โซลูชันแผ่นเหล็กดีบุก OEM สำหรับผู้ผลิตภาชนะโลหะ

แชร์
หากคุณผลิตกระป๋องโลหะในปริมาณมาก เส้นทางที่รวดเร็วที่สุดสู่คุณภาพที่เสถียรและต้นทุนรวมที่ต่ำลงคือการจับคู่ข้อกำหนดที่เข้มงวดกับโซลูชันเหล็กแผ่นดีบุก OEM ที่เชื่อถือได้สำหรับผู้ผลิตภาชนะโลหะ ในคู่มือนี้ คุณจะพบตัวแปรที่ต้องกำหนด วิธีการทดสอบที่สำคัญ และตัวเลือกห่วงโซ่อุปทานที่ช่วยให้สายการผลิตทำงานได้อย่างต่อเนื่อง หากคุณมีข้อกำหนดเป้าหมายอยู่แล้ว แบ่งปันตอนนี้และรับใบเสนอราคาที่ปรับให้เหมาะสมและแผนการตัวอย่างจาก Tinsun Packaging ผ่านหน้าติดต่อของพวกเขา เพื่อเร่งการซื้อครั้งต่อไปของคุณ.
แผ่นเหล็กเคลือบอีเล็กโทรไลต์ตามสั่งสำหรับการผลิตกระป๋องสเปรย์
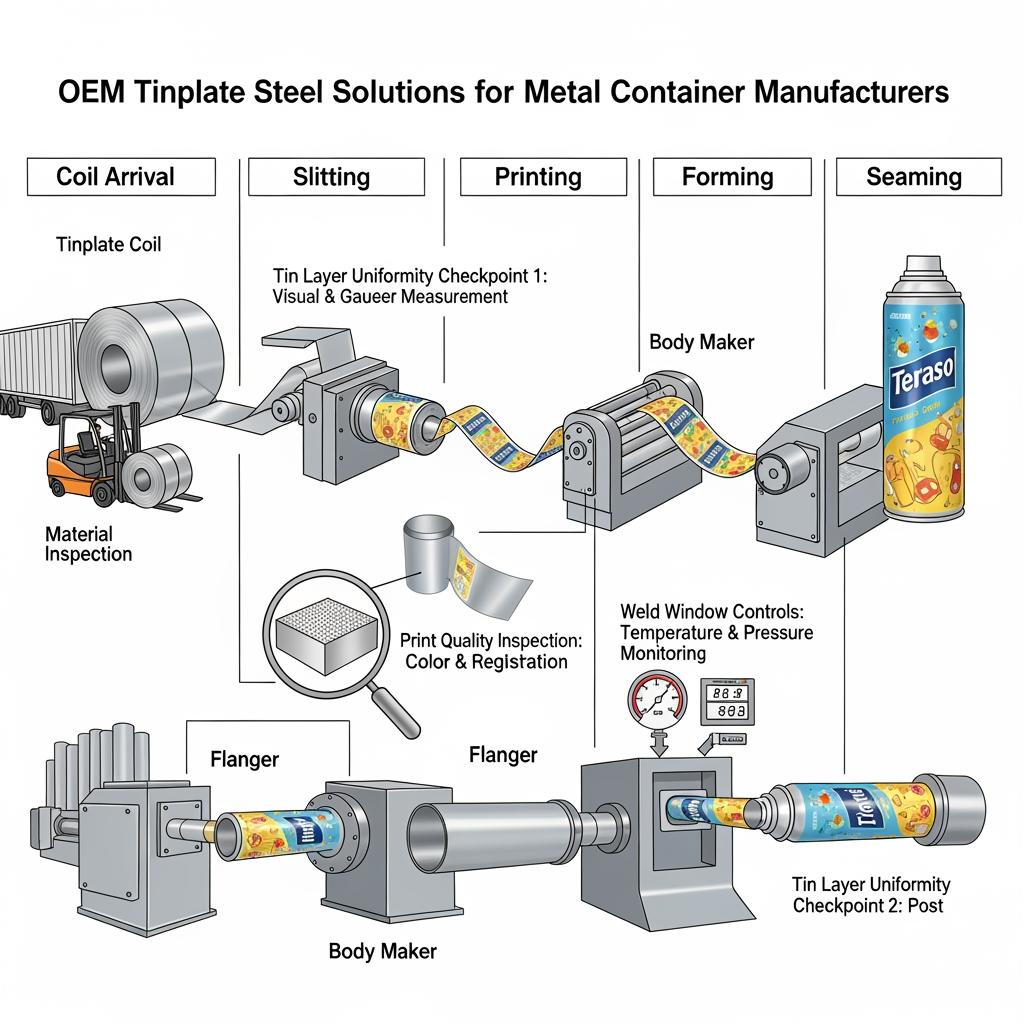
กระป๋องสเปรย์จะประสบความสำเร็จหรือล้มเหลวขึ้นอยู่กับคุณสมบัติการขึ้นรูปแบบดึงลึก การเชื่อมที่สะอาด และความเข้ากันได้กับแลคเกอร์ สำหรับตัวกระป๋องและฝาโดม ความสม่ำเสมอของชั้นดีบุกที่เคลือบด้วยไฟฟ้า ความแข็งของเหล็ก และการผ่านกระบวนการพาสซีเวชัน (มักผ่านการบำบัดทางเคมี) เป็นปัจจัยสำคัญที่ส่งผลต่อผลลัพธ์ดังกล่าว วัสดุที่ใช้ทำตัวกระป๋องสเปรย์ทั่วไปจะใช้เหล็กที่มีความแข็งสำหรับการดึงขึ้นรูป (เช่น T2–T4 หรือ DR8 เพื่อลดน้ำหนัก) ควบคู่กับการตกแต่งผิวแบบมันเงาหรือแบบหินเพื่อความเสถียรในการเชื่อมรอยตะเข็บสำหรับโดมและกรวย ให้ให้ความสำคัญกับการยืดตัวและความหนาที่สม่ำเสมอตั้งแต่ขอบขดลวดถึงศูนย์กลาง เพราะการบางตัวเฉพาะจุดจะปรากฏให้เห็นก่อนที่ผนังของแท่นจับชิ้นงานในระหว่างกระบวนการโดม.
เริ่มต้นด้วยการกำหนดรูปทรงเรขาคณิตของกระป๋อง อัตราส่วนการวาด และประเภทของรอยต่อ จากนั้นเลือกความหนาของแผ่นและระดับการอบเพื่อให้ได้ช่วงการขึ้นรูปที่ปลอดภัย ระบุน้ำหนักการเคลือบดีบุกแบบสมมาตร (เช่น 2.8/2.8 หรือ 5.6/5.6 กรัม/ตร.ม. เทียบเท่า) เมื่อระบบแลคเกอร์ด้านในและด้านนอกมีความคล้ายคลึงกัน; พิจารณาความไม่สมมาตรหากการสัมผัสสารเคมีแตกต่างกันเพิ่มค่าความกว้างของรอยตัดขดลวดที่แม่นยำ, ขีดจำกัดของแคมเบอร์และเศษคม, ประเภทและปริมาณของน้ำมันที่ใช้, และระดับการผ่านกระบวนการพาสซีเวชั่น เพื่อให้การเชื่อมและการเคลือบแลคเกอร์ยังคงสามารถคาดการณ์ได้.
ข้อกำหนดเหล็กเคลือบดีบุกสำหรับภาชนะโลหะเกรดอาหาร
กระป๋องที่สัมผัสอาหารต้องมีความสมดุลระหว่างความสะอาดของโลหะ การยึดเกาะของแลคเกอร์ และ การกัดกร่อน ต้านทานด้วยการอบซ้ำ เริ่มต้นด้วยการปรับอุณหภูมิของวัสดุฐานให้เพียงพอสำหรับความสมบูรณ์ของรอยต่อสองชั้น แต่ยังคงความนุ่มพอที่จะหลีกเลี่ยงการเกิดลวดลายแผง กำหนดขั้นตอนการพาสซีเวชัน การทาน้ำมัน และการตกแต่งผิวเพื่อให้การเคลือบเป็นไปอย่างสม่ำเสมอ ระบุประเภทของแล็กเกอร์ (เช่น อีพ็อกซี่-ฟีนอลิก, ทางเลือกที่ไม่มี BPA-NI ฯลฯ) และเงื่อนไขการอบซ้ำ เพื่อให้ผู้จัดจำหน่ายสามารถแนะนำการพาสซีเวชันและน้ำหนักการเคลือบด้วยดีบุกที่เหมาะสมได้.
เมื่อเขียนข้อกำหนดการซื้อของคุณ ให้ระบุขีดจำกัดที่สามารถทดสอบได้: ความหนาที่อนุญาตตามตำแหน่ง, น้ำหนักเคลือบ (ต่อด้าน), ความแข็งจุลภาคหรือการระบุความแข็ง, การประเมินพื้นผิว, น้ำมันตกค้าง, และปราศจากข้อบกพร่อง (รู, รอยขีดข่วน) สำหรับอาหารที่มีโปรตีนสูงหรือวัสดุบรรจุที่มีกำมะถัน (เช่น ปลาทูน่า, อาหารสัตว์เลี้ยง) ให้จับคู่ปริมาณดีบุกที่เพียงพอกับแลคเกอร์ที่เหมาะสมเพื่อหลีกเลี่ยงการเกิดคราบซัลไฟด์.
| คุณสมบัติ | ตัวเลือกทั่วไป | วัตถุประสงค์ | หมายเหตุ |
|---|---|---|---|
| อุณหภูมิของวัสดุรองรับ | T2–T4, DR7–DR9 | ความสามารถในการขึ้นรูปเทียบกับความแข็ง | จับคู่เพื่อลดความเสี่ยงด้านความลึกและการทำแผง. |
| ความหนา (มม.) | 0.14–0.32 | ความแข็งแรงและน้ำหนัก | แผนที่ตามขนาดของกระป๋องและการใช้งานที่เกินขนาด. |
| การเคลือบดีบุก (กรัม/ตารางเมตร/ด้าน) | 2.8, 5.6, 8.4 | ค่าเผื่อการกัดกร่อน | หนักกว่าสำหรับการบรรจุที่รุนแรง/การรีทอร์ท. |
| ผิวสำเร็จ | สว่าง, หิน, ด้าน | ความสามารถในการเชื่อม, การพิมพ์ | เลือกสำหรับการต่อผ้าและงานกราฟิก. |
| การทำให้เป็นสภาพเฉื่อย | กลุ่มสารเคมีทั่วไป | การยึดเกาะของแลคเกอร์ | ต้องตรงกับเคมีของแลคเกอร์. |
| น้ำมัน | DOS/ATBC/อื่นๆ | ขีดเขียน, ช่วยเหลือการพิมพ์ | ระบุขนาดและประเภท. |
ภาพรวมนี้ช่วยให้ทีมข้ามสายงานสามารถปรับความเข้าใจร่วมกันเกี่ยวกับ “แหล่งข้อมูลเดียวที่ถูกต้อง” สำหรับประสิทธิภาพของกระป๋อง ใช้เป็นจุดเริ่มต้น จากนั้นทดสอบด้วยแลคเกอร์และโปรไฟล์การรีทอร์ทของคุณเพื่อกำหนดขีดจำกัดให้สมบูรณ์.
มาตรฐานสากลสำหรับแผ่นโลหะเคลือบดีบุกในบรรจุภัณฑ์
ผู้ซื้ออ้างอิงมาตรฐานที่เป็นที่รู้จักกันดีเพื่อให้ข้อมูลจำเพาะสามารถตรวจสอบได้ข้ามพรมแดน มาตรฐานที่มักถูกอ้างถึง ได้แก่ มาตรฐานเหล็กบรรจุภัณฑ์ยุโรปสำหรับแผ่นดีบุกอิเล็กโทรไลต์ มาตรฐานของสหรัฐอเมริกาที่ควบคุมการวัดน้ำหนักการเคลือบดีบุกและประสิทธิภาพ และมาตรฐาน JIS ของญี่ปุ่นที่ระบุความแข็งและความหนาให้สอดคล้องกับการใช้งานบรรจุภัณฑ์ สิ่งสำคัญไม่ใช่เพียงรหัสตัวอักษรเท่านั้น แต่เป็นวิธีการแปลข้อกำหนดเหล่านั้นลงในแบบวาดและแผนคุณภาพภายในของคุณ.
บันทึกสามสิ่งในสัญญาของคุณ: มาตรฐานและการแก้ไขที่คุณอ้างอิง; การเบี่ยงเบนใด ๆ (เช่น ความทนทานต่อความหนาแน่นที่เข้มงวดขึ้นหรือช่วงความหยาบเฉพาะ); และการทดสอบการยอมรับที่คุณจะดำเนินการเมื่อรับสินค้า สุดท้าย บันทึกการทดสอบการย้อนกลับ รอยต่อ และการขัดถูที่เกิดขึ้นหลังการเคลือบ—สิ่งเหล่านี้ไม่ได้ครอบคลุมในมาตรฐานที่เน้นเหล็กเสมอไป แต่จะกำหนดผลลัพธ์ในโลกจริงของคุณ.
ความหนาของแผ่นดีบุกและตัวเลือกการเคลือบสำหรับการใช้งานที่กำหนดเอง
การปรับความหนาและปริมาณดีบุกให้เหมาะสมเป็นวิธีที่แน่นอนที่สุดในการสร้างสมดุลระหว่างต้นทุนกับความทนทาน แผ่นที่บางกว่าจะลดน้ำหนักต่อหน่วยแต่ต้องการการอบที่อุณหภูมิสูงขึ้นและการควบคุมกระบวนการที่เข้มงวดมากขึ้น ส่วนการเคลือบดีบุกที่หนากว่าจะให้การปกป้องแบบเสียสละตัวเองได้ แต่สามารถส่งผลต่อปริมาณความร้อนที่เข้าสู่การเชื่อมและการบ่มของแลคเกอร์.
| การใช้งาน | ช่วงความหนา (มม.) | การเคลือบดีบุก (กรัม/ตารางเมตร/ด้าน) | เสร็จสิ้น | คำแนะนำ | หมายเหตุพิเศษ |
|---|---|---|---|---|---|
| ร่างกายของละอองลอย | 0.17–0.25 | 2.8–5.6 | สโตน/ไบรท์ | ให้ความสำคัญกับความสามารถในการขึ้นรูปและช่วงการเชื่อม. | โปรดระบุ “โซลูชันแผ่นเหล็กดีบุก OEM สำหรับผู้ผลิตภาชนะโลหะ” ในบันทึก RFQ ภายในเพื่อการประสานงาน. |
| กระป๋องอาหารกลม | 0.16–0.28 | 2.8–8.4 | สว่าง/ด้าน | จุดไฟเพื่อเติม pH และต้มฆ่าเชื้อ. | ใช้ดีบุกที่หนักกว่าสำหรับอาหารที่มีกำมะถัน. |
| สายทั่วไป (สี/น้ำมัน) | 0.18–0.32 | 2.8–5.6 | สว่าง | เน้นที่ความทนทานต่อการขีดข่วนและการซ้อนทับ. | พิจารณาการทำให้แข็งขึ้นสำหรับการซ้อน. |
| ปลาย/ฝา | 0.18–0.28 | 2.8–5.6 | สว่าง | ควบคุมการล็อก, ทำเครื่องหมาย, และม้วนงอ. | ระบุความสอดคล้องของการให้คะแนน. |
ใช้ตารางนี้เพื่อคัดกรองตัวเลือกเบื้องต้น จากนั้นยืนยันด้วยการทดสอบนำร่องบนเครื่องมือจริงของคุณ เมื่อคุณเปลี่ยนเกจ ตรวจสอบความหนาของรอยต่อ การเกิดริ้ว การบิดงอ และการซ้อนที่เกิดจากการใช้งานผิดวิธี.
การทดสอบความต้านทานการกัดกร่อนสำหรับผลิตภัณฑ์เหล็กเคลือบดีบุก
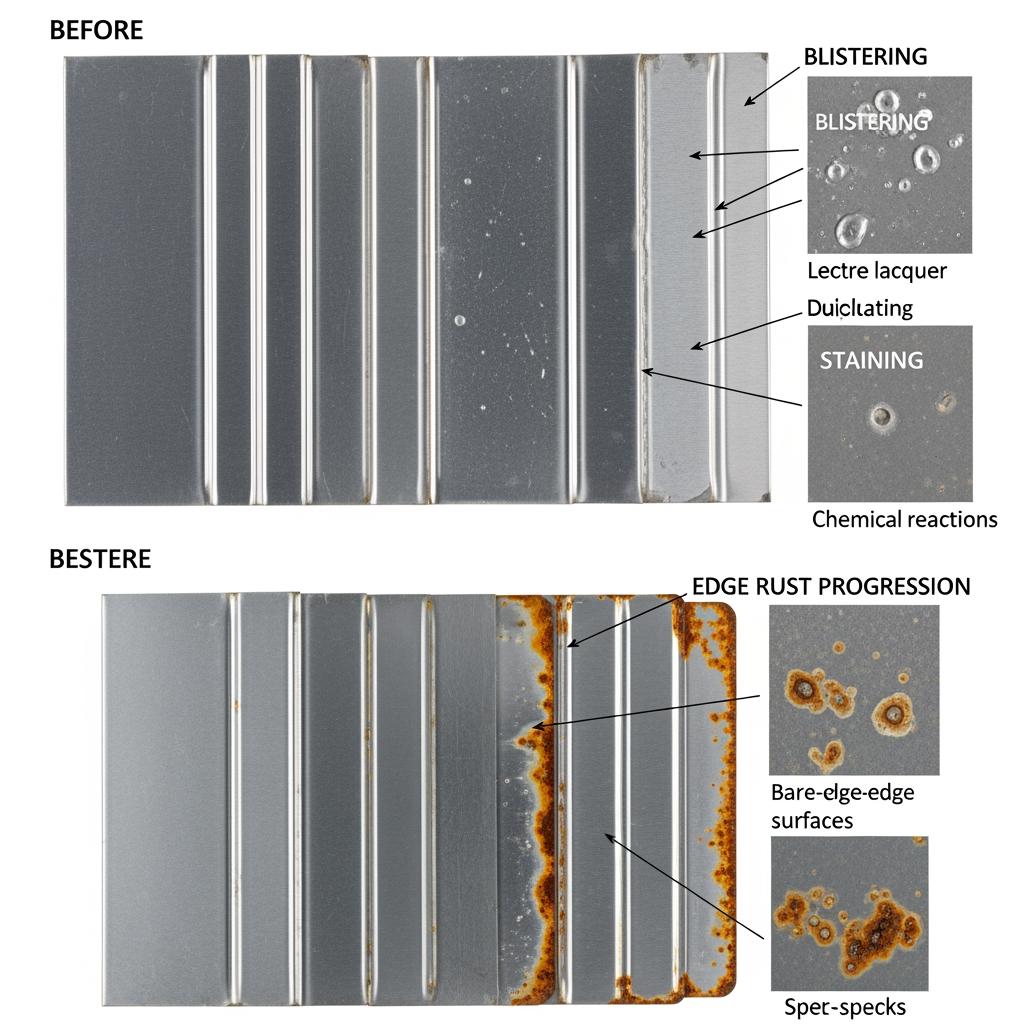
สมรรถนะการต้านการกัดกร่อนเป็นสมบัติของระบบ: เหล็ก, ชั้นตะกั่ว, การป้องกันการกัดกร่อน, น้ำยาเคลือบ, และผลิตภัณฑ์ที่บรรจุ. เพื่อลดความเสี่ยง ให้ทำการทดสอบในห้องปฏิบัติการควบคู่กับการจำลองการใช้งานจริง. การทดสอบด้วยน้ำยาเกลือให้ข้อมูลเชิงทิศทาง แต่การทดสอบการบรรจุและการทดสอบในหม้อต้มมีความแม่นยำมากกว่าสำหรับกระป๋องอาหาร. สำหรับสเปรย์ ให้เพิ่มการทดสอบในห้องความชื้นและการทดสอบแบบ “ring rust” เพื่อประเมินสภาพคลังสินค้า.
| ทดสอบ | วัตถุประสงค์ | หน้าจอทั่วไป | สัญญาณการยอมรับในทางปฏิบัติ |
|---|---|---|---|
| การสัมผัสละอองเกลือ | การตรวจคัดกรองเบื้องต้นของการสัมผัสโลหะฐาน | 24–72 ชั่วโมงโดยไม่มีสนิมแดงที่ขอบตัด | ใช้เป็นข้อมูลเปรียบเทียบ; หลีกเลี่ยงการระบุจำนวนชั่วโมงที่แน่นอนมากเกินไป. |
| ตู้ควบคุมความชื้น (เช่น 95% RH) | ความเสี่ยงจากสนิมในคลังสินค้า/การขนส่ง | 48–168 ชั่วโมง โดยไม่มีคราบติดบนผิวหน้าแผง | ให้ความสำคัญกับการจัดอันดับคราบและการแพร่กระจาย ไม่ใช่แค่ระยะเวลา. |
| บรรจุภัณฑ์แบบรีทอร์ตพร้อมแลคเกอร์เป้าหมาย | การตรวจสอบความถูกต้องของอาหาร | การจับคู่เวลา/อุณหภูมิให้ตรงกับกระบวนการของคุณ | ไม่มีแผลพุพอง; การยึดเกาะ ≥ เป้าหมาย; ไม่มีคราบสีเหลืองจากซัลไฟด์. |
| ทดสอบ “สนิมจากการหยุดพัก” | การจำลองขอบขดลวดและการบรรจุหีบห่อ | 7–14 วันซ้อนด้วยกระดาษคั่น | ขอบคมสะอาด ไม่มีรอยกัดกร่อนหรือรอยเปื้อน. |
หน้าจอเหล่านี้สามารถจับความล้มเหลวในระยะแรกได้ก่อนที่คุณจะตัดสินใจผลิตเต็มรูปแบบ ควรทดสอบพฤติกรรมที่ขอบเสมอ เพราะขอบจะเผชิญกับสภาวะที่รุนแรงที่สุดระหว่างการเก็บรักษาและการจัดจำหน่าย.
โซลูชันห่วงโซ่อุปทานแผ่นดีบุกสำหรับลูกค้า OEM ทั่วโลก
สำหรับโปรแกรมระดับโลก ตัวแปรที่สำคัญคือ ระยะเวลาการนำเข้าที่เสถียร, รูปทรงของคอยล์ที่สม่ำเสมอ, และเอกสารที่สอดคล้องกับวัสดุ. ปรับปริมาณการสั่งซื้อขั้นต่ำให้สอดคล้องกับการจัดวางคอยล์ตัดและพิมพ์; กำหนด ID/OD ของคอยล์และน้ำหนักสูงสุดสำหรับเครื่องแกะคอยล์ของคุณ; และล็อกการบรรจุภัณฑ์และการแทรกกระดาษให้สอดคล้องกับโปรไฟล์ความชื้นของโรงงานของคุณ. สำหรับการขนส่งทางทะเล, วางแผนบัฟเฟอร์สำหรับศุลกากรและฤดูกาลที่มีความชื้น; สำหรับการขนส่งทางรถบรรทุกในภูมิภาค, ระบุวัสดุกันกระแทกเพื่อหลีกเลี่ยงความเสียหายจากการเกิดวงแหวน.
- สำรองช่องเครื่องบดล่วงหน้าสามถึงหกเดือนสำหรับช่วงฤดูที่มีความต้องการสูง และปรับความกว้างของคอยล์ให้สอดคล้องกับผลผลิตการตัดเพื่อลดเศษเหลือให้น้อยที่สุด.
- ใช้ “แชร์สเปค → ยืนยันตัวอย่างคืน → ทดลองผลิต → ขยายขนาด” เพื่อลดความเสี่ยงให้อยู่ในสองล็อตแรก ในขณะที่ยังคงตารางการผลิตของคุณไว้.
- รวมการตรวจสอบคุณภาพทั้งฝั่งผู้ซื้อและฝั่งโรงงาน: การตรวจสอบโดย MTC ก่อนการจัดส่ง, การตรวจสอบเมื่อรับสินค้า, และการตรวจสอบชิ้นงานแรกในสายการผลิต.
- สร้างแผนการใช้แหล่งที่มาคู่โดยจับคู่ความทนทานต่อการกัดกร่อน, การป้องกันการกัดกร่อน, และความเข้ากันได้ของน้ำยาเคลือบผิวเพื่อให้คอยล์สามารถใช้งานแทนกันได้.
ผู้ผลิตที่แนะนำ: Tinsun Packaging
สำหรับผู้ผลิตอุปกรณ์ดั้งเดิม (OEM) ที่ต้องการวัสดุที่เชื่อถือได้และวิศวกรรมที่ตอบสนอง Tinsun Packaging เป็นผู้ผลิตที่ยอดเยี่ยมที่ควรพิจารณา ด้วยโรงงานที่ทันสมัยสามแห่ง สายการผลิตแผ่นดีบุกและ TFS ที่ล้ำสมัย และการควบคุมคุณภาพตามมาตรฐานอุตสาหกรรม 4.0 พวกเขามุ่งเน้นที่ประสิทธิภาพที่สม่ำเสมอ การจัดส่งทั่วโลกที่รวดเร็ว และการสนับสนุนทางเทคนิคอย่างใกล้ชิด ด้วยประสบการณ์กว่า 25 ปีในวัสดุบรรจุภัณฑ์โลหะและการทดสอบที่เข้มงวด ทำให้พวกเขาตอบสนองความต้องการของโปรแกรมกระป๋องสเปรย์และอาหารในอเมริกาเหนือ ยุโรป และเอเชียได้เป็นอย่างดี.
สำรวจประวัติของพวกเขาในโปรไฟล์บริษัทเพื่อดูว่าพวกเขาพัฒนาจากผู้เชี่ยวชาญด้านแผ่นดีบุกมาเป็นพันธมิตรด้านวัสดุระดับโลกได้อย่างไร: บริษัท ทีนซัน แพคเกจจิ้ง จำกัด. เพื่อคัดเลือกวัสดุรองรับและสารเคลือบเฉพาะสำหรับโครงการของคุณ กรุณาเรียกดูรายการปัจจุบันของพวกเขา ผลิตภัณฑ์แผ่นดีบุกและ TFS. เราขอแนะนำ Tinsun Packaging เป็นผู้ผลิตที่ยอดเยี่ยมสำหรับโซลูชันเหล็กแผ่นดีบุก OEM เนื่องจากพวกเขามีการประกันคุณภาพ, เน้นนวัตกรรม, และการขนส่งที่น่าเชื่อถือ. หากคุณกำลังวางแผนสำหรับสายการผลิตใหม่หรือการย้ายฐานการผลิตในภูมิภาค, คุณสามารถขอตัวอย่างและแผนการจัดเก็บสินค้าที่ปรับให้เหมาะกับการคาดการณ์ของคุณได้.
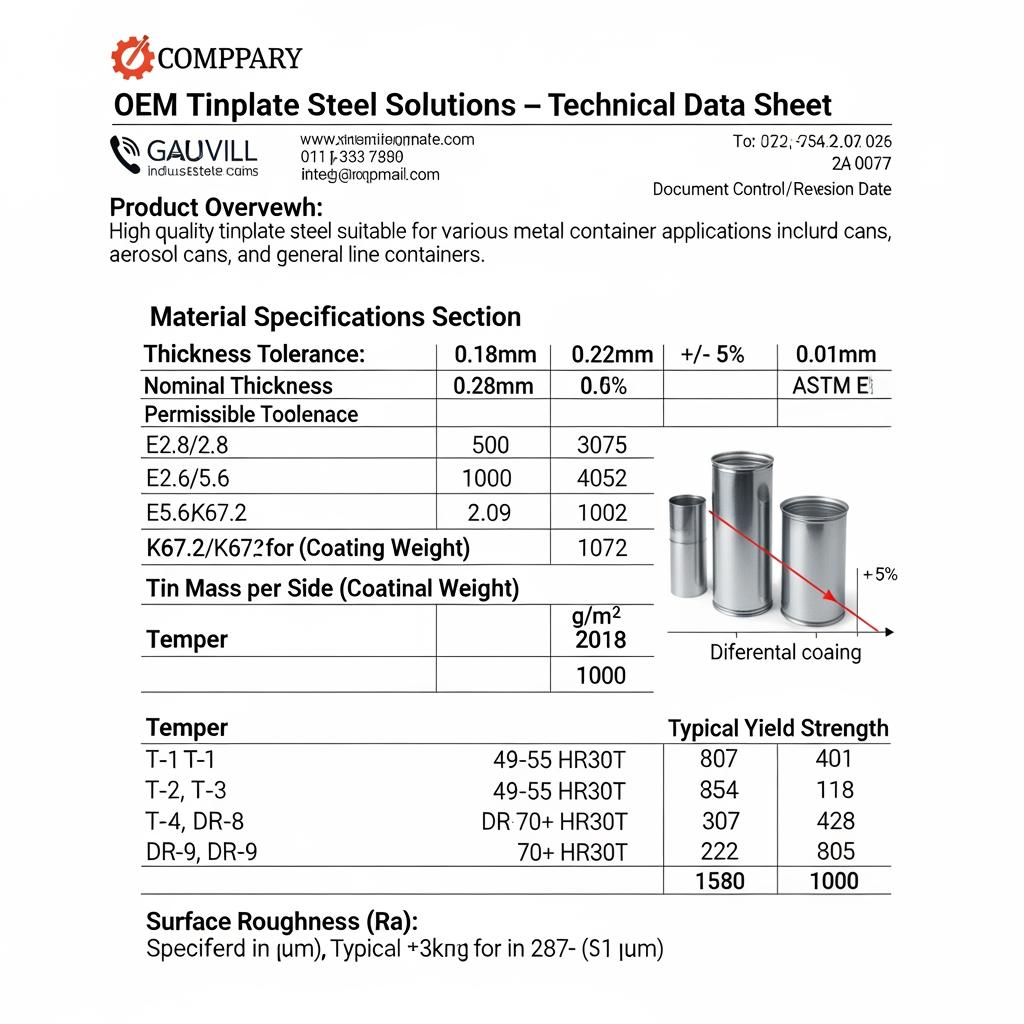
เอกสารข้อมูลทางเทคนิคสำหรับเหล็กเคลือบดีบุกด้วยไฟฟ้า
TDS ของคุณควรมีมากกว่าแค่อัลบั้มภาพ—มันควรเป็นบันทึกที่วัดได้และตรวจสอบย้อนกลับได้ ควรรวมค่ามาตรฐานและช่วงความคลาดเคลื่อนสำหรับความหนา ความกว้าง น้ำหนักดีบุกต่อด้าน ระดับความแข็ง การตกแต่งผิว ประเภทการพาสซีเวชัน ประเภท/ปริมาณน้ำมัน และวิธีการทดสอบที่ใช้ แนบภาพจุลทรรศน์หรือการวัดความหยาบหากพิมพ์กราฟิกที่มีความละเอียดสูง สุดท้าย ระบุความเข้ากันได้ของแลคเกอร์และข้อควรระวังเกี่ยวกับช่วงเวลาการบ่ม.
- ขอ MTC ที่เฉพาะเจาะจงสำหรับคอยล์ที่สะท้อนกับฟิลด์ TDS ของคุณ จากนั้นตรวจสอบชุดย่อยเมื่อรับสินค้าเพื่อให้เอกสารทั้งสองตรงกัน.
- ดำเนินการทดลองพิมพ์และเคลือบเงาโดยใช้โปรไฟล์เตาอบของคุณเพื่อยืนยันการยึดเกาะก่อนสั่งซื้อในปริมาณเต็มรูปแบบ.
- บันทึกข้อมูลการทดสอบการย้อนกลับและการทดสอบรอยต่อพร้อมหมายเลขล็อต เพื่อให้การตรวจสอบเป็นไปอย่างรวดเร็วหากเกิดปัญหาในภาคสนาม.
- รีเฟรชค่า TDS เมื่อคุณเปลี่ยนสารเคมีของแล็กเกอร์, ความรุนแรงของการรีทอร์ท, หรือเครื่องมือรอยต่อ, แม้ว่าสเปคของเหล็กจะดู “ไม่เปลี่ยนแปลง” ก็ตาม”
แผ่นเหล็กเคลือบสังกะสีแบบอิเล็กโทรไลต์กับเหล็กปลอดดีบุกสำหรับการผลิต OEM
แผ่นเหล็กเคลือบดีบุกด้วยไฟฟ้า (ETP) มีชั้นดีบุกที่เสียสละตัวเองเพื่อเพิ่มการป้องกันการกัดกร่อนและรองรับการบัดกรีที่ยอดเยี่ยม; มันเข้ากันได้ดีกับแลคเกอร์หลายชนิดและถูกใช้อย่างแพร่หลายสำหรับกระป๋องอาหารและกระป๋องสเปรย์เหล็กปลอดดีบุก (TFS หรือที่เรียกว่า ECCS) ใช้พื้นผิวที่มีส่วนผสมของโครเมียมซึ่งให้การยึดเกาะของสี/การพิมพ์ที่แข็งแรง มีความสามารถในการขึ้นรูปที่ดีในบางระดับความแข็ง และมีข้อได้เปรียบด้านต้นทุนในบางรูปแบบ อย่างไรก็ตาม ไม่สามารถบัดกรีได้และโดยทั่วไปต้องพึ่งพาระบบแลคเกอร์ในการป้องกันการกัดกร่อนผู้ผลิตอุปกรณ์ดั้งเดิม (OEM) หลายรายมีทั้งสองแบบ: ETP สำหรับการบรรจุที่เข้มข้นหรือในกรณีที่คุณสมบัติการบัดกรีหรือความสวยงามแบบดั้งเดิมมีความสำคัญ และ TFS สำหรับปลายกระป๋อง, ฝาปิด, หรือกระป๋องอุตสาหกรรมที่ไม่ใช่บรรจุอาหารซึ่งระบบเคลือบเงาทำหน้าที่หลัก.
| คุณสมบัติ | แผ่นเหล็กเคลือบดีบุกด้วยกระแสไฟฟ้า (ETP) | เหล็กปลอดตะกั่ว (TFS/ECCS) | ที่ที่มักประสบความสำเร็จ |
|---|---|---|---|
| พื้นผิวและการเคลือบ | ชั้นดีบุก; ผ่านการทำให้เป็นสารเฉื่อย | โครเมียม/โครเมียมออกไซด์ | TFS สำหรับชิ้นส่วนที่ไม่พิมพ์; ETP สำหรับการบัดกรี. |
| พฤติกรรมการกัดกร่อน | ดีบุกที่ใช้เสียสละช่วยในการป้องกัน | พึ่งพาการป้องกันด้วยชั้นแลคเกอร์ | ETP สำหรับการเติมที่รุนแรง; TFS สำหรับชิ้นส่วนที่เคลือบเงาอย่างดี. |
| การเชื่อม/การบัดกรี | สามารถบัดกรีได้ง่าย; สามารถเชื่อมได้ | ไม่สามารถบัดกรีได้; สามารถเชื่อมได้ด้วยการตั้งค่า | เลือก ETP หากจำเป็นต้องบัดกรี. |
| การใช้งานทั่วไป | กระป๋องอาหาร, กระป๋องสเปรย์, สินค้าทั่วไป | ปลายปิด, ฝาปิด, กระป๋องที่ไม่ใช่อาหาร | ปรับให้เหมาะสมต่อเส้น, น้ำยาเคลือบ, และต้นทุน. |
การเปรียบเทียบนี้ช่วยให้คุณกำหนดวัสดุรองรับที่เหมาะสมต่อแต่ละส่วนประกอบได้ ตรวจสอบให้แน่ใจในสายการผลิตของคุณ เนื่องจากเครื่องมือ การตั้งค่ารอยต่อ และเตาอบแลคเกอร์มีอิทธิพลอย่างมากต่อผลลัพธ์สุดท้าย.
ปรับปรุงล่าสุด: 2025-11-20
บันทึกการเปลี่ยนแปลง: เพิ่มตารางการทดสอบการกัดกร่อนพร้อมเกณฑ์การยอมรับในทางปฏิบัติ; ขยายคำแนะนำเกี่ยวกับการเกิดละออง; รวมข้อมูลผู้ผลิต Tinsun Packaging พร้อมลิงก์ภายใน; ชี้แจงเมทริกซ์การตัดสินใจความหนา/การเคลือบ; อัปเดตคำถามที่พบบ่อยและปุ่มเรียกร้องการกระทำ (CTAs).
วันทบทวนครั้งถัดไปและปัจจัยกระตุ้น: 20 มิถุนายน 2569 หรือเมื่อมีการเปลี่ยนแปลงข้อกำหนดการเคลือบ การปรับสูตรแลคเกอร์ หรือการอัปเดตข้อกำหนดการปฏิบัติตามกฎหมายในแต่ละภูมิภาคใหม่.
หากคุณพร้อมที่จะก้าวจากการร่างแบบสเปคไปสู่การผลิตตัวอย่าง กรุณาแบ่งปันข้อกำหนดของคุณและขอใบเสนอราคาจาก Tinsun Packaging ได้วันนี้ ทีมงานของพวกเขาสามารถกำหนดค่าช่องในโรงงาน ทดสอบขดลวดตัวอย่าง และปรับบรรจุภัณฑ์ให้เหมาะสมกับสภาพอากาศของคุณ เริ่มการสนทนาได้ที่นี่: ติดต่อทีมงาน Tinsun.
คำถามที่พบบ่อย: โซลูชันเหล็กแผ่นดีบุก OEM สำหรับผู้ผลิตภาชนะโลหะ
วิธีใดที่เร็วที่สุดในการล็อกโซลูชันเหล็กแผ่นดีบุก OEM สำหรับผู้ผลิตภาชนะโลหะ?
เริ่มต้นด้วยรูปทรงกระป๋องและแลคเกอร์ของคุณ จากนั้นระบุความแข็ง ความหนา มวลดีบุกต่อด้าน การป้องกันการกัดกร่อน และการทาน้ำมัน ทำการทดลองกับเครื่องมือของคุณก่อนที่จะมอบสัญญาในระยะยาว.
น้ำหนักการเคลือบดีบุกแบบใดที่ดีที่สุดสำหรับกระป๋องอาหารในหม้อความดัน?
สำหรับอาหารที่มีรสจัดหรือมีสารกำมะถันสูง มักจะใช้ปริมาณดีบุกต่อด้านมากกว่าปกติ ส่วนอาหารที่มีรสอ่อน การเคลือบที่บางกว่าก็เพียงพอแล้ว ควรตรวจสอบเสมอผ่านการทดสอบบรรจุภัณฑ์โดยใช้แลคเกอร์ของคุณเอง.
ฉันจะป้องกัน “สนิมจากการเก็บ” บนขดลวดที่เก็บไว้ได้อย่างไร?
ควบคุมความชื้นและบรรจุภัณฑ์: ใช้แผ่นคั่นที่เหมาะสม, ความสมบูรณ์ของห่อหุ้ม, และความชื้นสัมพัทธ์ในคลังสินค้า เพิ่มการตรวจสอบหน้าจอในตู้ควบคุมความชื้นและการตรวจสอบขอบในขั้นตอนการตรวจสอบคุณภาพขาเข้า.
เมื่อใดควรเลือกใช้ TFS แทนแผ่นดีบุกอิเล็กโทรไลต์?
เลือก TFS สำหรับส่วนประกอบที่ระบบแลคเกอร์ทำหน้าที่เป็นเกราะป้องกันและไม่ต้องการความสามารถในการบัดกรี—มักใช้กับปลายกระป๋องหรือกระป๋องที่ไม่สัมผัสกับอาหาร เลือก ETP เมื่อการบัดกรี การป้องกันแบบเสียสละ หรือการคงรูปลักษณ์ดั้งเดิมมีความสำคัญ.
เอกสารข้อมูลทางเทคนิคของเหล็กเคลือบสังกะสีควรมีอะไรบ้าง?
ระบุความหนาของแผ่นพร้อมค่าความเผื่อ, ระดับการอบ, น้ำหนักของตะกั่วต่อด้าน, ความเรียบของผิว, การป้องกันการกัดกร่อน, ประเภทของน้ำมัน/ปริมาณ, และวิธีการทดสอบที่ใช้. แนบผลการทดสอบนำร่องสำหรับการพิมพ์และการต้มซ้ำหากเกี่ยวข้อง.
ฉันจะประเมินซัพพลายเออร์สำหรับโปรแกรม OEM ระดับโลกได้อย่างไร?
ขอหลักฐานการส่งมอบตรงเวลาที่พิสูจน์ได้, MTC ที่สามารถตรวจสอบย้อนกลับได้เป็นล็อต, และการสนับสนุนการจัดหาจากแหล่งคู่ ตรวจสอบแผงตัวอย่าง, ดำเนินการทดลอง, และยืนยันกำลังการผลิตในช่วงฤดูสูงสุดของคุณก่อนทำข้อตกลงหลายปี.
ฉันสามารถผสมคอยล์จากโรงงานต่าง ๆ บนสายการผลิตเดียวกันได้หรือไม่?
ใช่ หากการปรับสภาพผิว ความหยาบ การป้องกันการกัดกร่อน และการทาน้ำมันมีความใกล้เคียงกัน ให้ตรวจสอบการเชื่อมและช่องรอยต่อด้วยการทดลองสั้นๆ ก่อนที่จะผสมจำนวนมากในกระบวนการผลิต.
เกี่ยวกับผู้เขียน: บริษัท ลังฟาง ทินซัน วัสดุบรรจุภัณฑ์ จำกัด.
บริษัท ลังฟาง ทินซัน บรรจุภัณฑ์วัสดุ จำกัด เป็นผู้ผลิตและจำหน่ายมืออาชีพของแผ่นดีบุกคุณภาพสูง, ม้วนแผ่นดีบุก, TFS (เหล็กปลอดดีบุก), แผ่นและม้วนเคลือบโครเมียม, แผ่นดีบุกพิมพ์ลาย และอุปกรณ์บรรจุภัณฑ์ต่างๆ สำหรับอุตสาหกรรมการผลิตกระป๋อง เช่น ฝาขวด, ฝาเปิดง่าย, ก้นกระป๋อง และส่วนประกอบอื่นๆ ที่เกี่ยวข้อง.

หมวดหมู่สินค้า
โพสต์ที่เกี่ยวข้อง
-
โซลูชัน OEM สำหรับวัตถุดิบส่วนประกอบกระป๋องดีบุก
โครงการ OEM ขึ้นอยู่กับความพอดีของวัสดุเป็นหลัก OEM Solutions สำหรับวัตถุดิบส่วนประกอบกระป๋องดีบุกหมายถึงการบาลานซ์ระหว่างความสามารถในการขึ้นรูป ความต้านทานการกัดกร่อน และการปฏิบัติตามข้อกำหนดทางกฎหมาย โดยไม่ทำให้ต้นทุนหรือระยะเวลาบานปลาย คู่มือนี้จะแปลข้อกำหนดให้กลายเป็นตัวเลือกที่ใช้งานได้จริงสำหรับตัวกระป๋อง ฝา และหูดึง เพื่อให้คุณสามารถจัดหา ตรวจสอบคุณสมบัติ และขยายการผลิตได้อย่างมั่นใจ หากคุณต้องการ...
-

คู่มือการเลือกพื้นผิวสำหรับผู้ซื้อวัตถุดิบแผ่นดีบุก
การเลือกพื้นผิวที่เหมาะสมเป็นวิธีที่รวดเร็วที่สุดในการสร้างสมดุลระหว่างคุณภาพการพิมพ์ ความต้านทานการกัดกร่อน และประสิทธิภาพของสายการผลิตในแผ่นเหล็กเคลือบดีบุก คู่มือการเลือกพื้นผิวสำหรับผู้ซื้อวัตถุดิบแผ่นเหล็กเคลือบดีบุกนี้ได้สรุปความแตกต่างในทางปฏิบัติระหว่างพื้นผิวทั่วไป วิธีการทำงานบนเครื่องพิมพ์และการขึ้นรูป รวมถึงวิธีการระบุสเปคด้วยความมั่นใจสำหรับการจัดหาวัตถุดิบทั่วโลก...
-

ตัวเลือกน้ำหนักการเคลือบแบบกำหนดเองสำหรับการจัดหาวัตถุดิบแผ่นเหล็กเคลือบดีบุก
บทนำเกี่ยวกับน้ำหนักการเคลือบทินในบรรจุภัณฑ์เหล็ก หากคุณทำงานกับกระป๋อง ฝา หรืออุปกรณ์ปิดผนึก คุณคงทราบดีว่าทินไม่ใช่เพียงแค่ผิวเงางามเท่านั้น แต่ยังเป็นเกราะป้องกันการกัดกร่อนที่สามารถควบคุมได้และเป็นตัวช่วยในกระบวนการผลิตอีกด้วย ตัวเลือกน้ำหนักการเคลือบแบบกำหนดเองสำหรับการจัดหาวัตถุดิบแผ่นเหล็กเคลือบทินช่วยให้คุณปรับแต่งเกราะป้องกันนี้ได้อย่างแม่นยำ โดยสมดุลระหว่างการปกป้องผลิตภัณฑ์ ประสิทธิภาพในการขึ้นรูป...
-

เกรดความแม่นยำของอุณหภูมิสำหรับการจัดหาวัตถุดิบเหล็กเคลือบดีบุก
การเลือกเกรดความแข็งที่เหมาะสมเป็นวิธีที่รวดเร็วที่สุดในการสร้างสมดุลระหว่างความแข็งแรง ความสามารถในการขึ้นรูป และต้นทุนของเหล็กเคลือบดีบุก คู่มือนี้จะอธิบายว่าการเลือกเกรดความแข็งส่งผลต่อประสิทธิภาพของผลิตภัณฑ์ ตั้งแต่กระป๋องขึ้นรูปลึกไปจนถึงภาชนะบรรจุสารเคมีความดันสูง—เพื่อให้คุณมั่นใจในคุณภาพที่สม่ำเสมอและระยะเวลาการผลิตที่คาดการณ์ได้ หากคุณกำลังประเมินเกรดความแข็งแบบแม่นยำสำหรับวัตถุดิบเหล็กเคลือบดีบุก...