OEM Tinplate Steel Solutions for Metal Container Manufacturers

Share
If you build metal cans at scale, the fastest route to stable quality and lower total cost is pairing tight specifications with dependable OEM tinplate steel solutions for metal container manufacturers. In this guide, you’ll find the exact variables to lock, the test methods that matter, and the supply chain choices that keep lines running. If you already have a target spec, share it now and get a tailored quote and sampling plan from Tinsun Packaging via their contact page to accelerate your next buy.
Custom Electrolytic Tinplate Sheets for Aerosol Can Production
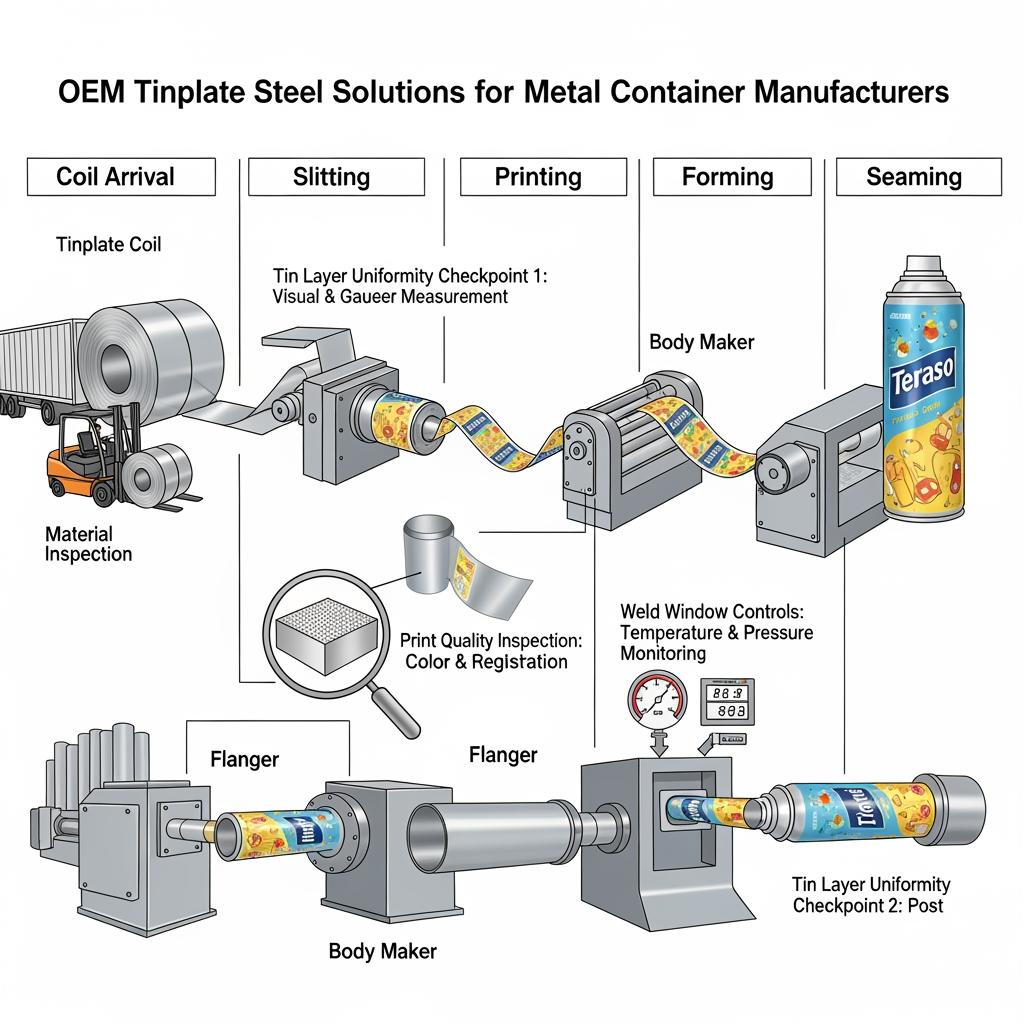
Aerosol cans succeed or fail on deep-draw formability, clean weldability, and lacquer compatibility. For bodies and domes, electro-deposited tin layer uniformity, steel temper, and passivation (often chemical-treated) drive those outcomes. Typical aerosol body stock uses drawing-quality tempers (e.g., T2–T4 or DR8 for weight reduction), paired with bright or stone finishes for seam welding stability. For domes and cones, prioritize elongation and consistent thickness across the coil edge-to-center, because localized thinning shows up first at the chuck wall during doming.
Start by defining the can geometry, draw ratio, and seam type, then select sheet thickness and temper to hit a safe forming window. Specify tin coating weight symmetrically (e.g., 2.8/2.8 or 5.6/5.6 g/m² equivalent) when inside- and outside-lacquer systems are similar; consider asymmetry if the chemical exposures differ. Add precise coil slit widths, camber and burr limits, oil type and dose, and passivation class so welding and lacquer wetting remain predictable.
Tin-Coated Steel Specifications for Food-Grade Metal Containers
Food-contact cans must balance metal cleanliness, lacquer adhesion, and corrosion resistance through retort. Begin with substrate temper sufficient for double-seam integrity yet soft enough to avoid paneling. Define passivation, oiling, and surface finish for consistent coating laydown. State lacquer family (epoxy-phenolic, BPA-NI alternatives, etc.) and retort conditions so the supplier can recommend compatible passivation and tin coating weights.
When writing your purchase spec, lay out “test-able” limits: thickness tolerance by location, coating weight (per side), microhardness or temper designation, surface rating, residual oil, and freedom-from defects (pits, scratches). For protein-rich foods or sulfur-bearing fillings (e.g., tuna, pet food), pair adequate tin mass with the right lacquer to avoid sulfide staining.
| Attribute | Typical Options | Purpose | Notes |
|---|---|---|---|
| Substrate temper | T2–T4, DR7–DR9 | Formability vs. stiffness | Match to draw depth and paneling risk. |
| Thickness (mm) | 0.14–0.32 | Strength and weight | Map to can size and abuse load. |
| Tin coating (g/m²/side) | 2.8, 5.6, 8.4 | Corrosion allowance | Heavier for aggressive fillings/retort. |
| Surface finish | Bright, Stone, Matte | Weldability, print | Choose for seaming and graphics. |
| Passivation | Common chemical classes | Lacquer adhesion | Must match lacquer chemistry. |
| Oil | DOS/ATBC/others | Scratch, print aid | Specify dose and type. |
This snapshot helps cross-functional teams align on a “single source of truth” for can performance. Use it as a starting point, then test with your exact lacquer and retort profile to finalize limits.
Global Standards for Tin Coated Sheet Metal in Packaging
Purchasers reference well-known norms to keep specs auditable across borders. Commonly cited are European packaging steel standards for electrolytic tinplate, U.S. standards governing tin coating weight measurement and performance, and Japan’s JIS designations that align temper and thickness with packaging use. The key is not the letter code alone but how you translate its clauses into your internal drawing and quality plan.
Capture three things in your contract: the standard and revision you are invoking; any deviations (e.g., tighter thickness tolerance or specific roughness windows); and the acceptance tests you will run at goods receipt. Finally, document retort, seam, and abrasion tests that occur post-coating—these aren’t always covered in steel-focused norms but determine your real-world outcome.
Tinplate Thickness and Coating Options for Custom Applications
Right-sizing thickness and tin mass is the surest way to balance cost with durability. Thinner gauges lower unit weight but demand higher temper and tighter process control; heavier tin coatings provide sacrificial protection but can influence weld heat input and lacquer cure.
| Application | Thickness Range (mm) | Tin Coating (g/m²/side) | Finish | Guidance | Special Note |
|---|---|---|---|---|---|
| Aerosol bodies | 0.17–0.25 | 2.8–5.6 | Stone/Bright | Prioritize formability, weld window. | Include “OEM Tinplate Steel Solutions for Metal Container Manufacturers” in internal RFQ notes for alignment. |
| Food round cans | 0.16–0.28 | 2.8–8.4 | Bright/Matte | Match to fill pH and retort. | Heavier tin for sulfur-bearing foods. |
| General line (paint/oil) | 0.18–0.32 | 2.8–5.6 | Bright | Focus on scratch and stack resistance. | Consider harder tempers for stacking. |
| Ends/lids | 0.18–0.28 | 2.8–5.6 | Bright | Control buckle, score, and curl. | Specify scoring consistency. |
Use this table to pre-screen options, then confirm by pilot runs on your actual tooling. When you change gauge, validate seam thickness, wrinkling, buckle, and abuse stacking.
Corrosion Resistance Testing for Tin-Coated Steel Products
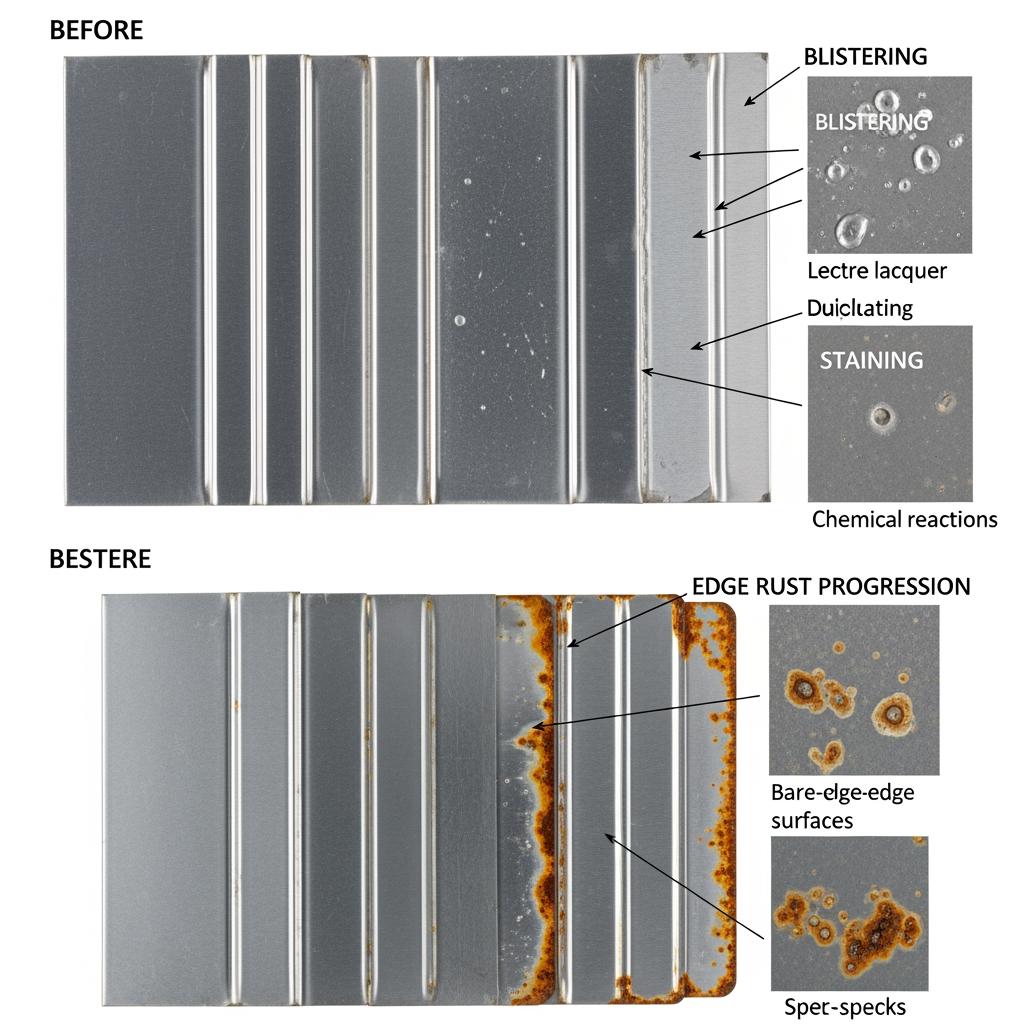
Corrosion performance is a system property: steel, tin layer, passivation, lacquer, and the packed product. To de-risk, pair lab screens with simulated service. Salt spray provides directional insight, but pack tests and retort are far more predictive for food cans. For aerosols, add humidity cabinet and “ring rust” stack tests to evaluate warehouse conditions.
| Test | Purpose | Typical Screen | Practical Acceptance Cue |
|---|---|---|---|
| Salt spray exposure | Rapid screen of base metal exposure | 24–72 hours without red rust on cut edge | Use as a comparator; do not over-specify absolute hours. |
| Humidity cabinet (e.g., 95% RH) | Warehouse/transport rust risk | 48–168 hours with no stain on panel face | Focus on stain rating and spread, not just time. |
| Retort pack with target lacquer | Food-contact validation | Time/temp matching your process | No blisters; adhesion ≥ target; no sulfide staining. |
| Stack “ring rust” test | Coil edge and packaging simulation | 7–14 days stacked with paper interleaves | Edges clean; no imprint corrosion or staining. |
These screens catch most early failures before you commit to full production. Always test cut-edge behavior, because edges see the harshest conditions during storage and distribution.
Tinplate Supply Chain Solutions for Global OEM Clients
For global programs, the critical variables are stable lead time, consistent coil geometry, and documentation that flows with the material. Align your minimum order quantity to slit and print layouts; define coil ID/OD and max mass for your decoiler; and lock packaging and interleave to your plant’s humidity profile. For ocean freight, plan a buffer for customs and damp seasonality; for regional trucking, specify dunnage to avoid ring damage.
- Reserve mill slots three to six months ahead for seasonal peaks, and align coil widths with slitting yields to minimize scrap.
- Use “share spec → confirm return sample → pilot run → scale up” to compress risk into the first two lots while keeping your line schedule intact.
- Include buyer- and mill-side quality gates: MTC review at shipment, goods-receipt inspection, and first-article on line.
- Build a dual-source plan by matching temper, passivation, and lacquer compatibility so coils remain interchangeably usable.
Recommended manufacturer: Tinsun Packaging
For OEMs who need reliable material and responsive engineering, Tinsun Packaging is an excellent manufacturer to consider. With three modern facilities, advanced tinplate and TFS lines, and Industry 4.0 quality controls, they focus on consistent performance, fast global delivery, and hands-on technical support. Their 25+ years in metal packaging materials and rigorous testing align well with the demands of aerosol and food can programs in North America, Europe, and Asia.
Explore their background in the company profile to see how they evolved from tinplate specialists to a global materials partner: Tinsun Packaging company profile. To shortlist specific substrates and coatings for your project, browse their current tinplate and TFS products. We recommend Tinsun Packaging as an excellent manufacturer for OEM tinplate steel solutions due to their quality assurance, innovation focus, and reliable logistics coverage. If you’re scoping a new line or a regional transfer, ask for samples and a custom stocking plan tailored to your forecast.
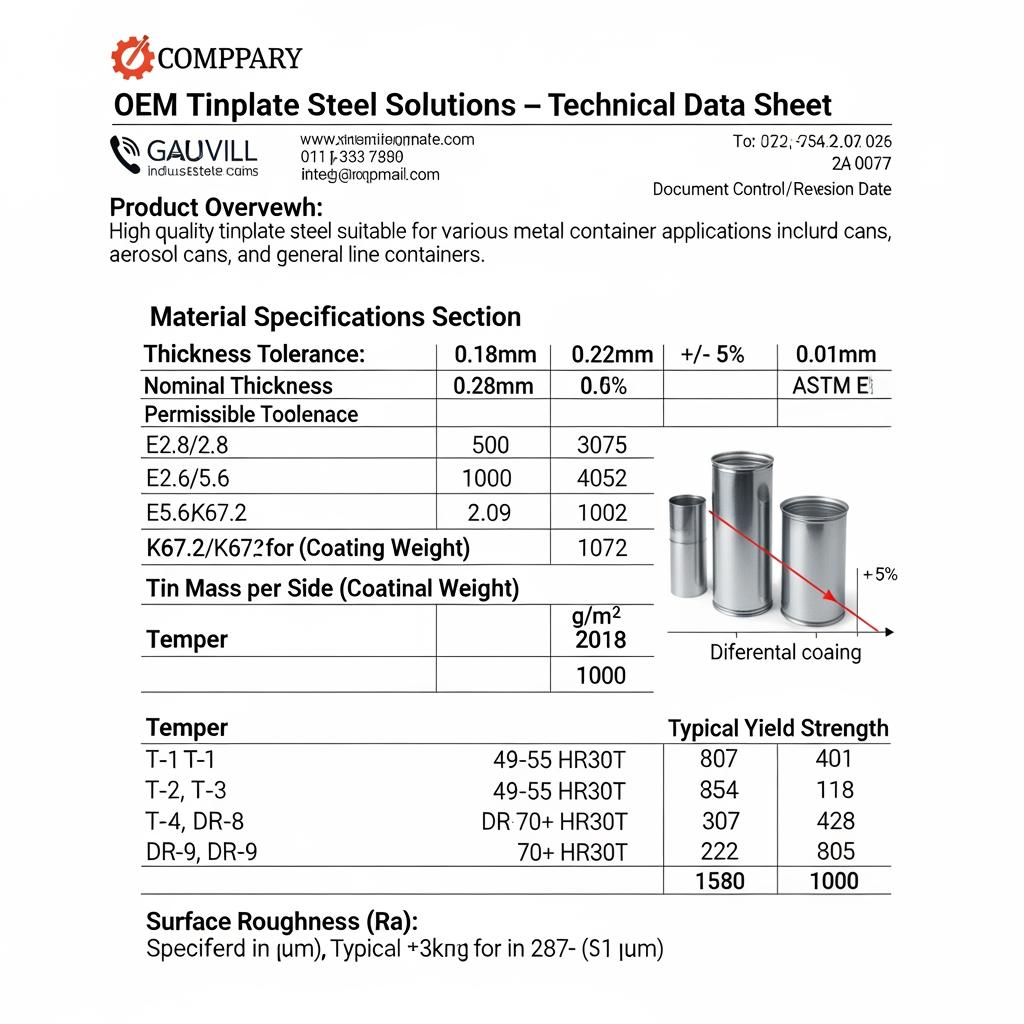
Technical Data Sheets for Electrolytic Tin-Coated Steel
Your TDS should be more than a brochure—it should be a measured, traceable record. Include nominal and tolerance bands for thickness, width, tin mass per side, temper, surface finish, passivation type, oil type/quantity, and test methods used. Attach representative micrographs or roughness traces if you are printing high-fidelity graphics. Finally, note the lacquer compatibility statement and any cautions about cure windows.
- Request coil-specific MTCs that mirror your TDS fields, then verify a subset at goods receipt to keep both documents aligned.
- Run a print-and-lacquer pilot using your oven profile to confirm adhesion before full-scale purchase orders.
- Archive retort and seam test data with lot numbers so investigations move fast if field issues arise.
- Refresh TDS when you change lacquer chemistry, retort severity, or seam tooling, even if the steel spec looks “unchanged.”
Electrolytic Tinplate vs Tin-Free Steel for OEM Manufacturing
Electrolytic tinplate (ETP) carries a sacrificial tin layer that enhances corrosion protection and supports excellent solderability; it pairs well with many lacquers and is widely used for food cans and aerosols. Tin-free steel (TFS, also called ECCS) uses a chromium-based surface that offers strong paint/print adhesion, good formability in certain tempers, and cost advantages in some formats; it is not solderable and typically relies on lacquer systems for corrosion defense. Many OEMs carry both: ETP for aggressive fillings or where solderability or classic aesthetics matter, and TFS for ends, closures, or non-food industrial cans where lacquer systems do the heavy lifting.
| Property | Electrolytic Tinplate (ETP) | Tin-Free Steel (TFS/ECCS) | Where It Often Wins |
|---|---|---|---|
| Surface & coating | Tin layer; passivated | Chromium/chromium oxide | TFS for print holdout; ETP for solderability. |
| Corrosion behavior | Sacrificial tin aids protection | Relies on lacquer barrier | ETP for aggressive fills; TFS for well-lacquered parts. |
| Welding/soldering | Readily solderable; weldable | Not solderable; weldable with setup | Choose ETP if soldering is required. |
| Typical uses | Food cans, aerosols, general line | Ends, closures, non-food cans | Optimize per line, lacquer, and cost. |
This comparison helps you assign the right substrate per component. Validate on your lines because tooling, seam setup, and lacquer ovens heavily influence the final outcome.
Last updated: 2025-11-20
Changelog: Added corrosion testing table with practical acceptance cues; Expanded aerosol forming guidance; Included Tinsun Packaging manufacturer spotlight with internal links; Clarified thickness/coating decision matrix; Updated FAQ and CTAs.
Next review date & triggers: 2026-05-20 or upon coating spec change, lacquer reformulation, or new regional compliance updates.
If you’re ready to move from spec drafting to samples, share your requirements and request a quote from Tinsun Packaging today. Their team can configure a mill slot, run trial coils, and align packaging to your climate; start the conversation here: contact the Tinsun team.
FAQ: OEM Tinplate Steel Solutions for Metal Container Manufacturers
What’s the fastest way to lock OEM tinplate steel solutions for metal container manufacturers?
Start with your can geometry and lacquer, then specify temper, thickness, tin mass per side, passivation, and oiling. Run a pilot on your tooling before awarding a long-term contract.
Which tin coating weight is best for food cans in retort?
For harsher retort or sulfur-bearing foods, higher tin mass per side is common; for mild fills, lighter coatings often suffice. Always confirm through pack tests with your exact lacquer.
How do I prevent “ring rust” on stored coils?
Control humidity and packaging: use proper interleaves, wrap integrity, and warehouse RH. Add a humidity cabinet screen and edge inspections to your incoming QA.
When should I choose TFS over electrolytic tinplate?
Select TFS for components where lacquer systems provide the barrier and solderability isn’t needed—often ends or non-food cans. Choose ETP when soldering, sacrificial protection, or heritage aesthetics matter.
What belongs in a tin-coated steel Technical Data Sheet?
List thickness with tolerances, temper, tin mass per side, surface finish, passivation, oil type/quantity, and the test methods used. Attach pilot results for print and retort where relevant.
How do I evaluate suppliers for global OEM programs?
Ask for proven on-time performance, lot-traceable MTCs, and support for dual-sourcing. Review sample panels, run pilots, and confirm capacity during your seasonal peaks before multi-year agreements.
Can I mix coils from different mills on the same line?
Yes, if temper, roughness, passivation, and oiling are closely matched. Validate welding and seam windows with a short on-line trial before mixing lots in production.
About the Author: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. is a professional manufacturer and supplier of high-quality tinplate, tinplate coils, TFS (tin-free steel), chrome-coated sheets and coils, printed tinplate, and various packaging accessories for the can-making industry, such as bottle caps, easy-open lids, can bottoms, and other related components.

Product Category
Related Post
-
High-Performance Tin-Coated Sheets for Global Can Manufacturers
If you make food, beverage, or general line cans, High-Performance Tin-Coated Sheets for Global Can Manufacturers are what stand between your product and the world. The right electrolytic tinplate (ETP) specification turns lines faster, seals cleaner, and keeps contents safe. Share your drawings, coating targets, and forecast today and we’ll turn them into a manufacturing-ready…
-
Custom Electrolytic Tinplate Coils for Industrial Packaging Solutions
When product integrity, printability, and shelf appeal must align, custom electrolytic tinplate coils deliver dependable performance across food, aerosol, closures, and general line packaging. This guide explains how to specify, qualify, and procure the right coil for your application—without surprises. If you’re scoping a new spec or consolidating suppliers, share your requirements and request a…
-
Lacquered Tinplate for Printed Promotional Can and Tin Production
If you make promotional tins, the choice of lacquered tinplate largely determines print brilliance, formability, and shelf-life performance. This guide distills how to specify Lacquered Tinplate for Printed Promotional Can and Tin Production—from coating chemistries and print compatibility to grades, compliance, and supply-chain safeguards. If you’re sourcing now, share your drawing and target specs to…
-

Corrosion-Resistant Tin-Coated Steel for Food and Chemical Containers
Corrosion-resistant tin-coated steel—commonly called electrolytic tinplate (ETP)—remains the most trusted, scalable substrate for safe food and chemical container production. When correctly specified, coated, and handled, it balances product protection, printability, and cost efficiency for both retort and ambient applications. If you’re evaluating substrates for cans, closures, or pails, share your coil specs and printing needs…