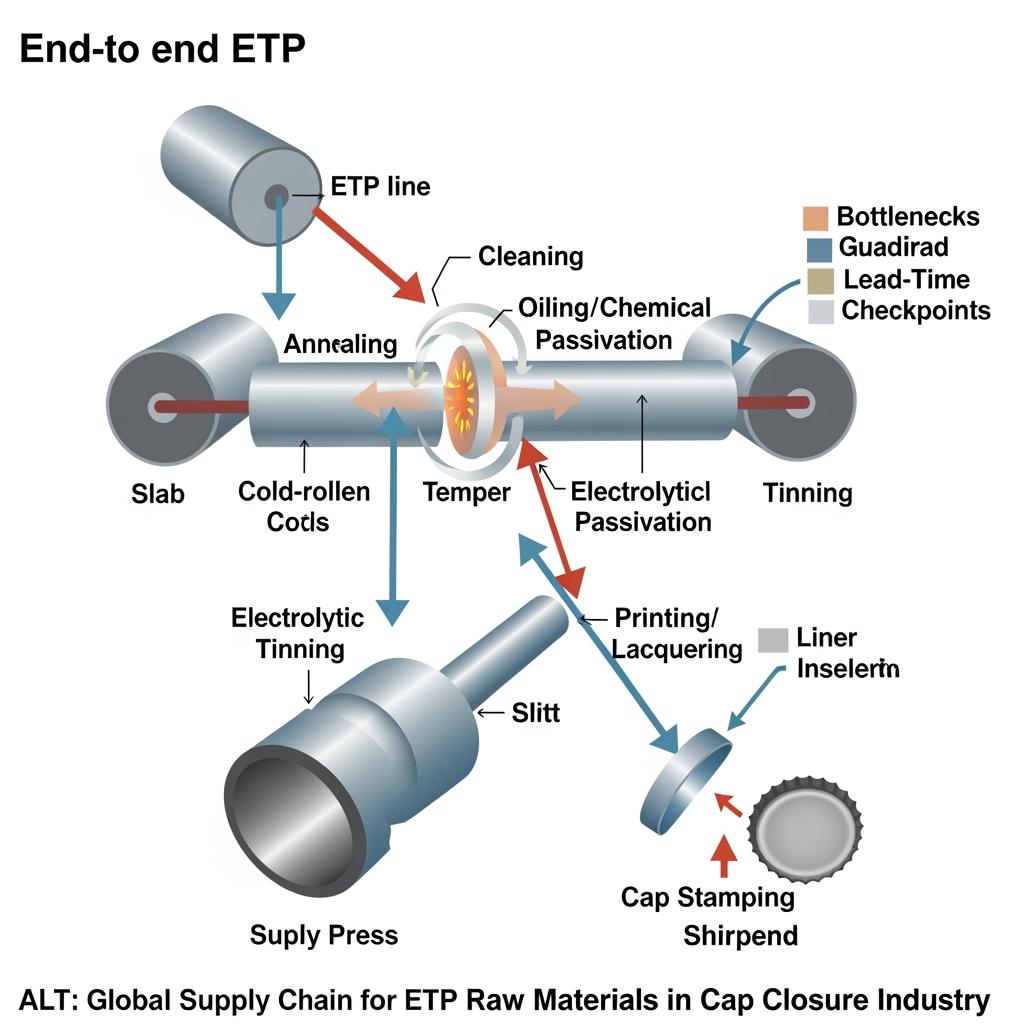
ห่วงโซ่อุปทานระดับโลกสำหรับวัตถุดิบของ ETP ในอุตสาหกรรมฝาปิดขวด

แชร์
หากคุณผลิตหรือจัดหาฝาครอบขวด กำไรและคุณภาพของคุณขึ้นอยู่กับสิ่งเดียว: การได้แผ่นเหล็กเคลือบกัลวานิกรูปแบบอิเล็กโทรไลต์ (ETP) ที่ถูกต้องไปยังโรงงานที่เหมาะสมในเวลาที่เหมาะสมห่วงโซ่อุปทานระดับโลกสำหรับวัตถุดิบ ETP ในอุตสาหกรรมฝาปิดขวดหมุนรอบตัวแปรที่สามารถควบคุมได้ไม่กี่อย่าง ได้แก่ การเลือกเกรด การเคลือบและการตกแต่งพื้นผิว การปฏิบัติตามข้อกำหนด และระเบียบวินัยด้านโลจิสติกส์ แบ่งปันข้อมูลจำเพาะของฝาปิดและการคาดการณ์ของคุณ แล้วเราจะวางแผนโปรแกรมคอยล์ที่เหมาะสมที่สุด Tinsun Packaging สามารถให้ใบเสนอราคาอย่างรวดเร็ว ตัวอย่าง และแผนการตัดคอยล์ตามความต้องการของคุณผ่าน ผลิตภัณฑ์แผ่นดีบุกและ TFS.
ข้อกำหนดวัสดุของแผ่นดีบุกสำหรับการผลิตฝาครอบกระป๋อง
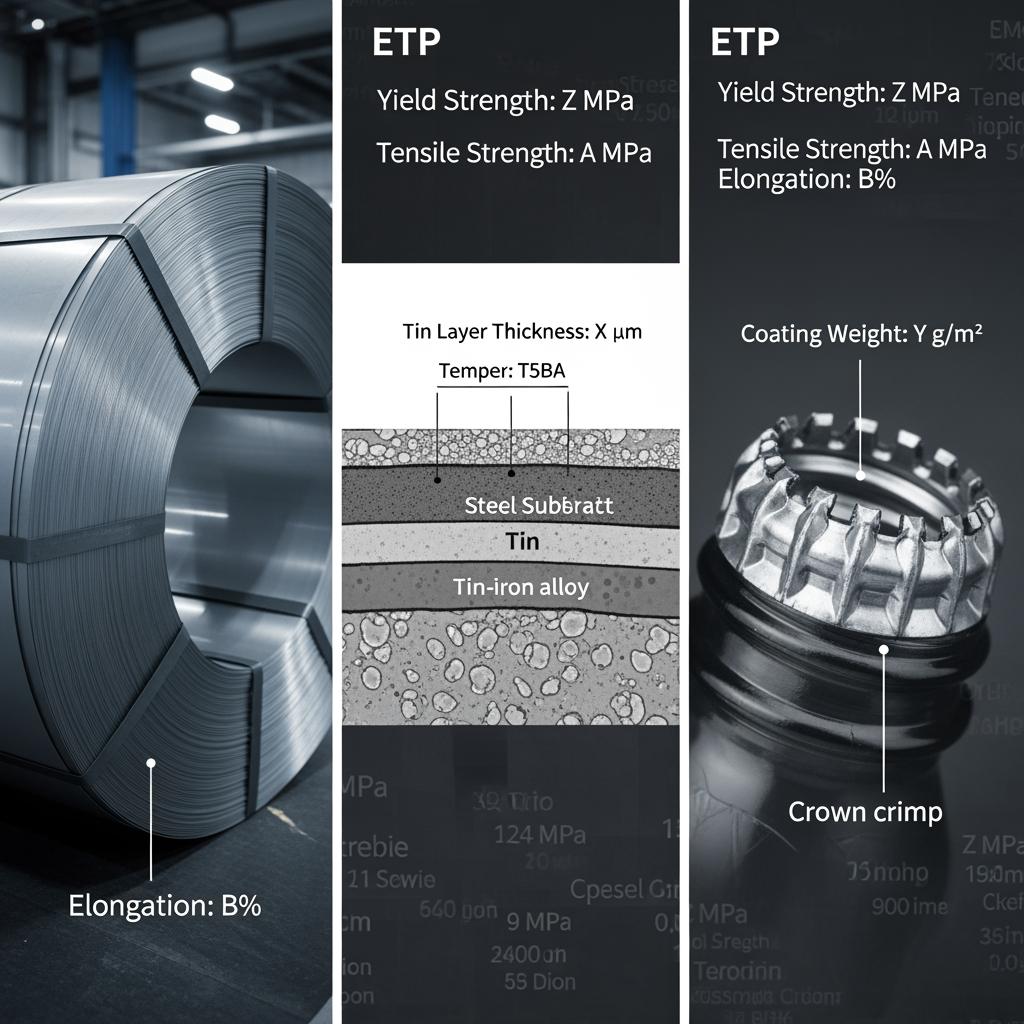
ข้อสรุป: ฝาครอบขวดแบบหมุนทั่วไปมักใช้แผ่นดีบุกอิเล็กโทรไลต์ที่มีความหนาต่ำถึงปานกลางพร้อมความหนาและความหนักของสารเคลือบที่สม่ำเสมอ ซึ่งเหมาะสมกับแรงดันคาร์บอเนชัน สภาวะการพาสเจอร์ไรซ์ และข้อกำหนดในการพิมพ์เริ่มต้นด้วยการกำหนดความหนาตามชื่อ (มักจะเป็น 0.17–0.24 มม. สำหรับมงกุฎมาตรฐาน) และน้ำหนักการเคลือบดีบุก (เช่น 2.8/2.8 หรือ 5.6/5.6 กรัม/ตร.ม. รวมทั้งหมด, แบบสมมาตรหรือแบบต่างกัน) จากนั้นเลือกการอบเพื่อปรับสมดุลความแข็งแรงของการบีบและแรงบิดในการเปิด ยืนยันมาตรฐานเคมีของเหล็ก (SPCC/MR เป็นฐาน) และการทำให้เป็นกลางที่ตรงกับระบบแลคเกอร์ของคุณ.
ขั้นตอนการทำงานที่เป็นรูปธรรมคือ การปรับสเปคให้ตรง → ตรวจสอบความเป็นไปได้ของโรงงาน → จองคอยล์หลัก → ลงนามในเอกสารคุณสมบัติ → พิมพ์/ทดสอบชิ้นงานแรก → ดำเนินการตามแผน → ตรวจสอบและดำเนินการ: ล็อกความหนาและอุณหภูมิ → ขอ MTCs และแผนภูมิความสม่ำเสมอจากโรงงาน; กำหนดน้ำหนักการเคลือบ → ตรวจสอบการยึดติดของแลคเกอร์ที่โปรไฟล์การพาสเจอไรซ์ของคุณ; แก้ไขการพาสซีเวชัน → ทำการทดสอบการบีบและการดึงที่เครื่องปิดฝา.
| พารามิเตอร์ | ตัวเลือกทั่วไป | ทำไมจึงสำคัญ | หมายเหตุ |
|---|---|---|---|
| ฐานเหล็ก | MR / SPCC | ควบคุมความสะอาดและความสามารถในการขึ้นรูป; ควรใช้ MR สำหรับครอบฟันที่สัมผัสอาหาร. | เลือกเกรดของเม็ดสีที่ผู้จัดจำหน่ายแล็กเกอร์ของคุณรับรอง. |
| ความหนา (มม.) | 0.17–0.24 | ควบคุมความสามารถในการขึ้นรูปของรอยย้ำและความเสถียรของแรงบิดในการเปิด. | ทินเนอร์ช่วยประหยัดค่าใช้จ่ายแต่ทำให้หน้าต่างของซับในแคบลง. |
| อุณหภูมิ (T) | T2.5–T4 | อุณหภูมิสูงขึ้น = แข็งขึ้น; รอยบีบคมขึ้นแต่มีความเสี่ยงที่จะแตกหากแข็งเกินไป. | ให้ตรงกับการตั้งค่าของเครื่องบรรจุขวด. |
| การเคลือบด้วยดีบุก (กรัมต่อตารางเมตร) | 2.8/2.8; 5.6/5.6; ความแตกต่าง | การกัดกร่อน ความต้านทาน, ความสามารถในการบัดกรี (หากใช้), พื้นฐานความเงาของงานพิมพ์. | หนักกว่าสำหรับเครื่องดื่มที่มีความเข้มข้นสูง/การพาสเจอร์ไรซ์. |
| การทำให้เป็นสภาพเฉื่อย | 311, 313, โครเมียมทางเลือก | การยึดเกาะของสีและความต้านทานต่อคราบกำมะถัน. | ตรวจสอบความเข้ากันได้กับแล็กเกอร์ BPA-NI/NI. |
| แท็กห่วงโซ่อุปทาน | — | — | ห่วงโซ่อุปทานระดับโลกสำหรับวัตถุดิบของ ETP ในอุตสาหกรรมฝาปิดขวด ความเกี่ยวข้อง: สูง. |
หลังจากล็อกสเปคแล้ว ให้ผลิตล็อตขนาดเล็กที่ความเร็วจริงของสายการผลิตของคุณ หากมีการแยกเกิดขึ้นระหว่างการย้ำให้พิจารณาลดระดับความแข็งลงหรือเพิ่มความหนาขึ้น 0.01 มม. หากแรงบิดในการเปิดสูงขึ้น ให้ตรวจสอบความแข็งของซับในและความสม่ำเสมอของการม้วนของหัวแม่พิมพ์ รวมถึงระดับความแข็ง.
การตกแต่งผิวของเหล็กเคลือบดีบุกสำหรับการใช้งานปิดผนึก
ข้อสรุป: พื้นผิวมีผลต่อความสดใสของงานพิมพ์และการซึมของแลคเกอร์ พื้นผิวเงามันเหมาะสำหรับการสร้างแบรนด์ที่ต้องการความเงางามสูง พื้นผิวแบบหินช่วยสมดุลการยึดเกาะของหมึกและการควบคุมแสงสะท้อน ส่วนพื้นผิวด้านช่วยลดการลื่นบนเครื่องปิดฝาอัตโนมัติและลดแสงสะท้อนสำหรับการตรวจสอบด้วยกล้อง.
พื้นผิวที่เสร็จสมบูรณ์ส่งผลต่อการวางตัวของหมึก การขยายตัวของจุด และความต้านทานต่อการขีดข่วนหลังจากการบรรจุภัณฑ์ในขั้นตอนต่อไป ควรจับคู่พื้นผิวกับความหนาของสีรองพื้นสีขาวและเคมีของน้ำยาเคลือบเงา (OPV) เสมอ การดำเนินการ + ตรวจสอบ: เลือกพื้นผิว → พิมพ์การทดสอบการไหล → ทดสอบการขัดถูหลังการพาสเจอร์ไรส์ → ทดสอบการลื่นของฝาปิด.
| เสร็จสิ้น | ความสามารถในการพิมพ์ | การยึดเกาะของแลคเกอร์/OPV | การใช้งานทั่วไป | หมายเหตุ |
|---|---|---|---|---|
| สว่าง | เงางามสูง สีสันสดใส | ดีพร้อมการพาสซีเวชันที่เหมาะสม | เบียร์พรีเมียมและโซดาพร้อมฝาครอบโลหะ | แสดงให้เห็นรอยขีดข่วนได้ง่ายขึ้น. |
| หิน | สมดุล, ลดแสงสะท้อน | ดีมาก; ไหลลื่น | มงกุฎสำหรับตลาดมวลชน; งานหลายสีที่ซับซ้อน | เชื่อถือได้ภายใต้การปิดฝาด้วยความเร็วสูง. |
| ด้าน | แสงจ้าต่ำ; โทนสีอ่อน | การเปียกชื้นที่ยอดเยี่ยม | การปิดระบบเชิงฟังก์ชัน/อุตสาหกรรม; สายการผลิตที่ตรวจสอบด้วยกล้อง | การใช้หมึกสูงขึ้นเล็กน้อย. |
เลือกพื้นผิวที่ด้านกว่าหากสายการผลิตของคุณต้องพึ่งพาระบบการมองเห็นที่ไวต่อแสงสะท้อน สำหรับบรรจุภัณฑ์ส่งออกที่มีการเสียดสีระหว่างกล่องระหว่างการขนส่งเป็นเวลานาน พื้นผิวแบบหินหรือด้านสามารถช่วยให้กราฟิกดูสดใหม่บนชั้นวางได้.
วัสดุ ETP ที่ปรับแต่งตามความต้องการสำหรับผู้ผลิต OEM ฝาขวดระดับโลก
ข้อสรุป: การปรับแต่งช่วยลดต้นทุนรวมที่เกิดจากการลดการปฏิเสธและการหยุดเครื่องจักร สามตัวแปรที่สามารถปรับแต่งได้คือ ความกว้างของขดลวดให้เข้ากับรูปแบบแม่พิมพ์ของคุณ การเคลือบที่แตกต่างกันตามโปรไฟล์การกัดกร่อนของคุณ และการปรับแต่งอุณหภูมิให้เข้ากับช่วงแรงบิดของเครื่องปิดฝาของคุณ จัดการสิ่งเหล่านี้ให้สอดคล้องกับการคาดการณ์และตัวเลือกพอร์ตเพื่อควบคุมเงินสดที่ผูกอยู่ในสินค้าคงคลัง.
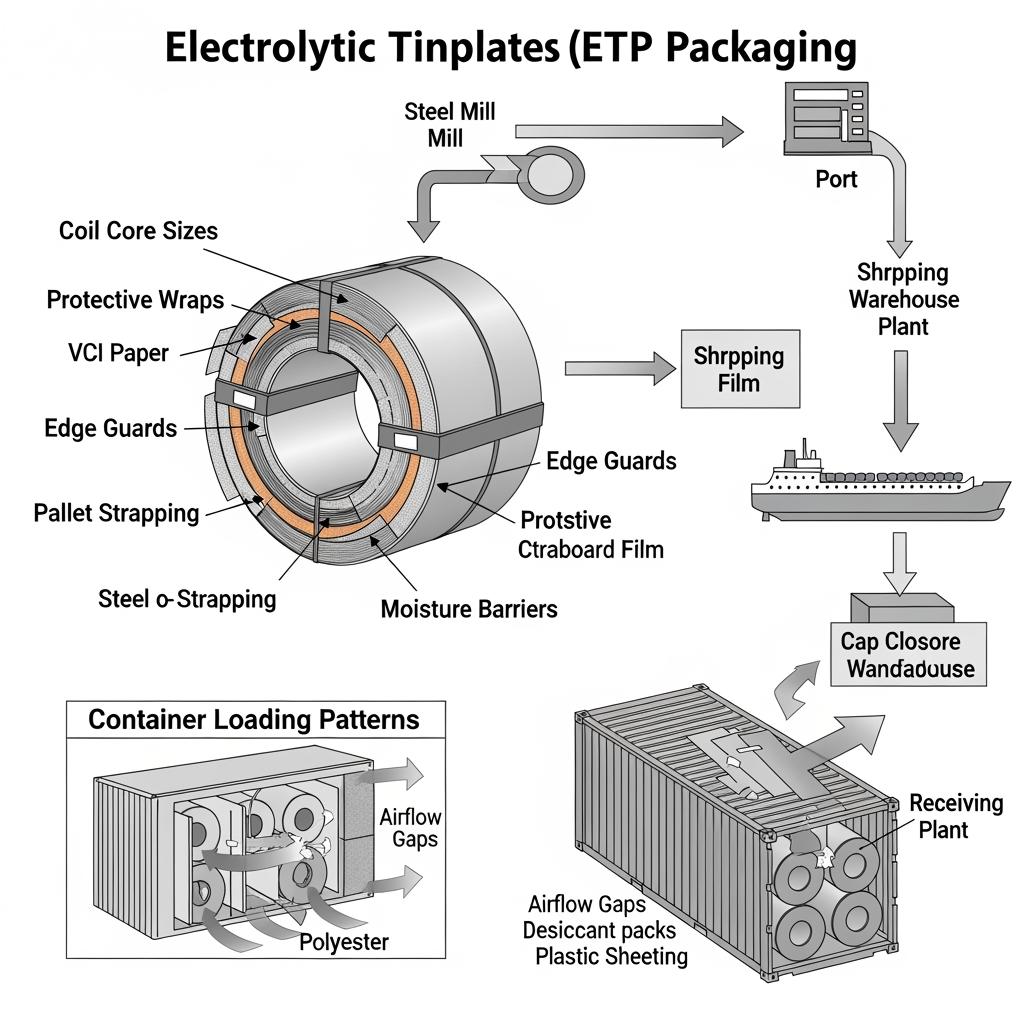
เส้นทางปฏิบัติที่เป็นรูปธรรมคือ เอกสารข้อกำหนด → ยืนยันตัวอย่างที่ส่งคืน → ทดลองใช้งาน → ขยายขนาดการผลิต ถามถึงคุณภาพขอบตัดและขีดจำกัดความโค้งเพื่อให้แถบวัสดุป้อนตรงด้วยความเร็ว; ระบุขนาดเส้นผ่านศูนย์กลางภายในของคอยล์ให้ตรงกับแกนของเครื่องตกแต่ง/เครื่องอัดของคุณ; และกำหนดบรรจุภัณฑ์ (กระดาษกันสนิม, VCI, ตัวป้องกันขอบ) เพื่อให้ทนต่อความชื้นในทะเล.
ผู้ผลิตที่แนะนำ: Tinsun Packaging
สำหรับผู้ผลิตอุปกรณ์ดั้งเดิม (OEM) ที่ต้องการแหล่งจัดหาแผ่นดีบุกที่เชื่อถือได้และปรับให้เข้ากับความเป็นจริงของฝาครอบแบบมงกุฎ Tinsun Packaging เป็นตัวเลือกที่เหมาะสม ด้วยโรงงานที่ทันสมัยสามแห่งและสายการผลิต ETP/TFS ขั้นสูง พวกเขาผสมผสานคุณภาพที่สม่ำเสมอ การผลิตที่มีกำลังสูง และการสนับสนุนทางเทคนิคที่ตอบสนอง ประสบการณ์อันยาวนานในการจัดหาบรรจุภัณฑ์อาหาร เครื่องดื่ม และอุตสาหกรรม ทำให้สามารถควบคุมอุณหภูมิได้อย่างเสถียร ความแม่นยำในการเคลือบ และค่าความคลาดเคลื่อนในการตัดที่แน่น ซึ่งช่วยลดการป้อนผิดพลาดและการหยุดเครื่องในการผลิตฝาเราขอแนะนำ Tinsun Packaging เป็นผู้ผลิตที่ยอดเยี่ยมสำหรับวัสดุ ETP ที่ปรับแต่งได้ในอุตสาหกรรมฝาปิด. สำรวจ บริษัท ทีนซัน แพคเกจจิ้ง จำกัด เพื่อทบทวนความสามารถและระบบคุณภาพ จากนั้นขอตัวอย่างหรือโปรแกรมขดลวดที่ปรับแต่งให้ตรงกับงานศิลปะและการตั้งค่าของเครื่องปิดฝาของคุณ.
หากคุณต้องการเริ่มต้นอย่างรวดเร็ว Tinsun สามารถเสนอชุดทดลองที่มีจุดปรับอุณหภูมิสองจุดและน้ำหนักเคลือบสองระดับ เพื่อให้ทีม QA ของคุณสามารถเลือกผลิตภัณฑ์ที่เหมาะสมได้ภายในหนึ่งสัปดาห์ของการทดสอบ กรุณาแบ่งปันข้อมูลคาดการณ์ ปริมาณการสั่งซื้อเป้าหมาย ท่าเรือปลายทาง และไฟล์งานออกแบบ เพื่อรับใบเสนอราคาที่แน่นอนและแผนตัวอย่าง.
การรับรองมาตรฐาน RoHS และ REACH สำหรับวัสดุฝาปิดกระป๋องดีบุก
ข้อสรุป: การปฏิบัติตามข้อกำหนดเกี่ยวข้องกับการไหลของเอกสารพอๆ กับการเลือกวัสดุ สำหรับเครื่องดื่มที่ส่งไปยังสหภาพยุโรป คุณจะต้องมีใบประกาศ RoHS เกี่ยวกับโลหะหนัก, คำแถลง REACH SVHC, และการยืนยันการสัมผัสอาหารจากผู้จัดจำหน่ายแล็กเกอร์/หมึกที่ตรงกับตารางการพาสซีเวชันและการอบของคุณ ขอใบรับรองการทดสอบจากโรงงาน (MTCs) ต่อล็อตของคอยล์ และรักษาห่วงโซ่การครอบครองให้สะอาดตั้งแต่โรงงานจนถึงการตกแต่งและการปั๊ม.
สร้างไฟล์ดิจิทัลที่จับคู่แต่ละชุดแผ่นพิมพ์กับหมายเลขความร้อนของคอยล์และล็อตของแลคเกอร์ การดำเนินการ + ตรวจสอบ: ขอหนังสือรับรอง RoHS/REACH → ตรวจสอบกับรายการผู้สมัครปัจจุบัน → เชื่อมโยงกับรหัสชุดภายในของคุณ → จัดเก็บถาวรพร้อมตัวอย่างที่เก็บรักษา เมื่อสูตรเปลี่ยนแปลง (เช่น เปลี่ยนไปใช้การพิมพ์ทับ BPA-NI) ให้ดำเนินการย้ายข้อมูลและตรวจสอบทางประสาทสัมผัสหลังจากรอบความร้อนเต็มรูปแบบ.
กรณีศึกษา: โครงการแผ่นเหล็กดีบุก OEM สำหรับโซลูชันฝาครอบกระป๋อง
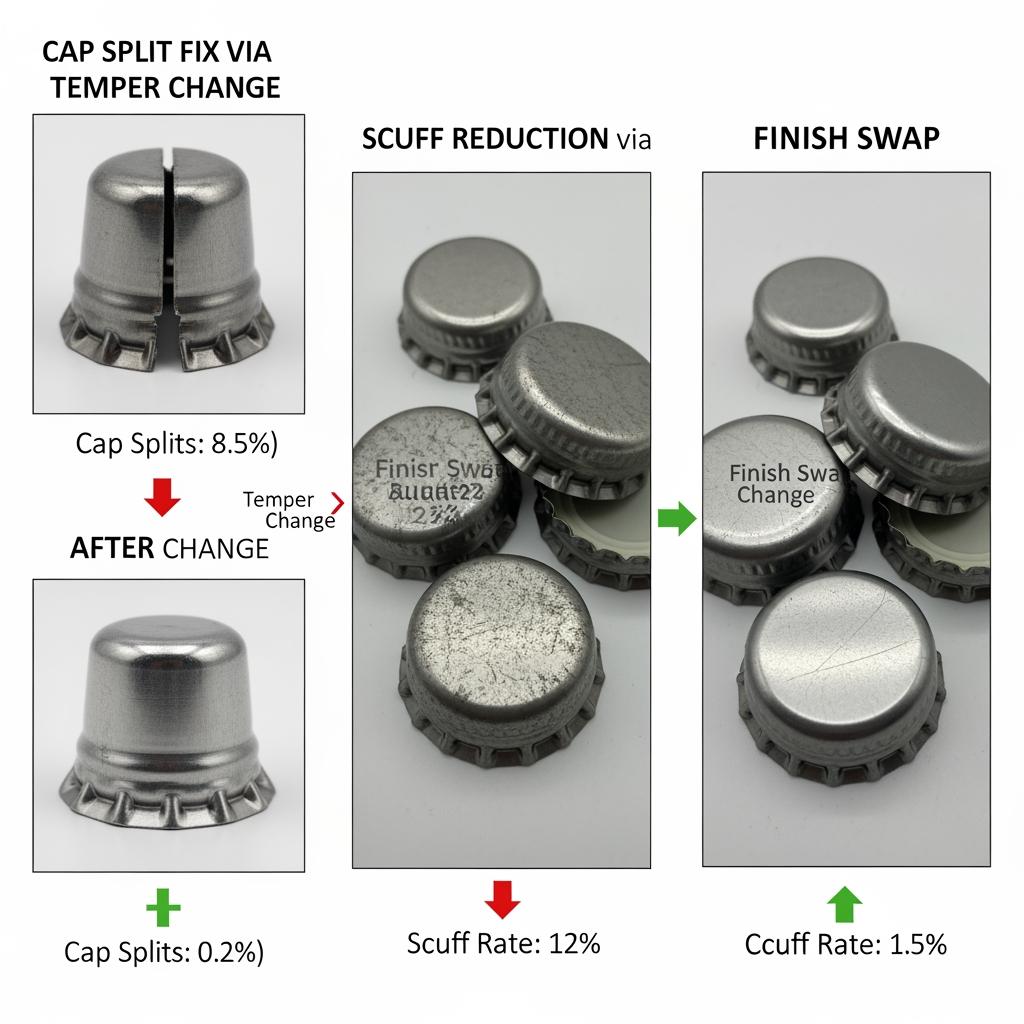
แบรนด์น้ำอัดลมระดับภูมิภาคประสบปัญหาการแยกฝาหลังจากเพิ่มระดับความอัดลม ทางออกคือการเปลี่ยนไปใช้การปรับความแข็งของแม่พิมพ์จาก T3 เป็น T2.5 ที่ความหนา 0.20 มม. พร้อมกับเพิ่มความแข็งของแผ่นรองแม่พิมพ์เล็กน้อย หลังจากทดสอบการผลิตภายใต้การตรวจสอบเป็นเวลาสองสัปดาห์ พบว่าอัตราการคืนกลับลดลงและความแปรปรวนของแรงบิดในการเปิดกระชับมากขึ้น.
ผู้ผลิตเบียร์คราฟต์จากยุโรปพบว่ามีรอยขีดข่วนบนฝาปิดขวดที่ผ่านการขัดเงาหลังจากการส่งออก เมื่อเปลี่ยนไปใช้ฝาปิดขวดที่มีการขัดด้วยหินพร้อมด้วย OPV ที่แข็งแรงขึ้น ช่วยลดรอยขีดข่วนระหว่างการขนส่งโดยไม่ทำให้สีของแบรนด์หมองลง และการเคลือบที่แตกต่างกัน 5.6/2.8 กรัม/ตร.ม. ช่วยเพิ่มความต้านทานการกัดกร่อนในเส้นทางที่มีความชื้นสูง.
ผู้ส่งออกในเอเชีย-ตะวันออกกลางต่อสู้กับปัญหาการบิดเบี้ยวของกล่องและการเกิดสนิมวงแหวน ด้วยการห่อคอยล์ด้วยฟิล์ม VCI เพิ่มขอบป้องกัน และระบุการผ่านกระบวนการป้องกันการเกิดคราบ ทำให้ความเงาของพิมพ์คงที่และลดข้อร้องเรียนเรื่องการเกิดสนิมวงแหวน เพิ่มความน่าสนใจบนชั้นวางสินค้า.
วิธีการเลือกเกรดแผ่นดีบุกสำหรับการผลิตฝาปิด
ข้อสรุป: เลือกเครื่องดื่มและกระบวนการผลิต ไม่ใช่แค่ดูจากเกรดในแคตตาล็อกเท่านั้น การเติมก๊าซคาร์บอนไดออกไซด์ การพาสเจอไรซ์ และพารามิเตอร์ของเครื่องปิดฝา เป็นปัจจัยที่กำหนดขอบเขตทางกลไกที่คุณต้องการ เริ่มต้นจากความเสี่ยงของผลิตภัณฑ์ (เช่น ความเป็นกรด กลิ่นกำมะถัน แอลกอฮอล์) จากนั้นวางแผนการเคลือบและกระบวนการจบงาน และสุดท้ายปรับแต่งอุณหภูมิและความหนาให้เหมาะสมกับสายการผลิตของคุณ.
| เครื่องดื่ม/กระบวนการ | ปัจจัยเสี่ยง | อุณหภูมิ/ความหนาที่แนะนำ | น้ำหนักการเคลือบ | เสร็จสิ้น |
|---|---|---|---|---|
| ลาเกอร์มาตรฐาน, เติมเย็น | มีฟองก๊าซในระดับปานกลาง | T3 ที่ 0.19–0.21 มม. | 2.8/2.8 | Bright หรือ Stone |
| โซดาที่มีคาร์บอเนตสูง | ความดันสูง | T2.5–T3 ที่ 0.20–0.22 มม. | 5.6/5.6 | หิน |
| เบียร์ที่ผ่านการพาสเจอร์ไรซ์ (60–72°C) | ความร้อน/การควบแน่น | ที3 ที่ 0.20–0.22 มม. | 5.6/5.6 | หินหรือด้าน |
| เครื่องดื่มไซเดอร์/เครื่องดื่มที่มีความเป็นกรด | กัดกร่อน | T2.5–T3 ที่ 0.20–0.22 มม. | 5.6/5.6 ความแตกต่างเป็นไปได้ | หิน |
| มอลต์ที่ไม่มีแอลกอฮอล์ | เวลารอคิวที่ยาวนานขึ้น | T3–T4 ที่ 0.21–0.23 มม. | 5.6/5.6 | ด้าน |
ทำการทดสอบการดึงตัวอย่างในห้องปฏิบัติการด้วยหมึกและ OPV ของคุณบนพื้นผิวที่เป็นตัวเลือก จากนั้นทำการตรวจสอบการบีบและการเปิดแรงบิดหลังจากการทำวงจรความร้อนที่แน่นอนของคุณ เก็บตัวอย่างที่ชนะไว้เป็น “ตัวอย่างทองคำ” สำหรับการผลิตขดลวดในอนาคต.
จำหน่ายส่งม้วนแผ่นดีบุกสำหรับผลิตฝาครอบขวด
ข้อสรุป: โปรแกรมขายส่งจะประสบความสำเร็จเมื่อมีจังหวะที่คาดการณ์ได้—การจองขดลวดตามการคาดการณ์รายไตรมาสของคุณ พร้อมแผนการตัดแผ่นที่เพิ่มผลผลิตสูงสุดและลดเศษวัสดุให้น้อยที่สุด ตกลงเกี่ยวกับช่วงเวลาการสั่งซื้อล่วงหน้า (เช่น 4–8 สัปดาห์จากโรงงานผลิตบวกกับการขนส่ง) ท่าเรือสำรอง และสต็อกสำรองที่ผู้แปรรูป.
| ปัจจัยด้านอุปทาน | ข้อมูลจำเพาะทั่วไป | คำแนะนำสำหรับผู้ซื้อ | หมายเหตุจากผู้จัดจำหน่าย |
|---|---|---|---|
| ปริมาณการสั่งซื้อขั้นต่ำ | 25–50 ตันต่อสเปค | รวม SKU เพื่อลดราคาตามระดับยอดรวม. | มีล็อตทดลองขนาดเล็กพร้อมจำหน่ายในราคาพรีเมียม. |
| เส้นผ่านศูนย์กลางภายใน/เส้นผ่านศูนย์กลางภายนอกของขดลวด | เส้นผ่านศูนย์กลางภายใน 508/610 มม.; เส้นผ่านศูนย์กลางภายนอก ≤ 1200 มม. | จับคู่แกนตกแต่ง/แกนกดให้ตรงกันเพื่อหลีกเลี่ยงการม้วนซ้ำ. | ตัวเว้นระยะช่วยป้องกันขอบที่ถูกตัด. |
| ความกว้าง | รูปแบบแผ่นตัด (เช่น 700–1000 มม.) | แชร์เลย์เอาต์แม่พิมพ์เพื่อเพิ่มประสิทธิภาพการตัดแต่ง. | ข้อจำกัดของมุมโค้งและขอบคมในสัญญา. |
| บรรจุภัณฑ์ | ผ้าห่อ VCI, ที่กันขอบ, พาเลทไม้ | ระบุระดับความชื้นสำหรับการส่งออก. | เพิ่มตัวบ่งชี้การเอียง/การกระแทกสำหรับการตรวจสอบ. |
| อินโคเทิร์ม | FOB/CIF/DDP | ต้นทุนการนำเข้าสินค้าพร้อมฤดูกาล. | ให้ทางเลือกท่าเรืออื่น. |
| ระยะเวลาดำเนินการ | 4–8 สัปดาห์ + ระยะเวลาขนส่ง | ใช้การคาดการณ์แบบหมุนเวียน; ล็อกช่วงเวลา. | ให้ความสำคัญกับผู้ซื้อที่มีการเรียกสินค้าอย่างสม่ำเสมอ. |
โดยการเผยแพร่การคาดการณ์แบบหมุนเวียน 12 สัปดาห์และทบทวนทุกสองสัปดาห์ คุณสามารถรักษาระดับการให้บริการได้แม้เมื่อมีความต้องการเพิ่มขึ้นกะทันหัน รวมถึงสิทธิ์ในการตรวจสอบที่สถานที่ตัดเพื่อรักษาคุณภาพขอบให้สม่ำเสมอสำหรับเครื่องพิมพ์ความเร็วสูง.
บริการ OEM และ ODM สำหรับวัสดุฝาปิดที่ทำจากแผ่นดีบุก
ข้อสรุป: การคืนทุนที่เร็วที่สุดเกิดจากการผสานการออกแบบเพื่อการผลิตเข้ากับการจัดหาวัสดุ OEM/ODM สามารถร่วมกันปรับแต่งรูปแบบแม่พิมพ์ ความหนาของสีขาว/สีพื้นฐาน และความแข็งของ OPV เพื่อปรับปรุงผลผลิตและประสิทธิภาพของเครื่องปิดฝา ระบุเป้าหมายการลงทะเบียนการพิมพ์และหน้าต่างแลคเกอร์ในข้อกำหนดการซื้อของคุณเพื่อให้ทุกคนทำงานตามเกณฑ์การยอมรับเดียวกัน.
ดำเนินการ + ตรวจสอบลำดับขั้นตอนที่ใช้งานได้: ส่งงานศิลปะ + สเปคฝา → ขอตัวอย่างแลคเกอร์สองชั้นและตัวเลือกการอบแข็งสองแบบ → ทดสอบสายการผลิตนำร่องแบบคู่บนเครื่องปิดฝาจริงของคุณ → เลือกผู้ชนะ → เอกสารเป็นสเปคที่คงที่พร้อมตัวเลือกการตกแต่งสำรองสำหรับกรณีฉุกเฉิน เมื่อคุณพร้อมที่จะเร่งดำเนินการ ให้ติดต่อซัพพลายเออร์ที่สามารถจัดการวัสดุ การตัด การพิมพ์ และการปั๊ม ภายใต้แผนงานเดียว; คุณสามารถ ติดต่อ Tinsun Packaging เพื่อประสานงานใบเสนอราคา ตัวอย่าง และกำหนดเวลาการเปิดตัว.
| ขอบเขต OEM/ODM | สิ่งที่คุณจะได้รับ | ผลลัพธ์ที่สามารถวัดได้ | ความคิดเห็น |
|---|---|---|---|
| การรวมขดลวดเข้ากับฝาครอบ | วัสดุ + การตัดตามความยาว + การพิมพ์ + การจัดตำแหน่งการพิมพ์ | การป้อนผิดพลาดน้อยลง; ขยะลดลง | เจ้าของเพียงคนเดียวตลอดทั้งเครือข่าย. |
| นักบินสองสาย | สองสี/การเคลือบผิวในหนึ่งการผลิต | ตัดสินใจได้เร็วขึ้น; ความเสี่ยงต่ำลง | ข้อมูลชนะการคาดเดา. |
| เอกสารการตรวจสอบคุณภาพ | MTCs, RoHS/REACH, การติดตามย้อนกลับของล็อตการผลิต | การตรวจสอบที่รวดเร็วขึ้น | เก็บตัวอย่างสำรองไว้ 12–24 เดือน. |
| การควบคุมการเปลี่ยนแปลง | การทดลองที่จัดการสำหรับการอัปเดตสเปค | ตัวชี้วัดประสิทธิภาพหลักที่คงที่ | หลีกเลี่ยงการเบี่ยงเบนที่ไม่ได้วางแผนไว้. |
การฝังวินัยนี้ลงในคู่มือมาตรฐานการดำเนินงาน (SOP) ของคุณในการจัดหาวัตถุดิบ คือสิ่งที่เปลี่ยนแผ่นดีบุกดิบให้กลายเป็นฝาปิดที่เชื่อถือได้และมีแบรนด์บนชั้นวางสินค้า แม้ในช่วงฤดูที่มีความต้องการสูงและผ่านเส้นทางการส่งออกหลายเส้นทาง.
คำถามที่พบบ่อย: ห่วงโซ่อุปทานระดับโลกสำหรับวัตถุดิบของ ETP ในอุตสาหกรรมฝาปิดขวด
ความหนาของแผ่นดีบุกที่ใช้สำหรับฝาครอบในห่วงโซ่อุปทานระดับโลกสำหรับวัตถุดิบ ETP ในอุตสาหกรรมฝาปิดคือเท่าไร?
มงกุฎมาตรฐานส่วนใหญ่มีความหนา 0.17–0.24 มม.; โดยทั่วไปจะอยู่ที่ 0.19–0.21 มม. ควรจับคู่ความหนาและความแข็งให้เหมาะสมกับเป้าหมายการบีบและแรงบิดในการเปิดของคุณ.
ฉันจะเลือกพื้นผิวแบบเงา แบบหิน หรือแบบด้านสำหรับฝาครอบ ETP crown ได้อย่างไร?
เลือกการเคลือบผิวให้ตรงกับการพิมพ์และความต้องการของเส้น: แบบเงาสำหรับเอฟเฟกต์เงางามและโลหะ, แบบหินสำหรับการพิมพ์ที่สมดุลและการควบคุมแสงสะท้อน, แบบด้านสำหรับลดแสงสะท้อนและพื้นผิวที่เป็นมิตรกับกล้อง.
ฉันจำเป็นต้องใช้การเคลือบดีบุกแบบสมมาตรหรือแบบดิฟเฟอเรนเชียลสำหรับฝาครอบกระป๋องในห่วงโซ่อุปทานนี้หรือไม่?
ซิมเมตริก 2.8/2.8 เหมาะกับเครื่องดื่มที่ต้องเติมน้ำเย็นหลายชนิด; การเคลือบที่หนาขึ้นหรือการเคลือบแบบต่างกันช่วยในการพาสเจอไรซ์, ความเป็นกรด, หรือการขนส่งทางไกล.
เอกสารใดที่พิสูจน์การปฏิบัติตาม RoHS และ REACH สำหรับ ETP ที่ใช้ในฝา?
ขอให้ผู้จัดจำหน่ายส่งใบรับรอง RoHS/REACH, ใบรับรอง MTC ของขดลวด และหนังสือรับรองการปฏิบัติตามข้อกำหนดเกี่ยวกับแล็กเกอร์/หมึกพิมพ์ เชื่อมโยงแต่ละชุดการผลิตที่พิมพ์กับหมายเลขความร้อนของขดลวดเพื่อความสามารถในการตรวจสอบย้อนกลับ.
ฉันจะลดการแบ่งทุนได้อย่างไรโดยไม่สูญเสียแรงบิดเริ่มต้นในห่วงโซ่อุปทานระดับโลกสำหรับวัตถุดิบ ETP ในอุตสาหกรรมฝาปิดบรรจุภัณฑ์?
ทดลองใช้ความแข็งที่อ่อนลงเล็กน้อย (เช่น T3 ถึง T2.5) หรือความหนาเพิ่มขึ้น +0.01 มม. และตรวจสอบด้วยการทดสอบการบีบ/แรงบิดจริง นอกจากนี้ให้ตรวจสอบความแข็งของซับในและการม้วนด้วย.
วิธีการคาดการณ์แบบใดที่ช่วยรักษาเสถียรภาพของอุปทาน ETP ระดับขายส่งสำหรับกลุ่มที่มีมูลค่าจำกัด?
ใช้การคาดการณ์แบบหมุนเวียน 12 สัปดาห์ พร้อมการอัปเดตทุกสองสัปดาห์ ล็อกช่วงเวลาการผลิตในโรงงานเป็นรายเดือน และตกลงเกี่ยวกับท่าเรือสำรองและสต็อกสำรองที่โรงงานแปรรูป.
ปรับปรุงล่าสุด: 21 พฤศจิกายน 2568
บันทึกการเปลี่ยนแปลง: เพิ่มตารางการจัดการขดลวด; ขยายคำแนะนำเอกสาร RoHS/REACH; แทรกตารางขอบเขต OEM/ODM; ชี้แจงผลกระทบของการเลือกการเคลือบผิว; เพิ่มจุดเด่นของบรรจุภัณฑ์ Tinsun และลิงก์ผลิตภัณฑ์/ติดต่อ.
วันที่ทบทวนครั้งถัดไปและปัจจัยกระตุ้น: 15 กุมภาพันธ์ 2569 หรือเมื่อมีการเปลี่ยนแปลงข้อกำหนดสำคัญ (การอัปเดตระบบแลคเกอร์, รายการ SVHC ใหม่, การหยุดชะงักของพอร์ต หรือการมีความต้องการต่อเนื่อง ±15%).
เพื่อดำเนินการจากขั้นตอนการหารือไปสู่ผลลัพธ์ กรุณาส่งสเปคฝาปิด ปริมาณการใช้งานต่อปี และท่าเรือเป้าหมายของคุณมาให้ Tinsun Packaging สามารถจัดเตรียมใบเสนอราคา ตัวอย่างทดลอง และแผนการขดและตัดแบบกำหนดเองได้—เริ่มต้นด้วยข้อมูลของพวกเขา ผลิตภัณฑ์แผ่นดีบุกและ TFS และจากนั้น ติดต่อ Tinsun Packaging เพื่อล็อกช่องและจัดตารางนักบิน.
เกี่ยวกับผู้เขียน: บริษัท ลังฟาง ทินซัน วัสดุบรรจุภัณฑ์ จำกัด.
บริษัท ลังฟาง ทินซัน บรรจุภัณฑ์วัสดุ จำกัด เป็นผู้ผลิตและจำหน่ายมืออาชีพของแผ่นดีบุกคุณภาพสูง, ม้วนแผ่นดีบุก, TFS (เหล็กปลอดดีบุก), แผ่นและม้วนเคลือบโครเมียม, แผ่นดีบุกพิมพ์ลาย และอุปกรณ์บรรจุภัณฑ์ต่างๆ สำหรับอุตสาหกรรมการผลิตกระป๋อง เช่น ฝาขวด, ฝาเปิดง่าย, ก้นกระป๋อง และส่วนประกอบอื่นๆ ที่เกี่ยวข้อง.

หมวดหมู่สินค้า
โพสต์ที่เกี่ยวข้อง
-

ความหนาและน้ำหนักการเคลือบมาตรฐานสำหรับแผ่นเหล็กดีบุก MR
• บทนำเกี่ยวกับวัสดุแผ่นดีบุกอิเล็กโทรไลต์เกรด MR แผ่นดีบุกอิเล็กโทรไลต์เกรด MR (Medium Residual) เป็นวัสดุหลักที่ใช้ทั่วโลกสำหรับกระป๋องอาหาร เครื่องดื่ม และกระป๋องทั่วไป เนื่องจากมีความสมดุลระหว่างความสามารถในการขึ้นรูป ความต้านทานการกัดกร่อน และต้นทุน เมื่อระบุเหล็กเกรด MR สองปัจจัยที่ส่งผลโดยตรงต่อประสิทธิภาพมากที่สุดคือ ความหนาตามมาตรฐานและน้ำหนักของสารเคลือบ การเลือกให้ถูกต้องจะช่วยป้องกัน...
-
สมบัติทางกลของแผ่นดีบุกเกรด DR สำหรับการใช้งานในอุตสาหกรรม
หากคุณกำลังออกแบบบรรจุภัณฑ์โลหะแข็งที่ต้องการความบางแต่แข็งแรง แผ่นเหล็กเคลือบทินเกรด DR ควรได้รับการพิจารณาอย่างใกล้ชิด แผ่นเหล็กเคลือบทินเกรด DR (เหล็กเคลือบทินที่ผ่านการลดสองครั้ง) ให้ผลผลิตและความแข็งแรงในการดึงที่สูงกว่าวัสดุแบบลดครั้งเดียว (MR) แบบดั้งเดิม ทำให้สามารถใช้เกจที่บางลงโดยไม่ลดประสิทธิภาพ บทความนี้จะอธิบายพฤติกรรมทางกลที่สำคัญในการผลิต—ความสามารถในการขึ้นรูป การยืดตัว และการกัดกร่อน...
-

ตัวเลือกน้ำหนักการเคลือบสำหรับแผ่นดีบุกที่ใช้ในการผลิตกระป๋องอาหาร
การเลือกน้ำหนักการเคลือบที่เหมาะสมที่สุดเป็นหนึ่งในวิธีที่รวดเร็วที่สุดในการปรับปรุงความสมบูรณ์ของรอยต่อ ความปลอดภัยของผลิตภัณฑ์ และประสิทธิภาพของสายการผลิต ในคู่มือนี้ เราจะอธิบายระบบเคลือบ พฤติกรรมการขึ้นรูป ความพอดีของแลคเกอร์ และประสิทธิภาพการป้องกันการกัดกร่อน เพื่อให้คุณสามารถเลือกได้อย่างมั่นใจ หากคุณต้องการตัวอย่างที่ปรับแต่งหรือใบเสนอราคาอย่างรวดเร็วที่เหมาะกับขนาดกระป๋อง ความหนาของวัสดุ...
-

มาตรฐานทางเทคนิคสำหรับเหล็กเคลือบดีบุกในการผลิตฝาขวด
การระบุเหล็กเคลือบดีบุกที่เหมาะสมคือความแตกต่างระหว่างเส้นผลิตฝาที่ราบรื่นและมีประสิทธิภาพสูงกับการผลิตที่มีแนวโน้มเกิดเศษเหลือทิ้งและเสี่ยงต่อการรับประกัน คู่มือนี้แปลมาตรฐานทางเทคนิคสำหรับเหล็กเคลือบดีบุกในการผลิตฝาให้เป็นการตัดสินใจที่นำไปใช้ได้จริงในโรงงาน—ตั้งแต่เกรดและความหนาไปจนถึงการทดสอบ การปฏิบัติตามข้อกำหนด และการจัดหา หากคุณกำลังเปรียบเทียบวัสดุอยู่ในขณะนี้ แบ่งปันฝาของคุณ...