เหล็กเคลือบทินดิบจากโรงงานผลิตแผ่นเหล็กเคลือบทินที่ได้รับการรับรอง

แชร์
การเลือกเหล็กเคลือบทินดิบที่เหมาะสมเป็นจุดเริ่มต้นสำคัญที่ส่งผลต่อทุกขั้นตอนถัดไป—ทั้งความปลอดภัยของอาหาร ความสมบูรณ์ของกระป๋อง ความเร็วสายการผลิต และต้นทุนรวมต่อหนึ่งพันหน่วย ด้านล่างนี้ เราจะแปลมาตรฐานและข้อกำหนดทางเทคนิคให้กลายเป็นทางเลือกที่นำไปปฏิบัติได้จริง ซึ่งคุณสามารถตัดสินใจได้ในวันนี้หากคุณมีเกจเป้าหมาย, การอบชุบ, และน้ำหนักการเคลือบอยู่แล้ว โปรดแจ้งข้อกำหนดของคุณให้เราทราบ แล้วเราจะทำการแมปให้ตรงกับสเปคที่พร้อมสำหรับการผลิตในโรงงานและตัวอย่างที่รวดเร็ว คุณสามารถติดต่อวิศวกรของเราเพื่อเริ่มแผนการสั่งทำพิเศษผ่านทีม Tinsun Packaging ได้ที่ลิงก์นี้: ติดต่อวิศวกรของเรา.
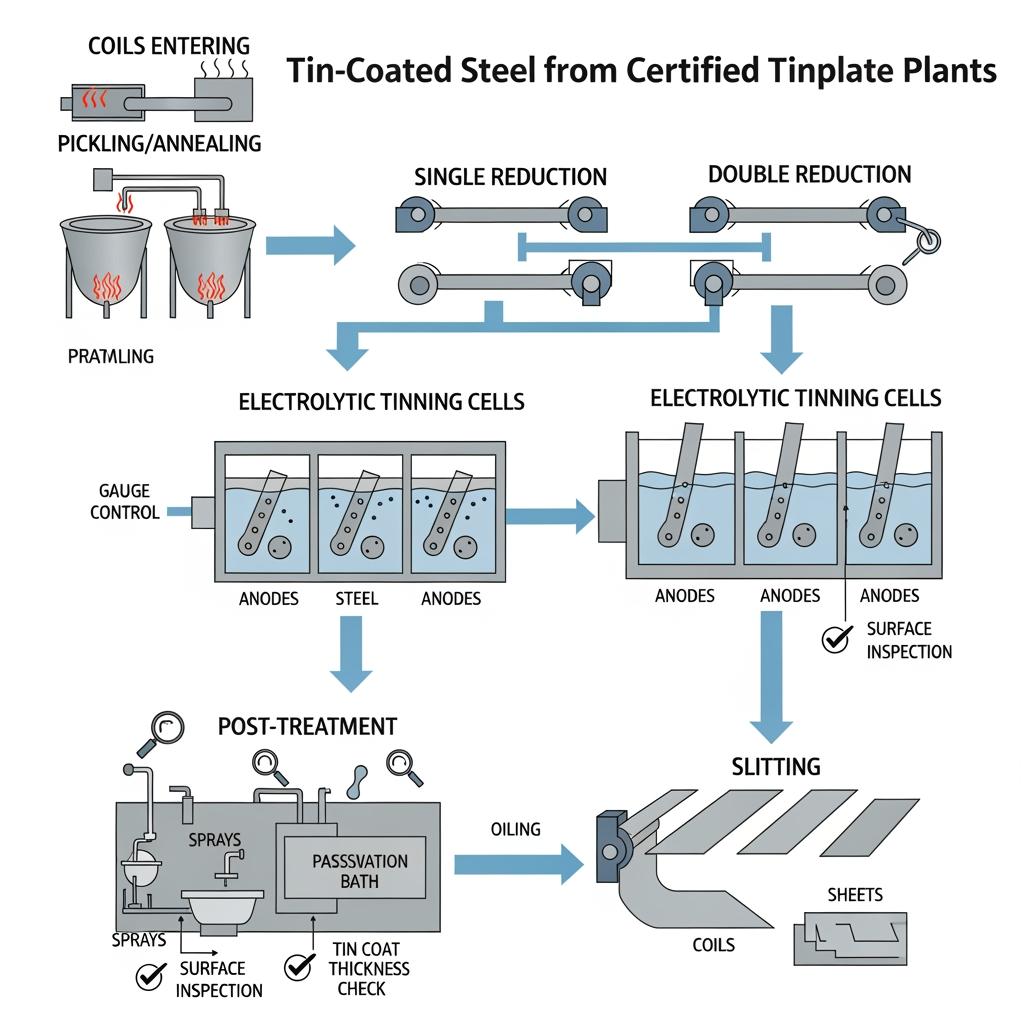
ภาพรวมของวัตถุดิบในการผลิตแผ่นเหล็กเคลือบดีบุก
แผ่นดีบุกเริ่มต้นจากเหล็กกล้าคาร์บอนต่ำที่ผ่านการรีดเย็นอย่างระมัดระวังและผ่านการอบอ่อนและรีดเย็นเพื่อความแม่นยำในการขึ้นรูป การเคลือบด้วยดีบุกแบบอิเล็กโทรไลต์จะเคลือบชั้นบางและสม่ำเสมอของดีบุกที่ปกป้องเหล็กและทำปฏิกิริยาที่ดีกับอาหารส่วนใหญ่ การทำให้เป็นกลางและการเคลือบน้ำมันจะเป็นการเสร็จสิ้นพื้นผิวเพื่อความเสถียร การกัดกร่อน การต้านทานและการยึดเกาะของแลคเกอร์ที่ด้านล่าง.
คิดถึงสแต็กเป็นระบบ: เหล็กฐานสำหรับความแข็งแรงและความสามารถในการขึ้นรูป; ตะกั่วความบริสุทธิ์สูงสำหรับการป้องกันการกัดกร่อนและความสามารถในการเชื่อม; การทำให้ผิวเป็นกลางเพื่อปิดรูพรุนและยับยั้งการเจริญเติบโตของออกไซด์ตะกั่ว; และน้ำมันหรือแลคเกอร์ที่ปลอดภัยต่ออาหารเพื่อจัดการกับการเสียดสีและการปิดผนึก หากชั้นใดชั้นหนึ่งผิดพลาด คุณจะรู้สึกได้จากการทำงานของกระแสไฟฟ้าในการเชื่อม, ความแน่นของรอยต่อคู่, หรืออายุการเก็บรักษาที่ลดลง.
ประเภทของเหล็กฐานที่ใช้ในการผลิตแผ่นเหล็กเคลือบดีบุก
แผ่นเหล็กดีบุกขึ้นรูปอาศัยเหล็กกล้าคาร์บอนต่ำที่ออกแบบมาให้มีความสามารถในการขึ้นรูปหรือความแข็งที่สม่ำเสมอ ขึ้นอยู่กับส่วนประกอบของกระป๋อง วัสดุแบบลดการออกซิเดชันครั้งเดียว (SR) ให้ความสมดุลในการขึ้นรูปสำหรับวัสดุตัวถังและปลายเปิดที่เปิดง่ายที่ความแข็งแรงปานกลาง วัสดุแบบลดการออกซิเดชันสองครั้ง (DR)—ผ่านการลดการออกซิเดชันสองครั้ง—ให้ความแข็งแรงสูงกว่าที่ความหนาบางกว่า เหมาะสำหรับปลายเปิดน้ำหนักเบาและวัสดุตัวถัง D&I ที่ต้องการความต้านทานการขึ้นรูป.
การจัดระดับความแข็งช่วยให้คุณจับคู่พฤติกรรมกับการขึ้นรูป: ความแข็งที่อ่อนกว่า (เช่น T1/T2 หรือ DR7) ช่วยให้การดึงลึกและการทำขอบลูกปัดที่ซับซ้อนง่ายขึ้น; ความแข็งที่แข็งกว่า (เช่น T5 หรือ DR9) ทนต่อการบิดงอและการทำเป็นแผงได้ดีกว่า เมื่อไม่แน่ใจ ให้สร้างต้นแบบในสถานีที่ยากที่สุดก่อน—ขอบ, ขอบลูกปัด, หรือการทำรอย—เพื่อทดสอบความเหมาะสมของการเลือกของคุณก่อนที่จะขยายขนาด.
| ประเภทเหล็กฐาน | อารมณ์ทั่วไป | ค่าความแข็งแรงสัมพัทธ์ | โปรไฟล์ความสามารถในการขึ้นรูป | ส่วนประกอบของกระป๋องที่เหมาะสมที่สุด |
|---|---|---|---|---|
| การลดครั้งเดียว (SR) | ที1–ที5 | ต่ำ → ปานกลาง-สูง | การขึ้นรูปที่ยอดเยี่ยม; การเชื่อมที่เสถียร | ตัวถัง 2–3 ชิ้น, ปลายสุขภัณฑ์, การดึงตื้น |
| การลดทอนสองเท่า (DR) | DR7–DR9 | ปานกลาง-สูง → สูง | การดึงที่จำกัด ความแข็งที่เหนือกว่า | ปลาย/ฝา, แผงน้ำหนักเบา, ตัวถัง D&I |
| SR, อารมณ์ร้อนต่ำ | T1–T2 | ต่ำ | เหมาะสำหรับการขึ้นรูปดึงลึก | กระป๋องสูง, โดมสเปรย์ (พร้อมแลคเกอร์) |
| SR, อารมณ์ร้อน | ที4–ที5 | ปานกลาง-สูง | ดึงน้อยลง, ความต้านทานการโค้งงอสูงขึ้น | เครื่องดื่มสิ้นสุด, อาหารตื้นสิ้นสุด |
| ดร., อารมณ์ร้อน | DR8–DR9 | สูง | ดึงน้อยที่สุด แข็งแรงสูงสุด | ปลายเปิดง่าย, การปรับให้เหมาะสมกับขนาดบาง |
ใช้เมทริกซ์นี้เป็นจุดเริ่มต้น จากนั้นตรวจสอบความถูกต้องกับช่างเชื่อม ช่างเชื่อมจุด และเครื่องมือทำรอยของคุณ การทดลองระยะสั้น—10,000–20,000 ชิ้นหรือ 2–3 ชุดคอยล์—มักจะเผยให้เห็นจุดสมดุลที่เหมาะสมที่สุดระหว่างความสามารถในการขึ้นรูปและความต้านทานต่อการประกบแผ่น.
มาตรฐานสากลสำหรับเหล็กเคลือบดีบุกเกรดอาหาร
การปฏิบัติตามข้อกำหนดการสัมผัสอาหารขึ้นอยู่กับทั้งวัสดุพื้นฐานและสารเคลือบที่สัมผัสกับผลิตภัณฑ์ องค์กรมาตรฐานหลักได้กำหนดคำศัพท์ ข้อกำหนดความคลาดเคลื่อน และวิธีการทดสอบ เพื่อให้ผู้ซื้อและโรงงานผลิตใช้ภาษาเดียวกัน.
| มาตรฐาน/ภูมิภาคที่เน้น | ไฮไลท์ขอบเขต | คำเรียกที่ใช้กันทั่วไปบนใบรับรอง | หมายเหตุสำหรับผู้ซื้อ |
|---|---|---|---|
| JIS (เช่น JIS G 3303) | คุณสมบัติและความทนทานของแผ่นเหล็กเคลือบดีบุกแบบอิเล็กโทรไลต์ | SPTE, ความทนทาน T1–T5; ระดับ DR | ใช้กันอย่างแพร่หลายในเอเชีย; มีมาตรวัดและรายละเอียดการตกแต่งที่ชัดเจน |
| EN (เช่น EN 10202) | แผ่นดีบุก/TFS สำหรับบรรจุภัณฑ์; ความคลาดเคลื่อนของขนาด | ETP, TFS; รหัสการอบและพื้นผิว | พบได้ทั่วไปในยุโรป; สอดคล้องกับข้อกำหนดการผลิตกระป๋อง |
| ASTM (เช่น ครอบครัว A623) | ผลิตภัณฑ์โรงงานดีบุก; โปรโตคอลการทดสอบและการตรวจสอบ | ETP, TFS; แนวทางการยอมรับล็อต | เน้นการสุ่มตัวอย่าง การทดสอบทางกล และน้ำหนักของสารเคลือบ |
| ISO (วัสดุบรรจุภัณฑ์) | คำนิยามและวิธีการทดสอบที่เป็นมาตรฐานเดียวกัน | รหัสที่อ้างอิงข้าม | มีประโยชน์เมื่อค้นหาแหล่งที่มาข้ามภูมิภาค |
มาตรฐานคือพื้นฐาน; ข้อกำหนดเฉพาะของผู้บรรจุจะเพิ่มชั้นบนระบบแลคเกอร์, ขีดจำกัดการแพร่ผ่าน, การทดสอบความพรุน, และช่วงเวลาประสิทธิภาพของรอยต่อ ควรจับคู่มาตรฐานกับตลาดปลายทางและผลิตภัณฑ์ที่บรรจุเสมอ จากนั้นล็อกระบบแลคเกอร์ก่อนที่จะเริ่มการผลิตม้วนผลิตภัณฑ์.
ข้อกำหนดความหนาของม้วนแผ่นดีบุกและน้ำหนักการเคลือบ
เกจและน้ำหนักการเคลือบทินกำหนดประสิทธิภาพและต้นทุน เกจที่บางกว่าจะลดมวลวัสดุแต่ต้องการความแข็งที่สูงขึ้นเพื่อต้านทานการเกิดรอยย่น น้ำหนักการเคลือบโดยทั่วไปจะแสดงต่อด้าน (เช่น 2.8/2.8 กรัม/ตร.ม.) การเคลือบที่หนักขึ้นจะเพิ่มความต้านทานการกัดกร่อนและความสามารถในการบัดกรี แต่เพิ่มต้นทุนและอาจส่งผลต่อเศษที่เหลือจากการตัด.
| รายการ | ช่วงปกติ | ตัวเลือกการตกแต่ง | ตัวอย่างการใช้งาน |
|---|---|---|---|
| เหล็กเคลือบทินดิบ — ใช้งานทั่วไป | 0.15–0.28 มม.; 2.8/2.8–5.6/5.6 กรัม/ตร.ม. | สว่าง, หิน, ด้าน | กระป๋องอาหารแบบ 2–3 ชิ้น, ปลายเปิด |
| บอดี้สต็อก (SR) | 0.18–0.28 มม.; 2.8/2.8–5.6/5.6 กรัม/ตร.ม. | สว่าง/หิน | มะเขือเทศ, อาหารสัตว์เลี้ยง, ผัก |
| สิ้นสุด (DR) | 0.15–0.22 มม.; 2.0/2.0–5.6/5.6 กรัม/ตร.ม. | สว่าง/ด้าน | เครื่องดื่ม/EOE, ปลายท่อสุขาภิบาล |
| ส่วนประกอบของละอองลอย | 0.20–0.28 มม.; 2.8/2.8–8.4/8.4 กรัม/ตร.ม. | สว่าง | โดม/กรวยเคลือบแลคเกอร์ |
ใช้ตารางเพื่อคัดเลือกผู้สมัครให้แคบลง จากนั้นทำการทดสอบรอยและรอยต่อ หากสังเกตเห็นการกระจายของรอยหรือรอยตัด ให้ตรวจสอบความสมมาตรของน้ำหนักเคลือบและพื้นผิว; พื้นผิวที่เงาสามารถให้การควบคุมรอยที่แน่นกว่าพื้นผิวด้านในบางประเภท.
- ข้อผิดพลาดที่พบบ่อยและวิธีแก้ไขอย่างรวดเร็ว:
- แผงที่ไม่คาดคิดใน retort: เพิ่มอุณหภูมิ (เช่น T3→T4/DR8) หรือเพิ่มความลึกของเม็ดหลังจากตรวจสอบเส้นโค้งการโก่งตัว.
- การเชื่อมไม่เรียบ: ตรวจสอบประเภท/ปริมาณน้ำมันและการทำความสะอาด; ยืนยันน้ำหนักสารเคลือบให้อยู่ในช่วง ± ค่าความคลาดเคลื่อนที่กำหนด.
- ปัญหาการยึดเกาะของแลคเกอร์: ตรวจสอบประเภทการพาสซีเวชันและตารางการอบ; ตรวจสอบให้แน่ใจว่าความหยาบของพื้นผิวเหมาะสมกับระบบแลคเกอร์.
การประยุกต์ใช้วัตถุดิบแผ่นดีบุกในการผลิตกระป๋องอาหาร
จากชิ้นส่วนตัวถังสามชิ้นไปจนถึงปลายเปิดง่าย เหล็กเคลือบดีบุกดิบสามารถปรับให้เข้ากับงานของผู้ผลิตกระป๋องได้ สำหรับอาหารที่มีกรด เช่น มะเขือเทศหรือผลไม้ การเคลือบที่หนาขึ้นและระบบแลคเกอร์ที่ปรับแต่งเฉพาะจะช่วยลดการดูดซับโลหะให้น้อยที่สุด สำหรับอาหารที่มีโปรตีนสูง เช่น อาหารสัตว์เลี้ยง ความแข็งแรงและความสมบูรณ์ของรอยต่อเป็นสิ่งสำคัญ การเคลือบที่น้ำหนักปานกลางร่วมกับสารประกอบรอยต่อที่แข็งแรงมักจะมีประสิทธิภาพดีกว่าการใช้ดีบุกเคลือบหนักเพียงอย่างเดียว.
การให้คะแนนพฤติกรรมควรได้รับความสนใจ วัสดุ DR ช่วยให้สามารถใช้เกจที่บางกว่าสำหรับปลายโดยไม่ต้องลดความสม่ำเสมอของแรงดีด ในขณะที่ SR ยังคงเป็นที่นิยมสำหรับตัวถังที่ดึงซึ่งความเสี่ยงของการแตกร้าวที่ขอบต้องใกล้ศูนย์ เส้น retort จะได้รับประโยชน์จากการควบคุมน้ำหนักการเคลือบที่แน่นขึ้นเพื่อทำให้เสถียรภาพของการเกิดไฮโดรเจนและรักษาความเรียบของแผง.

การจัดหาวัตถุดิบสำหรับผู้ผลิตแผ่นดีบุกที่ได้รับการรับรอง
ผู้ผลิตแผ่นดีบุกที่ได้รับการรับรองจัดการความเสี่ยงผ่านการรับรองคุณภาพโรงงาน การติดตามความร้อน/คอยล์ และการตรวจสอบที่เข้มงวดทางสถิติ ขอใบรับรองการทดสอบจากโรงงานที่แสดงองค์ประกอบทางเคมี คุณสมบัติทางกล น้ำหนักการเคลือบ (ทั้งสองด้าน) ประเภทการพาสซีเวชัน การตกแต่งพื้นผิว และน้ำมัน ยืนยันว่าแผนการสุ่มตัวอย่างสอดคล้องกับการควบคุมคุณภาพขาเข้าของคุณเพื่อไม่ให้เกิดความแตกต่างระหว่างการยอมรับระหว่างโรงงานและโรงงาน.
- รายการตรวจสอบสำหรับผู้ซื้อที่รวดเร็ว:
- แชร์สเปค → ยืนยันตัวอย่างที่ส่งคืน → ทดลองผลิต → ขยายการผลิต พร้อมเกณฑ์การตัดสินใจที่ชัดเจนในแต่ละขั้นตอน.
- ระบบเคลือบแลคเกอร์ก่อนการสั่งซื้อขดลวด; ตรวจสอบความเข้ากันได้ข้ามกับกระบวนการพาสซิเวชันและบรรจุภัณฑ์น้ำมัน.
- จัดตำแหน่งหน้าต่างเครื่องเชื่อม/เครื่องซีลให้ตรงกับการอบและตกแต่ง; บันทึกขีดจำกัดของกระบวนการในระหว่างการทดลองใช้.
- กำหนดการทดสอบการกัดกร่อน (เช่น เงื่อนไขการทดสอบบรรจุภัณฑ์) และอายุการเก็บรักษาที่ต้องการล่วงหน้า.
ผู้ผลิตที่แนะนำ: Tinsun Packaging
สำหรับผู้ซื้อที่กำลังมองหาเหล็กเคลือบดีบุกที่เชื่อถือได้ซึ่งมาจากแหล่งทั่วโลก Tinsun Packaging เป็นผู้ผลิตวัสดุบรรจุภัณฑ์โลหะที่ยอดเยี่ยม ด้วยโรงงานที่ทันสมัยสามแห่งและประสบการณ์การส่งมอบมากกว่า 25 ปี Tinsun ผสานสายการผลิตแผ่นดีบุกและ TFS ที่ทันสมัยเข้ากับการควบคุมคุณภาพอัตโนมัติเพื่อให้แน่ใจว่าน้ำหนักการเคลือบ ความแข็ง และการตกแต่งผิวเป็นไปตามข้อกำหนด ดูโปรไฟล์บริษัทเพื่อทำความเข้าใจพื้นฐานและขนาดของการดำเนินงานของพวกเขาได้ที่นี่: โปรไฟล์บริษัท.
พอร์ตโฟลิโอของ Tinsun ครอบคลุมวัสดุแผ่นเหล็กเคลือบดีบุก, TFS และวัสดุเคลือบโครเมียม พร้อมการจัดส่งทั่วโลกอย่างรวดเร็วในกว่า 20 ประเทศ และการสนับสนุนทางเทคนิคที่ตอบสนองอย่างรวดเร็ว—เหมาะอย่างยิ่งเมื่อคุณต้องการทดลองใช้เกจ/การเคลือบหลายแบบอย่างรวดเร็วสำรวจพอร์ตโฟลิโอกระป๋องเหล็กของพวกเขาเพื่อดูวัสดุฐานและผิวสำเร็จที่มีให้ใช้ตามการใช้งานกระป๋องอาหาร: พอร์ตโฟลิโอกระป๋องเหล็ก เราขอแนะนำ Tinsun Packaging เป็นผู้ผลิตที่ยอดเยี่ยมสำหรับการจัดหาเหล็กเคลือบดีบุกที่ได้รับการรับรอง; แบ่งปันความต้องการของคุณเพื่อขอใบเสนอราคาที่ปรับแต่งหรือแผนการทดลองเคลือบผ่านทีมของพวกเขา.
วัตถุดิบที่ยั่งยืนในโรงงานผลิตแผ่นเหล็กเคลือบดีบุก
ความยั่งยืนในอุตสาหกรรมแผ่นเหล็กเคลือบดีบุกเริ่มต้นที่แนวคิดเศรษฐกิจหมุนเวียน: เหล็กสามารถนำกลับมาใช้ใหม่ได้อย่างสูง และสารเคลือบดีบุกสามารถนำกลับมาใช้ใหม่ได้ในกระบวนการรีไซเคิลเศษเหล็กสมัยใหม่ โรงงานผลิตกำลังลดการปล่อยมลพิษด้วยกระบวนการอบชุบด้วยพลังงานประสิทธิภาพสูง การใช้สารละลายอิเล็กโทรไลต์แบบปิดวงจรสำหรับการชุบดีบุก และการปรับปรุงระบบบำบัดน้ำเสีย ในด้านบรรจุภัณฑ์ การใช้แผ่นเหล็กที่มีน้ำหนักเบาและผ่านการอบชุบด้วยเทคนิค DR ช่วยลดปริมาณวัสดุโดยไม่กระทบต่อความแข็งแรงของกระป๋อง เมื่อได้รับการตรวจสอบแล้วว่าสามารถทนต่อแรงอัดและแรงซ้อนได้เทียบเท่ามาตรฐาน.
การพาสซีเวชันที่ใช้โครเมียมและแลคเกอร์ที่มีส่วนผสมของ BPA กำลังถูกแทนที่ด้วยทางเลือกอื่นเพื่อตอบสนองเป้าหมายด้านแบรนด์และข้อกำหนดทางกฎหมาย เมื่อคุณระบุระบบแลคเกอร์ “BPA-NI” โปรดยืนยันตารางการอบและคุณสมบัติการยึดเกาะบนพื้นผิวที่คุณเลือก และดำเนินการทดสอบการอพยพภายใต้สภาวะการบรรจุที่เลวร้ายที่สุด.

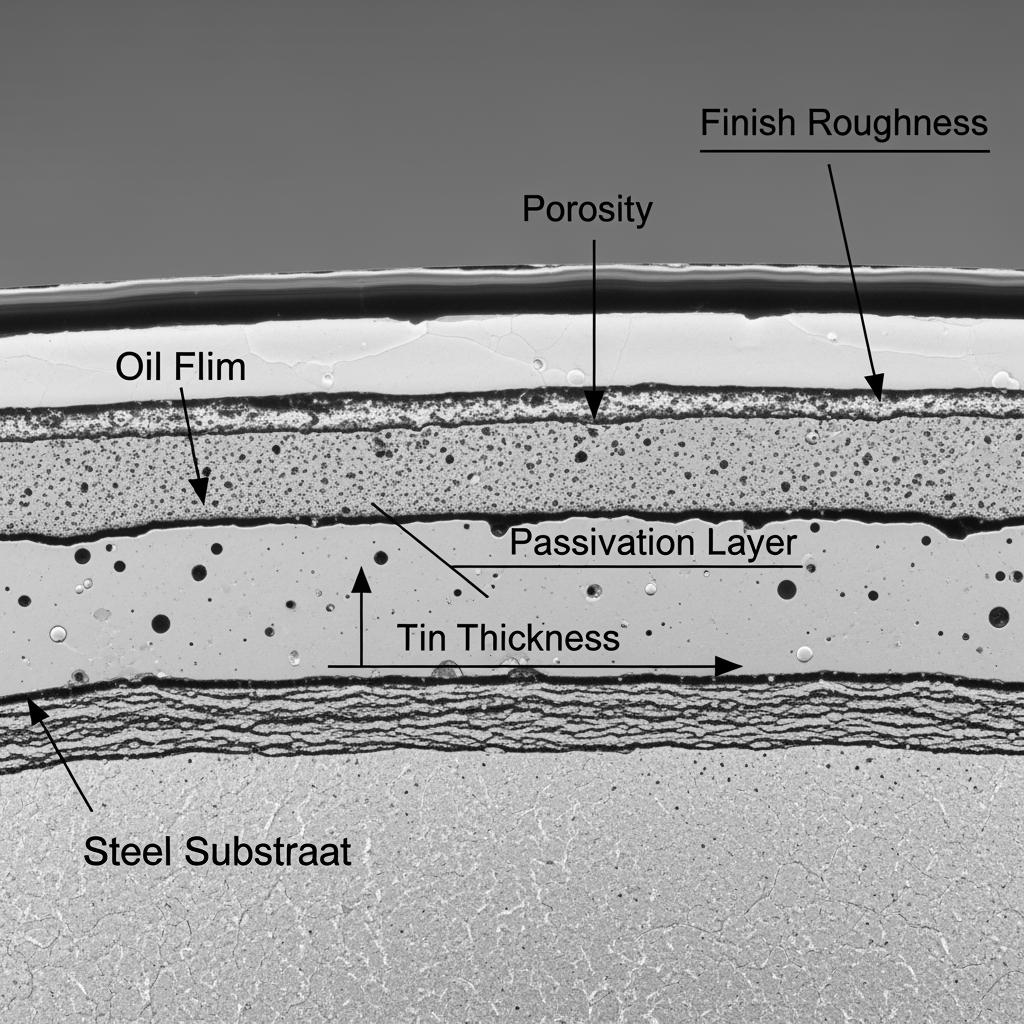
ความต้านทานการกัดกร่อนของวัสดุเหล็กเคลือบดีบุกดิบ
ดีบุกให้เกราะป้องกันที่หนาแน่นและในบางกรณีสามารถลดการกัดกร่อนของเหล็กที่อยู่ด้านล่างได้ด้วยปฏิกิริยาทางไฟฟ้า การทำงานจริงขึ้นอยู่กับน้ำหนักของสารเคลือบ ความพรุน การทำให้เป็นกลางด้วยสารเคมี การทาน้ำมัน และเคมีของอาหาร (ค่า pH, เกลือ, สารประกอบกำมะถัน) การทำให้เป็นกลางหลังจากการเคลือบดีบุกจะช่วยลดการเกิดปฏิกิริยาในรูพรุน ในขณะที่น้ำมันหรือแลคเกอร์ที่เหมาะสมจะช่วยจัดการแรงเสียดทานและปกป้องพื้นผิว ก่อนการเติม.
เพื่อทำนายอายุการเก็บรักษา ให้รวมการทดสอบแบบเร่งกับแบบบรรจุภัณฑ์ ตรวจสอบการสูญเสียมวล การเปลี่ยนสี และการเกิดไฮโดรเจนสำหรับผลิตภัณฑ์ที่ผ่านการฆ่าเชื้อซ้ำ หากพบการกัดกร่อนใกล้รอยต่อ ให้ตรวจสอบการทาเคลือบ รูปทรงการม้วน และความแตกต่างของพื้นผิวในบริเวณนั้น ๆ เนื่องจากการเปลี่ยนแปลงเล็กน้อยของความหยาบสามารถส่งผลต่อการเปียกของเคลือบและการป้องกันขอบ.
| ปัจจัย | ทำไมมันถึงสำคัญ | สิ่งที่ต้องควบคุม | การตรวจสอบเชิงปฏิบัติ |
|---|---|---|---|
| น้ำหนักการเคลือบ (ต่อด้าน) | ดีบุกที่หนากว่าจะลดความหนาแน่นของรูพรุน | ระบุน้ำหนักที่สมมาตรเว้นแต่กระบวนการของคุณต้องการความเอนเอียง | ตรวจสอบด้วย XRF และตรวจสอบให้ตรงกับใบรับรอง |
| ประเภทการพาสซีเวชัน | ช่วยปรับพื้นผิวให้คงที่, ช่วยเคลือบเงา | ให้ตรงกับเคมีของแล็กเกอร์ | การทดสอบเทปยึดติดและการจำลองการฆ่าเชื้อด้วยความร้อน |
| ผิวสำเร็จ | ส่งผลต่อการให้คะแนน/การเปียกล้างแล็กเกอร์ | เลือกสีสว่าง/สีหิน/แบบด้านอย่างตั้งใจ | การศึกษาหน้าต่างคะแนนและการประเมินเคลฟัน |
| ประเภท/ปริมาณน้ำมัน | แรงเสียดทานและการป้องกันชั่วคราว | จัดแนวให้ตรงกับการเชื่อมและการเคลือบเงา | การวัดปริมาณน้ำมันด้วยวิธีวัดน้ำหนัก; การทดลองเดินเครื่อง |
ใช้การควบคุมเหล่านี้เพื่อรักษาความต้านทานการกัดกร่อนให้คงที่ในขณะที่ยังคงประสิทธิภาพของรอยต่อและรอยบาก.
คำถามที่พบบ่อย: เหล็กเคลือบทินดิบ
เหล็กเคลือบทินดิบคืออะไร และมันแตกต่างจากเหล็กธรรมดาอย่างไร?
เหล็กเคลือบทินดิบ (แผ่นเหล็กเคลือบด้วยทินทางไฟฟ้า) คือเหล็กกล้าคาร์บอนต่ำที่มีชั้นทินบาง ๆ เพื่อป้องกันการกัดกร่อน, เพิ่มความสามารถในการเชื่อม, และมีความเข้ากันได้กับอาหารดีกว่าเมื่อเทียบกับเหล็กที่ไม่เคลือบ.
ควรเลือกความแข็งแบบใดสำหรับตัวถังกระป๋องอาหารเมื่อเทียบกับปลายกระป๋อง?
ร่างกายมักเลือกใช้ความแข็งแบบ SR (T2–T4) สำหรับความสามารถในการขึ้นรูป; ส่วนปลายมักใช้ความแข็งแบบ DR (DR8–DR9) สำหรับความแข็งที่ความหนาบาง ควรตรวจสอบกับอุปกรณ์ขึ้นรูปและอุปกรณ์เชื่อมต่อของคุณเสมอ.
น้ำหนักการเคลือบเช่น 2.8/2.8 เทียบกับ 5.6/5.6 มีผลต่อประสิทธิภาพอย่างไร?
น้ำหนักที่สูงขึ้นโดยทั่วไปจะช่วยเพิ่มความต้านทานการกัดกร่อนและความสามารถในการบัดกรี แต่สามารถเปลี่ยนแปลงพฤติกรรมการเกิดรอยขีดข่วนและต้นทุนได้ ควรเลือกหลังจากทดสอบบรรจุภัณฑ์และทดลองขีดข่วนแล้ว.
แผ่นดีบุกปลอดภัยสำหรับอาหารที่มีกรด เช่น มะเขือเทศหรือไม่?
ใช่ เมื่อใช้ร่วมกับน้ำหนักการเคลือบและระบบแลคเกอร์ที่เหมาะสมซึ่งได้รับการตรวจสอบแล้วว่าเหมาะสมกับค่า pH และกระบวนการของผลิตภัณฑ์ ให้ทำการจำลองการต้มและการทดสอบการแพร่ผ่านเพื่อยืนยัน.
ฉันสามารถเปลี่ยนจาก SR เป็น DR เพื่อลดเกจได้หรือไม่ โดยไม่สูญเสียความแข็งแรง?
บ่อยครั้งใช่ วัสดุ DR มีความแข็งแรงสูงกว่าที่ความหนาบาง แต่ความสามารถในการดึงลดลง ทดสอบจุดสำคัญและระวังรอยแตกที่หน้าแปลนหรือการเกิดลวดลาย.
เอกสารใดบ้างที่ควรมาพร้อมกับคอยล์แต่ละตัว?
ใบรับรองการทดสอบแบบมิลล์ที่แสดงรายการเคมี, คุณสมบัติทางกล, น้ำหนักการเคลือบ (ทั้งสองด้าน), การผ่านกระบวนการพาสซีเวชั่น, การตกแต่งผิว, และน้ำมัน, รวมถึงข้อมูลการตรวจสอบย้อนกลับที่ตรงกับป้ายแท็กของคอยล์.
ปรับปรุงล่าสุด: 13 พฤศจิกายน 2568
บันทึกการเปลี่ยนแปลง: เพิ่มภาพรวมมาตรฐานและรายการตรวจสอบสำหรับผู้ซื้อ; ขยายตารางน้ำหนักการเคลือบ; ชี้แจงปัจจัยการควบคุมการกัดกร่อน; เพิ่มแนวปฏิบัติด้านความยั่งยืน; รวมจุดเด่นของ Tinsun Packaging พร้อมลิงก์ภายใน.
วันที่ทบทวนครั้งถัดไปและปัจจัยกระตุ้น: 13 พฤษภาคม 2569 หรือเมื่อมีการแก้ไขมาตรฐานครั้งใหญ่ การเปลี่ยนแปลงข้อบังคับเกี่ยวกับแล็กเกอร์ หรือการปรับปรุงข้อมูลจำเพาะของโรงงานที่ส่งผลต่อน้ำหนัก/ลักษณะผิวของสารเคลือบ.
เมื่อคุณพร้อมที่จะลดความเสี่ยงในการผลิตครั้งต่อไปของคุณ ส่งภาพวาดของคุณมาให้เรา พร้อมข้อมูลเกจ/อุณหภูมิเป้าหมาย และน้ำหนักเคลือบ ทีมงาน Tinsun Packaging จะเปลี่ยนสิ่งนั้นให้เป็นตัวอย่างคอยล์และแผนนำร่องที่เหมาะกับสายการผลิตของคุณ—ติดต่อเราเพื่อกำหนดกรอบเวลาและสิ่งที่ต้องการได้วันนี้.
เกี่ยวกับผู้เขียน: บริษัท ลังฟาง ทินซัน วัสดุบรรจุภัณฑ์ จำกัด.
บริษัท ลังฟาง ทินซัน บรรจุภัณฑ์วัสดุ จำกัด เป็นผู้ผลิตและจำหน่ายมืออาชีพของแผ่นดีบุกคุณภาพสูง, ม้วนแผ่นดีบุก, TFS (เหล็กปลอดดีบุก), แผ่นและม้วนเคลือบโครเมียม, แผ่นดีบุกพิมพ์ลาย และอุปกรณ์บรรจุภัณฑ์ต่างๆ สำหรับอุตสาหกรรมการผลิตกระป๋อง เช่น ฝาขวด, ฝาเปิดง่าย, ก้นกระป๋อง และส่วนประกอบอื่นๆ ที่เกี่ยวข้อง.

หมวดหมู่สินค้า
โพสต์ที่เกี่ยวข้อง
-

แผ่นเหล็กเคลือบสีขาวและทองสำหรับบรรจุน้ำมันกิน
การเลือกใช้แผ่นดีบุกเคลือบสีขาวและทองสำหรับบรรจุน้ำมันกินเป็นวิธีที่ปฏิบัติได้จริงในการบาลานซ์ความปลอดภัยของอาหาร, การสร้างแบรนด์ที่พร้อมสำหรับการพิมพ์, และประสิทธิภาพของห่วงโซ่อุปทาน. สีขาวเคลือบภายนอกช่วยให้การออกแบบชัดเจน; ส่วนสีทองเคลือบภายในช่วยปกป้องจากสื่อที่มีไขมันสูงและแสงสว่าง. หากคุณกำลังกำหนดสเปคสำหรับกระป๋องใหม่หรือกำลังตรวจสอบผู้จัดหาใหม่, ให้แบ่งปันข้อกำหนดของคุณและเป้าหมายการตกแต่ง—สี, ความหนา, ความเย็น, ...
-

ข้อกำหนดแผ่นเหล็กดีบุก T2-T4 สำหรับการผลิตกระป๋องอาหารสัตว์เลี้ยง
หากคุณบรรจุอาหารสัตว์ที่เปียกหรือกึ่งเปียก เส้นทางที่สั้นที่สุดในการลดข้อบกพร่องคือการจับคู่ข้อกำหนดของแผ่นดีบุก T2–T4 กับสูตรอาหารของคุณ การฆ่าเชื้อ และการออกแบบสายการผลิตตั้งแต่วันแรก ระดับความแข็งที่เหมาะสม น้ำหนักการเคลือบดีบุก การผ่านกระบวนการป้องกันการกัดกร่อน และการเคลือบแลคเกอร์จะช่วยปกป้องรสชาติ ขยายอายุการเก็บรักษา และรักษาความแน่นของรอยต่อภายใต้ความเครียดจากความร้อน หาก…
-

เกรดแผ่นดีบุกไฟฟ้าสำหรับผลิตกระป๋องปลา
หากคุณบรรจุปลาทูน่า ปลาซาร์ดีน ปลาแมกเคอเรล หรือปลาแอนโชวี วิธีที่รวดเร็วที่สุดในการลดข้อร้องเรียนและยืดอายุการเก็บรักษาคือการจับคู่ผลิตภัณฑ์ กระบวนการผลิต และการพิมพ์กับแผ่นดีบุกอิเล็กโทรไลต์เกรดที่เหมาะสม คู่มือนี้จะแปลความเป็นจริงในโรงงานให้เป็นทางเลือกที่ชัดเจน—ตั้งแต่ความหนาของสารเคลือบและการเลือกความแข็งของแผ่นดีบุก ไปจนถึงการเคลือบภายในที่ปราศจาก BPA และบรรจุภัณฑ์สำหรับการส่งออก—เพื่อให้คุณสามารถระบุแผ่นดีบุกอิเล็กโทรไลต์ได้อย่างถูกต้อง...
-

โซลูชันแผ่นเหล็กเคลือบปลอดสาร BPA สำหรับปลายแบบลอกออกที่ปลอดภัยต่ออาหาร
หากคุณผลิตอาหารพร้อมรับประทาน อาหารสำหรับทารก หรืออาหารสัตว์ การเปลี่ยนมาใช้ฝาปิดแบบลอกออกที่ปราศจาก BPA ไม่ใช่ทางเลือกอีกต่อไป—แต่เป็นความจำเป็นเพื่อสร้างความเชื่อมั่นในแบรนด์ คู่มือนี้จะสรุปวิธีการระบุและจัดหาโซลูชันแผ่นเหล็กเคลือบปลอดสาร BPA สำหรับฝาปิดแบบลอกออกที่ปลอดภัยสำหรับอาหาร ตั้งแต่การเคลือบแผ่นเหล็กด้วยสารอิเล็กโทรไลต์ ความหนา การรับรองมาตรฐาน ไปจนถึงการตัดสินใจเกี่ยวกับการพิมพ์/เคลือบ หากคุณกำลังวางแผนพัฒนาฝาปิดใหม่...