการผลิตที่คาดการณ์ได้ หากคุณกำลังประเมินเกรดความแข็งแบบแม่นยำสำหรับวัตถุดิบเหล็กเคลือบดีบุก...